Гвоздильный автомат АГ4116 от производителя ПАО Долина
Автомат проволочно гвоздильный модели АГ4116 (гвоздильный станок) предназначен для изготовления гвоздей по ГОСТ4028-63 и ГОСТ 4034-63 с конической головкой из светлой низкоуглеродистой стальной проволоки по ГОСТ3282-74. Для тех, кто ищет станок для производства гвоздей АГ4116 является отличным решением.
Для качественной работы данного оборудования мы рекомендуем заказывать пуско-наладочные работы специалистами предприятия!
Серьезный спад экономики толкает предпринимателей к недорогому, но высокорентабельному бизнесу. Интернет пестрит объявлениями типа: купить гвоздильный станок, станок для производства гвоздей цена, гвоздильный станок цена и т. п. Если вы нашли наш сайт, то мы постараемся подробно описать преимущества нашего автомата. И если вы приобретете наш гвоздильный станок, то уверены, что в течении не менее чем 10 лет он будет приносить вам стабильный доход.
Интернет пестрит объявлениями типа: купить гвоздильный станок, станок для производства гвоздей цена, гвоздильный станок цена и т. п. Если вы нашли наш сайт, то мы постараемся подробно описать преимущества нашего автомата. И если вы приобретете наш гвоздильный станок, то уверены, что в течении не менее чем 10 лет он будет приносить вам стабильный доход.
Все модели кузнечно-прессового оборудования, представленные на нашем сайте, могут быть произведены только под маркой ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» — вся выпускаемая продукция сертифицирована и защищена патентами в соответствии с действующим законодательством РФ.
Схема установки автомата АГ4116 на фундамент
- Гарантия 18 месяцев
- Температурный режим до 25 градусов
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
Реальный внешний вид может немного отличаться от изображенного на страницах сайта.
Оборудование для производства гвоздей холодным способом
Комплексная линия для холодной высадки гвоздей, нарезки резьбы и сборки готовых гвоздей в бобины для пневмопистолетов
Применение гвоздей в ленте
Гвозди барабанные для пневмопистолета используются в промышленной цеховой работе при сборке различной деревянной тары. Кровельные гвозди используются при строительных работах для крепления кровельных покрытий зданий. Так же, бывают и специальные толевые гвозди, которые отличаются другим диаметром шляпки и самого стального стержня. Гвозди реечные с круглой шляпкой сваренные на пластиковой ленте с углом наклона 21 градус DIN EN10230 PE-Strips.
Область применения — различные деревянные каркасы, заборы, ограждения, кабельные барабаны, поддоны, деревянное домостроение.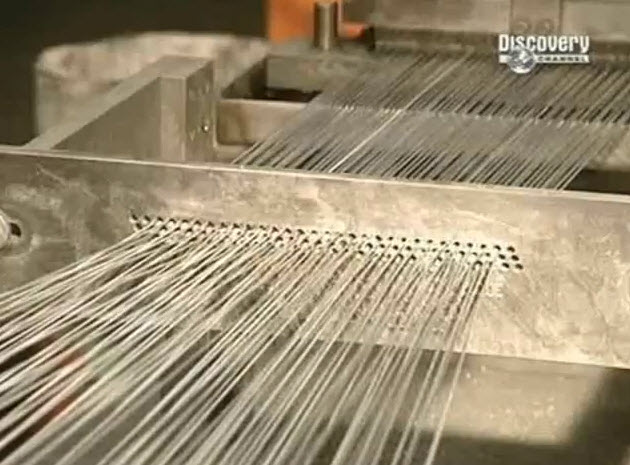 Гвозди реечные с D-образной шляпкой склеенные на бумажной ленте с углом склейки 34 градуса. Основное применение — работа гвоздезабивными инструментами при производстве каркасных конструкций и деревянном домостроении.
Гвозди реечные с D-образной шляпкой склеенные на бумажной ленте с углом склейки 34 градуса. Основное применение — работа гвоздезабивными инструментами при производстве каркасных конструкций и деревянном домостроении.
Тайвань Метиз Альянс предлагает
Состав линии для производства гвоздей в ленте под ключ
Линия состоит из 3х основных компонентов:
- компонент 1. Оборудование для холодной высадки гвоздей.
- компонент 2. Резьбонакатное оборудование для формирования резьбы на гвоздях (например, в случае производства винтовых гвоздей или гвоздей с кольцевой резьбой).
- компонент 3. Оборудование для сварки гвоздей стальной проволокой в барабанную обойму для нейлера (высокоскоростной станок-коллатор).
Особенности оборудования
- Оборудование может поставляться отдельно по частям (компонентам) или под ключ (3 в 1).

- Важной особенностью оборудования является его высокая производительность до 2500 шт/мин
- Срок изготовления линии оборудования под ключ составляет 3-4 месяца.

Высокоскоростное оборудование для холодной высадки гвоздей (компонент 1)
| Модель гвоздильного станка | RG-5G | RG-9G | RG-9G-XZ |
|---|---|---|---|
| Диаметр гвоздя | 2.0 — 3.0 мм | 2.0 — 3.5 мм | |
| Длина гвоздя | 30 — 50 мм | 40 — 90 мм | |
| Производительность | до 800 шт/мин | до 760 шт/мин | |
| Потребляемая мощность | 7 кВт | ||
| Напряжение питания | 3 фазы/ переменный ток 380В / 50~60 Гц | ||
| Габариты оборудования, Д × Ш × В | 1350 × 900 × 1260 мм | 1400 × 1200 × 1100 мм | 1400 × 1200 × 1100 мм |
| Вес нетто | 2300 кг | ||
Комплект оборудования включает:
- разматывающее устройство для проволоки;
- электронный шкаф управления;
- один комплект формовочного инструмента;
- один кожух;
- монтажный комплект;
- инструкция по эксплуатации на русском языке.

