производство вагонки, производители деревянной вагонки, производство вагонки в москве
Производство вагонки.
Некоторые тонкости Где растет вагонка?
Более плотной и долговечной считается вагонка из дерева северных областей, поскольку там деревья растут медленно, в течение короткого лета. О происхождении материала расскажет торец вагонки: у северной расстояние между годичными кольцами всего 1-2 мм, у южной — 3-5 мм.
Хвойная и лиственная вагонка.
Производство деревянной вагонки осуществляется из хвойных и лиственных пород. Самая дешевая хвойная вагонка из сосны и ели имеет широкий спектр применения и цветовой диапазон. Древесина ольхи, липы, осины, кедра при высоких температурах не сильно подвержена нагреву, не выделяет смол. Благодаря таким качествам вагонку из этих пород древесины используют для отделки бань и саун.
Дороже ценится вагонка из лиственницы, кедра, дуба, ясеня. Пальму первенства по цене держит вагонка из красного дерева.
Технология и производство вагонки.
Первоначально все сорта будущей вагонки проходят одинаковый технологический цикл – заготавливаются из одной партии леса, сушатся в одной сушилке одновременно до одинаковой влажности (7-8%), проходят обработку на одном и том же оборудовании. У добросовестных компаний, сорта вагонки отличаются лишь по количеству сучков.
При изготовлении вагонки доска обрезается с четырех сторон на разного качества станках. Цена четырехсторонних станков может отличаться в разы. От этого и разница в качестве и цене.
С упаковкой или без?
После окончания обработки древесины готовые изделия сортируются и пакуются в специальную термоусадочную плёнку. Поэтому вагонку высших сортов лучше всего покупать в упаковке. Таким образом, вы избежите деталей с технологическим и природным браком (без упаковки сорта перемешиваются ), которые впоследствии будут пестро выглядеть на стене. Да и сами доски, хранящиеся без упаковки, быстро впитывают влагу, пачкаются и пылятся.
Сортировка без сучка и задоринки.
Сортировка вагонки на четыре класса — обязательный процесс входящий в производство вагонки. Сорт Экстра примечателен полным отсутствием дефектов, сучков, растрескиваний и задиров. Достаточно высокие характеристики у классов Престиж. Зато в евровагонке низжего класса законно могут быть отверстия от выпавших сучков, всевозможные трещины и сколы.
Важно добавить, что единого стандарта классификации нет, каждый изготовитель сортирует евровагонку по индивидуальным нормам, отвечающим его понятиям качества.
Технологии производства евровагонки из липы, вагонка из липы, вагонка липа цена
Нашу евровагонку и вагонку мы изготавливаем из липы, поскольку древесина липы — красива и долговечна. Также липа недорога и доступна — так как растет практически повсеместно, кроме того легко поддается производственной обработке. Вагонка из липы получается очень устойчива к внешнему воздействию (влажности, перепадам температуры) и не теряет своих эксплуатационных свойств на протяжении длительного периода времени.
Различия в изготовлении вагонки и евровагонки
Технологии изготовления вагонки из липы и евровагонки из липы несколько различаются. Производство вагонки — не очень сложный процесс. Для ее изготовления берутся хорошо просушенные, оструганные брусья, которые скрепляются особым клеем, безопасным для человека. Затем вагонка из липы подвергается обработке на фуговальном и шлифовальном станках.
Евровагонка из липы требует более серьезного подхода. Прежде всего, для ее изготовления необходим массив с относительной влажностью 8—10%. Для производства евровагонки отбирают только брусья без каких-либо внешних дефектов и сучковых выбоин. Кроме того, ее более тщательно шлифуют, что придает изделию очень приятный внешний вид.
Производство погонажных изделий
Погонаж из липы — это длинномерные изделия (доски, брус) оструганные по определенному профилю. Погонаж обычно используется для обшивки стен в помещениях, в качестве поручней для лестниц, наличников и плинтусов. Первосортные погонажные изделия производятся нашей компанией только из тщательно отобранной древесины, которая предварительно просушивается и обрабатывается особым образом.
Первосортные погонажные изделия производятся нашей компанией только из тщательно отобранной древесины, которая предварительно просушивается и обрабатывается особым образом.
К строганным погонажным изделиям кроме вагонки и евровагонки относят — наружную деревянную обшивку, доски для настила чистых полов, деревянные проступи, плинтусы, поручни для перил, наличники, подоконные доски и прочие детали, изготавливаемые из пиломатериалов. Строганные погонажные изделия выпускают длиной 2,1 метра и более с градацией через сто миллиметров. Существуют российские стандарты, согласно которым допускается определенное значение влажности различных строганных погонажных материалов. Например, влажность заготовок из древесины для евровагонки чистого пола должна быть не более десяти процентов.
Смотри изготавливаемую нами евровагонку из липы в каталоге.
Вагонка: основные этапы производства материала
Вагонка — один из самых распространенных отделочных материалов. Это очень ровная обрезная доска , которую используют для обустройства жилищ не только снаружи, но и изнутри.
Технология изготовления материала
качестве основы для материала может использоваться древесина как хвойных, так и лиственных пород. Первым этапом является распиловка леса. Распиленные заготовки необходимого размера отправляют в аэродинамические или тепловые камеры, где их подвергают температурной обработке.
Влажность материала на выходе из оборудования должна составлять не более 10-15%. Это гарантирует, что вагонка впоследствии не растрескается и не покоробится. Кроме того, сушка необходима для дезинфекции изделий. Процесс может занимать несколько дней, в зависимости от влажности древесины и используемого температурного режима.
Затем заготовки извлекают из сушильных камер и подвергают проверке на наличие дефектов. Выявленные недостатки устраняются, после чего производится сортировка по качеству и длине досок. Затем при помощи специализированного оборудования короткие доски склеиваются торцами друг к другу — так, чтобы получить цельные изделия длиной примерно в 6 м.
Далее заготовки отправляют в делитель, где они разрезаются на доски необходимого размера. Лицевой стороной становится внутренняя часть распиленных заготовок. Это гарантирует ее чистоту. Кроме того, это упрощает придание поверхности гладкости в дальнейшем, так как внутренняя часть легче поддается механической обработке.
Затем на тыльной стороне доски выпиливают специальные вентиляционные выемки. Они предназначены для лучшего испарения влаги с поверхности готовых изделий. Далее в материале выпиливают пазо-гребневое соединение. Заключительными этапами являются снятие фасок и очистка заготовок от пыли. После этого их подвергают сортировке и отправляют на склад.
Наша компания предлагает широкий ассортимент разнообразных пиломатериалов. Мы реализуем не только вагонку, блок-хаус, строганые доски и так далее.
Различия вагонки и евровагонки | Наш Лес
Вагонка — наиболее распространенный материал, который используется для внешней и внутренней обивки поверхностей конструкций деревом. Имя «вагонка» закрепилось за этой разновидностью доски еще с тех времен, когда владельцы товарных вагонов околачивали ею стены. Это была довольно своеобразная доска с небольшими пазами по краям для удаления щелей по краям и плотной стыковки друг с другом. Так часто называемая «четверть».
Имя «вагонка» закрепилось за этой разновидностью доски еще с тех времен, когда владельцы товарных вагонов околачивали ею стены. Это была довольно своеобразная доска с небольшими пазами по краям для удаления щелей по краям и плотной стыковки друг с другом. Так часто называемая «четверть».
Вот так и прижилось название этого материала — «вагонка». Обшивочная доска прошлых дней много отличалась от сегодняшней вагонки из липы или сосны. В наше время значительно изменились основы технологий изготовления вагонки. Оборудование, которое необходимо для производства вагонки, стало значительно сложнее, появилась ультрасовременная
Размеры стандартной вагонки колеблятся от 12 до 25 мм, ширина — до 150 мм, длина — до 6000 мм.
Евровагонке присущи такие стандартные размеры: толщина – 13 мм, 16 мм и 19 мм, ширина — 80 мм, 100 мм, 110 мм и 120 мм, длина — до 6000 мм.
Консультации по вопросам покупки вагонки в розницу или оптом:
(093) 600-77-22, (067) 804-78-92
Также Вы можетеи мы перезвоним
Давайте рассмотрим главные преимущества евровагонки перед нашей, обычной вагонкой:
Профиль, или геометрия вагонкиГлавной отличительной особенностью профиля евровагонки и обычной отечественной вагонки – размер шипа. В первом случае (у евровагонки) он длиной 8 мм (9 % от ширины), у вагонки же обычной – от 4 до 6 мм. При изменении погодных условий, а также влажности и температуры, размеры вагонки могут слегка изменяться, что может быть причиной ПОЯВЛЕНИЯ ЩЕЛЕЙ, если, скажем, это изменение ширины будет немного больше, чем шип нашей отечественной вагонки.
Влажность евровагонки колеблется в пределах от 10 до 16 %. Влажность обычной отечественной вагонки находится от 18 до 25% (если эта вагонка произведена из так именуемой «вяленой» доски — которая прошла самую обычную сушку в помещении или на улице), или от 25 до 35% (вагонку сделали из «сырой», напиленной только что доски).
У влажной вагонки есть такие существенные недостатки:
- Вагонка может слегка «посинеть» (возникновение грибка), если ее влажность находится в пределах больше, чем 17-18 % , температура воздуха в помещении свыше 15-20° С и не обеспечено проветривание.
- После того, как вагонка высохнет, ее может «повести», она станет неровной — выпуклой или вдавленной.
- Когда влажной вагонкой обита в помещении стена, то при высыхании этой вагонки между близлежащими досками могут образоваться небольшие щели.

- Поверхность самой вагонки, изготовленной из влажной доски, может быть идеально гладкой. Но уже потом, когда вагонка высохнет, или ее обработают антисептиком, появляется большая вероятность того, что у этой вагонки образуется ворс, и поверхность вагонки станет заметно шершавой, что исключено полностью при изготовлении вагонки из сухого дерева.
правила изготовления и способы монтажа
Изготовить деревянную вагонку в домашних условиях довольно таки просто, здесь не требуется ничего кроме денежных средств и вашего желания. При строительстве дома, многие люди предпочитают использовать натуральные материалы, ведь это восхитительно красиво и надежно.
Древесина обладает очень хорошим качеством, это тепло и уют в любом доме, где она была использована.
Любой другой синтетический аналог не идет ни в какое сравнение с древесиной, именно по ощущению тепла, уюта и комфорта.
Материалы, требующиеся для изготовления деревянной вагонки.
Для изготовления вагонки применяются различные породы дерева:
- Для внутренней и внешней отделки помещений, больше всего подходит вагонка изготовленная из лиственницы, кедра, секвойи, ели, сосны. С этой вагонкой, помещение сразу же наполняется смолистым запахом, что вызывает приятные ощущения, уюта и свежести.
- Только лишь для внутренней отделки, хорошо подходит вагонка из лиственных пород деревьев, таких как липа, ясень, осина. Этот материал может применяться во многих стилях интерьера, благодаря тому, что имеет отличный цветовой спектр.
Изготовление деревянной вагонки
Для промышленного производства вагонки требуются несколько специально оборудованных помещений с большой площадью и немалые денежные средства. Даже если производство не будет масштабным, все равно придется покупать оборудование и инструменты.
В принципе, производство вагонки является довольно таки простым процессом, если имеется ловкость в обращении с инструментами. Поэтому, своими руками дома, можно спокойно наладить выпуск вагонки для собственных нужд.
ПРОМЫШЛЕННОЕ ИЗГОТОВЛЕНИЕ ВАГОНКИ
Поэтапная технология изготовления:
- Из обрезного материала можно изготовить обрезную доску.
- При этом нужно будет обязательно следить за влажностью, когда происходит сушка на открытом воздухе или в теплом помещении. В противном случае доска может деформироваться или потрескаться.
- Важным этапом является строгание лицевой стороны, для того, чтобы доска приняла нужную форму.
- На специальном оборудовании происходит шпунтовка или фальцовка. При фальцовке, в последующем, вагонка собирается впритык, а при шпунтовке, на боковой поверхности, для выступа на соседней доске делается вырез.
- Следующим этапом будет проверка, где доска проверяется на наличие брака: трещин, сучков, потертостей и др.
- Далее идет снятие с лицевой стороны доски фасок, чистка от стружки, пыли или других отходов производства.
- Последним этапом является сортировка изготовленной вагонки по материалу, типу и качеству.
ИЗГОТОВЛЕНИЕ ВАГОНКИ ДОМА
Для изготовления вагонки дома специального оборудования не потребуется, будет достаточно специальных инструментов.
Самым легким вариантом, будет изготовление вагонки из обрезной доски:
- Во-первых, доска просто сразу обрезается.
- Далее, с помощью фрез, идет вытачивание пазов с обеих сторон.
- Следующим этапом идет обрезание с краев фаски и шлифовка лицевой стороны. Обрезанный материал не выбрасывается, так как в дальнейшем идет на изготовление рейки.
- Ширина рейки делается обычно в два раза больше, чем ширина паза, а толщина, в два раза меньше.
- Рейка, в последующем, между планками, будет соединительным элементом, за счет того, что будет вставляться одновременно в два паза.
Рейки из остатков досок
Из оставшихся отходов можно напилить реек, для соединения вагонки при сборке. Рейки совсем не обязательно должны быть одной длины с вагонкой. Их длина не имеет значения, потому что места стыков реек никому не видны, так как они находятся за вагонкой. Рейки должны быть тоньше пазов вагонки. За счет своей кривизны они будут хорошо держаться в пазах. К тому же их не нужно строгать, достаточно распилить. При наличии хорошей пилы она и так будет гладкой.
К тому же их не нужно строгать, достаточно распилить. При наличии хорошей пилы она и так будет гладкой.
Чтобы изготовленная вагонка приобрела лучший вид, можно поднапрячься и снять с обеих сторон маленькие фаски, но на это уйдет уйма времени. Если время вас не поджимает, сделайте это и сразу увидите, насколько приятнее станет ее вид.
На картинке видно потолок погреба, выложенный вагонкой. Так как доски посинели, желательно потолок покрасить, это намного улучшит внешний вид. Сама по себе синева совсем не влияет на качество досок, просто это не очень красиво выглядит.
Срок службы вагонки составляет приблизительно 15-20 лет, а если ее обрабатывать специальными защитными средствами от грибков, насекомых, гниения, то срок ее службы заметно увеличится.
Изготовленная вагонка своими руками сэкономит вам деньги, а также облагородит и украсит любое помещение, даже если до этого оно имело весьма неприглядный вид. Все в ваших руках! Дерзайте!
СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОЙ ВАГОНКИ
С помощью такого вот станка можно изготовить вагонку. Он одновременно с четырех сторон обрабатывает доску. Учитывая профессионализм управления машиной и ее правильный выбор, за один этап обработки можно получить готовую качественную единицу вагонки.
Он одновременно с четырех сторон обрабатывает доску. Учитывая профессионализм управления машиной и ее правильный выбор, за один этап обработки можно получить готовую качественную единицу вагонки.
Далее, можно найти видео с примером работы этого станка.
У станины для прикрепления фрез имеется несколько шпинделей. Также она оснащена мощным механизмом захвата материала и подачи его в зону обработки. При плавной работе этого захвата обеспечивается минимальная вибрация.
Совет! Поломка электроники и последующий ее дорогостоящий ремонт могут быть вызваны пылью и другими накопившимися отходами. Поэтому, все электро-элементы обязательно следует прикрыть защитными материалами.
