Оборудование для производства стеклопластиковой арматуры: станки, технологии
Арматура из стального проката заслуженно и прочно заняла свое место в строительстве для монолитных конструкций и при производстве сборных железобетонных изделий — панелей, колонн, блоков, плит перекрытий и др.
Но пришло время, когда на смену традиционной стальной арматуре пришла новая, стеклопластиковая, производство которой является чрезвычайно перспективным направлением.
Свойства и область применения стеклопластиковой арматуры
Свойства стеклопластиковой, или композитной, арматуры удивительны, совокупность преимуществ над стальной позволяют утверждать с полной ответственностью: новая арматура превосходит традиционную, стальную, в несколько раз.
Основные качества стеклопластика:
- прочность;
- небольшой удельный вес;
- упругость;
- устойчивость к химически активным средам — кислотам, щелочам и пр.;
- отсутствие необходимости в сварке;
- не подвергается коррозии;
- упрощенная транспортировка — в бухтах;
- более низкая стоимость.


Такие свойства позволят стеклопластиковой арматуре постепенно вытеснить ржавеющие, тяжелые стальные прутья.
Делать гвозди — перспективный бизнес. Возможно, Вы хотите взглянуть на мини станок для производства гвоздей?
Производство асфальта растет. Именно здесь об изготовлении асфальта Вы можете узнать более подробно.
Применяются композитные стержни для армирования монолитных и сборных железобетонных конструкций, особенно во влажных и агрессивных средах, в дорожном и коммунальном строительстве, в быту и др.
Сырье для арматуры из стеклопластика, его подготовка
Для изготовления нитей, впоследствии собирающихся в пучки, нужно алюмоборосиликатное стекло. Этот материал нужно расплавить, превратив в тягучую массу, и вытянуть нити толщиной в 10-20 микрон. Нити перемазывают маслосодержащим составом и собирают в
Для дальнейшего процесса нужны дополнительные компоненты: тонкая нить ровинга для оплетки арматуры, разные смолы, ацетон, этиловый спирт, дициандиамид.
Технология производства стеклопластиковой арматуры
Из специального устройства (шпуляпника) нити ровинга, в определенном порядке расположенные, подаются к натяжному устройству. Процесс производства стеклопластиковой арматуры далее протекает так:
- строй нитей обдается горячим воздухом для просушки и незначительного нагревания;
- прогретый ряд нитей опускают в специальные ванны с пропитывающим раствором;
- нити попадают на устройство — фильеру, в котором протягиваются через отверстия с требуемым диаметром арматуры;
- стержень будущей арматуры, в зависимости от вида, должен обвиваться ниткой ровинга с разной толщиной обмоточного слоя. Диаметры более солидные пойдут на традиционную арматуру, а стержни малых диаметров подлежат песчаной обсыпке;
- для ускорения процесса полимеризации смол обмотанные ровингом стержни попадают в туннельную печь, при входе в которую есть устройство, распределяющее по стержням песок. Когда проходят стержни крупные, песок не подается;
- вышедшие из печи стержни охлаждаются в проточной воде;
- охлажденные пруты непрерывной нитью подаются на нарезку заданными размерами.

Технология производства стеклопластиковой арматуры к особо сложным процессам не относится. После производства следует складирование изготовленных стержней по диаметрам.
Готовая продукция может быть отгружена к месту использования.
Линия для производства стеклопластиковой арматуры
Прежде всего, должно быть подготовленное помещение, где будет происходить таинство производственного процесса. Особых требований к помещению нет, даже площадь не нужна большая, главное – протяженность здания. В идеале подойдет размер 24м х 4м, хотя ширина не ограничивается никакими рамками (оборудование для производства стеклопластиковой арматуры имеет ширину в 1м).
Так как технология связана с наличием печи и химических соединений с острым запахом, обязательным условием есть наличие принудительной вентиляционной системы, с вытяжкой от тоннельной печи, а также с обеспечением притока свежего воздуха.
Запуск технологической линии нуждается в мощности не менее 12 квт, рабочая мощность оборудования – 4 квт.
Необходимо приобретение следующих этапных узлов и устройств:
- шпулярник;
- устройство натяжное, в комплекте с пропиточной ванной и узлом подогрева;
- печь туннельная;
- обмоточное устройство;
- узел распределения песка;
- водяной узел охлаждения;
- гусеничное или иное прижимное устройство;
- автоматический отрезчик стержней.
Если арматура выпускается гладкой, не рифленой, тогда обмоточное устройство не нужно.
В последовательности, которая диктуется особенностями технологии, эти устройства и узлы объединяются в линию для производства стеклопластиковой арматуры с транспортерной лентой. Линии можно установить одно- или двухпоточные, их производительность соответственно составляет 5000 – 8000 м в смену.
Станки для производства стеклопластиковой арматуры
Мировые производители технологического оборудования предлагают множество вариантов оборудования, различного по производительности.
Бесспорно, оборудование, произведенное в США, Германии или Японии, имеет высшую степень качества, но цена подобных линий неподъемная для начального бизнеса.
Интересны предложения от отечественных производителей; принцип работы линий тот же, но есть небольшие нюансы. Главное, что стоимость, например, оборудования компании ООО НПО «ТехКом» TEHPRO 2000 на порядок ниже, производительность же выше в три раза (тянется сразу три прута), диаметр – от 4 до 20 мм.
Есть варианты более простые, с меньшей производительностью – например, станок для производства стеклопластиковой арматуры компании «Пластоснова» ПЛПСА-20 выдает 7м в минуту, при этом себестоимость вдвое ниже рыночной цены, так что прибыль обеспечена.
ООО «ПРО-инжиниринг» (Новосибирск) выпускает как одно-, так и двуручьевые линии высокой производительности (до 8000м в смену).
Компания «ИНЕО» (Москва), основываясь на опыте ведущих зарубежных фирм, также может предложить свои варианты линий.
Если Вы продолжаете поиск свободной ниши в бизнесе, обратите внимание на изготовление полиэтиленовых пакетов с логотипом.
Косметическое оборудование для салонов красоты. Здесь Вы узнаете, как его выбрать.
На странице http://buisiness-oborudovanie.com/dlya-topliva/oborudovanie-dlya-proizvodstva-drevesnogo-uglya/ можно узнать о производстве древесного березового угля.
Выпуск неметаллической арматуры – бизнес очень перспективный, ведь такая арматура используется очень широко не только в строительстве, но и других отраслях.
Свойства стеклопластиковых стержней интересны
Приобретают такую арматуру не только крупные строительные компании, но и мелкие частники, и аграрии. За неметаллической арматурой — большое будущее.
За неметаллической арматурой — большое будущее.
Видео о производстве стеклопластиковой арматуры
Производство композитной арматуры — АРМАСТЕК
Оборудование по изготовлению композитной арматуры производится по собственной запатентованной технологии, с использованием передовых отечественных и зарубежных разработок. Производственный опыт нашей компании составляет более 10 лет. Наш инженерный состав постоянно совершенствует и развивает технологии производства. Предлагаемое к поставке оборудование выпускается под товарным знаком “АРМАСТЕК”.
При заказе оборудование у нас, Вы также получаете комплексные услуги по организации производства:
— технологию производства (рецептура, руководство по качеству, технологический регламент и т.
— список рекомендуемых поставщиков сырья
— рекомендации по подбору помещения, вентиляции
— монтаж и пуска-налодочные работы
— обучение персонала
— помощь в получение сертификатов и проведению испытаний
— консультация тех.специалистов нашей компании
— гарантийное и постгарантийное обслуживание
При сборке линий мы применяем качественные комплектующие от ведущих производителей. Многолетний опыт производства подтверждает 100% работоспособность нашего оборудования. При желании Вы можете лично убедиться в этом, посетив наше производство.
Наша технологическая линия предназначена для выпуска композитной арматуры (как из стекло-, так и из базальтоволокна) диаметром от 3 до 30 мм.
Основные характеристики линии:
Рабочее напряжение: 380 В / 50-60 Гц;
Потребление электроэнергии: 11,5 кВт;
Габаритные размеры линии (д/ш/в): 17 / 0,8 / 2 мм
Выпускаемые диаметры: 3-30 мм
Производительность: 2-10 п.м./мин
Предлагаемая линия Армастек позволяет одновременно производить до 2-х прутков арматуры. Выпускаемая арматура имеет постоянное сечение, с частым углом намотки, которая обеспечивает прочность связи арматуры с бетоном на 15-20% больше, чем в композитной арматуре, изготовляемой по традиционной технологии.
Выпускаемая арматура имеет постоянное сечение, с частым углом намотки, которая обеспечивает прочность связи арматуры с бетоном на 15-20% больше, чем в композитной арматуре, изготовляемой по традиционной технологии.
Требования к производственному помещению
— Рекомендуемая длина помещения: от 40 м;
— Рекомендуемая высота потолков в помещении: от 3 м;
— Температура воздуха в помещении не ниже 15°С
— Так как в процессе работы линии происходит выделение побочных газообразных продуктов от отверждения полимера и резки арматуры (профиля), для организации безопасной работы персонала, в производственном помещении требуется установка вентиляции, обеспечивающей нормальный воздухообмен и пыле и дымоудаление.
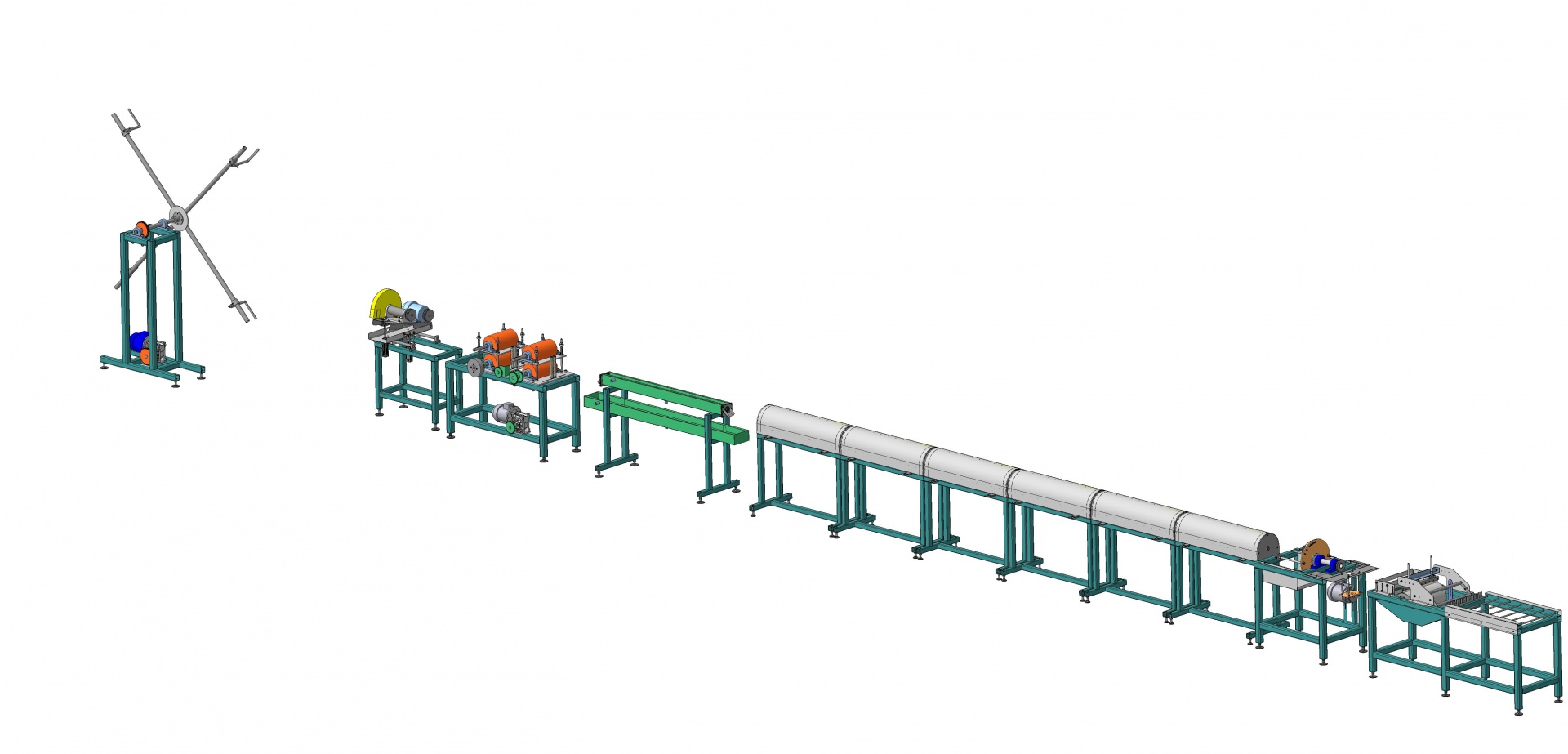
Схема линии
Установка состоит из следующих узлов и агрегатов:
1. Стеллаж для
2. Камера сушки, Пропиточная ванна
3. Формовочный узел – намотчик
4. Полимеризационные камеры
5.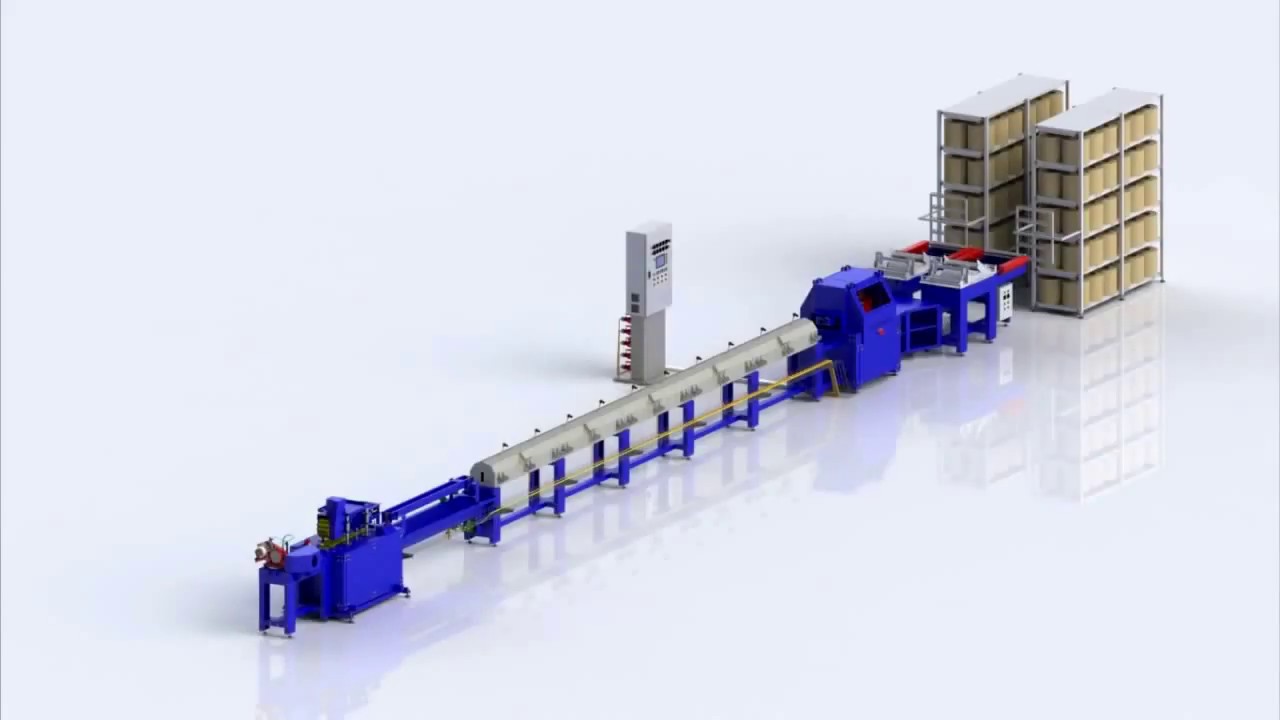 Охлаждающая ванна
Охлаждающая ванна
6. Тянущий механизм
7. Узел
8. Механизм намотки
9. Скрутчик нити
10. Пульт управления
11. Приемник готовой продукции (смотчик или стол для прутков)
При изготовлении арматуры используют следующие материалы
— Ровинг (стеклянный, базальтовый)
— Компоненты связующих на основе эпоксидно-диановых смол
В композитной арматуре ровинг принимает на себя механические нагрузки, а связующее представляет собой матрицу, которая защищает арматуру от воздействия внешней среды.