Устройство прецизионной подачи проволоки позволяет легко контролировать длину гвоздя.. Погрешность длины каждого гвоздя контролируется в пределах ±0,3 мм. Уникальная комбинация подачи и отвода проволоки после резки позволяет полностью отделять гвоздь от стержня гвоздя для обеспечения максимального качества.
Держатель отрезных ножей имеет специальную конструкцию (маятникового типа), отличающуюся более коротким ходом и малым механическим износом режущего инструмента. Высокая точность реза и защита режущего инструмента — ножи работают без прикосновения друг к другу. Срок службы одного комплекта ножей достигает до 10 миллионов резов. Конструкция позволяет легко настраивать расположение ножей.
Режим двойной высадки — специальная конструкция с двойной матрицей и двойным пуансоном. Зажимные губки с углублением для гвоздей не нуждаются в частой замене и позволяют высаживать красивые, без следов ударов, круглые шляпки гвоздей равномерной толщины и выровненые точно по центру.
Зажимные губки
Пуансон
Отрезные ножи
| Модель гвоздильного станка | RG-13G | RG-15G |
|---|---|---|
| Диаметр гвоздя | 2.5 — 3.5 мм | 2.5 — 4.5 мм |
| Длина гвоздя | 50 — 130 мм | 70 — 150 мм |
| Производительность | до 700 шт/мин | |
| Потребляемая мощность | 14 кВт | |
| Напряжение питания | 3 фазы/ переменный ток 380В / 50~60 Гц | |
| Габариты оборудования, Д × Ш × В | 1500 × 1300 × 1300 мм | 1650 × 1200 × 1300 мм |
| Вес нетто | 3600 кг | 4200 кг |
Комплект оборудования включает:
- разматывающее устройство для проволоки;
- электронный шкаф управления;
- один комплект формовочного инструмента;
- один кожух;
- монтажный комплект;
- инструкция по эксплуатации на русском языке.

В оборудовании применяются комплектующие всемирноизвестных компаний: подшипники NSK (Япония), датчики Omron (Япония), электрические компоненты Schneider (Франция).
Автоматическое высокоскоростное резьбонакатное оборудование для гвоздей RG6-1 (компонент 2)
Технические характеристики
| Производительность | 2400 шт/мин |
|---|---|
| Диаметр гвоздя | 2.1 мм — 4.1 мм |
| Длина гвоздя | 30 — 90 мм |
| Длина резьбы | макс. 80 мм |
| Мощность двигателя | 5.5 кВт |
| Емкость вибробункера | 5 кг |
| Габариты оборудования, Д × Ш × В | 1400 × 1400 × 1600 мм |
| Вес нетто | 1300 кг |
Производительность стандартного комплекта резьбонакатных плашек 100-150 тонн гвоздей. При использовании более твердого материала плашек — стоимость и стойкость будут выше.
При использовании более твердого материала плашек — стоимость и стойкость будут выше.
Комплект оборудования включает:
- бункер для подачи гвоздей;
- панель управления;
- оодин комплект резьбонакатных плашек;
- монтажный комплект;
- инструкция по эксплуатации на русском языке.
Эскиз оборудования
Оборудование для сварки гвоздей стальной проволокой в барабанную обойму для пневмопистолетов производительностью 2500 шт/мин (компонент 3)
Эскиз оборудования RG25
Модель RG25
- приемный механизм
- механизм переключения
- пластина накопления
- механизм прессования
- вибрационная чаша
- загрузочный бункер
- колесо подачи проволоки
- направляющая
- электрический шкаф управления
- колесо накопления
- шкаф для нанесения покрытий
- шкаф управления
- механизм резания
- механизм скручивания в катушку
- диск скручивания
- двигатель
Технические характеристики RG25
- Производительность: 2500 шт/мин
- Диаметр: 2. 10 ~ 3.70 мм
- Длина: 25 ~ 100 мм
- Угол наклона в ленте: 0 и 16 градусов
- Напряжение в сети: 30КВА, 3 фазы/220В/50 ~ 60Гц
- Габариты оборудования (Ш×Д×В): 1500 × 5000 × 1800 мм
- Кол-во гвоздей в обвязке: 200 ~ 400 шт.
 10 ~ 3.70 мм
10 ~ 3.70 ммГотовая продукция — гвозди для пневмопистолета
Гвозди для пневмопистолета, нейлера представляют собой набор по несколько десятков металлических гвоздей, соединенных в специальные бобины или кассеты для укладки в магазин пистолета. Служат для крепления деталей или материалов к основанию. Обеспечивают прочное соединение элементов. Применяются различные связки гвоздей в кассете. Связка проволокой, например, распространена при соединении гладких, винтовых и кольцевых гвоздей в барабанную обойму. А реечные гвозди связывают лентой из пластика или бумаги. Для паллет (они же деревянные поддоны) применяются барабанные гвозди до 400 штук в одной бобине. Для более прочного крепления применяют гвозди с кольцевой накаткой, а гвозди с винтовой накаткой гораздо легче входят в мерзлую древесину. Для работ с металлом или бетоном используют дюбель-гвозди в обойме из пластика. А для тех деталей, у которых место крепления, впоследствии, обрабатывается фрезой на станке, применяют гвозди из алюминия.
Для работ с металлом или бетоном используют дюбель-гвозди в обойме из пластика. А для тех деталей, у которых место крепления, впоследствии, обрабатывается фрезой на станке, применяют гвозди из алюминия.