Станок бывает двух основных видов:
- Вагонка небольшого сечения изготавливается станком с небольшой нагрузкой, имея при этом, большое количество оборотов, при относительно небольшой мощности. Маленькие обороты могут вызвать повреждения доски, такие как неровность и трещины.
- Большие объемы работы, за небольшое время, выполняют станки с большой нагрузкой.

На сегодняшний день, покупатель может выбрать себе любой подходящий ему станок, благо ассортимент их огромен.
Вагонка – хороший материал, поэтому можно наладить его производство.
Особенности вертикального, горизонтального и диагонального крепления
Прежде чем начать прибивать вагонку, следует разобрать все возможные способы её крепления. Всего их три.
Вертикальный крепеж предполагает, что строительный материал (рейки, брусья) лучше прибивать по центру рабочей поверхности. Начинать обшивку каркаса лучше с угла.
При этом первая рейка должна быть хорошо зафиксирована. Не стоит забыть о проверке уровнем отклонения. Желательно это делать при креплении каждой 10-ой доски.
Чем прибивать вагонку в таком случае? Зачастую это осуществляется так называемыми финишными гвоздями,который отличаются маленькой шляпкой, по гребню. Также удобны в использовании железные скобы – кляймеры. Иногда монтаж также осуществляется при помощи шурупов.
Также удобны в использовании железные скобы – кляймеры. Иногда монтаж также осуществляется при помощи шурупов.
Последовательность крепления вертикально:
- Начать следует с левого края рабочей площади;
- Приставляем гребем к углу вагонку, которая уже подогнана под размер поверхности;
- Прибивать первую доску удобным способом;
- В пазах закрепить гвозди или любой другой крепеж;
- Вторая размещается в пазу первой,затем добивается до конца;
- Далее нужно следовать аналогично;
- Завершающую полосу подгоняют под нужный размер и крепят с правого края поверхности.
Иногда на первой доске следующей стены гребень срезается, чтобы эта панель скрыла шляпки гвоздей на последней полосе первой стены.
При горизонтальном креплении необходимо устанавливать вагонку вверх гребнем, чтобы внутри вагонки не накапливалась влага, которая может пагубно повлиять на качество древесины.
Монтаж таким образом удачнее всего вести сверху вниз.
 Если действовать в обратном направлении, то могут быть видимы щели между полосами отделочного материала.
Если действовать в обратном направлении, то могут быть видимы щели между полосами отделочного материала.Видео — как крепить доску на потолке (на финском, но все понятно и так): Последовательность горизонтального крепления:
- Закрепить начальную доску у потолка;
- Вставить вторую снизу в паз первой;
- Закрепить гвоздями или саморезами;
- Завершающая доска опиливается под нужный размер и вставляется в паз последней полосы.
Именно крепеж сверху вниз позволяет закрыть некрасивую щель между стеной и полом с помощью плинтуса. Диагональное расположение более пригодно для исполнения на потолке.
Последовательность диагонально расположения:
- 1. Первая доска крепится от угла;
- 2. Концы каждой обрезаются под необходимым углом согласно эскизу.
Но чем прибивать к потолку вагонку? Для её закрепления удобнее всего использовать железные скобы с шурупами, которые будут вкручиваться шуруповертом.
Когда вся работа по монтажу выполнена, для более эстетичного вида облицовки можно закрыть все углы либо специальными уголками, либо угловой рейкой.
4 способа монтажа
Способ 1: Его суть состоит в просверливании отверстия под шуруп в шипе полосы.
Данное отверстие должно полностью совпадать с диаметром шурупа или самореза. После этого отверстие можно закрыть шкантом.
Способ 2: Он основан на работе со степлером со скобами, которые крепятся под определённым углом в паз.
Особенно метод удобен при монтаже сверху вниз. Также обязательно проследить, чтобы скобка была «убрана» в полосу, иначе шип следующей панели не сможет войти свободно.
Способ 3: Этот вариант лучше всего пригоден при монтаже евровагонки и реализуется с помощью кляймеров. Скобы крепятся сзади вагонки, а кляймеры фиксируются на стене с помощью гвоздей.
К последующей полосе сперва прикрепляется кляймер, а после она стыкуется, а кляймер фиксируется у поверхности.
Способ 4: Этот метод используется при облицовке снизу на верх. Начальная полоса соединяется со второй саморезом. Следующий саморез вставляется в верхнюю часть доски.
Его шляпка должна находиться на одном уровне с шипом. Последующая полоса вставляется на шип предыдущей и устанавливается саморезом.
Видео — как правильно прибивать гвоздями (можно шуруповертом):
Виниловая вагонка
Вагонку поливинилхлоридную можно произвести только при помощи специального оборудования. Для ее производства в домашних условиях нет набора определенных инструментов.
Для этого нужно будет приобрести станки со специальным механизмом работы:
- Изначально, в бункер приема материала поступает порошок поливинилхлорида или гранулы, являющиеся начальным сырьем;
- С помощью шнеков дозатор передает сырье в цилиндр;
- Для качественной полимеризации теплого поливинилхлорида и его пластификации производится нагрев цилиндра, с помощью электрических нагревателей определенной температуры.
- Далее масса продавливается через специальные формы, под давлением и приобретает требуемый вид;
- В калибраторе происходит прилипание массы к форме с последующим ее охлаждением циркулирующей водой.
- Последним этапом становится тянущийся механизм и обрез профиля.

Монтаж вагонки на поверхность стены
К работе деревянная вагонка подготовлена. Теперь необходимо осуществить ее монтаж на стену. Для этого изготавливается каркас, затем производится утепление, а уже после этого доски крепятся к поверхности. Такая поэтапная работа обеспечивает хороший результат.
Крепление каркаса
Сначала работаем с каркасом. При помощи рулетки и карандаша произведите разметку, проверьте несколько раз правильность линий, а затем закрепите к стене монтажные скобы. Крепить их необходимо примерно на одинаковом расстоянии. Чтобы соединение было достаточно надежным, скобы лучше фиксировать на анкерные саморезы.
Способы крепления вагонки.
После этого все скобы нужно согнуть так, чтобы образовались пазы, в которые будут вставляться деревянные бруски. Обычно загибание лучше делать внутрь. После вставки брусков следует их дополнительно зафиксировать саморезами по дереву, после чего окончательно загнуть все лишние концы скоб. Таким способом нужно закрепить все горизонтальные части каркаса.
Обычно загибание лучше делать внутрь. После вставки брусков следует их дополнительно зафиксировать саморезами по дереву, после чего окончательно загнуть все лишние концы скоб. Таким способом нужно закрепить все горизонтальные части каркаса.
После завершения работаем над оставшимися вертикальными планками. Сначала при помощи отвеса измеряется ровность будущих линий и делаются соответствующие пометки. Потом пометки соединяются карандашом при помощи рулетки, после чего производится крепление аналогичным методом. Обратите внимание, что расстояние как между горизонтальными, так и между вертикальными планками должно составлять около 50 см.
Особое внимание нужно уделить лишним скобам и монтажу каркаса в месте нестандартных оконных проемов и арок. Лишние части скоб, если они довольно большие, не рекомендуется крепить сверху бруса. Лучше их обрезать. А для отделки закругленных окон и арок лучше каркас сначала изготовить отдельно, а уже потом крепить на стену. Этот процесс немного сложнее, поэтому рекомендуется даже обращаться за помощью к специалистам, если вы не имеете особенных навыков.
Статья по теме: Шторы на петлях: как сшить своими руками
Вагонка: особенности, применение, характеристики, классификация
Применение вагонки как отделочного материала для внутренних и внешних поверхностей используется уже давно. Но, к сожалению, до сих пор, не все понимают, что, же представляет собой такой вид отделки, и какие виды вагонки существуют на рынке.
Такому неведению способствует тот факт, что производители с каждым годом расширяют ассортимент, предлагая более усовершенствованный и высокотехнологичный материал.
Чтобы развеять все мифы и подтвердить известную информацию, стоит самостоятельно изучить основные аспекты, которые касаются выбора вагонки.
ОСНОВНЫЕ ДОСТОИНСТВА
Натуральность и экологическая безопасность. Панели производят только из натуральных материалов, древесины лиственных пород деревьев. Это обеспечивает чистоту материала и его безопасность для здоровья человека.
Чтобы быть уверенным, что исходный материал для производства произрастал в экологически чистых местах, нужно обязательно требовать у продавца соответствующие сертификаты качества на товар.
Эстетическая привлекательность. Уникальный и никогда не повторяющийся рисунок дерева, позволяет создавать очень красивый отелочный материал. Разнообразие оттенков и цветовых решений, позволяет активно ее использовать дизайнерам в своих проектах. При помощи такого отделочного материала, можно не только изменить интерьер жилых комнат, но и сделать более привлекательным фасад абсолютно любого здания.
Долговечность. Благодаря тому, что листы вагонки хорошо пропитываются различными защитными составами, полученная поверхность прослужит не один десяток лет. Листы на столько плотно стыкуются при укладке друг с другом, что в итоге получается очень прочная поверхность, хорошо защищающая внешние или внутренние стены от воздействия внешних факторов. Это позволяет создать наиболее благоприятный для жизни микроклимат в доме.
Простота укладки. Укладка доступна даже тем, кто абсолютно ничего не понимает в строительстве. Легкость монтажа очень привлекает потребителя, так как потратив немного времени на изучение основных правил отделки стен вагонкой своими силами, можно сэкономить существенную сумму денег на оплату труда квалифицированных рабочих.
Хороший способ звукоизоляции. При укладке вагонки, между ее поверхностью и стеной дома создается небольшая воздушная прослойка, которая препятствует проникновению посторонних звуков, и обеспечить тишину в доме.
Доступная ценовая политика. Стоимость вагонки варьируется в довольно широком диапазоне, что позволяет каждому выбрать себе наиболее экономически выгодный вариант. Также стоит заметить, что монтаж не требует тщательных подготовительных работ основания, что помогает уменьшить смету отделочных работ.
МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ВАГОНКИ И ИХ ХАРАКТЕРИСТИКИ
Как правило, в зависимости от того какой основной материал используется в производстве вагонки ее делят на пластиковую и деревянную. Каждая из них имеет свои индивидуальные характеристики и особенности применения.
ПЛАСТИКОВАЯ ВАГОНКА
Вагонка, выполненная из пластика является одной из видов поливинилхлоридных панелей. Этот синтетический материал имеет достаточно разнообразный декоративный вид. Но он абсолютно не выдерживает даже незначительные механические воздействия. К достоинствам пластиковой вагонки относятся:
Но он абсолютно не выдерживает даже незначительные механические воздействия. К достоинствам пластиковой вагонки относятся:
- абсолютная влагостойкость. Панели не подвержены образованию плесени или грибка, пластик не гниет, и не разрушается от длительного воздействия влаги;
- низкая стоимость. Как правило, пластиковые панели намного дешевле панелей, выполненных из дерева;
- разнообразие цветовых решений. Пластик в процессе производства может приобретать абсолютно любые цвета и оттенки, что позволяет разнообразить ассортимент пластиковой вагонки.
ДЕРЕВЯННАЯ ВАГОНКА
Вагонка, выполненная из дерева, более прочная и, несомненно, привлекает своей натуральностью. Но в тоже время не нужно забывать о некоторых особенностях ее применения:
Но, несмотря на некоторые недостатки, естественная красота дерева и тот удивительный микроклимат в помещении, который может создать только дерево, не может оставить равнодушным очень многих потребителей.
ВИДЫ ПЛАСТИКОВЫХ И ДЕРЕВЯННЫХ ВАГОНОК
Вагонка – панель. Отличается гладкой и идеально ровной поверхностью. Толщина материала позволяет панелям не деформироваться даже при сильных механических воздействиях. Вагонка привлекает своей прочностью и неповторимым по красоте рисунком дерева, из которого она изготовлена.
Блок-хаус. По своим техническим характеристикам такая панель очень схожа со стеновым брусом. Отличие заключается в том, что поверхность панелей блок-хауса имеет округлую форму.
Евровагонка. Позволяет создавать особо прочные поверхности благодаря более удлиненным шипам и глубоким пазам в замковом соединении деталей.
Американка. Такой вид панелей монтируется внахлест, что позволяет создавать поверхности наиболее устойчивые к внешним агрессивным проявлениям.
Крестьянка. Ее монтаж позволяет создавать идеально гладкие поверхности, практически без видимых швов и стыков. Применяется, как правило, для декорирования потолка.
Применяется, как правило, для декорирования потолка.
В зависимости от размеров и способа соединения, вагонку разделяют на шовную и бесшовную.
Для декорирования поверхностей внутри дома применяют, как правило, шовный вариант. Он более тонкий, и не такой широкий, как бесшовный вариант, позволяет обшивать любые конструкции.
Бесшовный тип материала более широкий и толстый, но благодаря разнообразию цветовых решений, активно применяется для обшивки стеновых поверхностей ванных комнат, прихожих, балконов, кухни и т.д.
КЛАССИФИКАЦИЯ ДЕРЕВЯННОЙ ВАГОНКИ
Покупая деревянную вагонку, стоит понимать, к какому классу принадлежит тот или иной товар. В зависимости от того, какого качества было исходное сырье, выделяют четыре основных сорта деревянной вагонки:
- Премиум класс могут иметь только те панели, чья поверхность не содержит никаких изъянов, сучков и других дефектов.
- «А» класс присваивается вагонке, при производстве которой не используется сердцевина бруса, и на поверхности длиною в 1,5 метра нет никаких дефектов более одного примера (сучок, трещина скол).
- «В» класс предусматривает наличие дефектов в количестве четырех элементов на 1,5 погонных метра вагонки.
- «С» класс относиться к таким материалам, которые обладают не только различными внешними недостатками поверхности, но и различаются цветом по всей длине материала.

ГДЕ ПРИМЕНЯЕТСЯ ВАГОНКА
Назначение материала напрямую зависит от ее вида и класса. Так, например панели их хвойных пород дерева отлично подходят для внутреннего декора помещений. Если планируется обшивка стен ванной комнаты, то стоит обратить внимание на панели из дуба.
Выбирая вагонку для парилки бани, хорошо подойдут панели из липы, ольхи или кедра. Они не только содержат в себе полезные для здоровья вещества, выделяемые при нагревании, но и обладают отличной способностью выдерживать высокую температуру и влажность.
Внимание! Даже при очень большом нагреве, полки, выполненные из таких панелей, не обжигают.
Для внешних стен, нет принципиального значения в выборе сорта дерева, главное чтобы она была обработана защитными составами от огня и воды.
Если материал используется для внутренней отделки дома, стоит особое внимание уделить совпадению по цвету всех используемых панелей.
ЗАКЛЮЧЕНИЕ
Вагонка – универсальный в применении материал, который своей простотой в монтаже и разнообразием видов очень привлекает потребителя. Благодаря натуральной красоте материала, при помощи вагонки можно создать интерьеры наполненные теплом и уютом.
В зависимости от своих вкусовых предпочтений и материальных возможной, каждый сможет выбрать идеальный вариант для отделки своего дома.
Источник: http://bouw.ru/term/vagonka
Производство осиновой вагонки | Prommax
Использование дерева в строительстве как натурального природного материала является оптимальным решением. Отделочные материалы из лиственных пород, например, осины, имеют светлую, приятную глазу, цветовую гамму и интересный, декоративный рисунок древесины.