Наша компания:
* Оказывает консультационную помощь:
— по оптимальному выбору помещений,
— по размещению коммуникаций на производстве
* Оказывает содействие в прохождении испытаний продукции, получения сертификата ГОСТ на продукцию с прохождением аудита производства.
* Предоставляет пакет документов, необходимых для соответствия производственных норм и прохождения всех гос. надзорных инстанций.
В стоимость оборудования уже включены:
— шеф-монтаж оборудования
— пуско-наладочные работы (с отработкой технологического процесса)
— рецептура производства
— обучение персонала
Стоимость линии: цена договорная
Узнать более подробную информацию Вы можете получить, связавшись с нами по телефону + 7 964 190 25 98 или по почте pav@armastek. ru
ru
Линия для производства композитной арматуры
Наш завод вот уже более 7 лет выпускает оборудование для производства композитной арматуры периодического профиля, которая является аналогом традиционной стальной арматуры А3. Данная линия позволяет выпускать композитную арматуру, которая в несколько раз прочнее и легче стальной арматуры, что делает ее по праву товаром XXI века.
Мы производим современное энергоэффективное и надежное оборудование для производства стеклопластиковой арматуры, кроме того, мы совершенно бесплатно обучаем технологии производства и выпускаем на вашем предприятии пробную партию.
На сегодняшний день, строительный рынок активно развивается и начинает широко применять композитные материалы и по прогнозам аналитиков с каждым годом темпы производства будут только расти, а значит потребление стеклопластиковой арматуры будет только расти. Уже десятки компаний организовали производство композитной арматуры и ищут все новые способы ее применения в той или иной отрасли, среди них можете быть и Вы. Рынок композитных материалов динамично развивается на протяжении последних лет.
Рынок композитных материалов динамично развивается на протяжении последних лет.
Мы изготавливаем станки для производства стеклопластиковой и базальтопластиковой арматуры. За годы работы в данной сфере мы накопили колоссальный опыт, что позволяет нам выпускать линии, которые делают весь процесс максимально удобным для конечного потребителя. Выпуск продукции на нашем технологическом оборудовании позволяет получить максимально качественный продукт при минимальных производственных затратах, при этом вся производимая арматура соответствует нормам ГОСТ.
Разберем подробнее, что собой представляет линия для производства композитной арматуры. Скажем сразу, все линии имеют одинаковый принцип работы (как в России, так и во всем мире) и отличаются лишь процессом автоматизации, качеством сборки и исходных элементов.
Производство стеклопластиковой арматуры можно разбить на следующие этапы:
- Подготовка и сушка исходного сырья- стекловолокно или базальтоволокно.
- Пропитка волокна связующим на основе эпоксидных или полиэфирных смол.
- Формирование стержня и нанесение профиля, либо адгезионного (песчаного) покрытия.
- Термообработка, полученного стержня в полимеризационной камере.
- Охлаждение арматуры.
- Нарезка прямых участков, либо сматывания арматуры в бухты.

Основные отличия нашей линии:
- Весь процесс производства контролируется с 1-ного пульта управления.
- Возможность регулировать температуру на всех узлах производственной линии: сушка (подготовки) ровинга, подогрев компаунда, полимеризационные камеры.
- Возможность регулировать шаг навивки профиля (частоту ребер арматуры), а также скорость протяжного механизма.
- Усиленное протяжное устройство, которое состоит из 3-х пар валов с мотор-редуктором повышенной мощности.
- Наличие узла автоматической резки, который позволяет нажатием практически 1-ой кнопки на пульте управления менять длину выпускаемой арматуры.

Наш завод производит оборудование для производства композитной арматуры в 2 исполнениях:
Линия ПКА-1 (один пруток) Основные характеристики линии для производства композитной арматуры: потребление электроэнергии: от 4,5 кВт длина линии: 20,5 м ширина линии: 1,5 м производимые диаметры арматуры: от 4 мм до 25 мм производительность: до 7 м/мин или 10080 м/сутки
Линия ПКА-2 (два прутка)
Основные характеристики линии для производства композитной арматуры: потребление электроэнергии: от 4,5 кВт длина линии: 20,5 м ширина линии: 1,5 м производимые диаметры арматуры: от 4 мм до 25 мм производительность: до 12 м/мин или 17280 м/сутки.
Технические характеристики
|
ПОКАЗАТЕЛЬ |
ЗНАЧЕНИЕ |
|
Масса |
Не более 2500 кг |
|
Диаметр |
от 4 до 25 мм, чем больше диаметр арматуры, тем ниже скорость производства, но тем больше рентабельность продукции |
|
Габаритные размеры |
Длина линии: 18 м + длина стеклопластикого стержня обычно длина 12 м, |
|
Потребляемое напряжение |
380 В |
|
Суммарная мощность двигателя и тэнов |
22 кВт |
|
Рабочая мощность в час |
примерно 7-10 кВт. |
|
Обслуживающий персонал, чел. |
2 |
|
Производство |
Россия |
 ч
ч
Если у Вас остались вопросы свяжитесь с нами, используя любой из удобных для Вас способов из раздела «Контакты» или заполнив форму «Оформить заказ».
Оборудование для производства стеклопластиковой арматуры
Нам удалось в 2 раза сократить срок изготовления (1,5 — 2 месяца в зависимости от выбранной комплектации), а так же имеются следующие линии ЛИСА-1 в высокой степени готовности:
1 линия готова на продажу!
2 линии срок поставки 2 недели!
2 линии срок поставки 4 недели!
По вашему запросу вышлем пакет технической информации по композитной арматуре (проект госта, проект свода правил, стандарты проектирования, маркетинговый анализ рынка композитной арматуры и т. д.).
д.).
С 2013 года компания Машспецстрой выпускает новую усовершенствованную автоматизированную Линию Изготовления Стеклопластиковой Арматуры (ЛИСА) методом протяжки ЛИСА-1, в которой учтен опыт работ нашего оборудования на различных производствах в России и странах СНГ.
В новой линии были доработаны следующие узлы:
- Модернизированный шпулярник с использованием современных материалов
- конструкция ванны с подогревом для улучшения пропитки ровинга связующим из нержавеющей стали со съемным поддоном, догружным валиком
- Усовершенствованный узел обмотчика – с функцией одновременного изготовления жгута и обмотки им стержня арматуры
- Камера полимеризация – компактная с внутренним покрытием из нержавеющей полированной стали, с возможностью применения ИФК нагревателей (для применения различных компаундов)
Дополнительные опции — за дополнительную оплату:
- Возможность комплектации для переработки связующих на аминных отвердителях
- Установка подготовки и подачи связующего – два варианта подачи: ручная и автоматическая
- Бухтователь для смотки арматуры в бухты
 youtube.com/embed/c7HVnGI7pgQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/c7HVnGI7pgQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Характеристики технологической Линии:
| Габариты линии — длина-ширина-высота (м) | 17,3/2,0/1,6 |
| Печь полимеризации, количество секций х длина (м) | 4 х 1,5 |
| Производимые диаметры (мм) | 4…16 |
| Тип связующего | Ангидрид |
| Вид нагрева | ТЭН |
| Тип протягивающего устройства | Валковый |
| Количество одновременно изготавливаемых изделий | 1 |
| Производительность (м/мин) |
8 (Ø4) 2 (Ø16) |
Основные узлы Линии:
| Шпулярник внутренней размотки нитей в сборе (на 60 бабин) | 2 шт. |
| Пропиточное устройство для раздельной пропитки связующим (на 60 нитей) с подогревом ровинга | 2 шт. |
| Устройство формирования профиля (арматуры) со встроенным механизмом скручивания нити | 1 шт. |
| Секция туннельной печи длиной 1500мм в комплекте с опорами | 4 шт. |
| Ванна для водяного охлаждения профиля (арматуры) длиной 2400мм (с циркуляционным насосом в сборе) | 1 шт. |
| Стенд для протяжки профиля (арматуры), 4-х валковый (валки D200х250мм) | 1 шт. |
| Автамотический отрезной механизм с пневматическим приводом и мерным электронным устройством (независимый стенд со шкафом управления) | 1 шт. |
| Шкаф (на стойке) управления с контрольно — измерительной аппаратурой (оснащён разъемами для независимого подключения всех требуемых электропитания модулей) | 1 шт. |
Требования к производственному участку
- Необходимая площадь для установки линии (min): 25м х 4м
- Перепад высот на технологической площадке — не более 40 мм
- Температурный режим не ниже +18°С
- Местная вытяжная вентиляция — для устранения выделяемых газообразных продуктов в процессе работы.
- Электропитание — трех фазный электрический ток напряжением 380В, 50Гц, установленная мощность — 24кВт. Средний расход линии — 12кВт/ч.
- Система внутреннего и наружного освещения
- Оборотная холодная вода. Средний расход одной линии — 0,2 куб.м./ч.
- Потребление воздуха — 150 л/час
- Оснащение системой пожаротушения
Под конкретные габариты цеха готовы видоизменить отдельные узлы линии, что позволит оптимально разместить оборудование.
Производительность по среднему диаметру арматуры 8 мм — 4200 м/сутки технологическая без нарушения технологии по полимеризации, 3750 м/сутки достигнутая производительность с учетом технологических остановок.
Время работы линии составляет 24 часа в сутки с одним техническим перерывом в один час для промывания и технического осмотра линии. Необходимое количество человек в смену на 1 линию — 2 чел.
Возможна помощь в организации поставок необъодимого сырья для производства арматуры.
Линия поставляется с документацией — паспорт, инструкция по эксплуатации. Оказываем поддержку по техническому сопровождению и в отработке производственных процессов изготовления арматуры(помощь в организации поставок необходимого сырья для производства арматуры, подбор рецептур, разработка ТУ, проведений испытаний и получения сертификата соответствия).
Предоставляем гарантийное и постгарантийное обслуживание линии.
Рекомендуемое количество линий от 3 до 10 — для создания эффективного производства, с оптимизацией расходов на обслуживание, персонал, общецеховые затраты на единицу продукции.
Технологический регламент на производство стеклопластиковой арматуры на Линии ЛИСА-1 (1 ручьевая)
| Арматура | Ровинг 2400 | Ровинг 4800 | Ровинг 9600 | Ванна пропиточная | Шпулярник | Производи- тельность линии |
| Диаметр (мм) | Кол-во бобин на 1 ручей | Кол-во шт. на 1 ручей на 1 ручей |
кол-во п.м./мин | |||
| 4 | 9 | — | — | 1 | 1 | 8 |
| 6 | 12 | — | — | 1 | 1 | 5 |
| 8 | 24 | — | — | 1 | 1 | 3 |
| 10 | 41 | 21 | — | 1 | 1 | 3 |
| 12 | 56 | 31 | — | 1 | 1 | 2,5 |
| 14 | 90 | 45 | 24 | 2/1/1 | 2/1/1 | 2,5 |
| 16 | 166 | 59 | 29 | 2/1/1 | 2/1/1 | 2 |
Подробную информацию о приемуществах и применению композитной арматуры можно получить в разделе Стеклопластиковая арматура.
Производители Линии для производства композитной арматуры из России
Продукция крупнейших заводов по изготовлению Линии для производства композитной арматуры: сравнение цены, предпочтительных стран экспорта.
- где производят Линия для производства композитной арматуры
- ⚓ Доставка в порт (CIF/FOB)
- Линия для производства композитной арматуры цена 21.07.2021
- 🇬🇧 Supplier’s Composite Rebar Production Line Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇺🇦 УКРАИНА (5)
- 🇬🇧 СОЕДИНЕННОЕ КОРОЛЕВСТВО (4)
- 🇪🇪 ЭСТОНИЯ (2)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (2)
- 🇬🇪 ГРУЗИЯ (2)
- 🇱🇻 ЛАТВИЯ (2)
- 🇻🇳 ВЬЕТНАМ (2)
- 🇦🇿 АЗЕРБАЙДЖАН (1)
- 🇫🇮 ФИНЛЯНДИЯ (1)
- 🇦🇪 ОБЪЕДИНЕННЫЕ АРАБСКИЕ ЭМИРАТЫ (1)
- 🇳🇱 НИДЕРЛАНДЫ (1)
- 🇹🇲 ТУРКМЕНИЯ (1)
- 🇰🇿 КАЗАХСТАН (1)
- 🇨🇦 КАНАДА (1)
Выбрать Линию для производства композитной арматуры: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Линию для производства композитной арматуры.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Линию для производства композитной арматуры.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Линии для производства композитной арматуры, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Линии для производства композитной арматуры оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Линии для производства композитной арматуры
Заводы по изготовлению или производству Линии для производства композитной арматуры находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Линия для производства композитной арматуры оптом
изделия из прочих стекловолокон (включая стекловату)
Изготовитель детали строительные из пластмасс
Поставщики Прочая арматура изолирующая для электрических машин
Крупнейшие производители Машины и механические приспособления
Экспортеры машины
Компании производители Трубки
Оборудование для производства стеклопластиковой арматуры
Мы хотим предложить оборудование для производства стеклопластиковой арматуры собственного производства с внедрением передовых российских и забугорных разработок. Наш производственный опыт составляет более 5-и лет, а в нашей команде работают спецы c опытом работы в собственной области более 10 лет. Предлагаемое нами оборудование выпускается под торговой маркой ИНЕО™.
Наш производственный опыт составляет более 5-и лет, а в нашей команде работают спецы c опытом работы в собственной области более 10 лет. Предлагаемое нами оборудование выпускается под торговой маркой ИНЕО™.
Видео работы оборудования ИНЕО-3
Заказывая оборудование у нас, Вы получаете всеохватывающие услуги по организации производства, а конкретно: технологию, подбор сырья и поставщиков, расчёт бизнес плана, советы по подбору помещения, вентиляции, получению сертификатов и проведению испытаний.
На наших линиях достигается один из самых высочайший характеристик рентабельности производства за счёт высочайшей производительности и низких издержек.
При сборке полосы мы применяем только высококачественные комплектующие от итальянских и германских производителей (см. список в описании ниже). Потому мы гарантируем 100% работоспособность нашей полосы при неизменной загрузке. Вы сможете лично убедиться в этом посетив создание, работающее на нашем оборудовании.
Наша технологическая линия создана для выпуска композитной арматуры (как из стекловолокна, так и из базальтоволокна) поперечником от 4 до 24 мм.