Пневмопистолет для гвоздей
Пневмопистолет для гвоздей (пневматический нейлер) используется на всех этапах строительства и работ по дереву и бетону: например, от установки силовых конструкций и обрешетки, до монтажа кровли и крепления наличников. Инструмент также применяется при ремонте квартир, установке дверей и подоконников, сборке мебели, изготовлении поддонов, ящиков и других изделий.
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Станок для производства гвоздей: разновидности, характеристики
Изготовление гвоздей – трудоёмкая процедура, которая невозможна без наличия специальных устройств. Однако контроль и обслуживание аппаратуры требует минимум человеческого участия. Сам станок и компоненты для производства гвоздей не отнимут больших денежных средств, а приступить к выпуску изделий можно в маленькой пристройке к собственному дому. Но прежде нужно изучить все качества, и понять тонкости работы с подобной техникой.
Станок для производства гвоздейРазновидности
Перед покупкой агрегата следует учитывать площадь помещения, нагрузку, которая сможет выдержать электросеть, его стоимость и опции. Станки для изготовления гвоздей различаются по следующим параметрам:
- размеры;
- производительность;
- максимальная выдача в день;
- потребление энергии;
- модель;
- сложность техобслуживания.
Для небольшого цеха хватит самых простых промышленных установок с мотором от 5 кВт. Аппараты такого типа могут выпускать 1 тонну продукции за смену, но через 1,5 часа придётся затачивать обрубочные ножи. Всё функционирование проходит в автоматическом режиме, а на выходе получаются 120 мм стержни. Единственное, что требуется делать – периодически менять сырьё и смазывать детали.
Промышленные станки
Для крупного предприятия понадобятся серьёзные агрегаты, с суммарной мощностью двигателя от 20 кВт. На предприятии легко наладить выпуск продукции любых размеров, длинна которых составит 60–300 мм. Следует отметить, что большой завод обязан держать в эксплуатации как простой станок для изготовления гвоздей своими руками, так и профессиональные машины.
Рекомендуется купить оснащение для ремонта, сделать на рабочем месте хорошее освещение, обзавестись запасными комплектующими. Это позволит качественно и бесперебойно вести технический процесс. Стоит внимательно отнестись к изучению параметров, ведь не каждый автомат для производства гвоздей обладает высокими свойствами, а его габариты могут оказаться слишком крупными для промышленного здания.
Характеристики и обслуживание
АГ4116 можно назвать одним из популярнейших конвейеров. В работе используется стальная проволока, диаметр которой составляет 0,8–8,0 мм. Она продаётся в бобинах от 5 до 1000 кг. Такая версия весит около тонны, обладает габаритами 195х116х106 см, оснащён асинхронным трёхфазным двигателем с короткозамкнутым ротором (4А112М4У3). Производительность устройства достигает до 500 ед. продукции в минуту. Также на этой установке можно использовать и оцинкованные нити из металла. Она заметно отличается прочностью и упругостью.
- Станок для производства гвоздей АГ4116
- Схема устройства автомата АГ4116
Азовские машины тоже имеют прекрасные показатели:
- длинна, ширина и высота сооружения – 150х190х110 см;
- вес – 2900 кг;
- электромотор – 5,5 кВт;
- объёмы в минуту – 525 шт.
Этот станок по производству гвоздей выпускает строительные метизы с толщиной окружности 0,5 см, и протяжённостью до 15 см. Отличительной чертой такого механизма является регулировка продольного размера стержня. Для его полноценного функционирования, как и для большинства конвейеров, потребуется напряжение в 380 В.
Некоторые прототипы таковой техники сильно вибрируют во включённом состоянии. Поэтому важно правильно установить её на полу.
Монтаж должен проводиться на бетонном основании, а ножки фиксироваться анкерными крепежами.
Более лёгкий подход – использование шайб, которые гасят вибрацию. Если этого не сделать, постоянное вибрирование приведёт к ослаблению болтов, и гвоздильный станок со временем придёт в негодность.
В порядок сервисного ухода входит и смазка действующих элементов: на панели имеется карта смазки, на которой указаны все места для заливки специализированного масла. Делать это нужно обязательно, чтобы не заклинило движущиеся звенья аппарата.
Процесс выделки
В выключенную станцию заряжается проволока для гвоздей, однако, перед зарядкой необходимо в ручную открыть матрицы. Делается это простым поворотом махового колеса. Затем требуется правильно разместить её на наковальне, и резким движением прокрутить маховик. Это действие приведёт к резке компонента. Таким же способом (вращением шкива) подводится приспособление для штамповки шляпок.
Процесс изготовления гвоздя
Выделка происходит по такому же принципу, только оборудование, предназначенное для производства гвоздей, функционирует автоматически: зажимом выравнивается материал, ударом молота делается шляпка, разрезается и затачивается штырь.
Важный момент – выбор сырья. Часто используют металл круглого сечения, без покрытия. На его поверхности не должно быть трещин и окислов.
Однако небольшие вмятины вполне допустимы, и такая проволока подойдёт для производства гвоздей. Главное, чтобы применялся материала с содержанием углерода не более 0,25%.
Иногда в промышленности используют квадратные или спиральные стальные нити, но готовый товар слабо востребован, и с её реализацией возможны проблемы.
Советы по подбору
Не следует думать, что такие станции подойдут исключительно для заводов. В домашних условиях также есть возможность заняться деятельностью в этой сфере. Да, законодательство запрещает заниматься подобным бизнесом в жилой квартире, но маленький гараж или другое небольшое строение шикарно подойдут для этого. В крайнем случае можно взять промышленную площадь в аренду.