Уникальные свойства изделий из лиственных пород
Строганый погонаж − доска для пола и вагонка из осины идеально подходит для внутренней отделки помещения и обладает рядом преимуществ:
- красивая, декоративная поверхность;
- долговечна, легко поддается обработке;
- низкая теплопроводность;
Кроме того, такие изделия имеют доступную цену, и в последнее время все чаще используются в качестве экологического отделочного материала.
Стадии технологического процесса
На всех стадиях производства компания «ПРОММАКС» неукоснительно соблюдает все необходимые нормы и требования, поэтому готовая продукция имеет высокое качество.
Производство вагонки из осины состоит из основных технологических этапов:
- заготовка сырья;
- распиловка;
- сушка пиломатериалов;
- обработка на специальных станках, придание заданных размеров и профиля;
- упаковка готовой вагонки и полков из осины в специальную пленку и транспортировочные пакеты.
Компания «ПРОММАКС» уже на этапе заготовки сырья тщательно сортирует исходный материал. Кроме того, заготовленный лесоматериал необходимо правильно хранить и транспортировать.
Начальная стадия производства − распиловка исходного сырья в виде круглого леса очень важна. Качество любых пиломатериалов непосредственно связано с применяемым в работе оборудованием и точностью его настроек. Компания «ПРОММАКС» использует в работе станки финской компании «Laimet», гарантирующие идеальную геометрию обрезной доски.
Компания «ПРОММАКС» использует в работе станки финской компании «Laimet», гарантирующие идеальную геометрию обрезной доски.
Полученные пиломатериалы, в дальнейшем, просушиваются в специальных камерах. Применение оборудования и уникальной технологии сушки древесины финской компании «Dryfinn» позволяет получить необходимую влажность древесины 10-12%, что соответствует требованиям ГОСТ.
Производство осиновой вагонки на конечной стадии заключается в обработке пиломатериалов на высокоточных станках немецкой фирмы «gubisch».
Заключительный этап производства
Дальнейшая сортировка продукции происходит вручную, что позволит исключить брак, а также сортовое несоответствие. Это надежная гарантия приобретения покупателем только высококачественной продукции.
Специальная упаковка защищает готовые изделия от негативных внешних воздействий и позволяет транспортировать на любые расстояния.
Производство осиновой вагонки представляет собойважное направление в работе компании «ПРОММАКС», которому уделяется особое внимание. Строгий контроль на всех стадиях производственного процесса обеспечит соответствие строганых погонажных изделий стандартам европейского уровня и всем требованиям отечественных ГОСТ.
Строгий контроль на всех стадиях производственного процесса обеспечит соответствие строганых погонажных изделий стандартам европейского уровня и всем требованиям отечественных ГОСТ.
(PDF) Повышение производительности в производстве тормозных колодок за счет применения методов бережливого производства
РАФИК. С, ДР. САМУЭЛ РАЙ. Д, САРАВАНА КУМАР. М, АЛЛЕН ДЖЕФФРИ. Ж, АНБАЖАГАН. A
International Journal of Scientific Engineering and Technology Research
Volume.06, IssueNo.13, April-2017, Pages: 2629-2634
Andrea Chiarini (2) использовал Картирование потока создания ценности (VSM),
5S, Cellular Производство (CM), одноминутная замена
штампов (SMED) и комплексное техническое обслуживание (TPM)
для снижения воздействия на окружающую среду в компании-производителе компонентов мотоциклов
.Они показали, что
VSM может определить воздействие производственного процесса на окружающую среду
, 5S можно использовать для уменьшения утечки масла и
улучшить управление отходами, CM можно использовать для
снижения потребления электроэнергии, а TPM можно использовать для
уменьшают утечку масла и выделение пыли. Ф.Т.С. Чан и др. al.,
Ф.Т.С. Чан и др. al.,
(3) изучали эффективность и реализацию программы Total
Productive Maintenance (TPM) в компании-производителе электроники
.Они обсудили практические
аспекты внутри и вне базовой теории TPM, трудности
принятия TPM и проблемы, возникающие при его реализации. Критические факторы успеха для достижения
TPM определены и включены в реализацию
на основе практических результатов, полученных в ходе исследования.
Определены
материальные и нематериальные выгоды для компании, а производительность модельного станка
значительно увеличилась благодаря внедрению методологии TPM
.Рантешвар Сингх и др. al., (4) исследовали
эффективность внедрения Total Productive Maintenance
(TPM) для компании, производящей автомобильные компоненты
. Общая эффективность оборудования (OEE) составляет
и считается показателем успеха внедрения TPM
. На основании исследования выявлены потери, связанные
с эффективностью оборудования. Они предоставили
Они предоставили
подробное поэтапное внедрение методологии TPM
в механическом цехе.На основании результатов
, полученных в результате внедрения, использование станков с ЧПУ
в цехе было улучшено. Тахо Ян
(5) использовал картографирование потока создания ценности (VSM) для устранения
деятельности, не создающей ценности, сокращения незавершенного производства (WIP) и
повышения уровня обслуживания в производстве рыболовных сетей
промышленности. Они объединили VSM с экспериментальным дизайном и
инструментом моделирования с помощью метода Тагучи для оптимизации пяти факторов:
: производственная единица, задающий процесс, количество
партий, производственные последовательности и размер супермаркета.
Пять факторов были оптимизированы с использованием экспериментального дизайна
и инструмента моделирования по методу Тагучи. Они
показали, что благодаря оптимизации результаты повысили уровень обслуживания
с 68% до 90% и сократили незавершенное производство с 63971 кг
до 42269,31 кг. Они смогли достичь
Они смогли достичь
улучшений по сравнению с текущей картой состояния на 33,92% и
сокращения времени, не добавляющего ценности, с 20 до 14 дней.
Они также доказали, что выбранные коэффициенты могут быть изменены на
любого уровня без дополнительных вложений. Мохаммед Али
Almomami et. al., (6) использовали одноминутную замену матрицы
(SMED) для сокращения времени наладки в производстве ПВХ. Они
показали, что SMED объединяется с несколькими критериями
Методы принятия решений (MCDM) могут быть использованы для
сокращения времени настройки, что увеличивает производительность и
гибкость.Им удалось сократить время настройки
со 130 минут до 34 минут. Рахани А.Р. и др. al.,
(7) предложил составить карту потока создания ценности в качестве инструмента бережливого производства, чтобы
сократить время производственного цикла и сократить количество работ в
Производственные запасы для завода по производству автомобильных деталей
. Они показали, что VSM можно использовать для определения
Они показали, что VSM можно использовать для определения
видов деятельности с добавленной и не добавленной стоимостью.
После внедрения VSM они смогли
сократить трудозатраты на 16 человек.9%, а машинное время
уменьшено на 14,17%. Ютамас Чумлаксана и др. al., (8)
использовал Visual Control, Poka yoke и 5S в качестве бережливых инструментов для
повышения производительности и качества на штамповочном заводе по производству листового металла
. Они смогли определить сокращение отходов
и повысить эффективность производственного процесса
с помощью инструментов бережливого производства. Они рекомендовали включить
Визуальный контроль, Poka Yoke и 5S, чтобы сократить
время обработки и действия, не добавляющие ценности.Роберто Н. Меффорд (9)
рассматривает «точно вовремя» (JIT) и управление полным качеством
(TQM) в качестве инструмента в сервисных фирмах для обеспечения высокого качества и постоянного улучшения услуг. Инструмент JIT
Инструмент JIT
можно использовать для улучшения процессов, а TQM
можно использовать для существенного повышения производительности. И
JIT, и TQM использовались для повышения общей эффективности,
процесса и одновременного улучшения как качества, так и
производительности.
II. МАТЕРИАЛЫ И МЕТОД
A. Процесс производства тормозных накладок
Процесс, связанный с производством тормозных накладок,
Дисковые колодки, накладки сцепления, железнодорожные колодки являются одним и тем же
, за исключением различия на стадии отделки соответствующий продукт
. В зависимости от характера продуктов,
потребляемого сырья и времени, затрачиваемого на
производство продукта, различаются.Этапы производства тормозных колодок
показаны на рис.2.
Рис. 2. Процесс производства.
Смешивание: Этот процесс включает смешивание сырья
, а именно, смол и волокон в пропорции, уже определенной
для каждого продукта.
Предварительное формование: Предварительное формование – это процесс выравнивания смеси
, полученной в процессе «Смешивания», посредством чего
продукту придается компактность.Сырье, полученное в результате процесса
смешивания, проверяется на возраст по весу и обрабатывается на
машине предварительной формовки. Этот процесс фактически придает форму
продукту.
Отверждение: Сырье, полученное в процессе предварительного формования, обрабатывается в
сушильной машине при очень высоком давлении и температуре
, чтобы продукт оставался неповрежденным. В этом процессе машина для отверждения
затвердевает в той же форме, что и продукт, полученный в процессе предварительного формования
.Процесс закалки выполняется
с надлежащими интервалами времени в соответствии со стандартной процедурой
.
Серебряная подкладка COVID-19: призыв к производству в США
Есть старая поговорка о консалтинге: если вы хотите знать, где камни в ручье, спустите воду. Так было во время финансового кризиса 2008 года, когда снизившаяся «вода» депрессивной экономической активности выявила неприемлемые объемы финансового левериджа и мошенничества с ипотечными ценными бумагами.
Так было во время финансового кризиса 2008 года, когда снизившаяся «вода» депрессивной экономической активности выявила неприемлемые объемы финансового левериджа и мошенничества с ипотечными ценными бумагами.
Вспышка COVID-19 в 2020 году выявила недостатки в производственных отношениях между США и Китаем. Последствиями стали длительные сроки поставок и неспособность удовлетворить потребность в основном медицинском оборудовании и фармацевтических препаратах.
Положительным моментом в этом кризисе является осознание почти всеми предприятиями сегодня необходимости в более гибких, быстро реагирующих и самостоятельных цепочках производства и поставок. Китайская производственная модель была и остается опасной ловушкой, через которую может упасть наш образ жизни.Во многих случаях Китай отбирал интеллектуальный капитал у западных компаний, продавая товары того же качества, что и отечественные товары США, по цене ниже стоимости сырья. Кроме того, американские компании, привлеченные в Китай дешевой рабочей силой, были вынуждены передать 51% акций китайскому юридическому лицу, имеющему полный доступ к интеллектуальной собственности предприятий, включая производственные системы, конструкции и патенты. Правительство Китая нацелилось на ключевые отрасли, такие как сталелитейная промышленность, телекоммуникационное оборудование и, в последнее время, фармацевтические и медицинские средства защиты. Стоимость в основном покрывается субсидиями правительства Китая.В результате американские производители больше не могут позволить себе заниматься бизнесом.
Правительство Китая нацелилось на ключевые отрасли, такие как сталелитейная промышленность, телекоммуникационное оборудование и, в последнее время, фармацевтические и медицинские средства защиты. Стоимость в основном покрывается субсидиями правительства Китая.В результате американские производители больше не могут позволить себе заниматься бизнесом.
COVID-19 стал самым большим тревожным сигналом для американских производителей со времен Второй мировой войны. Они приближаются к ряду ключевых реализаций, в том числе:
- Длительное время выполнения заказов в производственных цепочках поставок представляет собой серьезный недостаток. Товары, пользующиеся постоянным спросом, такие как мобильные телефоны, имеют короткий жизненный цикл, который требует активного измерения отклика и тщательного балансирования предложения.
- И.П.На разработку которой ушли десятилетия, он был отправлен в Китай в надежде, что страна в конечном итоге демократизируется, что было неудачной стратегией.
- В мире нелинейного спроса важны общие затраты, а не только цена труда.

Пришло время вернуть производство в США. Решение заключается в отложенном производстве, также известном как отложенная сборка, за счет полностью разработанной возможности планирования продаж и операций. Мышление и проектирование, основанные на S&OP, могут создать процесс, с помощью которого компании уравновешивают спрос и предложение, полностью удовлетворяя требования клиентов.
Начните с подхода к политике и проектированию, который определяется спецификацией материалов, созданной S&OP. В соответствии с этой моделью окончательная сборка продукта производится в США. защита и гибкость в согласовании спроса и предложения, при этом поставляя продукты по низкой цене, где это необходимо.
Вот иллюстрация из растущего бизнеса домашней кухни. Ким хочет взять свои 10 лучших итальянских рецептов и производить их в большом количестве в качестве коммерческого предприятия. В течение многих лет семья и друзья восторгались ее коллекцией североитальянских рецептов, каждый из которых кажется уникальным. Однако Ким знает, что почти все ее «секретные» ингредиенты одинаковы или похожи в различных блюдах. Чего она не знает, так это того, какие из них будут продаваться больше всего. Как мудрый деловой человек, Ким хочет, чтобы рынок (ее клиенты) принимал решения.
В течение многих лет семья и друзья восторгались ее коллекцией североитальянских рецептов, каждый из которых кажется уникальным. Однако Ким знает, что почти все ее «секретные» ингредиенты одинаковы или похожи в различных блюдах. Чего она не знает, так это того, какие из них будут продаваться больше всего. Как мудрый деловой человек, Ким хочет, чтобы рынок (ее клиенты) принимал решения.
Сын Кима Сэм, который только что получил диплом инженера и специалиста по маркетингу, предлагает метод, которому его научили на одном из занятий по планированию производства.Согласно этому плану, Ким будет ждать, чтобы закончить приготовление и смешивание, пока не поступят заказы на неделю. Она будет держать ингредиенты, которые на 90% одинаковые, в полуфабрикатном виде. В результате получатся более свежие блюда, за которые она может брать больше, чем за готовые продукты. Имея под рукой ограниченное количество материалов, она может закупать меньше сырья и сокращать время выполнения заказа, заказывая скоропортящееся мясо, когда заказы на неделю окончательно оформлены.
Короче говоря, Ким может выполнять больше заказов, взимать дополнительную плату за свежесть и сокращать отходы сырья.Ее подход также дает большую пользу для окружающей среды в виде снижения образования CO2 и меньшего количества просроченных или устаревших продуктов, подлежащих утилизации.
Эта модель с отложенным производством может стать оперативным стимулом для американской промышленности, решением проблемы, о которой она не подозревала до пандемии COVID-19. Это применимо практически к любому продукту, который имеет реальную ценность, особенно к тем, которые требуют относительно небольших корректировок для удовлетворения потребностей клиентов. Будь то продукты питания, автозапчасти, медицинские товары, мебель или телекоммуникационное оборудование, американские производители могут настроить свои цепочки поставок для выполнения окончательной сборки в США.С.
Эта возможность может быть развернута немедленно, и при поддержке федерального правительства сверху вниз может дать США преимущество на следующем этапе того, что стало эквивалентом трехмерной шахматной игры с Китаем. Потенциальные преимущества включают в себя:
Потенциальные преимущества включают в себя:
- Падение оборотного капитала на 50% и более при одновременном увеличении продаж и заполняемости;
- Защита интеллектуального капитала, включая патентованные разработки и производственные процессы;
- Способность внедрять продукты с минимальными отходами и лучше управлять ими до конца срока службы;
- Повышение гибкости всей цепочки поставок за счет лучшего согласования спроса и предложения;
- Улучшение национальной безопасности с гарантированным доступом к медикаментам, защитному снаряжению и другим видам чувствительного или необходимого военного оборудования;
- Сокращение отходов и загрязнения окружающей среды и
- Более эффективное использование портов, логистики, отгрузки и упаковки.