Главные свойства полосы для производства композитной арматуры:
- Рабочее напряжение: 380 В / 50 Гц;
- Потребление электроэнергии: 4,0 кВт;
- Потребление воздуха: 120 л/мин;
- Длина полосы: 18,5 м;
- Ширина полосы: 0,6 м;
- Выпускаемые поперечникы: 4-24 мм
- Производительность: до 12 м/мин либо 16 500 м/денек.
Предлагаемая линия ИНЕО-3 позволяет создавать по 3 прута арматуры сразу. Выпускаемая арматура имеет неизменное сечение, а для усовершенствованного сцепления с бетоном и сверху посыпается песком. Данное техническое решение является более удачным, т.к. увеличивает надёжность соединения в пару раз за счёт большей площади контакта арматуры.
Данное техническое решение является более удачным, т.к. увеличивает надёжность соединения в пару раз за счёт большей площади контакта арматуры.
Требования к производственному помещению
- Рекомендуемая длина помещения: от 30 м;
- Рекомендуемая высота потолков в помещении: от 3 м;
- Перепад высот на технологической площадке: менее 40 мм;
- Вентиляция: местный отток производительностью более 200 л/мин;
- Температура воздуха в помещении не ниже 16°С
Схема полосы
Наведите курсор на чертеж для более подробной инфы.
hover
responsive
Протягивающее уст-во
top
1
#444444
Отрезное устр-во
bottom
1
#444444
Зона остывания
bottom
1
#444444
Печь полимеризации
top
1
#444444
Уст-во нанесения песка
bottom
1
#444444
Намотчик
top
1
#444444
Печь обогрева
bottom
1
#444444
Ванночка со смолой
top
1
#444444
Обогрев ровинга
bottom
1
#444444
Шпулярник
left
1
#444444
Выяснить стоимость
Комментарий
Менеджер свяжется с Вами для консультации в течении 60 минут!
Выяснить стоимость
Комплектность поставки
Сырье для производства стеклопластиковой арматуры
При помощи нашего оборудования вероятен выпуск композитной арматуры с хоть каким типом армирующих волокон: стекловолокна, базальтоволокна и углеволокна.
В производстве употребляется 2 главных компонента: армирующий материал (ровинг) и связывающий материал (смесь на базе эпоксидной смолы). Соотношение компонент можно оценить как 75 к 25, соответственно. В композитной арматуре ровинг воспринимает на себя механические нагрузки, а связывающее выступает в качестве матрицы, умеренно распределяющей нагрузки по всей длине стержня и защищающей от воздействия наружной среды.
Более всераспространенный вариант рецептуры: ровинг (стеклоровинг, базальтоволокно), эпоксидка, изометилтетрагидрофталевый ангидрид (ИЗОМТГФА), отвердитель (ДЭГ-1), ускоритель (Алкофен). Сходу желаем предупредить, что универсальных систем и пропорций не бывает, т.к. всё находится в зависимости от температуры цеха, влажности, близости поставщиков и т.д. Для четкой рецептуры нужно обратиться за консультацией к технологу.
Вы сможете обратиться к нам за советами по подбору рецептуры и выбору поставщиков сырья для Вашего производства.
Как мы работаем
Заказывая линию по производству стеклопластиковой арматуры у нас, Вы получаете помощь на всех шагах сотворения собственного производства, а конкретно: консультации по выбору помещения, подбору персонала, ТЭО, заказу сырьевых материалов и пр.
В цена нашей полосы уже включены:
- шеф-монтаж оборудования для производства композитной арматуры и пуско-наладочные работы с выпуском опытнейшей партии продукции;
- предоставление рабочей рецептуры и технологии;
- обучение служащих смены и технолога;
- готовый бизнес план, который Вы уже сможете получить
Срок производства полосы: 30 дней.
Выяснить подробную информацию и получить коммерческое предложение c ценой на оборудование для производства стеклопластиковой арматуры Вы сможете связавшись с нами по телефону 8-499-705-06-12 либо по почте [email protected]
Так же Вы сможете получить ответы на нередко задаваемые вопросы и ознакомиться с фото объектов, где применяется композитная арматура.
Выяснить стоимость
Комментарий
Менеджер свяжется с Вами для консультации в течении 60 минут!
Выяснить стоимость
Penoplast Оборудование для производства пенопласта арматуры, полосы, производства
Технология производства стеклопластиковой арматуры | СтеклоПласт
На современных строительных площадках самых разнообразных объектов, сооружений и конструкций все чаще вместо металлической арматуры можно увидеть стеклопластиковые стержни. Альтернативный армирующий материал из композита вызывает немало вопросов: потребителей интересуют состав прутков, особенности применения, характеристики и, конечно же, технология производства стеклопластиковой арматуры.
Альтернативный армирующий материал из композита вызывает немало вопросов: потребителей интересуют состав прутков, особенности применения, характеристики и, конечно же, технология производства стеклопластиковой арматуры.
Основным составляющим производства композитных стержней является ровинг – специальное волокно из стекломассы толщиной 10-20 микрон. Для соединения между собой большого количества стекловолокон в прочный стержень используются специальные смолы. Кроме этого в технологическом процессе изготовления стеклопластиковой арматуры участвуют также ацетон, дициандиамид и спирт этиловый. Если изготавливаются прутки со спиралевидной намоткой, то требуется еще и волокно для обмотки.
Линия по производству композитных стержней
Следует отметить, что процесс изготовления стеклопластиковой арматуры сегодня относится к высокотехнологичным, осуществляется на полностью автоматизированной производственной линии с минимальным участием человека. Линию с непрерывной протяжкой обслуживает оператор, который контролирует процесс, и при этом изготовление арматуры может осуществляться в круглосуточном режиме.
Линию с непрерывной протяжкой обслуживает оператор, который контролирует процесс, и при этом изготовление арматуры может осуществляться в круглосуточном режиме.
- В технологии производства композитной арматуры все начинается с механизма – шпулярника, подающего одновременно около 60 стеклонитей в механизм натяжения.
- После выравнивания напряжения всех волокон нити располагаются в необходимом порядке и соединяются в один поток.
- Далее нити проходят этап термической обработки, где с волокон удаляется лишняя влага, масло, пыль и другие загрязнения.
- Следующим этапом технологии изготовления стержней является погружение волокон в ванну с нагретыми связующими веществами.
- Пропитанные смолами волокна протягиваются через механизм формирующий диаметр будущего стержня. Если производится стержень с обмоткой, то далее следует спиральная намотка волокна.
- В следующей печи смолы, связующие волокна, подвергаются процессу полимеризации.
- На следующем этапе пруток охлаждается и в финале либо подается для сматывания в бухты на специальное устройство либо нарезается на отрезки стандартной длины.

Сотрудничество Волгоградской и Западно-казахстанской областей — 25.05.2021 г. СтеклоПласт на острие!
Производство композитной арматуры — АРМАСТЕК
Армастек предлагает оборудования нового поколения для производства стеклобазальтовых композиционных материалов.
Оборудование производится по собственной запатентованной технологии с использованием передовых отечественных и зарубежных разработок. Производственный опыт нашей компании более 8 лет. Наш инженерный состав постоянно совершенствует и развивает технологии производства. Предлагаемое к поставке оборудование производится под торговой маркой «АРМАСТЭК».
Заказывая наше оборудование, вы также получаете комплексные услуги по настройке производства:
- Технология производства (рецептура, руководство по качеству, технологические регламенты и др. )
- перечень рекомендуемых поставщиков сырья
- рекомендации по выбору помещения, вентиляции
- Монтажные и пусконаладочные работы
- обучение
- помощь в получении сертификатов и проведении испытаний
- консультация технических специалистов нашей компании
- гарантийное и послегарантийное обслуживание
 )
)При сборке линий мы используем качественные комплектующие ведущих производителей.Многолетний опыт производства подтверждает 100% эффективность нашего оборудования. При желании вы можете лично убедиться в этом, посетив нашу производственную площадку.
Наша производственная линия предназначена для производства композитной арматуры (как из стекловолокна, так и из базальтового волокна) диаметром от 3 до 30 мм.
Основные характеристики линии:
- Рабочее напряжение: 380 В / 50-60 Гц;
- Потребление электроэнергии: 11,5 кВт;
- Габаритные размеры линии (д / ш / в): 17 / 0,8 / 2 м
- Доступные диаметры: 3-30 мм
- Производительность: 2-10 пм / мин
Предлагаемая линия Armastek позволяет производить до 2 стержней арматуры одновременно. Выпущенная арматура имеет постоянное поперечное сечение, с частым углом намотки, что обеспечивает прочность соединения арматуры с бетоном на 15-20% больше, чем у композитной арматуры, изготовленной по традиционной технологии.
Выпущенная арматура имеет постоянное поперечное сечение, с частым углом намотки, что обеспечивает прочность соединения арматуры с бетоном на 15-20% больше, чем у композитной арматуры, изготовленной по традиционной технологии.
Требования к производственным помещениям:
- Рекомендуемая длина помещения: от 40 м;
- Рекомендуемая высота потолка в помещении: от 3 м;
- Температура воздуха в помещении не ниже 15 ° С
- Поскольку при эксплуатации линии происходит боковой газообразный выброс от затвердевания полимера и разрезания арматуры (профиля), для организации безопасной работы персонала в производственном помещении необходима вентиляция, обеспечивающая нормальную воздухообмен и пыле-дымоудаление.
Схема линии.
Оборудование состоит из следующих узлов и агрегатов:
- Стойка для гребли
- Сушильная камера
- Пропиточная ванна, механизм натяжения
- Формовочно-намоточная машина
- Распределитель потока
- Панель управления
- Камеры полимеризации
- Модули ступенчатого охлаждения
- Натяжной механизм
- Счетчик длины
- Режущий блок
- Приемник готовой продукции (стол для стержней или намотки)
- Твистер
При производстве арматуры используются следующие материалы
- Ровинг (стекло, базальт)
- Связующие компоненты на основе эпоксидно-диановых смол
В композитной арматуре ровинг принимает на себя механические нагрузки, а связующее представляет собой матрицу, защищающую арматуру от воздействия внешней среды.
Наша компания:
* Оказывает консультационную помощь:
- для оптимального выбора помещения,
- по размещению коммуникаций в производстве
* Оказывает помощь в прохождении испытаний продукции, получении сертификата ГОСТ на продукцию с аудитом производственной площадки.
* Предоставляет пакет документов, необходимый для соблюдения производственных норм и прохождения всех гос. контролирующие органы.
В стоимость оборудования уже включено:
- Шеф-монтаж оборудования
- Пусконаладочные работы (с отработкой технологического процесса)
- рецепт производства
- обучение
Стоимость линии: цена договорная
(PDF) Модернизация технологий и оборудования для производства арматуры из стеклопластика
1340 S.Максимов и др. / Процедура инжиниринга 206 (2017) 1337–1341
4 Максимов С. Ю., Ю. Башкова, А.В. Максимова / Procedure Engineering00 (2017) 000–000
Ю., Ю. Башкова, А.В. Максимова / Procedure Engineering00 (2017) 000–000
5. Выводы
Реализация описанной выше схемы модернизации укладочного агрегата и технологии дозирования
клея при формировании ровинга позволит:
снизить расход полимерного синтетического клея;
Снижение финансовых потерь из-за исключения клеевого баланса массы на дне резервуара и на направляющих роликах
;
Значительно уменьшить испарение легких компонентов синтетического клея и их попадание в воздух
рабочей зоны;
Улучшить производительность линии за счет сокращения времени на очистку деталей и узлов клеевым оборудованием.
Предлагаемая конструкция оборудования реализована в виде компактного независимого модуля, который легко интегрируется
в существующий производственный процесс. Модернизация линии может проводиться одновременно с ремонтом или плановым ремонтом
. В модуле есть возможность установки систем слежения за работой линии в автоматическом режиме. В целом, новая технология
В целом, новая технология
с использованием предложенной схемы размерного прямого дозирования клея при формировании ребристой поверхности армирующей ровницы
обеспечит высококонкурентную доступную продукцию.
Благодарности
Работа выполнена при финансовой поддержке Акта 211 Правительства Российской Федерации, договор № 02.A03.21.0011.
Ссылки
[1] Д. Такер, Э. Этридж, Х. Тутанджи, Производство стекловолокна для армирования лунного бетона, Сборник технических документов — 44-е совещание AIAA
Aerospace Sciences Meeting. 9 (2006) 6335–6343.
[2] M.A. Sawpan, Влияние щелочного кондиционирования и температуры на свойства арматуры из стекловолоконного полимерного композитного материала, Полимер
Композиты.37 (2016) 3181–3190.
[3] W.-Y. Гао, Ж.-Г. Дай, Дж. Тенг, Расчет огнестойкости незащищенных железобетонных балок, усиленных FRP, Материалы и конструкции / Materiaux et
Constructions. 49 (2016) 5357–5371.
[4] Y.-J. Вы, J.-H.J. Ким, С.-Дж. Ким, Ю.-Х. Парк, Методы повышения гарантированной прочности на разрыв арматуры из стеклопластика до 900 МПа с общей объемной долей волокна
, Строительные и строительные материалы. 75 (2015) 54–62.
[5] Х. Хаджилоо, М.Ф. Грин, Прочность связи армированных стекловолокном полимерных стержней в бетоне при высоких температурах, Труды, Ежегодная конференция
— Канадское общество гражданского строительства. 2 (2015) 871–879.
[6] Дж. Клаур, Ф. Де Казо и Базало, А. Нанни, Остаточная прочность железобетонных плит из стеклопластика после пожара, Современные композиты в строительстве
, ACIC 2015 — Труды 7-й двухгодичной конференции по перспективным композитам В разработке. (2015) 96–102.
[7] F.Юань, Ю.-Ф. Wu, C.-Q. Ли, Моделирование пластикового шарнира железобетонных колонн, ограниченных стеклопластиком, Технические конструкции. 131 (2017) 651–668.
[8] Ф. Кнаб, А. Вебер, Дж. Швайнфурт, Безопасное применение стекловолоконной арматуры в гражданском строительстве Советы и примеры для практики, Beton- und
Stahlbetonbau. 110 (2015) 822–831.
110 (2015) 822–831.
[9] Х. Хоникман, М. Нельсон, А. Фам, Исследование связи несъемных структурных форм из армированного стекловолокном полимера с бетоном для настилов
, Протокол транспортных исследований.2131 (2009) 134–144.
[10] Ю. Лян, К. Сан, Ф. Ансари, Оценка повреждений и пластичности балок, подвергнутых последующему натяжению, с гибридными арматурами из стеклопластика (статья), журнал
композитов для строительства. 15 (3) (2011) 274–283.
[11] Г. Фава, В. Карвелли, М.А. Пизани, Замечания по соединению арматуры из стеклопластика и бетона, Композиты, часть B: Разработка. 93 (2016) 210–220.
[12] М. Баэна, Л. Торрес, А. Турон, М. Ллоренс, К. Баррис, Поведение связи между переработанным заполнителем бетона и армированными стекловолокном полимерными стержнями
, Строительство и строительные материалы.106 (2016) 449–460.
[13] К. Чен, Л. Ченг, Усталостное поведение и прогнозирование железобетонных балок, усиленных NSM CFRP, Журнал композитов для строительства
. 20 (2016).
20 (2016).
[14] З. Чжу, В. Ван, Экспериментальное исследование механического поведения кольцевых железобетонных колонн, усиленных текстилем FRP и
ECC, Dongnan Daxue Xuebao (Ziran Kexue Ban), Journal of Southeast University (Natural Science Edition) . 46 (2016) 1082–1087.