Существует два варианта выбора:
- Покупка у поставщика. Данный подход является самым безопасным, ведь покупателю дают гарантию, новая установка будет иметь больший ресурс, компания поможет с доставкой товара. Также человеку могут предоставить бесплатное сервисное обслуживание. Однако этот вариант будет более затратным.
- Приобретение б/у. Чтобы грамотно выбрать станок для производства гвоздей, необходимо найти специалиста, который проведёт диагностику. Проблемы с доставкой ложатся на покупателя, и уверенности в дальнейшей бесперебойной работе нет. Но и цена на использованные механизмы на 35-45% ниже.
Желательно покупать прибор, который будет создавать востребованный материал, и с такой задачей справиться даже мини станок для производства стандартных гвоздей.
В цеху по производству гвоздей
Много споров возникает среди любителей отечественных и зарубежных производителей: одни говорят, что лучше покупать всё «наше», другие высказывают обратные домыслы. Но, в большинстве случаев, разница только в цене. Основная масса оснащений из этой сферы отлично справляются со своими обязанностями. Даже старые экземпляры работают по сей день.
Гвоздильный автомат АГ4116 — цена, отзывы, характеристики с фото, инструкция, видео
Гвоздильный автомат станок АГ4116 предназначен для изготовления строительных гвоздей по ГОСТ 4028-63 и гвоздей тарных с плоской головкой ГОСТ 4034-63 из низкоуглеродистой стальной проволоки ГОСТ 3282-74.
Гвоздильный автомат АГ 4116 также можно использовать для изготовления гвоздей из цветных металлов и сплавов с временным сопротивлением от 50 кг/мм до 100 кг/мм.
Гвоздильный автомат укомплектован размоточным устройством для установки мотков проволоки до 1500мм
Используемый материал для производства гвоздей:
Горячекатанная проволока стальная светлая низкоуглеродистая общего назначения по ГОСТ 3288-74, термически необработанная с dв=800 МПа в бунтах и катушках весом до 1000 кг.
Технологический процесс изготовления гвоздей:
- Правка проволоки в правильно-роликовом устройстве.
- Подача на размер гвоздя.
- Зажим проволоки.
- Отрезка проволоки и сброс гвоздя.
- Высадка головки гвоздя
- За один ход высадочного ползуна получается один гвоздь.
Справочные данные о весе гвоздей:
Гвозди строительные ГОСТ 4028-63:
- Вес, масса строительного гвоздя 2,5х50 — 0,00187 кг
- Вес, масса строительного гвоздя 2,5х60 — 0,00223 кг
- Вес, масса строительного гвоздя 3х70 — 0,00377 кг
- Вес, масса строительного гвоздя 3х80 — 0,00433 кг
- Вес, масса строительного гвоздя 3,5х90 — 0,0066 кг
- Вес, масса строительного гвоздя 4х120 — 0,0115 кг
- Вес, масса строительного гвоздя 4х100 — 0,0095 кг
Общий принцип работы станка для производство гвоздей (гвоздильного автомата АГ4116)
От электродвигателя через клиноременную передачу, вращательное движение передается на коленчатый вал, с которого посредством шатуна передается возвратно-поступательное движение на ползун, на котором находится высадочный пуансон. На коленчатом валу насажены две конические шестерни, с которых движение передается на боковые валы и с помощью эксцентриков на обрубные ножи.
С помощью планшайбы, насаженной на коленчатый вал, движение передается на механизм подачи, с помощью которого осуществляется подача проволоки в механизм зажима. Проволока в механизм зажима подается механизмом подачи через рихтовочные ролики устройства правильного.
Проволока через рихтовочный механизм подается механизмом подачи в механизм зажима, где происходит зажим проволоки с помощью подвижной и неподвижной матриц, после чего происходит отрезка изделия, сброс готового изделия осуществляется сбрасывателем 12, затем обрубной нож расходится и происходит высадка головки гвоздя. Цикл повторяется.
| Характеристика | Значение |
|---|---|
| Наименьший диаметр гвоздя, мм. | 1,8 |
| Наибольший диаметр гвоздя, мм. | 4,0 |
| Наименьшая длина гвоздя, мм. | 32 — 3 |
| Наибольшая длина гвоздя, мм. | 120 -6 |
| Производительность автомата, шт./мин. | 300 … 400 |
| Ход ползуна механизма высадки, мм. | 150 |
| Ход матрицы, мм. | 2,0 |
| Ход обрубных ножей, мм. | 30,0 |
| Ресурс работы автомата без переточки обрубных ножей, час. | ~ 1,5 |
| Габаритные размеры автомата, мм. | 1950х1160х1060 |
| Габаритные размеры разматывающего устройства, мм | 1512х1512х1206 |
| Масса АГ4116 автомата, кг. | 1050 |
| Масса разматывающего устройства, кг. | 218 |
| Электродвигатель: | 4А112М4У3 |
| Мощность электродвигателя, кВт | 5,5 |
Станок для производства гвоздей
СодержаниеОсновная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.
Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.
Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
к меню ↑
Работа станка по производству гвоздей (видео)
к меню ↑
Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.
Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
к меню ↑
Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.
Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.
Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Бизнес на производстве гвоздей. Запускаем свое мини цех.