Лидеры бизнеса, граждане, потребители и политические лидеры должны действовать в соответствии с этим сообщением сейчас. В этом подходе нет проигравших, но он требует обдумывания, планирования и гораздо более высокого уровня синхронизации между независимыми субъектами производства и распределения по всей сети цепочки поставок.
США могут продолжать пользоваться должным образом спроектированным, аутсорсинговым производством, но делать это таким образом, чтобы создавать американские рабочие места, карьеру, создавать богатство и продукты, которые лучше приспособлены к потребностям потребителей.У нас на руках все карты: спрос, источник потребления и идеи для новых продуктов. Но нам не удалось внедрить операционную модель, защищающую наши интересы.
Кроме того, государственные чиновники могут использовать свободное предпринимательство, но при этом обеспечивать основу для гарантированных рабочих мест для среднего класса. При наличии надлежащих государственных стимулов отложенное производство может победить хищнические национальные государства в их собственной игре.
Джон Киркегор является основателем и президентом DCRA Inc. и DCRA Technologies, поставщик услуг по планированию продаж и операций, а также консультационных услуг по цепочкам поставок.
Завод по производству труб Цинциннати, Огайо
Если вы владеете или управляете производственным предприятием в районе Цинциннати (или в другом месте), его операционная эффективность и результативность, вероятно, являются для вас главным приоритетом. Последнее, что вам нужно, это чтобы один поврежденный технологический процесс или канализационная труба остановили производство на вашем предприятии. CME Pipe Lining & Sewer Repair предлагает бестраншейную прокладку труб, чтобы восстановить целостность ваших труб, сводя к минимуму любые нарушения вашей работы.
Последнее, что вам нужно, это чтобы один поврежденный технологический процесс или канализационная труба остановили производство на вашем предприятии. CME Pipe Lining & Sewer Repair предлагает бестраншейную прокладку труб, чтобы восстановить целостность ваших труб, сводя к минимуму любые нарушения вашей работы.
Бестраншейный ремонт труб укрепляет структурную целостность
Многие трубы, задействованные в производственных процессах, изнашиваются круглосуточно и без выходных, что делает их более восприимчивыми к утечкам, разрывам, закупоркам, коррозии и структурным повреждениям. CME использует различные эпоксидные смолы для наших вкладышей в зависимости от использования существующих труб, чтобы новые бесшовные трубы, созданные в рамках ваших существующих труб, соответствовали спецификациям, необходимым для того, чтобы выдерживать диапазон pH и температуры воды, используемые в ваших производственных процессах.Таким образом, вместо того, чтобы выкапывать и удалять ваши старые трубы для установки новых, мы вставляем в ваши существующие трубы пропитанную эпоксидной смолой прокладку, которая создает новую трубу внутри старой, восстанавливая ее структурную целостность, не вызывая значительного или чрезмерного повреждения вашего дома. производственное оборудование.
производственное оборудование.
Как ремонт канализации с помощью прокладки труб сводит к минимуму разрушение
Бестраншейная прокладка труб на производственных предприятиях обычно требует, чтобы наши опытные специалисты вырыли одно отверстие для доступа, что затрагивает гораздо меньшую площадь вашей промышленной собственности по сравнению с традиционными методами копания, ремонта и замены. .Вместо того, чтобы останавливать производство на несколько дней или недель для масштабных раскопок, ремонта, обратной засыпки и очистки вашего промышленного комплекса, наш менее инвазивный процесс бестраншейной прокладки трубопровода обычно занимает всего несколько дней. Благодаря бестраншейной прокладке трубопровода ваше предприятие и график работ могут не сбиться с графика, чтобы ваш бизнес оставался прибыльным и продуктивным.
Процесс футеровки труб в действии
Если на вашем производственном предприятии в штате Три штата возникают какие-либо проблемы с канализационными или технологическими трубами, наши специалисты могут предложить инновационное и экономичное решение. Наш процесс бестраншейной прокладки трубопровода более удобен, быстрее и менее трудоемок, чем традиционный метод копания и ремонта. Технические специалисты CME будут работать с вами, чтобы определить график работы, будь то во время запланированного закрытия или в обычные часы закрытия вашего предприятия.
Наш процесс бестраншейной прокладки трубопровода более удобен, быстрее и менее трудоемок, чем традиционный метод копания и ремонта. Технические специалисты CME будут работать с вами, чтобы определить график работы, будь то во время запланированного закрытия или в обычные часы закрытия вашего предприятия.
После того, как график будет установлен, наши обученные специалисты будут использовать камеру в режиме реального времени, чтобы точно увидеть, что происходит внутри ваших производственных труб. Затем, не перемещая какое-либо технологическое оборудование вашего производственного предприятия, наша команда выполнит футеровку ваших существующих труб бесшовной, нарезанной по размеру, пропитанной эпоксидной смолой облицовкой.Вкладыш находится под давлением воздуха или воды, заставляя его прилегать к внутренней поверхности вашей существующей трубы и отверждаться на месте. Как только лайнер полностью затвердеет, поток можно будет восстановить, и ваши трубы будут бесперебойно работать в будущем.
Избавьте себя от хлопот, связанных с длительным, дорогим, рискованным и грязным традиционным процессом ремонта или замены труб. Позвольте вашей команде местных профессионалов из штата Огайо по бестраншейному ремонту труб CME Pipe Lining & Sewer Repair установить вашу промышленную трубную обсадную трубу с помощью нашей высоконадежной бестраншейной технологии.Мы уже много лет предлагаем современные услуги по футеровке промышленных канализационных и технологических труб ведущим производственным предприятиям в Цинциннати и штате Три. Бестраншейная прокладка труб является нашим основным направлением деятельности, поэтому, если вы заинтересованы в сотрудничестве с экспертами, не ищите ничего, кроме CME. Позвоните нам сегодня, чтобы начать!
Производственный подход к обслуживанию
Сектор услуг экономики растет в размерах, но снижается в качестве. Так говорят многие.Поставщики услуг, со своей стороны, думают, что они и их проблемы коренным образом отличаются от других предприятий и их проблем. Они считают, что обслуживание требует большого количества людей, в то время как остальная часть экономики капиталоемкая. Но эти различия во многом надуманные. Нет таких вещей, как сфера услуг. Есть только отрасли, в которых сервисные компоненты больше или меньше, чем в других отраслях. Все на службе.
Часто чем меньше кажется, тем больше есть.Чем более технологически сложен родовой продукт (например, автомобили и компьютеры), тем больше его продажи зависят от качества и доступности сопутствующих услуг для клиентов (например, демонстрационные залы, доставка, ремонт и техническое обслуживание, помощь в применении, обучение операторов, установка и т. д.). консультации, выполнение гарантии). В этом смысле General Motors, вероятно, больше ориентирована на обслуживание, чем на производство. Без его услуг его продажи сократятся.
Таким образом, сектор услуг экономики состоит не только из так называемых отраслей услуг, таких как банковское дело, авиалинии и техническое обслуживание. Он включает в себя все разнообразие услуг, связанных с продуктом, которые предоставляют производители, и услуг, связанных с продажами, которые предоставляют розничные торговцы. Тем не менее, мы запутываем вещи в ущерб себе устаревшей таксономией. Например:
Он включает в себя все разнообразие услуг, связанных с продуктом, которые предоставляют производители, и услуг, связанных с продажами, которые предоставляют розничные торговцы. Тем не менее, мы запутываем вещи в ущерб себе устаревшей таксономией. Например:
- The First National City Bank (Citibank) — один из крупнейших мировых банков. В нем работает около 37 000 сотрудников, более половины из которых работают непосредственно с населением, либо продавая им вещи (в основном деньги и депозитные услуги), либо помогая им с вещами, которые они уже купили (обналичивание чеков, принятие дополнительных депозитов, выписывание аккредитивов, открытие сейфы, управление корпоративной кассой).Большинство других сотрудников работают на так называемой «фабрике» — огромном скоплении людей, бумаги и компьютеров, которое обрабатывает, записывает, проверяет и тщательно проверяет все, что сделала первая группа. Все корпоративные таксономисты, включая Департамент переписи населения США, классифицируют Citibank как сервисную компанию.

- IBM — крупнейший мировой производитель компьютеров. В нем работает около 270 000 сотрудников, более половины из которых работают непосредственно с населением, либо продавая им вещи (в основном машины), либо помогая им с тем, что они уже купили (установка и ремонт машин, написание компьютерных программ, обучение клиентов).Большинство других сотрудников работают на фабрике — огромное скопление проводов, микроминиатюрных электронных компонентов, инженеров и сборщиков. Все корпоративные таксономисты, включая Департамент переписи населения США, классифицируют IBM как компанию-производителя.
Что-то не так, и не только в Бюро переписи населения. Промышленный мир менялся быстрее, чем наша таксономия. Если бы речь шла только о таксономии, последствия наших противоречивых классификаций были бы тривиальными.Ведь человек прекрасно живет со своими противоречиями: с его одновременной верой, например, и в Бога, и в науку; его привязанность к фактам и логике при принятии важных деловых решений, но опора на чувства и эмоции при принятии гораздо более важных жизненных решений, таких как брак.
В этой статье я надеюсь показать, что наши противоречивые представления о служении могут иметь пагубные последствия. Пока мы не проясним противоречия, компании не начнут решать проблемы, которые сейчас кажутся такими неразрешимыми.Для этого они должны думать о себе как о выполняющих производственные функции, когда речь идет об их так называемой «сервисной» деятельности. Только тогда они начнут добиваться значительных успехов в повышении качества и эффективности обслуживания в условиях современной экономики.
Поле против фабрики
Люди думают, что обслуживание сильно отличается от производства. Предполагается, что услуги выполняются отдельными лицами для других лиц, как правило, на индивидуальной основе. Предполагается, что производство осуществляется машинами, обычно обслуживаемыми большими группами людей, чьи размеры и конфигурации сами диктуются требованиями машин.Услуги (будь то обслуживание клиентов или услуги в сфере услуг) выполняются «в полевых условиях» удаленными и слабо контролируемыми людьми, работающими в очень изменчивых и часто нестабильных условиях. Производство происходит «здесь, на фабрике» в высоко централизованных, тщательно организованных, жестко контролируемых и тщательно спроектированных условиях.
Производство происходит «здесь, на фабрике» в высоко централизованных, тщательно организованных, жестко контролируемых и тщательно спроектированных условиях.
Люди полагают, и справедливо, что эти различия в значительной степени объясняют, почему продукты, производимые на фабрике, обычно более однородны по характеристикам и качеству, чем производимые услуги (т.например, полисы страхования жизни, ремонт машин) или доставлены (например, запасные части, молоко) в поле. Нельзя так легко контролировать своих агентов или их работу в полевых условиях. Кроме того, разные клиенты хотят разного. В результате сферы услуг и услуг по сравнению с обрабатывающей промышленностью широко и правильно рассматриваются как примитивные, вялые и неэффективные.
Но сомнительно, чтобы все было так уж плохо. Как только условиям в полевых условиях уделяется такое же внимание, как и условиям внутри завода, становится возможным множество новых возможностей.Но сначала руководству придется пересмотреть свое представление о том, что такое услуга и что она подразумевает.
Пределы сервитута
Проблема с представлением о себе как о поставщике услуг — будь то в сфере услуг или в секторах обслуживания клиентов производственных и торговых компаний — заключается в том, что человек почти неизбежно принимает древние, доиндустриальные способы мышления. Что еще хуже, человек попадает в ловушку жесткой установки, которая может оказать глубокое парализующее воздействие даже на самых решительных рационалистов.
Понятие «служение» пробуждает из непрозрачных уголков разума изношенные образы личного служения и обслуживания. Обычно это относится к действиям, которые один человек совершает лично для другого. Он несет в себе исторические коннотации милосердия, храбрости и самоотверженности или послушания, подчинения и подчинения. В этих контекстах люди служат, потому что они хотят (как в священнических и политических профессиях), или они служат, потому что они вынуждены (как в рабстве и таких профессиях обслуживания, как официант, горничная, посыльный, уборщица).
На высокопоставленных должностях, таких как церковь и армия, обычно ведут себя ритуально, а не рационально. В служебных профессиях с более низким статусом человек просто подчиняется. Ни в том, ни в другом случае независимое мышление не считается необходимым условием работы. Поэтому самое большее, что можно ожидать от улучшения сервиса, это то, что, как и в случае с Avis, человек будет больше стараться. Он просто приложит больше животных усилий, чтобы сделать лучше то, что он уже делает.
Так было в древности, так есть и сегодня.Единственная разница в том, что там, где древние мастера призывали волю Бога или кнут мастера, чтобы подстегнуть производительность, современная промышленность использует обучающие программы и сеансы мотивации. За все эти годы мы не продвинулись очень далеко ни в наших методах, ни в наших результатах. Короче говоря, сервис мыслит гуманистически, и этим объясняются его неудачи.
Обещание производства
Теперь рассмотрим производство. Здесь ориентация на эффективное производство результатов, а не на обслуживание других.Отношения строго деловые, лишенные оскорбительных коннотаций ранга или себя.
Здесь ориентация на эффективное производство результатов, а не на обслуживание других.Отношения строго деловые, лишенные оскорбительных коннотаций ранга или себя.
Когда мы думаем о том, как улучшить производство, мы редко сосредотачиваемся на том, как улучшить наше личное выполнение текущих задач; скорее, это аксиома, что мы пытаемся найти совершенно новые способы выполнения текущих задач и, что еще лучше, действительно изменить сами задачи. Мы не думаем о большем напряжении нашей животной энергии (работая физически усерднее, как рабы), о большем расширении наших обязательств (будучи более набожными или лояльными, как священник), или о большем утверждении нашей зависимости (будучи более подобострастными). , как дворецкий).
Вместо этого мы прилагаем большие усилия для того, чтобы научиться смотреть на проблему по-другому. В частности, мы спрашиваем, какие инструменты, старые или новые, и какие виды навыков, процессов, организационных преобразований, стимулов, средств контроля и аудита могут быть задействованы для значительного улучшения намеченных результатов. Короче говоря, производство мыслит технократически, и этим объясняются его успехи.
Короче говоря, производство мыслит технократически, и этим объясняются его успехи.
Производство ищет решения внутри самих задач.Например, решение о создании недорогого автомобиля во многом зависит от природы и состава самого автомобиля. (Если бы автомобиль не был сборкой деталей, его нельзя было бы изготовить на конвейере.) Сервис, напротив, ищет решения в исполнителе задачи. Это парализующее наследие наших унаследованных взглядов: решение проблемы улучшения обслуживания рассматривается как зависящее от улучшения навыков и отношения исполнителей этого обслуживания.
Хотя нам может быть больно и обидно говорить об этом, мышление в гуманистических, а не технократических терминах гарантирует, что сектор услуг современной экономики всегда будет неэффективным, а наше удовлетворение всегда будет маргинальным. Мы рассматриваем служение как неизменно и неукоснительно личное, как нечто, выполняемое отдельными людьми непосредственно для других людей.
Эта гуманистическая концепция служения отвлекает нас от поиска альтернатив использованию людей, особенно больших, организованных групп людей. Это не позволяет нам искать новые решения и новые определения. Это мешает нам перепроектировать сами задачи; от создания новых инструментов, процессов и организаций; и, возможно, даже от устранения условий, породивших проблемы.