[15] Дж.Лю, Ф. Ван, Х. Чжоу, Э. Ван, П. Цао, Исследование прочности на сдвиг арматурных свай из армированного стекловолокном полимера (GFRP) с круглым поперечным сечением
, Tumu Gongcheng Xuebao / China Civil Engineering Journal . 49 (2016) 103–109.
[16] Т.П. Вора, Б.Дж. Шах, Экспериментальное исследование прочности на сдвиг железобетонных балок с арматурой и скобами из стеклопластика, Стальные и композитные конструкции
. 21 (2016) 1265–1285.
[17] С.М. Налить, М. Алам, А. Милани, Улучшенные уравнения связи для армированных волокном полимерных стержней в бетоне, Материалы.9 (2016).
[18] T.T. Akbas, O.C. Челик и др., Монотонное и циклическое сцепление деформированных стержней из углепластика в высокопрочном бетоне, Полимеры. 8 (2016).
8 (2016).
[19] И.А. Казаков, А. Красновский, Влияние функционализированных многослойных углеродных нанотрубок на возможность изготовления композитного стекла.
Арматура из пластика, армированного волокном, Российский журнал прикладной химии. 89 (2016) 1309–1316.
Что такое пултрузия и для чего она используется?
Что такое пултрузия?
Пултрузия — это производственный процесс преобразования армированных волокон и жидкой смолы в армированный волокном пластик, также известный как армированный волокном полимер (FRP).
Процесс пултрузии позволяет непрерывно производить структурные профили из стеклопластика в автоматизированном, энергоэффективном процессе путем протягивания ровницы из стекловолокна через ванну со смолой или пропитку со смолой, которые полностью пропитывают арматуру. Смола затвердевает в нагретой стальной пултрузионной матрице, в результате чего получается прочный и легкий конечный продукт, повторяющий форму матрицы.
Процесс пултрузии
Конструкция машины для пултрузии может отличаться, так как геометрия деталей может отличаться. Два основных типа вытяжных систем, используемых для создания профилей FRP, — это возвратно-поступательные (ручные) и непрерывные (кат-трек).
Два основных типа вытяжных систем, используемых для создания профилей FRP, — это возвратно-поступательные (ручные) и непрерывные (кат-трек).
Ровинги из армирующих волокон размещаются шпулярниками для непрерывной подачи на направляющую пластину. Чтобы обеспечить прочность и качество, армирующие волокна должны точно располагаться внутри готового композита.
Пропитка на основе смолы оптимально разработана для полного пропитывания армирующих волокон в ванне со смолой или смачивания, состоящего из эпоксидной смолы, полиуретана, полиэфира или сложного винилового эфира.Наполнители и другие добавки, такие как красители, ингибиторы горения и УФ-ингибиторы, могут быть включены для улучшения долговечности композита.
Когда арматура выходит из импрегнатора смолой, она проходит через инструменты для предварительной формовки, предназначенные для выдавливания излишков смолы и придания армированию волокном правильной формы. Во время этого процесса часто добавляются такие добавки, как материалы с непрерывными прядями и защитная вуаль для улучшения структуры, устойчивости к коррозии и отделки конечного продукта.
После этого процесса пропитанное смолой волокно проходит через стальную головку для полимеризации. Головку нагревают при постоянной температуре для отверждения термореактивной смолы, в результате чего образуется затвердевший полимер.
Закаленный стеклопластик затем притягивается к пиле системой вытягивания для точной резки до нужной длины. Тяговые замки изготавливаются из уретана, чтобы гарантировать, что затвердевшие профили не растрескиваются, не деформируются или деформируются системой натяжения.
Продукция, изготовленная по данной технологии, широко используется в следующих отраслях:
- В сельском хозяйстве и химической промышленности для изготовления химически стойких к агрессивным средам решетчатых полов с повышенными прочностными характеристиками, применяемых при строительстве животноводческих помещений, химических заводов и т. Д.;
- в строительной отрасли для производства стекловолоконной арматуры, профилей, каркасов, стержней жесткости для окон ПВХ и др . ;
- в аэрокосмической промышленности для изготовления элементов конструкции самолетов;
- в спортивной и туристической отраслях для производства оборудования с повышенными прочностными характеристиками: лыж, лыжных палок, флагштоков полей для гольфа, конструкций палаток и лачуг и т.д .;
- в электроэнергетике для изготовления диэлектрических конструкций, стеклопластиковых стержней, используемых в композитных изоляторах и в качестве несущих конструкций элементов блоков сигнализации, и стеклопластиковых профилей, используемых при производстве трансформаторов и электродвигателей;
- в промышленном производстве с использованием зерен длинноволокнистого формовочного материала (ЛЛМ) в качестве сырья для последующего изготовления конструкций и изделий с повышенными прочностными и химическими свойствами;
- в автомобилестроении для производства конструктивных и сложных деталей автомобилей повышенной жесткости, жесткости и легкости;
- и во многих других отраслях и на заводах, где используются механизмы, конструкции и материалы, соответствующие высоким стандартам химической, диэлектрической и прочностной стабильности.
Основы стекловолокна — Блог о заводах, оборудовании и услугахБлог о заводах, оборудовании и услугах
Композиты — это материалы, состоящие из отдельных компонентов. В совокупности физическая прочность этих материалов превосходит свойства каждого из них по отдельности. В состав композитных ламинатов входят два основных элемента: волокнистое армирование (например, стекловолокно или углеродное волокно) и смола. Эти два элемента предназначены для использования вместе, а не исключительно.В сочетании они соединяются механически и химически, образуя твердую ламинатную деталь, которую невозможно реформировать. Давайте посмотрим на это на примере лодки. Есть много лодок, которые сделаны из стекловолокна, которое начинается с ткани — как длинный кусок ткани, который сворачивается в рулон. Стекловолокно закладывается в форму, из которой создается корпус лодки. В жидкой форме смола катализируется и наносится на стекловолокно в форме. Химически он отверждается и связывается со стекловолокном, выделяя большое количество тепла (так называемое термоотверждение). Хотя задействованы несколько слоев и различные техники, конечным результатом является лодка.
Хотя задействованы несколько слоев и различные техники, конечным результатом является лодка.
Подобно лодке, композиты популярны по ряду причин, но в основном из-за их высокой прочности в сочетании с малым весом. Как правило, их можно адаптировать для различных областей применения и придать им уникальные и сложные формы. Кроме того, они популярны благодаря превосходной устойчивости к большинству сред и могут использоваться большинством производителей без значительных вложений.
Составные термины
Багет
Процесс изготовления детали внутри пресс-формы называется формованием.Обычно предварительно вырезанную арматуру помещают в форму по одному слою и пропитывают смолой. Когда деталь достигнет желаемой толщины и ориентации, ее оставляют для отверждения. После извлечения из формы он будет иметь точную форму поверхности формы.
Ламинирование
Первоначально под ламинированием понималось нанесение тонкого защитного покрытия из смолы и армирования на такую поверхность, как дерево. С тех пор использование этого термина расширилось и теперь включает практически любую готовую композитную деталь, формованную или иную.Текущий пример: «Тестируемая деталь представляла собой 10-слойный ламинат с вакуумным мешком».
С тех пор использование этого термина расширилось и теперь включает практически любую готовую композитную деталь, формованную или иную.Текущий пример: «Тестируемая деталь представляла собой 10-слойный ламинат с вакуумным мешком».
График ламинирования
График ламинирования представляет собой список отдельных слоев и ориентации слоев, используемых для создания составной детали, и обычно определяет вес армирования в унциях и стиль переплетения.
Кастинг
Термин «литье» относится к заливке большой массы смолы в полость. Полость может быть либо формой при отливке деталей, либо наполнителем с тыльной стороны для инструмента при изготовлении самой формы.Крайне важно использовать специальные литейные смолы, которые выделяют меньше тепла во время отверждения и, таким образом, создают меньшую деформацию конечной детали. Для усиления отливки по мере необходимости можно добавлять волокнистые наполнители.
Свойства и стили армирования
Физические свойства композитов являются определяющими. В конечном итоге это означает, что при объединении смолы и волокна их характеристики больше всего соответствуют свойствам отдельных волокон. Например, недостаточно просто усреднить прочность на разрыв ткани и смолы для определения прочности панели.Волокнистая арматура — это компонент, несущий большую часть нагрузки, как показывают данные испытаний. В результате выбор ткани имеет решающее значение при проектировании композитных конструкций. Plant Equipment & Services использует обычный армирующий стекловолокно от RPS. Стекловолокно бывает разных форм и стилей и имеет множество преимуществ.
В конечном итоге это означает, что при объединении смолы и волокна их характеристики больше всего соответствуют свойствам отдельных волокон. Например, недостаточно просто усреднить прочность на разрыв ткани и смолы для определения прочности панели.Волокнистая арматура — это компонент, несущий большую часть нагрузки, как показывают данные испытаний. В результате выбор ткани имеет решающее значение при проектировании композитных конструкций. Plant Equipment & Services использует обычный армирующий стекловолокно от RPS. Стекловолокно бывает разных форм и стилей и имеет множество преимуществ.
Преимущества стекловолокна
Некоторые из многих преимуществ стекловолокна включают:
- большая прочность на сжатие
- отличное сопротивление усталости
- отличное шлифование / механическая обработка
- высокотемпературная
- высокая влагостойкость
- отличная совместимость со смолами
Формы армирования
Стекловолокно можно купить во многих различных формах и стилях плетения.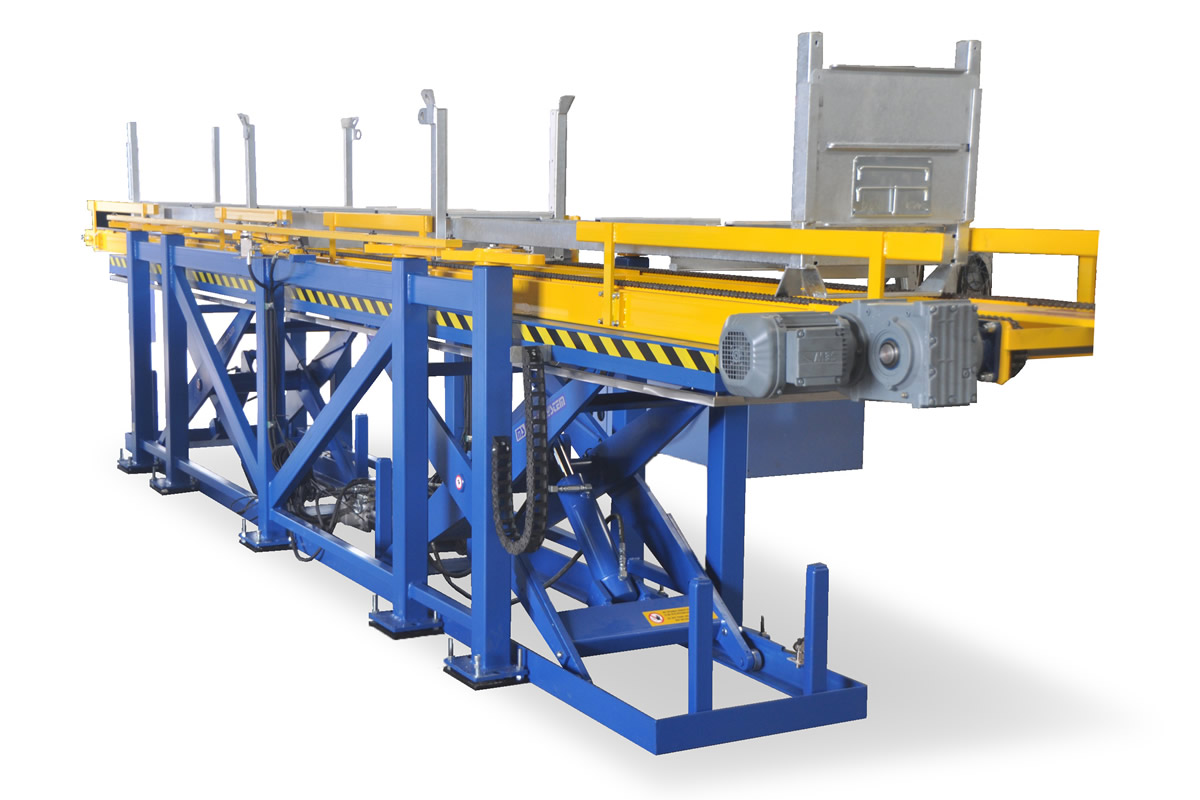 Как правило, он доступен в виде жгутов (чисто однонаправленных волокон), вуаль и тканых материалов. Также предлагается вариант с прессованным ковриком из рубленых прядей.
Как правило, он доступен в виде жгутов (чисто однонаправленных волокон), вуаль и тканых материалов. Также предлагается вариант с прессованным ковриком из рубленых прядей.
Буксировка и ровинг
Стекловолокно в этой форме демонстрирует наивысшие свойства, достижимые для данного семейства волокон. Как правило, они поставляются на катушках, чтобы их можно было подавать в намотчики волокон или разматывать и резать, если они необходимы для избирательного придания жесткости. По мере отверждения смолы волокна должны оставаться в напряжении, иначе механическое преимущество будет потеряно.Изгибы буксируемого волокна необходимо сначала растянуть, прежде чем волокно сможет удерживать нагрузку при эксплуатации. Чем ровнее будет исходное расположение ткани, тем лучше. Используя этот материал, можно наматывать чрезвычайно прочные трубы.
Покровные коврики
Коврики Veil представляют собой тонкие слои непрерывных прядей волокон, которые случайным образом наматываются петлями на рулон стекловолокна. Они имеют консистенцию папиросной бумаги. Фата скрепляется легким скрепляющим материалом. Хотя они не предназначены для использования в конструкции, у них есть две очень важные функции.Коврики-вуали можно помещать в форму непосредственно за поверхностным слоем, чтобы свести к минимуму печать через более тяжелые армирующие ткани, применяемые позже. Другое применение — сэндвич-стержни. Маты-вуали можно размещать непосредственно над сердцевиной для поддержания оптимальной толщины линии склеивания. Он также эффективен для предотвращения стекания излишков смолы в ячейки сотовых заполнителей, когда вакуум не используется.
Они имеют консистенцию папиросной бумаги. Фата скрепляется легким скрепляющим материалом. Хотя они не предназначены для использования в конструкции, у них есть две очень важные функции.Коврики-вуали можно помещать в форму непосредственно за поверхностным слоем, чтобы свести к минимуму печать через более тяжелые армирующие ткани, применяемые позже. Другое применение — сэндвич-стержни. Маты-вуали можно размещать непосредственно над сердцевиной для поддержания оптимальной толщины линии склеивания. Он также эффективен для предотвращения стекания излишков смолы в ячейки сотовых заполнителей, когда вакуум не используется.
Мат из рубленых прядей
С этим материалом все соответствует названию.Обычно волокна имеют длину от трех до четырех дюймов и ориентированы произвольно. Хотя мат из рубленых прядей не является очень прочным материалом из-за короткой длины волокна, он изотропен, что означает, что он одинаково прочен во всех направлениях (мат и наполнители — единственные композитные армирующие элементы, демонстрирующие эту характеристику). Поскольку мат является наименее дорогим материалом, он является наиболее широко используемым. Подходит для изготовления пресс-форм и деталей. Сквозной отпечаток на ткани гелькоута эффективно скрывается за счет случайной ориентации и делает формы одинаково жесткими во всех направлениях.