Часто начинающие предприниматели ищут идеи для небольшого производства, в которое можно было инвестировать до $15000 и начать получать прибыли. Можно сказать одно, в таком случае вам нужно ориентироваться на популярный товар, чтобы сразу сбывать продукцию и получать свою прибыль. Одним из таких направлений деятельности является бизнес по производству гвоздей. Данные крепежные материалы просто не заменимы в любом хозяйстве и используются повсеместно. Для того чтобы запустить собственное мини-производство гвоздей, нужен совсем небольшой стартовый капитал. Так б/у станок обойдется в сумму около $7000 — $8000. В качестве помещения можно арендовать либо гараж, либо небольшой бокс, достаточно будет площади размером 35 – 40кв.м.
Один сотрудник за месяц упорной работы может изготовить до 18 тонн гвоздей.
Давайте более детально рассмотрим основные шаги построения этого бизнеса и налаживания каналов сбыта готовых изделий.
Ассортимент товара
Содержание статьи
Ниже приведен список и примерная стоимость наиболее популярных типов гвоздей.
- Мебельные — от $1,7 за кг.
- Машинные со скошенным острием — от $2.4 за кг.
- Ершенные оцинкованные гвозди — от $1,5 за кг.
- Ершенные в кассетах — от $2 за кг.
- Ершенные с конической головкой — от $1,75 за кг.
- Финишные гвозди — от $2,3 за кг.
- Гвозди с большой головкой — от $2,65 за кг.
- Толевые оцинкованные — $2,2 за кг.
- Строительные оцинкованные — от $1,1 за кг.
- Шиверные — от $1,7 за кг.
- Толевые черные — от $1,5 за кг.
- Винтовые гвозди, оцинкованные с винтовой шляпкой — от $2,3 за кг.
Также эти гвозди разделяются по формату, а именно по длине и толщине. Для каждого типа используется своя технология изготовления, поэтому еще на старте важно определиться с форматом. В этом бизнес плане цеха по производству гвоздей, мы будем рассматривать классический вариант этих изделий, который наиболее распространен на рынке строительных материалов.
Запустите свое дело по производству полиэтиленовых пакетов. Оборудование, технология, сырье и инвестиции. Полезные советы.
Оформление документов
Для ведения легального бизнеса, вам нужно будет оформить все соответствующие документы.
Если вы будете работать только с физическими лицами, тогда достаточно оформится как ИП, если же планируете сотрудничать с юр. лицами, без регистрации ООО не обойтись.
На рабочее помещение нужно будет получить разрешения в местных СЭС и пожарного надзора.
Если планируете нанимать работника, его также нужно оформить на работу.
Не забудьте заключить договор аренды на помещение, или же договор купли продажи.
Технология производства гвоздей
Одним из главных плюсов бизнес по изготовлению гвоздей является простота технологии, которая используется. Покупая оборудование, вы получаете готовую линию, которая требует минимального ручного труда, а на выходе будет качественное изделие. Таким образом, вы даже можете не нанимать персонал, или же сам процесс обучения нового работника займет совсем немного времени. Это не высококвалифицированный труд и соответственно на заработной плате можно также экономить.
Основные шаги в процессе производства классических гвоздей:
1.) На первом этапе проволока выпрямляется и подается в аппарат.
2.) Материал фиксируется на станке и обрезается на заготовки согласно выставленным на станке значениям.
3.) Создание шляпы и острого конца гвоздя.
4.) Перемещения готового изделия в контейнер.
Важно учитывать и различные нюансы данной технологии. К примеру, если вы планируете изготавливать оцинкованные гвозди, то нужно в качестве сырья изначально подавать оцинкованную проволоку. Данная технология может немного отличаться в зависимости от типа изделия.
Выбор сырья
Нужно учитывать, что производство гвоздей, как бизнес строиться на качественном сырьевом материале. Ведь именно от прочности крепежных изделий и качества их исполнения будет зависеть и репутация вашей фирмы. Оптовики будут обращать на этот показатель основное внимание, поскольку они не заинтересованы продавать клиентам не качественные гвозди, поэтому этому моменту уделите особое значение. Лучше всего самостоятельно проверять сырье при поставке по всем параметрам, и если что-то не так возвращать его обратно.
Проволока, из которой изготавливают гвозди, продается в мотках от 500 кг до 1.8 тонны. Доставку обычно осуществляют поставщики. Найти их можно через интернет, лучше всего съездить к ним на базу и самому увидеть сырье, пообщаться с менеджерами, и договориться о сотрудничестве.
Если говорить о цене на сырье, то она в среднем равна $430 — $600 за тонну.
В качестве сырья для изготовления гвоздей выступает проволока из стали марок: Ст 1 КП, Ст 2 КП, Ст 3 КП и другие.
Также не забудьте об упаковочном материале. Обычно для этого выбирают либо деревянные ящики, либо боксы из твердого картона. Тут важно смотреть на цену и функциональность использования различной упаковочной продукции.
Оборудование для цеха
Сейчас на рынке оборудования для запуска бизнеса в формате мини производства гвоздей существует огромный выбор различных установок и приспособлений. Вы можете выбрать как полуавтоматические ручной станок, так и полностью готовую линию, которая в конечном результате даже будет упаковывать готовые изделия.
Стоимость оборудования будет зависеть от производителя. Есть как зарубежные, так и отечественные линии, которые по своей технологии очень схожи, но отличаются либо сроком эксплуатации, либо более высокими показателями качества итоговых крепежных элементов. Если на старте бизнеса ваш бюджет ограничен, то можно либо покупать новые отечественные станки, либо смотреть в сторону б/у установок зарубежных изготовителей.
При выборе можно выделить несколько основных параметров:
- мощность оборудования. Тут показателем является количество гвоздей в шт. за час работы оборудования.
- возможность работать с проволокой различного диаметра.