Это не позволяет нам искать новые решения и новые определения. Это мешает нам перепроектировать сами задачи; от создания новых инструментов, процессов и организаций; и, возможно, даже от устранения условий, породивших проблемы.
Таким образом, чтобы улучшить качество и эффективность обслуживания, компании должны применять тип технократического мышления, которое в других областях заменило дороговизну и беспорядочную элегантность ремесленника дешевой и предсказуемой щедростью производителя.
Технократический гамбургер
Нигде во всем секторе услуг возможности производственного способа мышления не проиллюстрированы лучше, чем во франшизе фаст-фуда. Нигде производственные методы не применялись более эффективно для контроля над работой удаленных и независимых агентов. Нигде «обслуживание» лучше.
Немногие из сегодняшних успешных новых коммерческих предприятий имеют более скромные и менее гламурные предшественники, чем гамбургер.Тем не менее, процветающая общенациональная сеть киосков с гамбургерами под названием «Макдоналдс» является ярким примером применения производственных и технологических достижений для решения проблем, которые в конечном итоге следует рассматривать как проблемы маркетинга. С 1961 по 1970 год продажи McDonald’s выросли примерно с 54 миллионов долларов до 587 миллионов долларов. Во время этого замечательного подъема сеть ресторанов «Белая башня», чье имя до сих пор было практически синонимом дешевых гамбургеров с быстрым обслуживанием, практически исчезла.
С 1961 по 1970 год продажи McDonald’s выросли примерно с 54 миллионов долларов до 587 миллионов долларов. Во время этого замечательного подъема сеть ресторанов «Белая башня», чье имя до сих пор было практически синонимом дешевых гамбургеров с быстрым обслуживанием, практически исчезла.
Громовой успех «Макдональдса» объясняется не только фискальными соображениями, а аргументом, что его финансируют независимые местные предприниматели, которые привносят в свою деятельность самоотверженность и энергию, которые обычно не встречаются среди наемных работников. Это также не чисто географический аргумент, т. е. аргумент о том, что каждая торговая точка получает покровительство от относительно небольшого географического круга покупателей, что позволяет легко и быстро увеличивать количество торговых точек. Соответствующее объяснение должно касаться центрального вопроса: почему каждая отдельная точка McDonald’s так предсказуемо успешна, почему каждая из них обязательно привлечет много постоянных клиентов.
Предпринимательское финансирование и тщательный выбор места действительно помогают. Но самым важным является тщательно контролируемое выполнение центральной функции каждой торговой точки — быстрая доставка однородного высококачественного набора готовых блюд в обстановке явной чистоты, порядка и веселой вежливости. Систематическая замена людей оборудованием в сочетании с тщательно спланированным использованием и позиционированием технологий позволяет McDonald’s привлекать и удерживать покровительство в масштабах, которые не удалось воспроизвести ни одному предшественнику или подражателю.Рассмотрим замечательную изобретательность системы, которую стоит рассмотреть подробнее:
Начнем с очевидного: сырые котлеты для гамбургеров тщательно расфасовываются и измеряются, что не оставляет ни франчайзи, ни его сотрудникам никакой свободы действий в отношении размера, качества или состава сырья. Такое внимание уделяется всей продукции McDonald’s. Помещения для хранения и приготовления пищи и связанные с ними объекты специально предназначены и ограничены заранее определенным набором продуктов. Нет места для каких-либо продуктов питания, напитков или услуг, которые не были предусмотрены в системе с самого начала.Нет даже ножа для бутербродов или, по сути, приличного места для его хранения. Таким образом, владелец не имеет свободы действий в отношении того, что он может продавать, не из-за каких-либо договорных ограничений, а из-за ограниченности помещений. И у сотрудников практически нет свободы действий в отношении того, как готовить и подавать блюда.
Нет места для каких-либо продуктов питания, напитков или услуг, которые не были предусмотрены в системе с самого начала.Нет даже ножа для бутербродов или, по сути, приличного места для его хранения. Таким образом, владелец не имеет свободы действий в отношении того, что он может продавать, не из-за каких-либо договорных ограничений, а из-за ограниченности помещений. И у сотрудников практически нет свободы действий в отношении того, как готовить и подавать блюда.
Рассудительность — враг порядка, стандартизации и качества. Например, на конвейере по сборке автомобилей рабочий, обладающий осмотрительностью и свободой действий, может произвести более персонализированный автомобиль, но такой, который будет в высшей степени непредсказуемым.Тщательная тщательность, с которой проектируется автомобиль, а сборочная линия структурирована и контролируется, — вот что позволяет производить качественные автомобили по низким ценам и с удивительной надежностью, учитывая огромный объем выпускаемой продукции. То же самое верно и для McDonald’s, который производит продукты питания в условиях высокой степени автоматизации и контроля.
То же самое верно и для McDonald’s, который производит продукты питания в условиях высокой степени автоматизации и контроля.
Картофель фри автомат
В то время как в Детройте значение технологического процесса заключается в производстве, в McDonald’s — в маркетинге.Тщательно спланированный дизайн встроен в сложную технологию системы общественного питания таким образом, чтобы сделать ее важным маркетинговым инструментом. Этот факт убедительно иллюстрируется отношением McDonald’s к этому уникальному американскому плебейскому деликатесу — жареному картофелю.
Картофель фри быстро размокает и становится неаппетитным; чтобы быть хорошими, они должны быть свежеприготовлены непосредственно перед подачей на стол. Как и другие заведения быстрого питания, McDonald’s поставляет в свои точки предварительно нарезанный, частично приготовленный замороженный картофель, который можно быстро обжарить во фритюре.Фритюрница McDonald’s не настолько велика, чтобы производить слишком много картофеля фри за один раз (что позволяет картофелю фри размокаться), и не настолько мала, чтобы обжаривать его часто и дорого.
Фритюрница опорожняется на широкий плоский поднос, примыкающий к прилавку обслуживания. Это место имеет решающее значение. Поскольку практика McDonald’s заключается в том, чтобы создать впечатление изобилия и щедрости, слегка переполнив каждый пакет с картофелем фри, расположение подноса рядом с прилавком предотвращает попадание пролитой жидкости из переполненного пакета на пол.Разлив создает не только опасность под ногами, но и непривлекательный внешний вид, который заставляет сотрудников привыкать к нечистой среде. Как только магазин становится нечистым в одном конкретном случае, стандарты очень быстро падают, и магазин становится нечистым, а еда в целом неаппетитной.
В то время как McDonald’s стремится создать впечатление изобилия, чрезмерное переполнение может дорого обойтись компании, которая ежегодно закупает картофель почти целыми поездами. Систематическая предвзятость, заключающаяся в том, что в каждый пакетик картофеля фри кладут на полунции больше, чем положено, может оказать заметное влияние на годовой доход компании. Кроме того, чрезмерное время, проведенное у подноса каждым сотрудником, может создать кумулятивное узкое место в обслуживании на стойке.
Кроме того, чрезмерное время, проведенное у подноса каждым сотрудником, может создать кумулятивное узкое место в обслуживании на стойке.
разработала специальный совок с широкой горловиной и узкой воронкой на ручке. Сотрудник стойки берет совок и вставляет конец ручки в настенный зажим, содержащий пакеты. Один мешок прилипает к ручке. Непрерывным движением совок опускается в картофель, заполняет мешок в точном соответствии с задуманными конструкторами пропорциями и поднимается, совок обращен к потолку, так что картофель попадает через ручку в прикрепленный мешок, который автоматически отсоединяется от мешка. справиться с весом содержимого.Сумка устойчиво и не качается на плоском дне.
Ничего не выйдет из строя — работник никогда не пачкает руки, пол остается чистым, сухим и безопасным, а количество контролируется. Самое приятное то, что клиент получает явно щедрую порцию с большой скоростью, сотрудник остается работоспособным и веселым, а общее впечатление — экстравагантно хорошее обслуживание.
Механизированный маркетинг
Рассмотрим другие аспекты технологического подхода McDonald’s к маркетингу.Папиросная бумага, используемая для упаковки каждого гамбургера, имеет цветовую маркировку, обозначающую смесь приправ. Резервуары с подогревом содержат предварительно приготовленные гамбургеры на случай ажиотажа. Жарочные поверхности имеют брызговики для предотвращения загрязнения униформы поваров. Ничто не оставлено на волю случая или усмотрение сотрудников.
Вся система спроектирована и выполнена в соответствии с жесткой технологической дисциплиной, которая обеспечивает быстрое, чистое и надежное обслуживание в атмосфере, которая вызывает у сотрудников со скромной оплатой чувство гордости и достоинства.Несмотря на наплыв нетерпеливых клиентов, ни один сотрудник не выглядит и не ведет себя притесняемым, и поэтому клиентам не сообщается о притеснениях.
Но McDonald’s идет еще дальше. Клиентам может быть отказано в входе, если здание снаружи выглядит непривлекательно; следовательно, большое внимание уделяется дизайну и внешнему виду самой конструкции.
Однако есть вещи, которые архитектор не может контролировать, особенно в заведениях, где люди обычно едят в припаркованных машинах и часто роняют на землю обертки от гамбургеров и пустые коробки из-под напитков.McDonald’s предвосхитил это требование: его автостоянка с асфальтовым покрытием усеяна, как шахматная доска, многочисленными большими хорошо заметными мусорными баками. Игнорировать их назначение невозможно. Даже самого равнодушного покупателя охватит чувство вины, если он просто уронит свой мусор на землю. Но на случай, если он все равно его уронит, в крупных ресторанах McDonald’s есть моторизованные подметальные машины для быстрой и легкой уборки.
Что важно понимать в отношении этой удивительно успешной организации, так это не только то, что она создала сложную технологию, но и то, что она сделала это, применив производственный стиль мышления к ситуации с интенсивным обслуживанием людей.Если машины следует рассматривать как часть оборудования, способную производить предсказуемо стандартизированную, удовлетворяющую покупателей продукцию, сводя при этом к минимуму свободу действий обслуживающего персонала, то это и есть розничная точка McDonald’s. Это машина, которая производит с помощью совершенно неквалифицированных машинистов идеально отполированный продукт. Благодаря кропотливому вниманию к общему дизайну и планированию оборудования все встроено в саму машину, в технологию системы.Единственный выбор, доступный обслуживающему персоналу, — это управлять им точно так, как задумали проектировщики.
Это машина, которая производит с помощью совершенно неквалифицированных машинистов идеально отполированный продукт. Благодаря кропотливому вниманию к общему дизайну и планированию оборудования все встроено в саму машину, в технологию системы.Единственный выбор, доступный обслуживающему персоналу, — это управлять им точно так, как задумали проектировщики.
Подготовка к обслуживанию
Хотя большинство людей не знают об этом, существует множество примеров производственных решений проблем, требующих интенсивного обслуживания людей. Например:
- Взаимные фонды заменяют один торговый звонок многим; одна консультация на десятки; одна бумажка на тысячи; и один разумно информированный выбор клиента для многочисленных, запутанных и часто неправильных вариантов.
- Кредитные карты, которые используются для выдачи банковских кредитов, заменяют одно кредитное решение (в первую очередь выдачу карты) многим сложным, дорогостоящим, трудоемким действиям и решениям, которые обычно влекут за собой банковские займы.

- Супермаркеты заменяют быстрым и эффективным самообслуживанием медленных, неэффективных и часто беспорядочных продавцов традиционных магазинов обслуживания.
В каждом из этих примеров технологическое устройство или тип производственного процесса заменили то, о чем решительно думали как о безвозвратно требующей людей услуге.Подобные устройства или процессы могут быть использованы для изменения и смягчения отталкивающих клиентов ссадин других условий эксплуатации с интенсивным использованием людей.
Рассмотрим авиакомпании. Эта отрасль весьма необычна. Чрезвычайно капиталоемкий процесс создания вспомогательного продукта (самолета), но чрезвычайно трудоемкий процесс доставки продукта (организация поездок и опыт полета клиента). Возможности для получения дохода, которые представляет собой самолет стоимостью 20 миллионов долларов, быстро сводятся на нет из-за угрюмого или несговорчивого клерка по бронированию.Потенциал повторного заказа, который шеф-повар так тщательно встраивает в свои блюда, может быть уничтожен угрюмой или неряшливой стюардессой.
На самом деле у стюардесс особенно сложная работа. Сотня пассажиров, заплативших за достойное обслуживание, по понятным причинам ожидают, что к ним отнесутся с заботой. Хотя их обслуживают три девушки, некоторые из этих пассажиров неизбежно должны получать напитки и еду позже, чем другие. Большинство опытных путешественников с пониманием и терпимостью относятся к проблемам торопящихся стюардесс, но некоторые обычно их докучают.Давление и оскорбления могут легко проявляться во внешности и поведении стюардесс и, вероятно, приведут к взаимному жестокому обращению почти со всеми пассажирами. Это человек. Кроме того, дамы могли быть на ногах весь день или, возможно, спали всего несколько часов прошлой ночью.
«Больше и лучше тренироваться» вряд ли сильно поможет. Когда давление идет, сервис ухудшается. То же самое относится и к веселым манерам и внешнему виду стюардессы, независимо от того, насколько хорошо она обучена уходу за собой и сохранению хладнокровия или насколько привлекательно скроена ее одежда.
Но было бы неплохо поставить зеркала на камбузе самолета, чтобы каждый раз, когда входит стюардесса, она видела себя. Есть некоторые основания ожидать, что она будет смотреться в зеркало каждый раз, когда проходит мимо него, и что она поправит волосы, удалит пятно от губной помады, сделает более веселое лицо. Улучшение будет мгновенным. Обучение не требуется.
Вот еще вариант: стюардесса быстро проходит по проходу, раздает конфеты со вкусом рома и поясняет: «Для тех, кто не может дождаться, пока мы приготовим лед.Это снимает напряжение, создает ощущение бодрости, признает стремление пассажиров к быстрому обслуживанию и говорит о том, что дамы стараются изо всех сил. Кроме того, это приводит стюардессу в дружеский личный контакт с пассажиром и снижает вероятность того, что она подвергнется давлению и оскорблениям. Она, в свою очередь, меньше раздражает других пассажиров.
С производственной точки зрения эти два скромных предложения представляют собой замену мотивации инструментами (или, как я предпочитаю, технологиями). Зеркала — это инструмент для получения самомотивированных, автоматических результатов во внешнем виде и личном поведении стюардесс. Конфеты — это инструмент для создания благоприятной межличностной атмосферы, которая снижает как вероятность раздражения клиентов, так и взаимное и заразное раздражение стюардесс других. Это небольшие меры, но то же самое относится и к туру президента компании по заводу.
Зеркала — это инструмент для получения самомотивированных, автоматических результатов во внешнем виде и личном поведении стюардесс. Конфеты — это инструмент для создания благоприятной межличностной атмосферы, которая снижает как вероятность раздражения клиентов, так и взаимное и заразное раздражение стюардесс других. Это небольшие меры, но то же самое относится и к туру президента компании по заводу.
В каждом случае существует значительная презумпция солидных выгод. Тем не менее, чтобы получить эти выгоды, нужно думать, как думает фабричный инженер, о том, в чем заключаются проблемы и каков желаемый результат; о том, как перепроектировать процесс и как установить новые инструменты, которые будут выполнять работу более автоматически; и, когда люди вовлечены, о том, как «контролировать» их личное поведение и направлять их выбор.