Ткани
Волокна скручиваются в пряжу, ориентированную всего в двух направлениях, что делает тканые материалы прочным армированием. Соответственно, нити основы и наполнителя проходят под углом 0 и 90 градусов. В результате ткани становятся анизотропными или прочными только в двух направлениях. Ориентация тканей должна быть такой, чтобы волокна пряжи проходили параллельно ожидаемым нагрузкам. Другой слой должен быть добавлен под углом к первому, если требуется дополнительная прочность в другом направлении. Наиболее распространенные углы +/- 45 градусов.
Это лишь некоторые основы стекловолокна. Для получения дополнительной информации о стекловолокне прочтите нашу статью Ремонт стекловолокна с использованием RPS. PES предлагает услуги по ремонту стекловолокна с использованием RPS. Группа компаний «РПС» разрабатывает и производит композитные коррозионностойкие трубопроводные системы и технологическое оборудование. От выбора материала до проектирования компонентов, анализа напряжений, производства, отгрузки, установки и технического обслуживания — PES имеет все необходимые возможности, чтобы вы могли в полной мере реализовать преимущества своей композитной установки.Свяжитесь с нами сегодня по ссылке ниже для получения дополнительной информации!
PES предлагает услуги по ремонту стекловолокна с использованием RPS. Группа компаний «РПС» разрабатывает и производит композитные коррозионностойкие трубопроводные системы и технологическое оборудование. От выбора материала до проектирования компонентов, анализа напряжений, производства, отгрузки, установки и технического обслуживания — PES имеет все необходимые возможности, чтобы вы могли в полной мере реализовать преимущества своей композитной установки.Свяжитесь с нами сегодня по ссылке ниже для получения дополнительной информации!
Основы стекловолокна | Фибер Гласт
Хотите проверить свои знания стекловолокна?
Примите наши основы викторины из стекловолокна!
Введение
- Фото предоставлено IStock Photo.
Композиты — это материалы, состоящие из отдельных компонентов, общая физическая прочность которых превышает свойства каждого из них по отдельности. В случае композитных ламинатов используются два основных элемента: волокнистое армирование (например, стекловолокно или углеродное волокно) и смола. Эти два элемента не предназначены для использования исключительно — они предназначены для объединения. При этом они соединяются механически и химически, образуя твердую ламинатную деталь, которую невозможно реформировать.
В случае композитных ламинатов используются два основных элемента: волокнистое армирование (например, стекловолокно или углеродное волокно) и смола. Эти два элемента не предназначены для использования исключительно — они предназначены для объединения. При этом они соединяются механически и химически, образуя твердую ламинатную деталь, которую невозможно реформировать.
Представьте себе лодку. Многие лодки сделаны из стекловолокна, которое начинается с ткани — как длинный кусок ткани, который сворачивается в рулон. Стекловолокно закладывается в форму, из которой создается корпус лодки.Смола в жидкой форме катализируется и наносится на стекловолокно в форме. Он отверждается и химически связывается со стекловолокном, выделяя большое количество тепла (так называемое термоотверждение). Здесь задействовано несколько слоев и различные техники, но конечный результат — лодка.
Композиты, как и лодка, популярны по ряду причин, но в основном из-за их высокой прочности и небольшого веса. Как правило, их можно адаптировать для различных областей применения и придать им уникальные и сложные формы.Они также популярны благодаря своей превосходной устойчивости к большинству сред и могут использоваться большинством производителей без значительных вложений.
Как правило, их можно адаптировать для различных областей применения и придать им уникальные и сложные формы.Они также популярны благодаря своей превосходной устойчивости к большинству сред и могут использоваться большинством производителей без значительных вложений.
Мы рассмотрим ряд арматур и смол, из которых можно выбрать. Во-первых, давайте взглянем на реальные примеры продуктов из волокон и смол, чтобы вы лучше познакомились с отраслью композитов. После этого мы рассмотрим некоторые основные термины, которые вы услышите при работе с композитами.
Глоссарий составных терминов
Формование: Формование — это процесс создания детали внутри формы.Обычно предварительно вырезанную арматуру помещают в форму по одному слою и пропитывают смолой. Когда деталь достигнет желаемой толщины и ориентации, ее оставляют для отверждения. После извлечения из формы он будет иметь точную форму поверхности формы.
Ламинирование: Ламинирование первоначально относилось к нанесению тонкого защитного покрытия из смолы и армирования на такую поверхность, как дерево. Использование этого термина расширилось и теперь включает практически любую готовую композитную деталь, формованную или иную.Текущий пример: «Тестируемая деталь представляла собой 10-слойный ламинат, упакованный в вакуумный мешок».
Использование этого термина расширилось и теперь включает практически любую готовую композитную деталь, формованную или иную.Текущий пример: «Тестируемая деталь представляла собой 10-слойный ламинат, упакованный в вакуумный мешок».
График ламинирования: Это список отдельных слоев и ориентации слоев, используемых для создания составной детали, и обычно указывает вес в унциях армирования и стиль переплетения.
Отливка: Отливка означает заливку большой массы смолы в полость. Полость может быть формой при отливке деталей или может быть задним наполнителем для инструмента при изготовлении самой формы.Необходимо использовать специализированные литейные смолы, которые при отверждении выделяют меньше тепла и, таким образом, создают меньшую деформацию конечной детали. При необходимости можно добавлять волокнистые наполнители для усиления отливки.
Лепка: Лепка обычно выполняется путем вырезания формы из пенополиуретана и последующего ламинирования поверхности. Это может быть сделано для создания заглушки для процесса формования или для придания формы готовой детали в случае конструкции без формы.
Это может быть сделано для создания заглушки для процесса формования или для придания формы готовой детали в случае конструкции без формы.
Типы, свойства и стили армирования
Физические свойства композитов являются определяющими.Это означает, что при объединении смолы и волокна их характеристики больше всего соответствуют свойствам отдельных волокон. Например, недостаточно просто усреднить прочность на разрыв ткани и смолы для определения прочности панели. Данные испытаний показывают, что волокнистая арматура является компонентом, несущим большую часть нагрузки. По этой причине выбор ткани имеет решающее значение при проектировании композитных конструкций. Сегодня производители выбирают из трех распространенных армирующих материалов, включая стекловолокно, углеродное волокно и кевлар®.Каждый из них имеет различные формы и стили, а также имеет свои преимущества и недостатки, которые следует проанализировать перед тем, как начинать какой-либо проект.
Выше у нас были примеры каждого из наиболее распространенных применений и характеристик. Теперь давайте подробнее рассмотрим их физические свойства.
Ниже приводится таблица, в которой сравниваются относительные свойства армирующих тканей. Легенда гласит: P = плохо, F = удовлетворительно, G = хорошо, E = отлично.
| Технические характеристики | Стекловолокно | Углерод | Кевлар® |
|---|---|---|---|
| Плотность | P | E | E |
| Прочность на разрыв | F | E | G |
| Прочность на сжатие | G | E | P |
| Жесткость | F | E | G |
| Сопротивление усталости | G-E | G | E |
| Сопротивление истиранию | F | F | E |
| Шлифование / обработка | E | E | P |
| Электропроводность | P | E | P |
| Термостойкость | E | E | F |
| Влагостойкость | G | G | F |
| Совместимость смол | E | E | F |
| Стоимость | E | P | F |
Формы армирования
Эти три усиления можно купить во многих формах и стилях плетения. Все три, как правило, доступны в жгуте (чисто однонаправленная форма волокна), вуали и тканых тканях. Стекловолокно также предлагается в виде матов из прессованных рубленых прядей.
Все три, как правило, доступны в жгуте (чисто однонаправленная форма волокна), вуали и тканых тканях. Стекловолокно также предлагается в виде матов из прессованных рубленых прядей.
Буксировка и ровинг
Материал в этой форме демонстрирует наивысшие свойства, достижимые для данного семейства волокон. Как правило, они поставляются на катушках, чтобы их можно было подавать в намотчики волокон или разматывать и резать, если они необходимы для избирательного придания жесткости. Волокна должны оставаться в натянутом состоянии по мере отверждения смолы, иначе механическое преимущество будет потеряно.В процессе эксплуатации изгибы жгута необходимо сначала растянуть, прежде чем волокно сможет выдержать нагрузку. Очевидно, что чем ровнее будет исходное расположение ткани, тем лучше. Используя этот материал, можно наматывать чрезвычайно прочные трубы.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Углеродная буксировка 24k | Carbon Tow (или пряжа) идеально подходит для добавления направленного армирования к вашему композитному ламинату. Буксировка используется для создания галтели на деталях, для усиления лонжерона или в сочетании с измельчителем для создания рубленых графитовых волокон. Буксировка используется для создания галтели на деталях, для усиления лонжерона или в сочетании с измельчителем для создания рубленых графитовых волокон. | |
| Ровинг пистолета | Этот универсальный ровинг можно либо измельчить, либо быстро смачивать и сушить для получения высокопрочных и легких композитов. В сочетании с пневматическим измельчителем его можно использовать в системе распыления, как с наполнением, так и без него. |
Покровные коврики
Покровные маты представляют собой тонкие слои непрерывных прядей волокон, которые случайным образом наматываются петлями на рулон материала.Они имеют консистенцию папиросной бумаги. Легкое связующее вещество скрепляет вуаль. Хотя они не предназначены для использования в конструкции, у них есть две очень важные функции. Во-первых, вуаль можно поместить в форму непосредственно за поверхностным слоем, чтобы свести к минимуму печать через более тяжелые армирующие ткани, применяемые позже. Это тонкое внешнее покрытие также позволяет шлифовать поверхность готовых деталей без врезания в армирующую ткань внизу. Вторая по величине область применения — сэндвич-стержни.Мат-вуаль может быть помещен непосредственно поверх сердцевины для поддержания оптимальной толщины линии склеивания. Вуаль также эффективно предотвращает стекание излишков смолы в ячейки сотовых заполнителей, когда вакуум не используется.
Это тонкое внешнее покрытие также позволяет шлифовать поверхность готовых деталей без врезания в армирующую ткань внизу. Вторая по величине область применения — сэндвич-стержни.Мат-вуаль может быть помещен непосредственно поверх сердцевины для поддержания оптимальной толщины линии склеивания. Вуаль также эффективно предотвращает стекание излишков смолы в ячейки сотовых заполнителей, когда вакуум не используется.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Наплавочный мат из сплошной пряди и вуали | Поверхностный мат может быть добавлен в качестве поверхностного покрытия, чтобы минимизировать просвечивание и минимизировать повреждение структурной ткани при шлифовании или оптимизировать толщину склеивания при использовании с материалом многослойной сердцевины. | |
| Вуаль из углеродного волокна | Использование вуали из углеродного волокна поверх стекловолокна будет лучше работать как проводник электричества, а не как инсоляция. Точно так же использование углеродного волокна поможет блогу RF-сигналов. |
Мат из рубленых прядей
Этот материал как раз и подразумевает название.Волокна обычно имеют длину от трех до четырех дюймов и ориентированы произвольно. Мат из рубленых прядей — не очень прочный материал из-за небольшой длины волокон. Однако он изотропен. Это означает, что он одинаково прочен во всех направлениях (мат и наполнители — единственные композитные армирующие элементы, демонстрирующие это свойство). Мат — это наименее дорогая форма армирования и, следовательно, наиболее широко используемая. Подходит для изготовления пресс-форм и деталей. Произвольная ориентация эффективно скрывает отпечаток ткани через гелькоут и делает формы одинаково жесткими во всех направлениях.Следует отметить, что мат из рубленых прядей совместим только с полиэфирной смолой.
Примеры продукции
Арт. | Описание | |
|---|---|---|
| Мат из рубленого волокна | Мат из рубленых прядей чаще всего используется для придания толщины деталям между слоями ткани. Обычно производители рвут мат из рубленых прядей, а не разрезают его.Это сохраняет длину волокон вдоль разорванного края, создавая более прочное соединение. |
Ткани
Тканые ткани являются сильным армирующим материалом, потому что волокна скручиваются в пряжу, ориентированную всего в двух направлениях. Нити основы и наполнителя проходят под углом 0 и 90 градусов соответственно. Таким образом, ткани анизотропны или прочны только в двух направлениях. Ткани должны быть ориентированы таким образом, чтобы волокна пряжи проходили параллельно с ожидаемыми нагрузками.Если требуется дополнительная прочность в другом направлении, необходимо добавить еще один слой под углом к первому.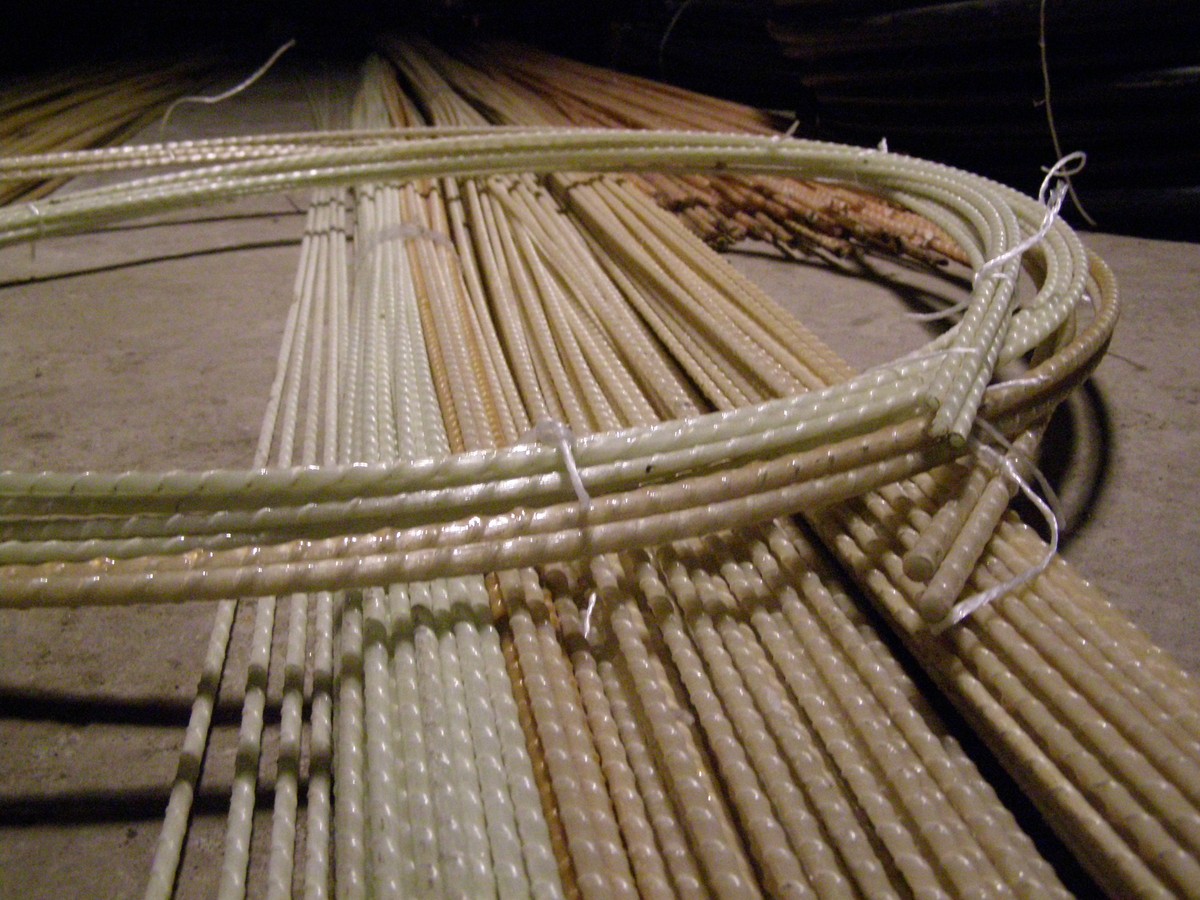 Наиболее распространенные углы +/- 45 градусов.