- регулировка длины итогового изделия от 15 до 120 мм.
- срок эксплуатации.
- подверженность ремонту.
При закупке оборудования нужно ориентироваться на собственные средства. Можно закупить новый проволочно-гвоздильный автомат либо же взять б/у аппарат.
Цены на новое оборудование начинаются от $22 000, б/у обойдется в $7000 — $8000. Тут стоит отметить один важный момент, что существует два вида станков:
1.) Аппараты с фиксированными размерами производимых деталей. Так для примера могут быть: диаметр 1,2 – 2,8мм, а длинной 9 – 50мм, или же 1,8 – 3,7мм длинной 30 – 70мм.
2.) Универсальные станки. Именно на них мы и советуем обратить ваше внимание. Они немного дороже, но позволяют изготавливать гвозди в широком диапазоне размеров.
Так для примера приведем несколько станков по производству гвоздей:
- Автоматический станок для производства гвоздей АГМ2. Диаметр проволоки 3 – 4мм. Размер гвоздя 50 -110мм.
- Гвоздильный автомат станок АГ4116. Диаметр проволоки 1,8 -4мм. Размер гвоздя 30 – 120мм.
- Автомат по производству гвоздей LDN3. Диаметр проволоки 0,9 -7мм. Размер гвоздя 12 – 200мм. Скорость производства – 310шт./мин. Примерная стоимость — $21 875.
Еще один момент – это погрузчик, который будет использоваться не только для приемки сырья от поставщика, но и его перемещения непосредственно к линии производства гвоздей. Он вам точно будет нужен, поскольку вес сырья может достигать 2-х тонн. Стоимость базовой версии такого оборудования, в формате ручного рычажного тельфера обойдется в $400 — $700.
Рынки сбыта
Сбыт готового товара – это, пожалуй, наиболее сложный шаг в этом бизнесе. Несмотря на то, что гвозди очень востребованы на строительном рынке, есть также и много тех цехов, которые их производят, и тут нужно брать либо ценой, либо качеством.
В первую очередь вас интересуют оптовые покупатели, которые будут заказывать крупные партии.
Наиболее оптимально договориться к примеру, с владельцами строительных магазинов, посредниками, которые продают крепежный элемент для магазинов, или же бригадами строителей. Можно также открыть розничную точку по продаже гвоздей у себя в городе и самостоятельно продавать часть изготовленных материалов.
Из рекламных методов привлечения клиентов, наиболее выгодным будет нанять человека, продажника, который сможет уговорить те же магазины взять ваш товар для реализации.
Расчет прибыли и рентабельность
При составлении бизнес плана цеха по изготовлению гвоздей, важно включить все статьи расходов, и указать примерные показатели продаж, для того, чтобы оценить период возврата инвестиций и перспективы развития вашего дела в целом.
Общие затраты на старт в этом направлении деятельности составят около $15000 — $18000. Сюда включено:
- покупка оборудования.
- закупка сырья и упаковки.
- оформление документов.
Добавьте еще ежемесячные расходы:
- аренда небольшого помещения 50 – 70 кв.м. – от $8 — $12 за 1 кв.м.
- налоги — $120
- коммунальные платежи
- зарплата менеджеру – от $200 в месяц + процент от продаж.
- транспортные затраты — $80
Сколько можно заработать? Все напрямую будет зависеть от рынков сбыта. Чтобы сориентировать вас в примерном показателе заработка мы будем рассчитывать расходы на изготовление 1 тонны гвоздей. Так себестоимость тонны гвоздей составляет – $520 – $650.
Продажная оптовая цена гвоздей в среднем составляет около $689 — $775. Давайте рассмотрим рентабельность. С одной тонны получить заработать – около $147.
Учитывая, что в месяц один работник может производить 20 тонн гвоздей, то суммарная прибыль за месяц составит около $2950. В среднем ежемесячные затраты будут забирать 45% от выручки, и чистая прибыль вашего мини цеха составит — $1600.
Таким образом, оборудование (станок LDN3) окупится за 13 месяцев, в случае покупки нового аппарата.
Возврат инвестиций можно ускорить за счет работы в собственном помещении и покупки б/у оборудования.
Выводы. Бизнес на производстве различного типа гвоздей – это выгонная ниша для открытия мини цеха, с небольшим стартовым капиталом. Главное – это найти токового менеджера, который сможет продать ваши изделия для оптовиков. Если эта задача будет решена, то можно смело масштабировать ваш бизнес.
Есть опыт работы в этом сегменте рынка? Ждем отзывов и рекомендаций от вас для читателей нашего сайта.
Полностью автоматический высокоскоростной станок для изготовления гвоздей, J.J. Casters
Полностью автоматический высокоскоростной станок для изготовления гвоздей, J.J. Ролики | ID: 15945661562Технические характеристики
| Тип | Автоматический, полуавтоматический |
| Производства в минуту | 200-300, 300-400, 400-500, 500+ |
Описание продукта
У нас есть высококачественные высокоскоростные станки для изготовления гвоздей, изготовленные из сверхмощного машинного оборудования.Доступен в различных размерах
0,5–6 дюймов
Высокоэффективный
Не требует обслуживания
Надежный
Дополнительная информация
| Условия оплаты | L / C (аккредитив) / T / T (банковский перевод) |
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1985
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs.50 лакх — 1 крор
Участник IndiaMART с августа 2016 г.