Жесткие и мягкие технологии
Существует множество примеров строго «жестких» технологий (т. е. единиц оборудования), которые используются вместо людей: автоматы по продаже кофе для официанток, автоматические машины для обналичивания чеков для банковских клерки. Хотя эти устройства представляют собой производственный подход к обслуживанию, и хотя их принципы могут быть распространены на другие области, еще большие перспективы связаны с применением «мягких» технологий (т.д., технологические системы). McDonald’s — пример мягкой технологии. Как и взаимные фонды. Другие примеры окружают нас повсюду, если только мы правильно подумаем о них. Возьмите отрасль страхования жизни:
Хотя эти устройства представляют собой производственный подход к обслуживанию, и хотя их принципы могут быть распространены на другие области, еще большие перспективы связаны с применением «мягких» технологий (т.д., технологические системы). McDonald’s — пример мягкой технологии. Как и взаимные фонды. Другие примеры окружают нас повсюду, если только мы правильно подумаем о них. Возьмите отрасль страхования жизни:
Говорят, что продавец страховых компаний работает в сфере услуг. Но что он делает на самом деле? Он исследует потребности потенциального клиента, разговаривая с ним, разрабатывает для него несколько моделей политики и «испытывает потребительское использование» этих моделей, выясняя его реакцию. Затем он переделывает финальную модель и поставляет ее на продажу заказчику.Это лучший пример производства в полевых условиях. Фабрика находится в гостиной покупателя, а производитель — это страховой агент, которого мы ошибочно думаем в основном как продавца. Однако, когда мы думаем о нем как о производителе, мы начинаем думать о том, как лучше спроектировать и произвести продукт, а не о том, как лучше всего его продать.
Агенту, например, может быть предоставлен буклет с накладными листами, показывающими страховые планы людей, похожих на клиента.Это дает покупателю более достоверную и информированную основу для выбора. Со временем агент мог бы дополнительно поддерживаться аналогичной информацией, хранящейся в компьютерах с телефонным доступом.
Короче говоря, мы начинаем думать о создании системы, которая позволит агенту эффективно и действенно производить свой продукт, удовлетворяя потребности клиента, а не занимаясь манипулятивной работой по продаже.
Производители вне завода
Только что описанный тип мышления применим не только к сфере услуг, но и к обрабатывающей промышленности.Когда производитель компьютерного оборудования предоставляет услуги по установке и техническому обслуживанию, отладке тестовых программ, программ и обучению операторов в рамках своей программы продаж оборудования, он признает, что его «продукт» состоит из значительно большего, чем то, что он сделал на заводе. То, что делается в полевых условиях, так же важно для заказчика, как и само производимое оборудование. Ведь без этих услуг продажи бы вообще не было.
То, что делается в полевых условиях, так же важно для заказчика, как и само производимое оборудование. Ведь без этих услуг продажи бы вообще не было.
Во многих случаях проблема заключается в том, что производители не рассматривают обслуживание клиентов как неотъемлемую часть того, что покупатель покупает, а как нечто периферийное по отношению к заключению сделки.Тем не менее, когда он явно воспринимается как неотъемлемая часть самого продукта и, как следствие, получает такое же пристальное внимание, как и производство оборудования, результаты могут быть впечатляющими. Например:
- В индустрии поздравительных открыток некоторые витрины, предоставленные производителями для розничной торговли, имеют встроенные функции пополнения запасов и повторного заказа. По сути, эти функции заменяют продавца компании добровольными усилиями менеджеров отделов или владельцев магазинов.Мотивация последних к повторному заказу создается видимой неизбежностью дефицита, что достигается с помощью специальной карты с цветовой кодировкой, которая появляется, когда запасы заканчиваются. Номера заказов и конверты включены для повторного заказа. Раньше продавец должен был звонить, проводить инвентаризацию, организовывать запасы и выписывать заказы. Запасы были обычным явлением.
 Номера заказов и конверты включены для повторного заказа. Раньше продавец должен был звонить, проводить инвентаризацию, организовывать запасы и выписывать заказы. Запасы были обычным явлением.
Номера заказов и конверты включены для повторного заказа. Раньше продавец должен был звонить, проводить инвентаризацию, организовывать запасы и выписывать заказы. Запасы были обычным явлением.Старый процесс назывался обслуживанием клиентов и продажей. Новый процесс не имеет названия и, вероятно, никогда не рассматривался как технологическая замена человека.Но это. Эффективная, автоматическая, капиталоемкая система, время от времени дополняемая людьми, пришла на смену неэффективной и ненадежной человекоемкой системе.
- В более сложной ситуации A.O. Компания Smith ввела такое же предварительное планирование, рутинную деятельность по сохранению людей. Эта компания, среди прочего, производит силосы для хранения зерна, которые должны продаваться, устанавливаться, обслуживаться и финансироваться на месте. Существует множество типов силосов с большим разнообразием аксессуаров для загрузки, извлечения и автоматического смешивания кормов для скота.Продажа осуществляется местными дистрибьюторами-монтажниками и представляет собой длительную, сложную и сложную операцию.

Вместо того, чтобы полагаться исключительно на эффективное обучение дистрибьюторов, широко разбросанных по изолированным местам, A.O. Смит разработал серию сложных, красочных и взаимозаменяемых книг по планированию модулей дизайна. Они могут быть легко использованы дистрибьютором, чтобы помочь фермеру решить, что ему может понадобиться, его стоимость и потребности в финансировании. Удобные для чтения таблицы с разбивкой по размеру фермы, количеству и типу животных, а также назначению животных (крупный рогатый скот для мяса или коровы для молока) показывают рекомендуемые комбинации размеров силосов и оборудования для максимальной эффективности.
Система настолько продумана, проста в использовании и понимании и настолько эффективна в плане продаж, что дистрибьюторы используют ее с большим энтузиазмом. Как следствие, А.О. Смит, сидя в Милуоки, фактически контролирует каждую презентацию продаж, которую делает каждый из его обширных дистрибьюторов. Вместо того, чтобы постоянно посылать дорогостоящих представителей компании для переподготовки, умасливания, угощения и, возможно, противодействия дистрибьюторам, поставщик посылает инструмент, который дистрибьюторы хотят использовать в своих собственных интересах.
Прагматика линейки продуктов
Если рассматривать сервис как неотъемлемую часть того, что продается, это также может привести к изменению самого продукта — и к драматическим результатам. В 1961 году группа Building Controls and Components компании Honeywell, Inc., крупнейшего в стране производителя термостатов и устройств управления для отопления и кондиционирования воздуха, в основном занималась заменой элементов управления (вторичный рынок). Они продавались через дистрибьюторов отопления и кондиционирования воздуха, которые затем поставляли сантехников и других специалистов по установке и ремонту.
В то время продуктовая линейка Honeywell насчитывала около 18 000 отдельных деталей и деталей из каталога. У компании было почти 5000 дистрибьюторских счетов, ни один из которых не мог обеспечить полную линейку этих товаров с экономической точки зрения, и поэтому она содержала почти 100 полностью укомплектованных полевых складов, которые предлагали немедленную доставку дистрибьюторам. В результате в значительной части случаев дистрибьюторы продавали сантехникам детали, которых у них самих не было на складе. Они либо отправляли сантехников на близлежащие склады Honeywell для самовывоза, либо сами забирали детали и доставляли их непосредственно сантехникам.Затраты Honeywell на хранение этих запасов были огромными, но считались обычными расходами для ведения бизнеса.
В результате в значительной части случаев дистрибьюторы продавали сантехникам детали, которых у них самих не было на складе. Они либо отправляли сантехников на близлежащие склады Honeywell для самовывоза, либо сами забирали детали и доставляли их непосредственно сантехникам.Затраты Honeywell на хранение этих запасов были огромными, но считались обычными расходами для ведения бизнеса.
Затем компания Honeywell сделала смелый шаг — объявила о своей новой политике торговых линий. Закроются все склады. Все детали должны быть в наличии у дистрибьюторов. Однако оригинальное оборудование было преобразовано в 300 стандартных взаимозаменяемых частей. Они были взаимозаменяемы не только для большинства элементов управления Honeywell, но и для элементов управления ее основных конкурентов.Более того, каждая упаковка была четко промаркирована, чтобы показать, какие именно продукты Honeywell и конкурирующие продукты можно ремонтировать с помощью содержимого.
Закрывая собственные склады, Honeywell, очевидно, переложила расходы по хранению запасов на своих дистрибьюторов. Но вместо того, чтобы возлагать на них новое бремя, новые линейки продуктов с их взаимозаменяемостью позволили дистрибьюторам иметь значительно меньшие запасы, в частности, за счет сокращения потребности в конкурентоспособных продуктовых линейках, которые дистрибьюторы, тем не менее, могли продолжать обслуживать.Таким образом, они смогли предложить своим клиентам более быстрое обслуживание по более низкой цене, чем раньше.
Но вместо того, чтобы возлагать на них новое бремя, новые линейки продуктов с их взаимозаменяемостью позволили дистрибьюторам иметь значительно меньшие запасы, в частности, за счет сокращения потребности в конкурентоспособных продуктовых линейках, которые дистрибьюторы, тем не менее, могли продолжать обслуживать.Таким образом, они смогли предложить своим клиентам более быстрое обслуживание по более низкой цене, чем раньше.
Но не всех дистрибьюторов легко убедили в такой возможности, и некоторые отказались от этой линии. Те, кого убедили, в конце концов доказали свою мудрость огромным увеличением продаж. Доля Honeywell на рынке запасных частей почти удвоилась, а доля оригинального оборудования увеличилась почти на 50%. В то время как ранее почти 90% продаж Honeywell по замене приходилось на 4000 дистрибьюторов, в течение десяти лет после появления Tradeline такая же доля (удвоенный объем) была сосредоточена только среди 900 дистрибьюторов.Затраты Honeywell на обслуживание этого меньшего количества клиентов были значительно меньше, расходы на содержание торговых запасов были сведены к нулю, а качество ее дистрибьюторских услуг было настолько значительно улучшено, что только 900 из ее дистрибьюторов захватили большую долю национального рынка, чем почти 4000 меньше.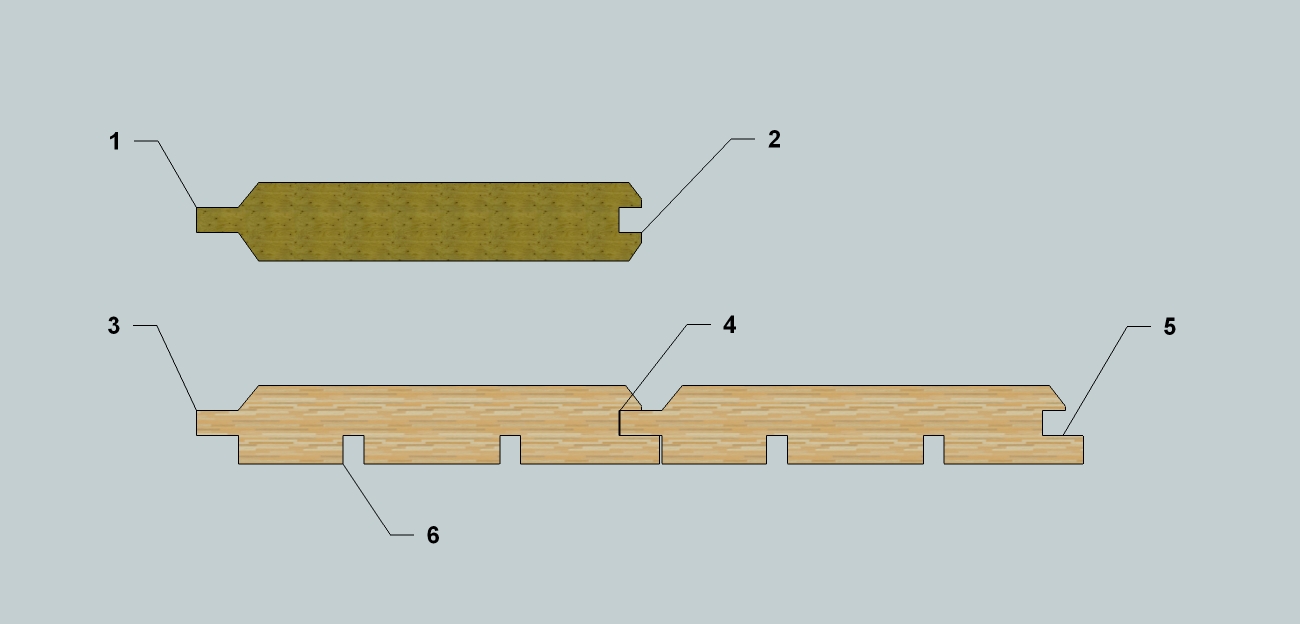 эффективные и более дорогие дистрибьюторы.
эффективные и более дорогие дистрибьюторы.
Опять же, мы видим, что маркетинговая проблема, связанная с интенсивным использованием людей, решается путем тщательного и скрупулезного применения производственных подходов. Мотивация, упорный труд, персонализация, обучение и мерчандайзинг были заменены систематическим программированием, всесторонним планированием, вниманием к деталям и, в частности, творческой заботой о проблемах и потребностях клиентов (в данном случае дистрибьюторов компании).
Временные меры: Сложность…
Преувеличение не лишено достоинств, особенно в любви и на войне. Но в делах ревностно остерегаются, особенно когда пытаются себя убедить. Разумное применение производственного менталитета может помочь в сфере услуг и деятельности по обслуживанию клиентов других компаний. Однако это не обязательно означает, что чем больше технологий, тем лучше.
Предпринимательские обочины усеяны обломками попыток установить технологии Cadillac для людей, которые еще не умеют управляться с Model T. Этот момент иллюстрируется провалом двух чрезвычайно хорошо финансируемых совместных предприятий очень успешных технологических компаний. Эти совместные предприятия пытались предоставлять компьютеризированные медицинские диагностические услуги для врачей и больниц. Компании разработали консольные соединения с центральными диагностическими компьютерами, чтобы каждый мог перестать отправлять образцы в патологоанатомические лаборатории и мучительно изучать медицинские тексты для диагностики симптомов пациентов.
Этот момент иллюстрируется провалом двух чрезвычайно хорошо финансируемых совместных предприятий очень успешных технологических компаний. Эти совместные предприятия пытались предоставлять компьютеризированные медицинские диагностические услуги для врачей и больниц. Компании разработали консольные соединения с центральными диагностическими компьютерами, чтобы каждый мог перестать отправлять образцы в патологоанатомические лаборатории и мучительно изучать медицинские тексты для диагностики симптомов пациентов.
Предприятие потерпело неудачу из-за сопротивления больниц и врачей, а не из-за отсутствия превосходных или надежных продуктов.Клиент был вынужден внезапно резко изменить свой привычный способ работы и использовать странное и несколько грозное оборудование, которое требовало специальной подготовки в его использовании и в интерпретации его выходных данных.
Интерактивные обучающие машины постигла та же участь. Результаты обучения, которых они достигают, одинаково впечатляющи. Необходимость улучшения обучения является видимой реальностью. Спрос на большую индивидуализацию обучения широко распространен.Но оборудование не продается, потому что технологи создали системы с использованием оборудования, которое находится на острие технического прогресса. Учителя и школьные системы, которые должны их использовать, сильно отстают и уже чувствуют себя сильно ушибленными из-за своей неспособности понять даже простые новые технологии. Для них новые технологии Cadillac не решают проблем. Они создают проблемы.