Наиболее распространенные углы +/- 45 градусов.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Стекловолокно | Стекловолокно — основа композитной промышленности. Он использовался во многих приложениях для композитов с 1950-х годов, и его физические свойства довольно хорошо изучены.Он легкий, имеет умеренную прочность на разрыв и прост в обращении. Стекловолокно используется в широком спектре проектов в отрасли. | |
| Углеродное волокно | Углеродное волокно встречается повсюду, от автогонок до авиакосмической отрасли. Хотя он дороже, чем стекловолокно и кевлар, он может похвастаться самой высокой прочностью на растяжение, сжатие, изгиб и изгиб в отрасли. Углеродное волокно обычно используется для проектов, требующих более высокого уровня прочности, например, для несущих частей. | |
| Кевлар | Кевлар — одно из первых высокопрочных синтетических волокон, получивших признание в промышленности армированных волокнами пластмасс. Кевлар сияет в его стойкости к ударам и истиранию. Кевлар идеально подходит для таких деталей, как каноэ и байдарки, панели фюзеляжа самолетов и сосуды высокого давления, где ожидается сильная ударная нагрузка и истирание. |
Стили тканых материалов
Есть много стилей тканых тканей, из которых можно выбирать.Наиболее распространены ткани с полотняным переплетением, в которых попеременно пересекаются нити основы и наполнителя. Обычные тканые ткани, как правило, наименее податливы, но их легко разрезать и обрабатывать, потому что они нелегко распутываются. Однако их прочность снижается из-за сильного предварительного прихвата ткани, уже присутствующего в ткани. Как указано в разделе «жгуты», волокна обладают максимальной прочностью только тогда, когда они идеально прямые. Частое пересечение нитей снизу и вверх снижает прочность типов полотняного переплетения, хотя они по-прежнему подходят для всех областей применения, кроме наиболее эффективных.
Как указано в разделе «жгуты», волокна обладают максимальной прочностью только тогда, когда они идеально прямые. Частое пересечение нитей снизу и вверх снижает прочность типов полотняного переплетения, хотя они по-прежнему подходят для всех областей применения, кроме наиболее эффективных.
Саржевое переплетение и атласные ткани очень податливы и прочнее, чем полотняное переплетение. При атласном переплетении одна пряжа с наполнителем плавает над тремя-семью другими нитями основы, прежде чем прошиваться под другой нитью основы. Нити этого типа с неплотным плетением идут ровнее и дольше, сохраняя теоретическую прочность волокна. Очевидно, что податливость выше, и эти ткани легко принимают сложные формы. Однако после обрезки они легче распутываются, потому что каждая нить удерживается не так плотно.Саржевое переплетение — это компромисс между атласным и полотняным переплетением, а также часто желаемый косметический эффект «елочка».
Практическое руководство по выбору подкрепления
Прежде чем начинать какой-либо проект, рассмотрите потребность в готовой детали. Насколько жесткой, легкой, износостойкой или устойчивой к повреждениям должна быть деталь или конструкция? Обязательно учитывайте стоимость. Сравните свой список с описанием материалов и таблицей, на которую ранее ссылались, чтобы выбрать лучшую ткань с точки зрения производительности и стоимости.Стекловолокно неизменно приносит пользу почти для каждого проекта.
Насколько жесткой, легкой, износостойкой или устойчивой к повреждениям должна быть деталь или конструкция? Обязательно учитывайте стоимость. Сравните свой список с описанием материалов и таблицей, на которую ранее ссылались, чтобы выбрать лучшую ткань с точки зрения производительности и стоимости.Стекловолокно неизменно приносит пользу почти для каждого проекта.
Как правило, для нанесения защитного слоя на дерево можно использовать любую ткань с полотняным переплетением. Если ламинат предназначен для использования в морских условиях, следует рассмотреть не менее двух слоев. Легкие ткани хороши, если защитный слой должен быть прозрачным, например, на каноэ, построенных из полос. Обычное плетение средней плотности, от шести до десяти унций на квадратный ярд, возможно, является наиболее универсальным. Обычно их называют лодочными тканями, они недорогие, прочные и легко формируются.Они часто сочетаются со слоями мата при изготовлении форм или используются для защиты сердцевины при строительстве без форм.
Атласное и саржевое переплетение для авиакосмической промышленности следует использовать везде, где требуются высочайшие физические свойства.
Выбор смолы
Фото предоставлено IStock Photo. Выбор смолы зависит от совместимости ткани, условий эксплуатации и желаемых характеристик готовой детали. Существует два распространенных типа термореактивной смолы: эпоксидная и полиэфирная.Операции по формованию, формованию, ламинированию и отливке могут выполняться с помощью любой системы. Эпоксидная смола — это система с более высокими характеристиками и более высокой ценой. Он используется в приложениях с критическим весом, высокой прочностью и точными размерами. Полиэфирные смолы менее дороги, более устойчивы к коррозии и более щадящие, чем эпоксидные. По этой причине они наиболее широко используются.
Сложный виниловый эфир — это третий вариант смолы, часто описываемый как нечто среднее между эпоксидной и полиэфирной смолами, поскольку он находится между ними по цене и характеристикам обработки.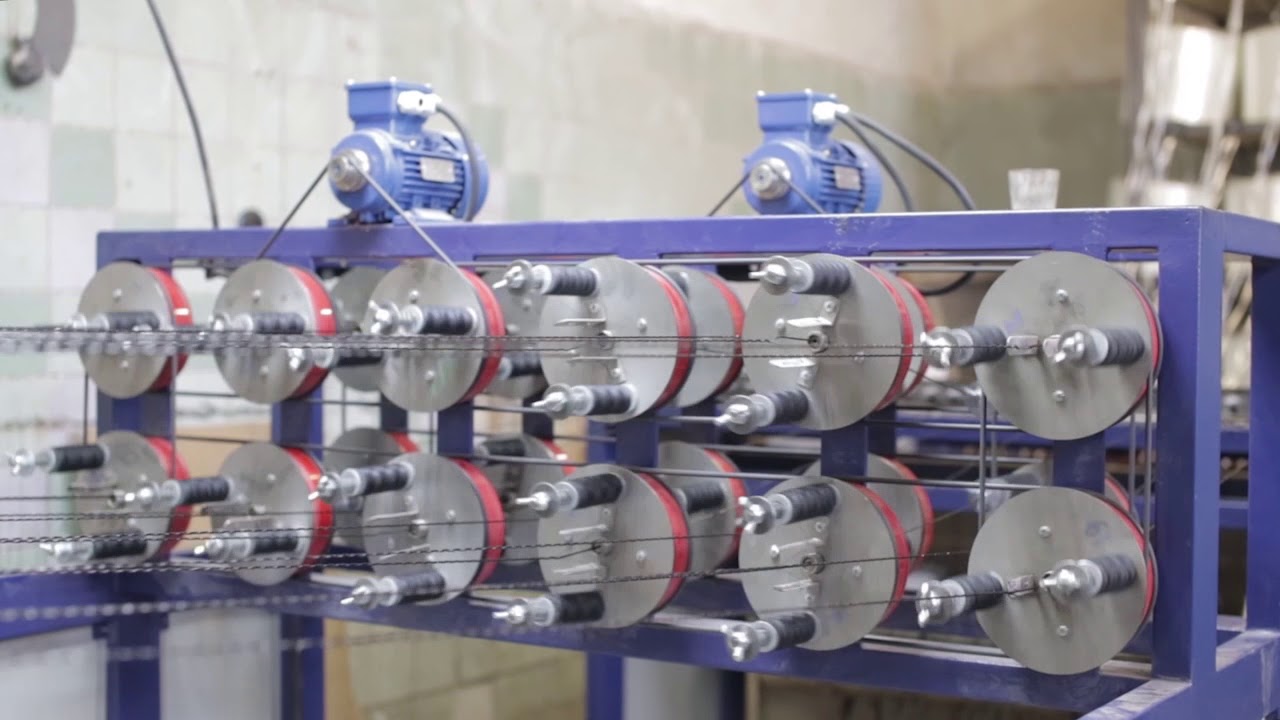 Он обладает отличной стойкостью к коррозии и истиранию, поэтому хорошо подходит для таких применений, как резервуары для хранения химикатов.
Он обладает отличной стойкостью к коррозии и истиранию, поэтому хорошо подходит для таких применений, как резервуары для хранения химикатов.
Некоторые смолы совместимы не со всеми тканями. Например, у Kevlar® часто возникают проблемы с адгезией, поэтому следует использовать эпоксидную смолу или полиэстер высшего качества. Кроме того, маты из стекловолокна имеют связующее, растворимое в полиэфирной основе. Эпоксидные смолы могут растворить это, и никогда не должны использоваться с матом. При разработке проекта тщательно проверяйте совместимость материалов.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Полиэфирная смола | Полиэфирные смолы являются наиболее широко используемыми смолами в композитной промышленности.Полиэфирные смолы менее дороги, обладают некоторой коррозионной стойкостью и более щадящие, чем эпоксидные смолы. Полиэфирные смолы просты в использовании, быстро отверждаются и устойчивы к экстремальным температурам и катализаторам. Полиэфирные смолы просты в использовании, быстро отверждаются и устойчивы к экстремальным температурам и катализаторам. | |
| Винилэфирная смола | Смола на основе сложного винилового эфирасчитается гибридом полиэфира и эпоксидной смолы, что означает, что ее рабочие характеристики, свойства и цена обычно ниже двух других.Виниловый эфир отличается высокой стойкостью к коррозии, температуре и растяжению. | |
| Эпоксидная смола | Для композитных деталей, требующих максимальной прочности, производители будут использовать эпоксидную смолу. Помимо повышенных прочностных свойств, эпоксидные смолы также обычно превосходят полиэфир и сложный виниловый эфир по стабильности размеров и улучшенному сцеплению с другими материалами. |
Ниже приведены некоторые общие рекомендации по выбору смолы:
Применение клея: Если приложение требует адгезионных свойств, настоятельно рекомендуется использовать эпоксидные смолы. Выберите эпоксидную смолу со сроком жизнеспособности, максимально близким к требуемому времени работы. При необходимости измельченное стекловолокно можно смешивать для создания структурной пасты-наполнителя.
Выберите эпоксидную смолу со сроком жизнеспособности, максимально близким к требуемому времени работы. При необходимости измельченное стекловолокно можно смешивать для создания структурной пасты-наполнителя.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки.Это позволяет ускорить процесс изготовления. | |
| Винилэфирная смола | Смола на основе сложного винилового эфирасчитается гибридом полиэфира и эпоксидной смолы, что означает, что ее рабочие характеристики, свойства и цена обычно ниже двух других. Виниловый эфир отличается высокой стойкостью к коррозии, температуре и растяжению. |
Применение пресс-форм: Лучше всего их выполнять с использованием полиэфирной формовочной смолы №77 или любой эпоксидной смолы со средним и долгим сроком службы. Предварительно нарежьте тканевую арматуру и держите ее под рукой. Используйте кисти, ракели и валики для пропитки, чтобы смочить ткань. Для деталей, которые будут использоваться в высококоррозионных средах, выберите нашу изофталевую полиэфирную смолу № 90 или сложную винилэфирную смолу № 1110.
Предварительно нарежьте тканевую арматуру и держите ее под рукой. Используйте кисти, ракели и валики для пропитки, чтобы смочить ткань. Для деталей, которые будут использоваться в высококоррозионных средах, выберите нашу изофталевую полиэфирную смолу № 90 или сложную винилэфирную смолу № 1110.
Примеры продукции
| Деталь | Описание | |
|---|---|---|
| Полиэфирная формовочная смола | Полиэфирная формовочная смола — одна из самых распространенных и популярных смол в отрасли.Он отлично подходит для изготовления деталей общего назначения и для недорогих пресс-форм. Со смолой легко работать, она дешевле по сравнению с другими причинами и не содержит воска, поэтому шлифование между слоями не требуется. | |
| Изофталевая полиэфирная смола | Изофталевая полиэфирная смола имеет гораздо лучшую прочность по сравнению с полиэфирными смолами общего назначения, отлично подходит для создания полиэфирных форм со стабильными размерами, изготовления деталей, которые должны выдерживать сильную коррозию, и прочных материалов для ремонта футеровки резервуаров. | |
| Винилэфирная смола | Винилэфирная смоласчитается гибридом полиэстера и более прочной эпоксидной смолы, а это означает, что ее эксплуатационные характеристики, свойства и цена обычно находятся между двумя другими. Винилэфир отличается коррозионной стойкостью, термостойкостью и вязкостью при удлинении. |
Ремонт общего назначения и тонкое ламинирование: Для этих целей лучше всего использовать смолу общего назначения, смешанную со стирольным воском.Если выбрана эпоксидная смола, используйте версию с коротким жизнеспособностью, которая затвердеет быстрее при нанесении на тонкие участки.
Примеры продукции
| Деталь | Описание | |
|---|---|---|
| Полиэфирная формовочная смола | Полиэфирная формовочная смола — одна из самых распространенных и популярных смол в отрасли. Он отлично подходит для изготовления деталей общего назначения и для недорогих пресс-форм.Со смолой легко работать, она дешевле по сравнению с другими причинами и не содержит воска, поэтому шлифование между слоями не требуется. Он отлично подходит для изготовления деталей общего назначения и для недорогих пресс-форм.Со смолой легко работать, она дешевле по сравнению с другими причинами и не содержит воска, поэтому шлифование между слоями не требуется. | |
| Стироловый воск | Добавление стирольного воска к невощеной полиэфирной смоле предотвратит длительную липкость, связанную с тонкими срезами полиэфиров в композитном материале. Этот воск поднимается на поверхность во время отверждения, после чего его необходимо отшлифовать. | |
| Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки.Это позволяет ускорить процесс изготовления. |
Минимальная деформация: Эпоксидные смолы всегда обеспечивают наиболее стабильные размеры деталей и форм, но можно успешно использовать полиэфирную смолу высшего качества, такую как изофталевая полиэфирная смола № 90.
Примеры продукции
| Деталь | Описание | |
|---|---|---|
| Изофталевая полиэфирная смола | Изофталевая полиэфирная смола имеет гораздо лучшую прочность по сравнению с полиэфирными смолами общего назначения, отлично подходит для создания полиэфирных форм со стабильными размерами, изготовления деталей, которые должны выдерживать сильную коррозию, и прочных материалов для ремонта футеровки резервуаров. | Система 1000 | System 1000 Epoxy — это смола с низкой смешанной вязкостью, которая быстро смачивает армирующие волокна в процессе укладки. Это позволяет ускорить процесс изготовления. |
| Система 2000 | System 2000 Epoxy — это смола для ламинирования светло-янтарного цвета, разработанная для обеспечения максимальной прочности эпоксидной смолы при комнатной температуре. Он часто используется для изготовления высокопрочных деталей, требующихся в конструкционных конструкциях. Он часто используется для изготовления высокопрочных деталей, требующихся в конструкционных конструкциях. | |
Отливка: Толстые секции можно отливать с помощью эпоксидной системы медленного отверждения # 2000/2120 или любой из наших уретановых смол для литья. Стандартные смолы не рекомендуется заливать в массу, достаточно большую для литья.