GST03ALXPK4923E1Z1
Год основания 1985, We “J.J. Ролики » — надежные и известные производство и трейдер качественного ассортимента машины для изготовления болтов , машины для резки бумаги, пресс-формы для литья под давлением, плоскошлифовального станка, резьбонакатного станка, токарного станка, гвоздильного станка, заголовочных машин, бумаги. Автомат для резки, Машина для изготовления проволоки, Машина для гофрирования, Машина для высечки, Машина для штамповки, Формовочная машина и т. Д.Мы — известная компания, целью которой является предоставление коллекции машин высшего качества в соответствии с мировыми стандартами. Расположенный по адресу Амритсар (Пенджаб, Индия), , мы разработали ультрасовременное и хорошо функциональное инфраструктурное подразделение, на котором мы производим эти машины в большом количестве. Под наблюдением нашего наставника «Mr. Джагмохан Сингх », , мы приобрели огромную клиентуру по всей стране.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Станки для изготовления кровельных гвоздей с железной головкой с зонтиком, 3 л.с., от 25 до 75 мм,
О компании
Год основания 1999
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников От 26 до 50 человек
Годовой оборот Rs.2-5 крор
Участник IndiaMART с февраля 2006 г.
GST03BDYPS8249F1ZV
Код импорта и экспорта (IEC) 12060 *****
Экспорт в Корею, Танзанию, Афганистан, Демократическую Республику Конго, Марокко
Основанная в 1999 , « Gurinder Engineering Works » считается производителем, которому доверяют, экспортируя машины для изготовления гвоздей и проволоки превосходного качества.Приобретение богатого опыта и ресурсов позволило нам производить широкий спектр продукции, в том числе станок для изготовления гвоздей , станок для накатки холодной резьбы, станок для изготовления колючей проволоки и т.д. качество, рентабельность и инновационные функции. Более того, мы никогда не идем на компромисс в отношении качества нашей продукции и строго следуем полному контролю качества в наших испытательных центрах. Эти шаги помогают нам убедиться, что наши продукты обладают высокой прочностью и чистотой.Мы прилагаем все усилия и делаем все возможное, чтобы клиент был доволен на 100%. Наш клиентоориентированный подход принес нам большую клиентскую базу на конкурентном рынке. Мы экспортируем по всему миру .Мы опираемся на современную инфраструктуру, которая служит эффективным инструментом в укреплении наших производственных возможностей. Стремясь улучшить распространение наших продуктов, мы внедрили новейшие технологии и методы для разработки и тестирования продуктов.Опираясь на коллективные возможности нашей высококвалифицированной команды сотрудников и инфраструктурные объекты, мы смогли удовлетворить и превзойти требования наших клиентов с максимальным совершенством. Наши неустанные усилия по достижению максимального числа клиентов снискали замечательные отзывы наших клиентов. Таким образом, теплые отношения с нашими клиентами позволяют нам эффективно и старательно работать среди наших конкурентов.
Видео компании
Гвоздильный станок | ZEUS TECHNO
Описание товараㆍ Постоянное высокоскоростное производство высококачественных гвоздей
ㆍ Точная головка гвоздя с помощью мощного молотка
ㆍ Обычные и недорогие запасные части, очень низкая стоимость обслуживания
ㆍ Звукоизолирующая крышка, низкий уровень шума, безопасность
ㆍ Включает приспособление для удаления наконечников
ㆍ Доступные аксессуары Единица, мощный окупаемость
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | Б-3 | |
|---|---|---|
| Гвоздь | Однопроволочный (мм, дюйм) | Двойная проволока (мм, дюйм) |
| Диаметр отсечки.(мм) | 1,75 ~ 3,43 мм (0,080 ~ 0,135 дюйма) ± 2/100 мм | 1,75 ~ 2,51 мм (0,069 ~ 0,099 дюйма) ± 1/100 мм |
| Длина гвоздя (мм) | 13 ~ 83 мм (1/2 «~ 3-3 / 4») | 13 ~ 70 мм (1/2 «~ 2-3 / 4») |
| Мощность макс. (НПМ) | До 600 нм в минуту | До 1000 нм |
| Инвертор двигателя | 7,5 л.с. | 7,5 л.с. |
| Вес машины | 2,5 MT | 2.5 MT |
| Площадь | 2,2 x 1,2 м (7 x 4 фута) | 2,2 x 1,2 м (7 x 4 фута) |
Станок для изготовления гвоздей | Станок для изготовления гвоздей, станок для изготовления гвоздей, станок для волочения проволоки
Линия для изготовления гвоздей состоит из станка для холодной высадки и резьбонакатного станка, его функция заключается в изготовлении всех видов винтов.
1. Автомат для холодной высадки
Эта машина представляет собой высокоэффективное автоматическое оборудование для производства винтов и болтов, станция высадки расположена горизонтально. Холоднотянутые круглые прутки превращаются в полуготовые винты и болты после резки, первичной штамповки, тонкой штамповки и т. Д. стоп путь.
Холодная установка используется для автоматического превращения необработанных круглых прутков в изделия в форме прутков, такие как полукруглая головка, полукруглая головка, винты и болты с шестигранной головкой и т. Д.
Характеристики
| Модель | РМ-5Б | РМ-10Б | РМ-15Б |
| Наружный диаметр (мм) | 3 | 4 | 5 |
| Макс.длина (мм) | 19 | 32 | 65 |
| Скорость шт / мин | 170-190 | 140–170 | 110–140 |
| Мощность двигателя (кВт) | 1.1 | 1,5 | 2,2 |
2. Станок резьбонакатный
Этот станок подходит для нарезания резьбы на винтах и болтах, а также на различных крепежных деталях. Механизм подачи материала — непрерывный прокатный или вибрационный. Механизм подачи настраивается.