Необходимость улучшения обучения является видимой реальностью. Спрос на большую индивидуализацию обучения широко распространен.Но оборудование не продается, потому что технологи создали системы с использованием оборудования, которое находится на острие технического прогресса. Учителя и школьные системы, которые должны их использовать, сильно отстают и уже чувствуют себя сильно ушибленными из-за своей неспособности понять даже простые новые технологии. Для них новые технологии Cadillac не решают проблем. Они создают проблемы.
… и компромисс
С другой стороны, неспособность использовать технологические возможности может быть столь же разрушительной.Когда крупную нефтяную компанию, имеющую почти 30 000 торговых точек в Соединенных Штатах, убедили разработать революционную систему ремонта и обслуживания автомобилей, компромиссы первоначального плана привели к провалу системы.
Теория заключалась в том, чтобы построить гигантскую систему обслуживания и ремонта, которая могла бы справляться с большими объемами непрерывной работы, используя специализированное диагностическое и ремонтное оборудование. С помощью этого оборудования (а не измученного и переутомленного человека на заправочной станции), точно определяющего проблемы, автомобили можно было доставлять на определенные станции в ремонтном центре.Эксперты будут работать только над одним типом проблемы и частью автомобиля с помощью недавно разработанных быстродействующих инструментов. Замена масла будет производиться на конвейере низкооплачиваемыми рабочими, электрические работы будут выполняться высокооплачиваемыми техниками, которые только этим и занимаются, а последиагностический осмотр будет гарантировать успех.
С помощью этого оборудования (а не измученного и переутомленного человека на заправочной станции), точно определяющего проблемы, автомобили можно было доставлять на определенные станции в ремонтном центре.Эксперты будут работать только над одним типом проблемы и частью автомобиля с помощью недавно разработанных быстродействующих инструментов. Замена масла будет производиться на конвейере низкооплачиваемыми рабочими, электрические работы будут выполняться высокооплачиваемыми техниками, которые только этим и занимаются, а последиагностический осмотр будет гарантировать успех.
Поскольку для прибыльности потребуется большой объем, центр должен будет использовать обширную территорию населения. Чтобы облегчить это, первоначальное предложение предусматривало специально построенное здание в центре города, на месте старого склада — земля была бы дешевле, здание было бы одинаково доступным во всем мегаполисе, технологическая элегантность и прозрачность сервисного центра. Окна для клиентов компенсируют любые недостатки ветхого района, а объемы продаж будут зависеть от спланированных решений клиентов, а не от случайного движения вне улицы.
Первоначальная концепция также предусматривала доставку в ночное время; таким образом, машину можно было починить ночью, пока ее владелец спал, а не днем, когда она ему понадобится. И поскольку необходимое продвижение этой услуги могло бы оттолкнуть дилеров сервисных станций компании, работающих по франшизе, и, возможно, отдать их в руки конкурентов, было рекомендовано установить первый центр в крупном городе, где у компании не было станций.
Звучит как отличный производственный подход к сервисной ситуации; но компания пошла на три фатальных компромисса:
1.Было решено разместить центр в дорогом пригородном районе с интенсивным движением на том основании, что «если эксперимент не удастся, по крайней мере, здание будет находиться в месте, которое имеет альтернативное использование». Результатом стало неудобное расположение, стоимость приобретения земли в пять раз выше, чем при первоначальном расположении в центре города, и, следовательно, очень завышенная точка безубыточности для сервисного центра.
2. Было решено не предлагать услуги ночного обслуживания на том основании, что «нам лучше ползти, прежде чем идти.Кроме того, мы не думаем, что люди будут оставлять свои машины на ночь в чужом и далеком гараже». Тот факт, что результаты будут гарантированы авторитетной, известной в стране нефтяной компанией, эксплуатирующей очевидно сложный новый тип объекта обслуживания потребителей, не был убедительным для лиц, принимающих корпоративные решения.
3. Было решено разместить первый центр в городе, занимаемом собственными франчайзинговыми дилерами, на том основании, что «мы лучше его знаем». Чтобы компенсировать проблему невозможности агрессивно рекламировать бизнес, компания предложила своим дилерам комиссию за отправку их ремонтных работ в центр.Дилеры сделали это, но только с работами, которые они не могли или не хотели делать сами. В результате трафик в большом и дорогом центре был катастрофически низким.
Компании, использующие производственный подход к проблемам обслуживания, скорее всего, потерпят неудачу, если (а) они поставят под угрозу технологические возможности на стадии концепции и проектирования или (б) они позволят технологической сложности загрязнить операционную стадию. Замена людей и интуитивных прозрений технологиями и системами сложна по своей концепции и замыслу; только в операции , как в Макдональдсе, все просто.
Замена людей и интуитивных прозрений технологиями и системами сложна по своей концепции и замыслу; только в операции , как в Макдональдсе, все просто.
Простота взаимных фондов, в конце концов, объясняет их успех. Но на самом деле эта концепция намного сложнее, чем продажа отдельных акций через одного человека-покупателя, сидящего за столом. Взаимные фонды — это аналог McDonald’s в финансовом сообществе. Это часть технологии, которая не только упрощает жизнь как продавцу, так и покупателю, но и создает гораздо больше покупателей и делает производство более прибыльным.
Массовый мерчандайзинг аналогичен.Он заменяет широкий выбор и быстрое и эффективное самообслуживание на узкий выбор и медленное, некомпетентное обслуживание продавцов. Розничный магазин массового мерчендайзинга (например, универсальный товарный супермаркет) — это новая технология, включающая в розничную торговлю именно то мышление, которое идет на конвейере, за исключением того, что покупатель сам занимается сборкой.
Почему что-то идет не так
Значение всего этого состоит в том, что «продукт» совершенно отличается от того, чем его обычно считают.Когда однажды его спросили, чем он занимается, Чарльз Ревсон, глава Revlon, Inc., дал теперь уже известный ответ: «На фабрике мы производим косметику, в магазине мы продаем надежду». Он определял продукт с точки зрения того, что хотел потребитель, а не с точки зрения того, что сделал производитель. McDonald’s, очевидно, делает то же самое — не только гамбургеры, но и скорость, чистота, уверенность, бодрость и предсказуемость. Honeywell определила это не с точки зрения запасных частей, а скорее с точки зрения тех потребностей своих дистрибьюторов, удовлетворение которых привело бы к значительному увеличению доли покровительства Honeywell.Таким образом, продукт — это не то, что люди покупают, а инструмент, который они используют — инструмент для решения своих проблем или достижения своих намерений.
Так много всего идет не так, потому что компании не могут адекватно определить, что они продают. Компании, работающие в так называемой сфере услуг, обычно думают, что они предлагают услуги, а не производят продукцию; поэтому они не могут мыслить и действовать так всесторонне, как компании-производители, заинтересованные в эффективном и низкозатратном производстве продуктов, удовлетворяющих потребности клиентов.
Компании, работающие в так называемой сфере услуг, обычно думают, что они предлагают услуги, а не производят продукцию; поэтому они не могут мыслить и действовать так всесторонне, как компании-производители, заинтересованные в эффективном и низкозатратном производстве продуктов, удовлетворяющих потребности клиентов.
Более того, сами компании-производители обычно не считают обслуживание клиентов неотъемлемой частью своих продуктов. Это второстепенная задача, которой должен заниматься отдел маркетинга.
Отдел маркетинга, в свою очередь, считает себя обслуживающим клиентов. Существует скрытый и непреднамеренный подтекст раздачи чего-либо бесплатно. Кто-то делает что-то дополнительное в качестве одолжения. Когда это лежит в основе общения с собственной организацией, результат примерно такой, как и следовало ожидать — небрежное, дискреционное отношение и мало внимания к деталям, и, конечно же, отсутствие внимания к возможностям замены систем и предварительного планирования для людей и чистого усилия. Следовательно, продукты разработаны так, что их нельзя легко установить, отремонтировать или модифицировать.
Следовательно, продукты разработаны так, что их нельзя легко установить, отремонтировать или модифицировать.
(Телевизор Motorola «работает в коробке», который так успешно рекламируется благодаря простоте замены и ремонтопригодности, является выдающимся примером того, как надлежащее внимание при проектировании и производстве может увеличить продажи.)
Прохладный ветерок от мороженого
Отличным примером путаницы между тем, что «производит» компания, и тем, что «покупает» клиент, является производитель мороженого под частной торговой маркой для сети супермаркетов.Поскольку супермаркеты должны производить впечатление низких цен, чтобы привлекать и удерживать клиентов, успешная продажа им означает снижение цен до минимума. Компания (назовем ее Edwards Company) стала необычайно хороша в производстве широкого ассортимента мороженого по минимальной цене. Он быстро рос, в то время как другие обанкротились. Он охватывал десять штатов прямыми поставками в магазины со своего завода и заводского склада, но для дальнейшего роста в конечном итоге потребовалось создание заводов, распределительных и маркетинговых центров в других местах. Результатом стала катастрофа, несмотря на то, что компания производила на новых предприятиях так же эффективно, как и на старых.
Результатом стала катастрофа, несмотря на то, что компания производила на новых предприятиях так же эффективно, как и на старых.
Под непосредственным и постоянным наблюдением президента в первоначальном месте Эдвардс работала чрезвычайно эффективная система заказа и доставки по телефону, чтобы удовлетворить довольно строгие требования супермаркетов. Из-за ограниченного пространства для хранения и выкладки им требовалась доставка несколько раз в неделю в определенные часы, когда магазины не переполнены.Чтобы компенсировать низкий объем в периоды спада, им нужны были регулярные специальные предложения, а также праздничные и летние специальные предложения. Со временем эти потребности стали настолько автоматически, но эффективно удовлетворяться с первоначального местоположения завода Edwards, что эта служба доставки стала рутинной и, следовательно, воспринималась как должное.
При строительстве нового завода президент и его компактная команда менеджеров сосредоточились на снижении производственных затрат до минимума. В конце концов, именно это и способствовало продаже — низкие цены.Не очень осознавая тот факт, что они создали в исходном месте очень удовлетворяющую клиентов, эффективную, автоматическую систему заказа и доставки, они не знали точно, на что обращать внимание при оценке того, насколько хорошо они работают с этим «сервисом». подробности на новом заводе, в распределительных и маркетинговых центрах.
В конце концов, именно это и способствовало продаже — низкие цены.Не очень осознавая тот факт, что они создали в исходном месте очень удовлетворяющую клиентов, эффективную, автоматическую систему заказа и доставки, они не знали точно, на что обращать внимание при оценке того, насколько хорошо они работают с этим «сервисом». подробности на новом заводе, в распределительных и маркетинговых центрах.
Короче говоря, они не знали, чем на самом деле был их продукт (почему Эдвардс стал таким успешным), и им не удалось расширить успех Эдвардса. Сервис не считался неотъемлемой частью продукта компании.Это рассматривалось просто как «что-то еще», что вы делаете в бизнесе. Соответственно, сервису уделялось недостаточно внимания, что и стало причиной провала компании Эдвардс.
Заключение
Обслуживание клиентов редко остается на усмотрение. Это необходимое условие для получения и удержания бизнеса, как и сам непатентованный продукт. Более того, если обслуживание клиентов сознательно рассматривать как «производство в полевых условиях», оно получит такое же детальное внимание, как и производство. Он будет тщательно планироваться, контролироваться, по возможности автоматизироваться, проверяться на предмет контроля качества и регулярно проверяться на предмет повышения производительности и реакции клиентов. Что еще более важно, те же виды технологических, трудосберегающих и системных подходов, которые сейчас процветают в производственных операциях, получат шанс процветать в сфере обслуживания клиентов и в сфере услуг.
Как только руководители сферы услуг и создатели программ обслуживания клиентов начнут серьезно думать о себе как о производителях продукта, они начнут думать как производители продукта.Они спросят: какие технологии и системы применимы здесь? Как можно спроектировать вещи так, чтобы мы могли использовать машины вместо людей, системы вместо интуитивных прозрений? Вместо того, чтобы думать о том, как лучше и лучше обучить своих представителей по обслуживанию клиентов, страховых агентов, менеджеров филиалов банков или продавцов «там», они будут думать о том, как устранить или дополнить их.
Если мы продолжим относиться к служению как к чему-то, что делается людьми, а не машинами или системами, мы будем продолжать страдать от двух искажений мышления:
1.Услуга будет рассматриваться как нечто остаточное по отношению к высшей реальности — к материальному продукту, к определенной компетенции (например, оценка кредитов, составление страховых полисов, оказание медицинской помощи, приготовление еды на месте). Следовательно, он будет иметь остаточную респектабельность, получит остаточное внимание и каким-то образом останется для остаточных исполнителей.
2. Служение будет рассматриваться как чисто человеческая задача, которая неизбежно должна быть диагностирована и выполняться одним человеком, работающим в одиночку без какой-либо помощи или, в лучшем случае, с рудиментарной помощью обучения и различных человеко-инженерных мотиваторов.У него никогда не будет мышления производственного типа, которое используется в материальных продуктах.
До тех пор, пока мы не будем думать об обслуживании в более позитивных и всеобъемлющих терминах, пока мы не будем с энтузиазмом рассматривать его как производство в полевых условиях, восприимчивое к тем же технологическим подходам, которые используются на заводе, результаты, вероятно, будут такими же дорогостоящими и своеобразными. как результаты одинокого подмастерья, кропотливо вырезающего вещи вручную дома.
как результаты одинокого подмастерья, кропотливо вырезающего вещи вручную дома.
Фрикционные материалы|Автомобильные тормоза|Продукция|Продукты и технологии
Дисковые и барабанные тормоза оснащены фрикционным материалом, называемым соответственно тормозными колодками и тормозными накладками.
Дисковые и барабанные тормоза оснащены фрикционным материалом, называемым соответственно тормозными колодками и тормозными накладками.
Фрикционные материалы играют важную роль в тормозной системе, поскольку тормоза используют трение для торможения (замедления и остановки).
Тормозные колодки и тормозные накладки изготавливаются из смеси не менее чем 10-20 видов сырья. Смешивание правильных материалов для требуемых условий и производительности — очень сложная задача, требующая специальных ноу-хау, включая передовой опыт компании Akebono.
Качество фрикционных материалов также зависит от производственного процесса. С годами совершенствовавшимися технологиями разработки и производства, Akebono предлагает высокоэффективные и высококачественные фрикционные материалы, отвечающие потребностям наших клиентов.
С годами совершенствовавшимися технологиями разработки и производства, Akebono предлагает высокоэффективные и высококачественные фрикционные материалы, отвечающие потребностям наших клиентов.
Смесь сырья для наших фрикционных материалов (тормозные колодки, тормозные накладки)
Колодки дисковых тормозов и накладки барабанных тормозов изготавливаются из смеси от 10 до 20 видов сырья. В зависимости от их конкретной роли сырье делится на три категории; «связующий материал», «элемент жесткости» и «материал для регулирования трения».
Связующий материал укрепляет сырье и придает материалам прочность. В настоящее время используется в основном фенольная смола.
Элемент жесткости придает фрикционным материалам дополнительную прочность. Используются различные виды органических и неорганических волокон, такие как арамидные волокна и металлические волокна.
Материал для регулировки трения в основном регулирует эффективность фрикционных материалов. Он используется для повышения эффективности или стабилизации характеристик фрикционных материалов. Различное сырье, такое как смазочные материалы, органические наполнители, неорганические наполнители, абразивный материал и металлический порошок, смешивают по мере необходимости.