Примеры продукции
| Деталь | Описание | |
|---|---|---|
| Система 2000 | System 2000 Epoxy — это смола для ламинирования светло-янтарного цвета, разработанная для обеспечения максимальной прочности эпоксидной смолы при комнатной температуре.Он часто используется для изготовления высокопрочных деталей, требующихся в конструкционных конструкциях. | |
| Эуретановая литьевая смола — Shore A | Смолы для литья под давлением уретановые идеально подходят для изготовления четырех деталей и оснастки. Уретановая смола для литья под давлением — Shore A используется для создания жестких, гибких деталей и форм. Уретановая смола для литья под давлением — Shore A используется для создания жестких, гибких деталей и форм. | |
| Уретановая литьевая смола — 75 Shore D | Уретановая литьевая смола — 75 Shore D отлично подходит для изготовления готовых деталей и мелкосерийных оболочек. Она отлично подходит для создания твердых деталей с улучшенными деталями и превосходными косметическими качествами. |
Выбор инструментов
По сравнению с классической обработкой и изготовлением инструментов, для работы с композитами требуется несколько специальных инструментов. Однако есть ряд элементов, облегчающих работу и повышающих качество продукции.
Предметы повседневного спроса, такие как чистые емкости для смешивания, весы и другое измерительное оборудование, качественные ножницы и множество перчаток, — простые предметы, о которых часто забывают. Ракель, щетки и валики — рекомендуемые аппликаторы для пропитывания арматуры смолой. Ракели и валики для пропитки также можно использовать для подачи воздуха из ламината и сжатия слоев ткани. Бритвенные ножи и лобзики нужны для обрезки готовых деталей и форм. Для ускорения резки используйте качественные композитные диски со средним числом зубьев. Механические шлифовальные машины, шлифовальные машины и буферы полезны при выполнении более крупных работ, но работу можно выполнить вручную, если у вас будет достаточно времени и усилий. Последняя рекомендация по оборудованию — это стеллаж для резки ткани для хранения и хранения материала.Стойка поддерживает ткань горизонтально на трубе и может быть изготовлена из простых строительных материалов.
Ракель, щетки и валики — рекомендуемые аппликаторы для пропитывания арматуры смолой. Ракели и валики для пропитки также можно использовать для подачи воздуха из ламината и сжатия слоев ткани. Бритвенные ножи и лобзики нужны для обрезки готовых деталей и форм. Для ускорения резки используйте качественные композитные диски со средним числом зубьев. Механические шлифовальные машины, шлифовальные машины и буферы полезны при выполнении более крупных работ, но работу можно выполнить вручную, если у вас будет достаточно времени и усилий. Последняя рекомендация по оборудованию — это стеллаж для резки ткани для хранения и хранения материала.Стойка поддерживает ткань горизонтально на трубе и может быть изготовлена из простых строительных материалов.
Примеры продукции
| Арт. | Описание | |
|---|---|---|
| Принадлежности для смешивания | Mixing Supplies следует использовать для смешивания смолы с добавками смолы при подготовке к процессу укладки. Чтобы смолы работали правильно, необходимы такие добавки, как катализатор и отвердитель. Другие добавки, такие как наполнители, пигмент и воск, не являются обязательными и выбираются с учетом желаемых характеристик, которые они придают смоле. Чтобы смолы работали правильно, необходимы такие добавки, как катализатор и отвердитель. Другие добавки, такие как наполнители, пигмент и воск, не являются обязательными и выбираются с учетом желаемых характеристик, которые они придают смоле. | |
| Режущее оборудование | Практически каждый проект из композитных материалов потребует некоторой резки, особенно на стадии подготовки. Обязательно выберите ножницы, резаки и вспомогательные приспособления для ткани, которые будут соответствовать качеству композитной детали, которую вы планируете производить. | |
| Средства защиты и чистки | Безопасная и чистая рабочая среда — это первый шаг к созданию успешного композитного ламината. Обязательно планируйте свой проект или ремонт соответствующим образом и принимайте простые меры безопасности для каждого проекта. | |
| Кисти | Простой выбор, который, тем не менее, окажет большое влияние на ваш проект. Кисти помогут пропитать ткань выбранной смолой. Убедитесь, что используемая кисть соответствует качеству вашего проекта. Кисти помогут пропитать ткань выбранной смолой. Убедитесь, что используемая кисть соответствует качеству вашего проекта. | |
| Ракели и ролики | Ракель и валикипозволяют равномерно распределять смолу по ткани и легко удаляют излишки смолы с детали. Неровное покрытие может повредить вашу композитную деталь, но этого легко избежать при работе с соответствующими инструментами. |
Оценка веса материалов и затрат
Точная оценка материала необходима по двум причинам. Во-первых, очевидно, что они нужны для правильного заказа, хранения материалов и проведения торгов по проектам. Что еще более важно, оценки дают возможность рассчитать вес или стоимость детали, используя различные графики ламинирования, прежде чем приступить к сборке.
В отличие от оценки покрытия при покраске, использование смолы будет зависеть от типа используемого армирования. Чем тяжелее ткань, тем больше смолы потребуется для ее смачивания. Хороший ламинат для рук состоит примерно из 50% ткани и 50% смолы по весу. Например, если для приложения требуется 3 квадратных ярда ткани плотностью 4 унции на квадратный ярд (общий вес ткани составляет 12 унций), потребуется 12 унций смолы. Однако, если выбрано 3 ярда ткани по 10 унций на квадратный ярд (общий вес ткани составляет 30 унций), потребуется 30 унций смолы.
Чем тяжелее ткань, тем больше смолы потребуется для ее смачивания. Хороший ламинат для рук состоит примерно из 50% ткани и 50% смолы по весу. Например, если для приложения требуется 3 квадратных ярда ткани плотностью 4 унции на квадратный ярд (общий вес ткани составляет 12 унций), потребуется 12 унций смолы. Однако, если выбрано 3 ярда ткани по 10 унций на квадратный ярд (общий вес ткани составляет 30 унций), потребуется 30 унций смолы.
Стекломат требует минимум 2 унции смолы на каждую унцию мата.Следовательно, если заявка требует 20 квадратных футов мата толщиной 1,5 унции на квадратный фут, потребуется минимум 60 унций смолы. Помните, что мат указывается в унциях на квадратный фут, а ткань — в унциях на квадратный ярд. Рубленый коврик плотностью 1,5 унции на квадратный фут на самом деле весит 13,5 унций на квадратный ярд!
Поскольку существует множество возможных комбинаций материалов, следует рассчитать вес и стоимость одного слоя с использованием различных армирований. Затем они могут быть добавлены или вычтены из теоретического слоистого материала до тех пор, пока не будут достигнуты проектные свойства.
Затем они могут быть добавлены или вычтены из теоретического слоистого материала до тех пор, пока не будут достигнуты проектные свойства.
Рабочий лист для оценки материалов
1) Начните с расчета площади проекта.
Оцените неправильные формы, измерив прямоугольники приблизительного размера, необходимые для определения конических участков. Умножьте длину на ширину для каждого прямоугольника, а затем сложите все отдельные прямоугольники вместе, чтобы получить общую площадь поверхности детали.Если расчет ведется в квадратных футах, разделите на 9, чтобы получить квадратные ярды.
2) Составьте список каждого типа армирования, рассматриваемого для ламинирования.
Умножьте вычисленные квадратные ярды на вес ткани в унциях. Это общий вес одного слоя этого материала. Это также количество смолы, необходимое для его насыщения. Если это известно для 2 или 3 различных типов материалов, можно рассчитать вес и стоимость ламината, изготовленного из любой комбинации этих тканей. Чтобы перевести унцию в фунты, разделите ее на 16. Те, кто не имеет опыта в пропитывании стекловолокна, обычно используют слишком много смолы. Хорошо пропитанный ламинат является однородно полупрозрачным, без «молочных» сухих пятен, но из-за веса и стоимости в нем немного лишней смолы.
Чтобы перевести унцию в фунты, разделите ее на 16. Те, кто не имеет опыта в пропитывании стекловолокна, обычно используют слишком много смолы. Хорошо пропитанный ламинат является однородно полупрозрачным, без «молочных» сухих пятен, но из-за веса и стоимости в нем немного лишней смолы.
3) Рассчитайте использование гелькоута, грунтовки и поверхностной грунтовки.
Все формованные ламинаты, кроме самых легких, требуют гелевого покрытия. Толщина этого гелевого покрытия должна составлять 15-20 мил.
Для гелевого покрытия толщиной 20 мил потребуется один галлон смеси для гелькоута на каждые 80 квадратных футов поверхности формы. Если требуется более светлый поверхностный слой, распылите деталь № 1041-B Duratec Surfacing Primer в форму вместо гелевого покрытия. Его можно наносить более тонким (10-12 мил) и, следовательно, более легким слоем. Duratec также является идеальным финишным слоем для покрытия ламинатов из вспененной фанеры или фанеры.
При покрытии фанеры стекловолокном потребуется дополнительная смола для грунтования древесины. Для большинства видов древесины для этого покрытия потребуется около 3 унций смолы на каждый квадратный фут поверхности. Это в дополнение к смоле, необходимой для пропитывания стекловолокна. Чтобы обеспечить достаточное насыщение, добавьте на 20% больше смолы к первоначальной оценке.
Для большинства видов древесины для этого покрытия потребуется около 3 унций смолы на каждый квадратный фут поверхности. Это в дополнение к смоле, необходимой для пропитывания стекловолокна. Чтобы обеспечить достаточное насыщение, добавьте на 20% больше смолы к первоначальной оценке.
Пример:
Следующий пример поможет прояснить оценку материала, а также охватит некоторые аспекты дизайна.
Начато строительство фанерного катера. Лодка 12 футов в длину, 4 фута в ширину внизу, по 2 борта с каждой стороны.5 футов высотой, транец — 2 на 5 футов. Фанера толщиной три четверти дюйма выдерживает нагрузки, но стекловолокно должно герметизировать и защищать как внутреннюю, так и внешнюю часть лодки. Стекловолокно было выбрано вместо KEVLAR®, чтобы снизить затраты. Сколько материала потребуется, и сколько веса будет добавлено?
1) Начните с расчета площади поверхности каждой детали.
Этаж
12 футов x 4 фута = 48 кв. Футов
Стороны
12 футов x 2,5 фута = 30 кв. футы x 2 = 60 кв. футов
футы x 2 = 60 кв. футов
Транец
2 фута x 5 футов = 10 кв. Футов
Всего
118 кв. Футов
В каждом слое 118 квадратных футов, и слои будут добавлены как внутри, так и снаружи лодки. Затем разделите 118 квадратных футов на 9 квадратных футов, чтобы найти общую площадь в квадратных ярдах на слой. Это преобразование необходимо, чтобы площадь можно было сравнить с весом ткани, указанным в квадратных ярдах.
118 кв. Футов / 9 кв.ft. = 13,5 кв. ярдов
Рассматриваемые ткани имеют полотняное переплетение 10 унций и 7,5 унций. Вес ткани умножается на площадь поверхности, чтобы определить общий вес одного слоя ткани.
10 унций / кв. ярд х 13,5 кв. ярд. = 135 унций. / 16 = 8,5 фунтов / слой
7,5 унций / кв. ярд х 13,5 кв. ярд. = 101,25 унций / 16 = 6,5 фунтов / слой
При соотношении ткань-смола 50/50 смола также будет весить столько же, сколько и ткань.
Поскольку лодка будет использоваться только у песчаных берегов, была выбрана ткань весом 7,5 унций, что позволяет сэкономить 4 фунта на каждом слое. Если бы берег был каменистым, ткань весом 10 унций могла бы быть лучшим выбором для долговечности, несмотря на дополнительный вес.
Если бы берег был каменистым, ткань весом 10 унций могла бы быть лучшим выбором для долговечности, несмотря на дополнительный вес.
2) Рассчитайте весь дополнительный расход смолы и грунтовки, как указано выше.
На фанеру потребуется грунтовка из полиэфирной смолы. Для достаточного покрытия поверхности потребуется 3 унции на квадратный фут площади поверхности.
3 унции. x 118 кв. футов = 354 унции. / 16 = 22 фунта смолы.
Поверхностное покрытие будет создано путем распыления на деталь № 1041-B Duratec Surfacing Primer. Один галлон легко покроет 118 квадратных футов слоем материала толщиной 12 мил.
Заключение
Это руководство предназначено, чтобы помочь новичку осмыслить процесс создания композитного стекловолокна. В связи с недавними достижениями и доступностью других высокоэффективных композитных материалов, некоторые из них также были включены в этот документ.Подчеркивается важность выбора волокна, и в качестве удобного справочного материала приводится таблица, в которой сравниваются сильные и слабые стороны трех доступных армирующих элементов. Разработайте проекты с учетом этих свойств ткани, а затем выберите систему смол, совместимую с тканью и конечными условиями эксплуатации, которые будет видна деталь. Смета материалов также важна в процессе проектирования. Варианты графика ламинирования можно сравнить на этапе проектирования, а ламинат можно адаптировать к условиям эксплуатации и бюджету проекта.Пример трехэтапного процесса оценки материала должен сделать эти оценки безболезненными. Очевидно, что по этим вопросам доступно больше информации, но эти основы демонстрируют легкость, с которой могут быть достигнуты преимущества композитов.
Разработайте проекты с учетом этих свойств ткани, а затем выберите систему смол, совместимую с тканью и конечными условиями эксплуатации, которые будет видна деталь. Смета материалов также важна в процессе проектирования. Варианты графика ламинирования можно сравнить на этапе проектирования, а ламинат можно адаптировать к условиям эксплуатации и бюджету проекта.Пример трехэтапного процесса оценки материала должен сделать эти оценки безболезненными. Очевидно, что по этим вопросам доступно больше информации, но эти основы демонстрируют легкость, с которой могут быть достигнуты преимущества композитов.
История композитных материалов | Мар-Бал, Инк.
История создания композиционных материалов в производстве возникла еще до того, как мы знаем его сегодня. Из г. до н.э. К настоящему времени было разработано различных типов композитов , которые используются для самых разных приложений.
Древние времена
Времена до н. э. положил начало типам композитных материалов, используемых в повседневной жизни.
- Первое известное использование композитов приписывают жителям Месопотамии. Эти древние люди склеивали деревянные полоски под разными углами для создания фанеры в 3400 году до нашей эры. Между 2181 и 2055 годами до нашей эры египтяне использовали картонаж и слои льна или папируса, пропитанные гипсом, для изготовления посмертных масок.
- Около 1500 г. до н.э. строители и ремесленники из Египта и Месопотамии использовали солому для укрепления глиняных кирпичей, керамики и лодок.
- Около 25 г. до н.э., Десять книг по архитектуре описал бетон и выделил различные типы извести и строительных растворов. Интересно, что исследования показывают, что описанный цемент похож и в некоторых отношениях превосходит портландцемент, используемый сегодня.
С древних времен строители, ремесленники, инженеры и производители продолжали разрабатывать композиты из более широкого спектра материалов для более сложных приложений.