Различное сырье, такое как смазочные материалы, органические наполнители, неорганические наполнители, абразивный материал и металлический порошок, смешивают по мере необходимости.
Сырье для фрикционных материалов
Типы фрикционных материалов
- *1 Спеченный сплав: Явление, при котором частицы порошкового материала соединяются вместе и превращаются в твердое вещество путем сжатия и изготовления порошкового материала и нагревания его при температурах ниже точки плавления. Материал, который производится не путем плавления металла, а путем спекания металлических порошков, называется спеченным сплавом.
- *2 C/C композит: углеродный композит, армированный углеродным волокном.Углеродный композитный материал был усилен углеродным волокном. Он чрезвычайно термически стабилен и легок. Этот материал часто используется для тормозных дисков и тормозных колодок для самолетов и гоночных автомобилей.
Эксплуатационные требования к фрикционным материалам (тормозные колодки, тормозные накладки)
Кроме того, фрикционные материалы должны обеспечивать стабильную эффективность (минимальные колебания эффективности) в различных условиях, таких как скорость транспортного средства, масса груза или изменение температуры при использовании тормозов, а также при различных воздействиях окружающей среды, включая влажность, воду и грязь. .Прочность, позволяющая выдерживать тепловые возмущения, и механическая прочность также являются важными критериями проектирования.
.Прочность, позволяющая выдерживать тепловые возмущения, и механическая прочность также являются важными критериями проектирования.
Долговечность — еще одно важное свойство фрикционных материалов, так как они изнашиваются по мере использования. Кроме того, при торможении необходимо свести к минимуму визг, шум и вибрации. Кроме того, фрикционные материалы не должны повреждать материал, с которым они соприкасаются, например, роторы дисков. Фрикционные материалы также должны иметь низкую теплопроводность, чтобы предотвратить повышение температуры самих тормозов или тормозного масла.
Основные эксплуатационные требования к фрикционным материалам:
- — Оптимальная эффективность, т.е. соответствующий коэффициент трения (μ)
- — Стабильная эффективность при различных условиях использования и/или окружающей среды
- — Прочность, чтобы противостоять тепловым возмущениям и механическая прочность
- — Высокий уровень прочности
- — Минимальный визг тормозов, шум и вибрация
- — Малое повреждение контактного материала, такого как дисковый ротор
- — Низкая теплопроводность
Фрикционные материалы Akebono (тормозные колодки, тормозные накладки)
Akebono разрабатывает и производит широкий ассортимент тормозных колодок и тормозных накладок, в том числе для автомобилей, высокоскоростных поездов Синкансэн и высокопроизводительных автомобилей для автоспорта. В зависимости от того, где используются тормоза, используются различные типы материалов. Когда для торможения в условиях высокой температуры и высокой нагрузки требуется высокая интенсивность, например, сверхскоростные поезда Синкансэн, движущиеся на высокой скорости, используются металлические фрикционные материалы. Для автомобилей, используемых в Европе, где торможение на высоких скоростях относительно распространено, используются фрикционные материалы с низким содержанием стали.
В зависимости от того, где используются тормоза, используются различные типы материалов. Когда для торможения в условиях высокой температуры и высокой нагрузки требуется высокая интенсивность, например, сверхскоростные поезда Синкансэн, движущиеся на высокой скорости, используются металлические фрикционные материалы. Для автомобилей, используемых в Европе, где торможение на высоких скоростях относительно распространено, используются фрикционные материалы с низким содержанием стали.
Для легковых автомобилей обычно используются «нестальные» тормозные колодки из-за их сбалансированных характеристик между эффективностью, интенсивностью и устойчивостью к тормозному визгу.«Нестальные» тормозные колодки являются основным продуктом Akebono.
Akebono продолжает разработку высокоэффективных тормозов с целью совершенствования новейших тормозных технологий. Высокопроизводительные тормоза Akebono поставляются различным автоспортивным командам. Опыт, приобретенный в автоспорте, который доводит тормоза до предела, применяется при разработке тормозных колодок и тормозных накладок для легковых автомобилей.
Тормозные колодки для 24-часовой гонки на выносливость Нюрбургринга
10-поршневые тормозные колодки для высокопроизводительных серийных автомобилей
6-поршневые тормозные колодки для высокопроизводительных серийных автомобилей
Разработка фрикционных материалов (тормозные колодки, тормозные накладки)
При разработке фрикционных материалов необходимо учитывать характеристики и качество, обеспечивающие длительный срок службы.Это достигается за счет подбора правильного сочетания сырья, а также за счет оптимизации условий производства. Есть много шагов, которые необходимо предпринять, прежде чем продукт будет доставлен нашим клиентам. Для завершения этого процесса может потребоваться несколько месяцев или даже несколько лет. Оценены физико-химические свойства фрикционных материалов. Для оценки фрикционных свойств используется испытательный прибор, называемый динамометром, на который можно установить настоящий тормоз. Фактические автомобили используются для оценки совместимости между автомобилем и тормозом.Мы также разрабатываем сырье, которое сводит к минимуму воздействие на окружающую среду.
Фактические автомобили используются для оценки совместимости между автомобилем и тормозом.Мы также разрабатываем сырье, которое сводит к минимуму воздействие на окружающую среду.
В Akebono мы постоянно стремимся стать экспертами в области фрикционных материалов. У нас есть собственное испытательное оборудование, с помощью которого мы можем оценивать основные свойства от ранних стадий разработки до финальной стадии оценки с использованием реального автомобиля.
Процесс производства фрикционных материалов (тормозные колодки, тормозные накладки)
Фрикционные материалы изготавливаются посредством процессов производства, проверки и испытаний до их изготовления.
При разработке фрикционных материалов, где должны выполняться различные требования к характеристикам, эффективное смешивание различных сырьевых материалов является одним из наиболее важных технологических знаний. Способ изготовления материалов также влияет на качество, поэтому технология производства также важна. Akebono способна обеспечить стабильную работу и качество своих дисковых тормозных колодок благодаря своим технологиям разработки и производства, совершенствовавшимся на протяжении многих лет.
Akebono способна обеспечить стабильную работу и качество своих дисковых тормозных колодок благодаря своим технологиям разработки и производства, совершенствовавшимся на протяжении многих лет.
Процессы контроля и испытаний фрикционных материалов (тормозные колодки, тормозные накладки)
Для контроля и испытаний фрикционных материалов используются различные методы проверки их качества. Процессы включают оценку физических свойств, таких как твердость и интенсивность фрикционных материалов, а также химический анализ органических материалов. Для проверки эффективности, износа и визга тормозов используется динамометр, на котором можно установить и проверить настоящий тормоз.
Для тестирования наших фрикционных материалов с точки зрения заказчика мы используем «Ai-Ring», который является крупнейшим в своем роде испытательным полигоном среди производителей автомобильных запчастей.
На полигоне «Ай-Ринг» можно проводить различные испытания тормозов, от испытаний на стенде до испытаний на реальном автомобиле.
На протяжении долгой истории разработки и производства фрикционных материалов компания Akebono последовательно придерживалась темы «безопасность и душевное спокойствие».»
Примерно до 2000 года асбест широко использовался в качестве сырья для фрикционных материалов из-за его благоприятных свойств для тормозов, таких как превосходная термическая стабильность. В 1970-х годах из-за границы пришли сообщения об опасности асбеста для здоровья. Сразу после этого Akebono стала одной из первых компаний в Японии, приступивших к разработке продуктов, не содержащих асбеста. Мы лидировали в отрасли по внедрению продуктов, не содержащих асбеста, и в 1992 году все OEM-продукты (для автомобильных заводов) для легковых автомобилей были переведены на продукты, не содержащие асбеста.За этим последовал полный переход на не содержащие асбест OEM-продукты для грузовых автомобилей в 1994 году. Начиная с 2000 года производство асбестовых продуктов, включая запасные части, было прекращено.
Начиная с 2000 года производство асбестовых продуктов, включая запасные части, было прекращено.
Вопреки экологическим нормам, запрещающим использование меди для фрикционных материалов из-за ее термической стабильности, мы приступили к разработке и производству фрикционных материалов, не содержащих медь * . С 2007 года мы поставляем запасные части, не содержащие медь, а с 2014 года — оригинальные фрикционные материалы.Технологии следующего поколения также находятся в стадии разработки. Akebono разрабатывает тормозные колодки, изготовленные из растительных ресурсов (биомасса), а также тормозные колодки, не образующие тормозную пыль.
- * Фрикционный материал, не содержащий меди: материалы с содержанием меди ниже указанного значения.
Перемещение производства в облако, чтобы увидеть положительные стороны цифровизации и глобализации — ScienceDaily
Когда происходит крупная технологическая революция, она открывает новые возможности в обрабатывающей промышленности. Теперь, когда мы можем назвать «четвертую промышленную революцию», новой технологией являются облачные вычисления, и производители находятся в самом разгаре изучения потенциала использования облачных вычислений в отрасли. Докторская диссертация Юцюгэ Хао «Облачное производство: стратегическое согласование между обрабатывающей промышленностью и облачными вычислениями» посвящена новой концепции, а именно облачному производству, и связанным с ним практическим вопросам от различных компаний.
Теперь, когда мы можем назвать «четвертую промышленную революцию», новой технологией являются облачные вычисления, и производители находятся в самом разгаре изучения потенциала использования облачных вычислений в отрасли. Докторская диссертация Юцюгэ Хао «Облачное производство: стратегическое согласование между обрабатывающей промышленностью и облачными вычислениями» посвящена новой концепции, а именно облачному производству, и связанным с ним практическим вопросам от различных компаний.
«Облако» — это метафора Интернета.Облачные вычисления означают предоставление виртуализированных вычислительных ресурсов и предоставление размещенных услуг через Интернет. Это позволяет пользователю потреблять вычислительные ресурсы в качестве утилиты, такой как электричество или вода. Это гибкий способ увеличения емкости или добавления возможностей без вложений в новую физическую инфраструктуру.
«Облачные вычисления — это не только изменение технологии, но и обещание ряда привлекательных преимуществ для обрабатывающей промышленности», — говорит Хао, которая будет защищать докторскую диссертацию в Университете Ваасы.
В форме облачного производства всем компаниям во всей производственной экосистеме предоставляется совместная рабочая среда. Вместо того, чтобы управлять и контролировать каждую компанию и завод отдельно в рамках операций цепочки поставок, производители могут создать облачную «систему сотрудничества». Эта бизнес-модель обеспечивает как внутреннюю, так и внешнюю связь и сотрудничество между несколькими компаниями.
Хао объясняет, что благодаря поддержке облака у производителей есть возможность управлять своими географически распределенными ресурсами и предоставлять производственные услуги другим заводам независимо от их местоположения.
«Поскольку производители более тесно сотрудничают с другими сторонами и делятся большим объемом информации с другими, они становятся виртуальной частью собственной организации производителя», — говорит Хао.
Кроме того, важно адаптировать корпоративные системы к облаку, такие как ERP (планирование ресурсов предприятия), MES (система управления оборудованием), PPC (планирование и контроль производства), RMA (помощник удаленного мониторинга). Хао говорит, что это может обеспечить перемещение всех производственных операций в «облако».»
Хао говорит, что это может обеспечить перемещение всех производственных операций в «облако».»
«Потенциальные преимущества облачного производства заключаются в операционной эффективности. Краткосрочные преимущества заключаются в улучшении совместного использования ресурсов на основе конкретных бизнес-требований. Долгосрочные преимущества заключаются в поддержке распределенного производства, совместного проектирования и комплексного планирования».
С точки зрения производственных услуг потенциальные преимущества облачного производства заключаются в улучшении обслуживания, а затем в улучшении взаимодействия с пользователем.Краткосрочные преимущества заключаются в сокращении времени выхода на рынок, а также в снижении затрат на техническое обслуживание.
Появление Интернета вещей (IoT) и больших данных также может изменить производственную бизнес-модель и стимулировать расширение облачного производства. Все больше и больше встроенных устройств, интеллектуальных объектов и интеллектуальных датчиков включаются в производственный процесс, чтобы обеспечить связь как между производителями и производственным цехом, так и между различными партнерами. Информация в режиме реального времени о продуктах, процессах и производствах действует как связующее звено.
Информация в режиме реального времени о продуктах, процессах и производствах действует как связующее звено.
«Основным оригинальным вкладом этой работы является ее интеграция с реальными производственными случаями четырьмя компаниями, занимающимися случаями, чтобы можно было зафиксировать фактическую производственную ситуацию и проблемы и отразить их в исследовании».
Хао также говорит, что эта исследовательская работа интересна и своевременна, потому что концепция является относительно новой, и многие компании все еще борются за переход на новую бизнес-модель, чтобы справиться со всеми проблемами глобализации.
Источник истории:
Материалы предоставлены University of Vaasa . Примечание. Содержимое можно редактировать по стилю и длине.
Серебряная подкладка | Общепромышленные покрытия
Virginia Mirror Company начала производить зеркала для производителей мебели в Вирджинии и Северной Каролине в 1913 году. Сейчас это крупный поставщик готовых зеркал для жилых и коммерческих зданий в юго-западном регионе США
Сейчас это крупный поставщик готовых зеркал для жилых и коммерческих зданий в юго-западном регионе США
Являясь ведущим производителем зеркал из листового металла, Virginia Mirror продает большую часть своей продукции через дистрибьюторов на рынке послекрасочных работ.В качестве дополнительного уровня обслуживания компания доставляет все стеклянные изделия своим клиентам напрямую, используя собственный парк и процесс погрузки. Самым популярным предложением компании являются листы размером 42×120 дюймов.
«Вирджиния Зеркало известна своим качеством, мастерством и сервисом, — сказал Ллойд Бригман, операционный директор компании Вирджиния Зеркало. «От производства исключительной продукции до оплаты счетов и своевременной доставки продукции — эти основные принципы лежат в основе нашей стабильности.Именно они отличают нас от других производителей зеркал».
НОВОЕ И УЛУЧШЕННОЕ ПОСЕРЕБРЕНИЕ
На протяжении 2000-х годов Virginia Mirror закупала свои покрытия у поставщика красок, который в конечном итоге прекратил выпуск своего ассортимента покрытий для зеркал, в результате чего Virginia Mirror нуждалась в новом поставщике. В начале 2019 года, уделяя первостепенное внимание качеству, мастерству и обслуживанию, многолетняя компания выбрала Sherwin-Williams в качестве основного поставщика зеркальных покрытий.
В начале 2019 года, уделяя первостепенное внимание качеству, мастерству и обслуживанию, многолетняя компания выбрала Sherwin-Williams в качестве основного поставщика зеркальных покрытий.
«Начало обсуждения с Virginia Mirror было сосредоточено на качестве наших химикатов и красок для серебрения, — сказал Тим Рейли, технический менеджер по продажам зеркальных покрытий Sherwin-Williams. «Они хотели узнать как можно больше, прежде чем двигаться вперед с нашими химическими веществами».
Для обеспечения качества, производительности и применения компания Virginia Mirror протестировала покрытия Sherwin-Williams на своей производственной линии.
«После первоначального тестирования мы увидели меньше брака на линии, — сказал Майкл Фейн, директор завода Virginia Mirror Company.«Химикаты стали работать лучше. Они были более высокого качества, чем предыдущие покрытия, которые мы использовали, и техническая поддержка, которую мы получили от команды, сыграла огромную роль в выборе их в качестве нашего поставщика».