1200 х
Примерно в 1200 году нашей эры монголы изобрели первые составные луки, сделанные из комбинации дерева, бамбука, кости, сухожилий крупного рогатого скота, рогов, бамбука и шелка, скрепленных натуральной сосновой смолой.Эти маленькие, мощные, чрезвычайно точные луки были самым страшным оружием на земле до изобретения эффективного огнестрельного оружия в 14 веке.
1800-х гг.
С 1870-х по 1890-е годы химическая революция изменила разработку композитов. Новые синтетические смолы были преобразованы из жидкого состояния в твердое в сшитой молекулярной структуре с использованием процесса, известного как полимеризация. Первые синтетические смолы включали целлулоид, меламин и бакелит.
1900-е годы
В начале 1900-х годов достижения в области химии стимулировали развитие пластмасс.Были созданы такие материалы, как винил, полистирол, фенол и полиэстер, и потребовалось усиление для обеспечения прочности и жесткости.
Полиоксибензилметиленгликольангидрид, или бакелит, как его обычно называют, был разработан бельгийским химиком из Нью-Йорка Лео Бэкеландом в 1907 году. Термореактивная фенолформальдегидная смола, образованная в результате реакции отщепления фенола с формальдегидом, бакелит является одним из первых пластиков, изготовленных из синтетические компоненты. Его непроводимость и термостойкость сделали этот композит широко используемым в промышленных и потребительских товарах, включая электрические изоляторы, корпуса для радио и телефонов, кухонную утварь, ювелирные изделия, стержни труб и детские игрушки.Сегодняшним коллекционерам нравится ретро-привлекательность бакелита.
Термореактивная фенолформальдегидная смола, образованная в результате реакции отщепления фенола с формальдегидом, бакелит является одним из первых пластиков, изготовленных из синтетические компоненты. Его непроводимость и термостойкость сделали этот композит широко используемым в промышленных и потребительских товарах, включая электрические изоляторы, корпуса для радио и телефонов, кухонную утварь, ювелирные изделия, стержни труб и детские игрушки.Сегодняшним коллекционерам нравится ретро-привлекательность бакелита.
В 1993 году, признавая значение бакелита как первого синтетического пластика, Американское химическое общество объявило бакелит национальной исторической химической достопримечательностью.
1930-е годы
В 1930-е годы, признанные самым важным десятилетием в индустрии композитов, были разработаны смолы, которые используются до сих пор. В 1935 году Owens Corning представила первое стекловолокно и запустила производство армированных волокном полимеров (FRP). В 1936 году были запатентованы ненасыщенные полиэфирные смолы. Из-за своих свойств отверждения ненасыщенные полиэфирные смолы сегодня являются преобладающим выбором для производства смол. В 1938 году стали доступны и другие системы смол с более высокими характеристиками, такие как эпоксидные смолы.
В 1936 году были запатентованы ненасыщенные полиэфирные смолы. Из-за своих свойств отверждения ненасыщенные полиэфирные смолы сегодня являются преобладающим выбором для производства смол. В 1938 году стали доступны и другие системы смол с более высокими характеристиками, такие как эпоксидные смолы.
1940-е годы
Необходимость Второй мировой войны перевела отрасль FRP от исследований к производству. В дополнение к свойствам высокой прочности к весу химики узнали, что композиты из стекловолокна прозрачны для радиочастот.Это привело к адаптации этого композита для радиолокационных куполов и другого электронного оборудования.
Первые корпуса лодок коммерческого класса были разработаны в этом десятилетии, хотя они не были развернуты и коммерциализированы до окончания Второй мировой войны.
К 1947 году был прототип и испытан полностью составной кузов автомобиля, что привело к разработке Corvette 1953 года. Для создания этого классического автомобиля использовались преформы из стекловолокна, пропитанные смолой и отлитые в соответствующие металлические штампы. Наступление автомобильной эры привело к появлению нескольких новых методов литья под давлением.Два метода — компрессионное формование листовой формовочной смеси (SMC) и объемной формовочной смеси (BMC) — стали доминирующими формами формовки в автомобильной и других отраслях промышленности.
Наступление автомобильной эры привело к появлению нескольких новых методов литья под давлением.Два метода — компрессионное формование листовой формовочной смеси (SMC) и объемной формовочной смеси (BMC) — стали доминирующими формами формовки в автомобильной и других отраслях промышленности.
1950-е годы
В начале 1950-х гг. Производственные инновации продолжились развитием пултрузии, формования вакуумных пакетов и крупномасштабной намотки волокон. Эти композиты продолжают находить применение и сегодня. Пултрузия используется при производстве линейных компонентов, таких как лестницы и молдинги.Намотка из нити — один из примеров композиционных материалов для авиакосмической промышленности. Он стал основой для крупномасштабных ракетных двигателей, которые способствовали освоению космоса в 1960-х годах и позже.
1960-е годы
В 1961 году было запатентовано первое углеродное волокно, которое через несколько лет стало коммерчески доступным. Углеродные волокна улучшили соотношение жесткости термореактивных деталей к весу, что позволяет использовать их в еще большем количестве приложений, таких как аэрокосмическая промышленность, автомобилестроение, спортивные товары и потребительские товары. В 1960-х годах рынок морских судов был крупнейшим потребителем композитных материалов.
В 1960-х годах рынок морских судов был крупнейшим потребителем композитных материалов.
1970-х и 1980-х годов
В течение следующих двадцати лет рынок композитных материалов развивался. Новый сверхвысокомолекулярный полиэтилен присоединился к другим передовым волокнам, используемым в прорыве в аэрокосмических компонентах, конструкционной и личной броне, спортивном оборудовании, медицинских устройствах и других приложениях.
В 1970-х годах автомобильный рынок превзошел судостроительный рынок и стал рынком номер один — позицию, которую он сохраняет сегодня.
В 1970 году компания Mar-Bal начала производить выключатели по индивидуальному заказу для нескольких применений, в том числе:
- Выключатели электрические
- Моторные агрегаты
- Мелкая бытовая техника
Из этого скромного начала компания Mar-Bal превратилась в наиболее интегрированного поставщика решений для термореактивных композитов на сегодняшний день.
1990-х и 2000-х годов
К середине 1990-х годов композитных материалов стали более распространенными в массовом производстве и строительстве. В качестве экономически эффективной замены традиционных материалов, таких как металл и инженерные термопласты, термореактивные композиты были обычными компонентами в бытовой, строительной, электротехнической и транспортной отраслях.
На потребительском и промышленном рынках наблюдается рост повседневного использования композитных материалов. Распространенные применения, уходящие корнями в это время, живут сегодня как примеры композитных материалов в таких приложениях, как:
- Ручки и ручки
- Атмосферостойкие пятна
- Электрооборудование
- Фурнитура для полюсов
- Электрическая траверса
- Изоляторы
В середине 2000-х годов разработка 787 Dreamliner подтвержденных композитов для высокопрочных и жестких применений, а также постоянное развитие технологий отделки, таких как PVD и THERMTIAL ™, расширили число применений в автомобилестроении, бытовой технике и потребительских товарах.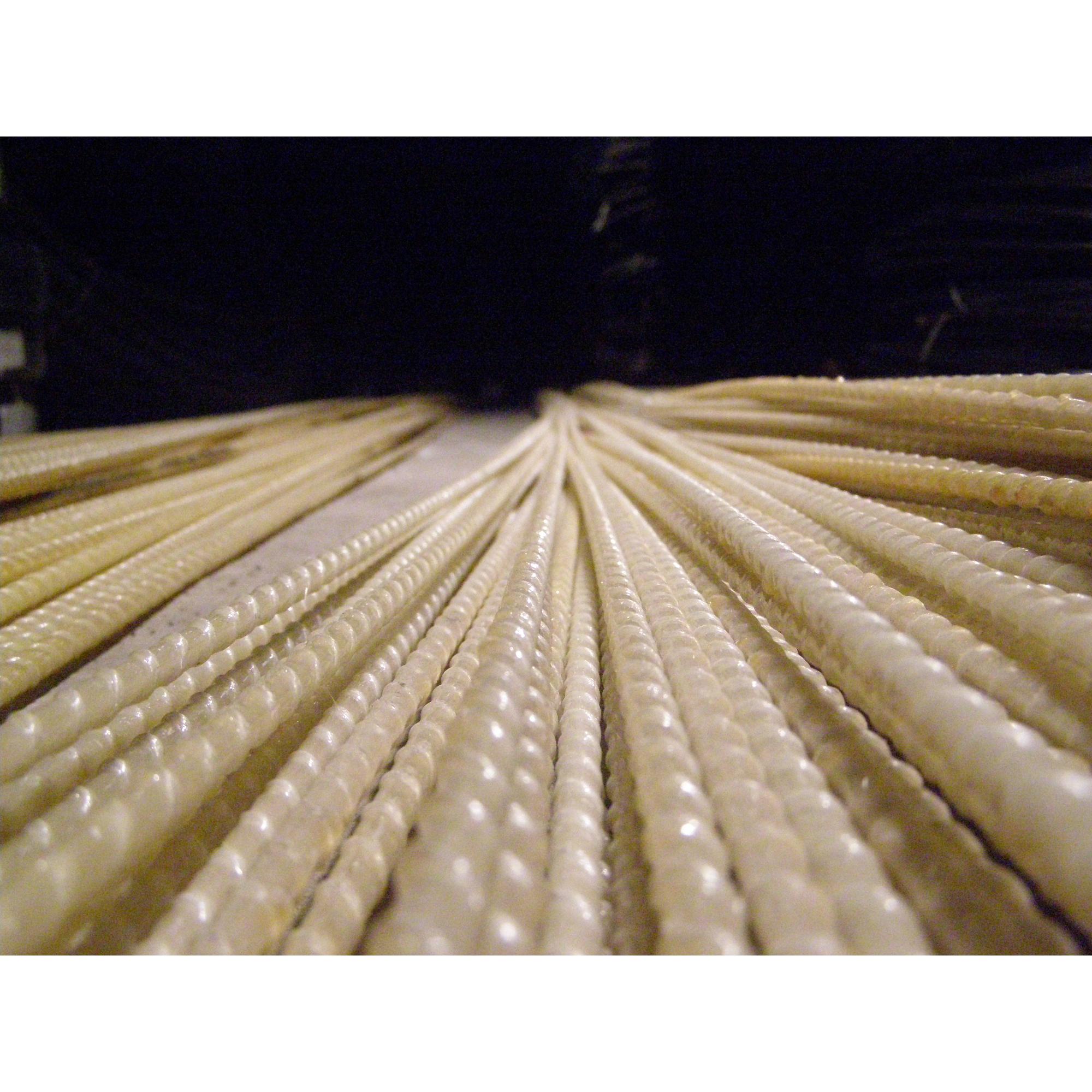 отрасли.
отрасли.
Будущее
Сегодня исследования композитов привлекают гранты от правительств, производителей и университетов. Эти инвестиции позволяют ускоряться инновациям. Специализированные компании, такие как аэрокосмические композитные компании, найдут себе место в отрасли. Две области применения, которые продолжают испытывать инновационный рост, — это композитные материалы для самолетов и композитные листы для использования на море.
Другие материалы, такие как экологически чистые смолы, включающие переработанный пластик и биополимеры, удовлетворяют спрос на более прочные, легкие и экологически чистые продукты.Заглядывая вперед, волокна и смолы, которые еще предстоит разработать, позволят найти еще больше приложений для повседневного и специализированного использования.
Композиты
Композиты состоят из двух составляющих материалов; матрица и армирование. В большинстве композитов используется полимерный матричный материал или смола. Армирующие материалы часто представляют собой волокна, но могут быть измельченными минералами. Обычно в результате укладки получается продукт, содержащий 60% смолы и 40% волокна, тогда как вакуумная инфузия дает продукт с 40% смолы и 60% волокна.Прочность конечного продукта во многом зависит от этого соотношения. Композиты анизотропны и характеризуются модулем Юнга, модулем сдвига и коэффициентом Пуассона. Математика требует тензор второго порядка и до 21 константы свойств материала. Для ортогональной изотропии существует три различных константы свойств материала для каждого отношения — всего 9 констант для описания взаимосвязи между силами / моментами и деформациями / кривизной. Разработка и тестирование композитов может быть сложной задачей. Обычные смолы включают эпоксидную, полиэфирную, виниловую смолу и полимер с памятью формы (SMP).Обычные волокна включают стекловолокно, углеродное волокно и кевлар. Армированные волокном композитные материалы включают материалы, армированные короткими волокнами, и материалы, армированные непрерывными волокнами, которые используются в слоистых или ламинированных структурах.
Обычно в результате укладки получается продукт, содержащий 60% смолы и 40% волокна, тогда как вакуумная инфузия дает продукт с 40% смолы и 60% волокна.Прочность конечного продукта во многом зависит от этого соотношения. Композиты анизотропны и характеризуются модулем Юнга, модулем сдвига и коэффициентом Пуассона. Математика требует тензор второго порядка и до 21 константы свойств материала. Для ортогональной изотропии существует три различных константы свойств материала для каждого отношения — всего 9 констант для описания взаимосвязи между силами / моментами и деформациями / кривизной. Разработка и тестирование композитов может быть сложной задачей. Обычные смолы включают эпоксидную, полиэфирную, виниловую смолу и полимер с памятью формы (SMP).Обычные волокна включают стекловолокно, углеродное волокно и кевлар. Армированные волокном композитные материалы включают материалы, армированные короткими волокнами, и материалы, армированные непрерывными волокнами, которые используются в слоистых или ламинированных структурах.
Типы композитов
- Термопластический полимерный композит, термопласты с короткими волокнами, термопласты с длинными волокнами и термопласты, армированные длинными волокнами
- Арамидное волокно и углеродное волокно в матрице эпоксидной смолы
- Полимерные композиты с памятью формы изготавливаются с использованием армирования волокном или тканью и Полимерная смола с памятью формы в качестве матрицы
- Армированный бетон состоит из рыхлых камней (заполнителя), удерживаемых цементной матрицей с металлическими тросами, добавленными для натяжения бетона
- Композиты с металлической матрицей (MMC) используют металлические волокна для армирования других металлов
Композиты с керамической матрицей предназначены для определения вязкости разрушения, а не прочности.Применения включают кость (гидроксиапатит, армированный коллагеновыми волокнами), металлокерамику (керамику и металл) и бетон. CMC включает асфальтобетон, мастичный асфальт, гибридный мастичный валик, стоматологический композит, синтаксическую пену, перламутр и композитную броню для военных целей.
Спроектированные древесные композиты включают древесноволокнистую плиту, фанеру, ориентированную стружечную плиту, древесно-пластиковый композит, пикрет, пропитанную пластиком или ламинированную бумагу или текстиль, арборит, формику и микарту. Маллит также производит легкие и высокопрочные материалы.
Композитные конструкции укладки включают отверждение препрега с различными сотами или пеной, называемыми сэндвич-структурой. Это более распространенный процесс сборки обтекателей, дверей, кожухов и других частей.
Механические испытания Так как композиты используются для улучшения жесткости и прочности при меньшем весе, они используются в критически важных приложениях, включая военные самолеты, коммерческие самолеты, аэрокосмическую промышленность и т. Д. И поэтому испытания более важны для подтверждения проектных предположений.В этих приложениях особенно важно тестирование. Доступные варианты волокон и матриц, а также смеси, которые могут быть изготовлены из смесей, оставляют очень широкий диапазон свойств, для которых необходимо проектировать.