Спецификация
| Модель | RM-4 | РМ-5 | RM-6 | RM-8 | |
| Наружный диаметр | мм | 2.5 ~ 4 | 3 ~ 5 | 3,5 ~ 6 | 4 ~ 8 |
| Макс.длина | мм | 40 | 55 | 90 | 120 |
| Скорость | шт / мин | 200–250 | 180-200 | 140 | 120 |
| Мощность двигателя | кВт | 2,2 | 3 | 5,5 | 7,5 |
| Модуль spc | мм | 90 * 76 * 25 | 105 * 90 * 25 | 130 * 100 * 25 | 170 * 150 * 30 |
3.Рабочее видео станка для изготовления гвоздей
4. Готовые изделия — гвозди и болты
Профиль компании
Мы находимся на севере Китая и имеем многолетний опыт работы с оборудованием для обработки проволоки. Основной продукт: станок для изготовления гвоздей, Станок для изготовления гвоздей с заклепками, Станок для изготовления кровельных гвоздей, Станок для изготовления бетонных гвоздей, Станок для волочения проволоки, Станок для полировки ногтей, Станок для цинкования гвоздей, Точилка для гвоздей, Станок для изготовления проволочных вешалок, Станок для изготовления пружин из проволоки, Изготовление стальных цепей Машина, Машина для изготовления шплинтов, Машина для изготовления спиц, Машина для сварки проволочной сетки, Машина для плетения проволочной сетки, Машина для стыковой сварки проволоки
Теперь наша фабрика экспортирует в Бангладеш, Судан, Пакистан, Россию, Италию, Турцию, Египет, Мексику и т. Д.
Отправьте нам запрос, чтобы получить коммерческое предложение
У гвоздильного станка новый дом в Зале Независимости | Новости, Спорт, Работа
РАБОТА НАД ИСТОРИЕЙ — Слева направо: собирают старую гвоздильную машину в Индепенденс-холле в Западной Вирджинии: пенсионеры фабрики LaBelle Nail Factory Джим Баллер из Уилинга, Джерри Хикман из Уилинга, Терри «Лось» Мур из Маундсвилля и представитель Wheeling Heritage Трэвис Хенлайн. . — Линда Коминс
WHEELING — Старый гвоздильный станок с исторической фабрики по производству ногтей LaBelle имеет новый дом в Индепенденс-холле Западной Вирджинии.
С помощью пенсионеров Лабеля старинная машина была разобрана и собрана на прошлой неделе для постоянной демонстрации на втором этаже дома, где родился штат штата.
Оборудование — возможно, оригинальное для бывшего завода — теперь служит центральным элементом выставочного зала, посвященного интерпретации прошлой роли Уилинга как города, процветающего в производстве.
После закрытия бывшего завода, Зал независимости Западной Вирджинии пообещал одну из его станков для изготовления гвоздей.Он хранился на территории Уилинг Херитэдж, пока официальные лица не подготовили выставочный зал для показа.
Перенести тяжелое оборудование по частям было непросто. Машина и ее металлическое основание имеют общий вес в тонну.
Во вторник потребовалось восемь или девять поездок, чтобы перевезти все предметы из Центра ремесел Уилинга в холл.
Дебби Джонс, менеджер холла, сказала, что окно пришлось временно удалить, чтобы большую секцию можно было поднять с помощью крана в комнату на втором этаже.
Трое бывших сотрудников LaBelle, имевшие многолетний опыт работы с мастерами по изготовлению гвоздей, были наняты для работы по сборке станка.
Вернули в строй жителя Уилинга Джерри Хикмана, проработавшего в LaBelle с 1973 года до закрытия завода в 2010 году; Житель Маундсвилля Терри «Мус» Мур, который перешел в Лабелль в 1981 году и оставался там до выхода на пенсию в 2001 году; и житель Уилинга Джим Баллер, который работал на фабрике с 1986 года до выхода на пенсию в 2000 году.
Трэвис Хенлайн, менеджер проекта музея Wheeling Heritage, координировал переезд и помог троице добровольцев поднять тяжелые предметы на место для сборки.
«Это был настоящий процесс», — сказала Хенлайн. «Без этих парней мы бы не справились».
Наблюдая за тем, как люди определили порядок переустановки частей, он пошутил: «Все разобралось намного проще».
Железное основание весит 1000 фунтов, а сама машина добавляет еще 1000 фунтов к общему весу, сказал Хенлайн.По оценкам пенсионеров Лабеля, одно только колесо устройства весит 350-400 фунтов.
Для опытных сотрудников процесс сборки машины напомнил им о текущем техническом обслуживании, которое проводилось на заводе.
«Это было обычным явлением на фабрике по производству ногтей на протяжении 150 лет», — сказал Мур.
Гвоздильная фабрика LaBelle открылась в 1852 году в Саут-Уилинге.
«Эта машина могла быть одним из оригиналов, кто знает?» — добавил Мур.
Хикман, проработавший на фабрике 38 лет, сказал, что его отец проработал в LaBelle 42 года.
Работа в LaBelle была семейным делом для многих сотрудников, согласились пенсионеры.
«У нас много отцов, сыновей и внуков», — сказал Хикман.
Мур проработал 37 лет в Wheeling-Pittsburgh Steel Corp. и ее дочерних компаниях, включая LaBelle. Он работал на заводах Wheeling Corrugating в Ист-Уилинге и Бич-Боттом, прежде чем поступить на работу на гвоздильную фабрику.
Баллер проработал в Уилинг-Питт в общей сложности 30 лет. Он присоединился к Лабеллю после закрытия сталелитейного завода Benwood.
«Это было хорошее место для работы. Это было похоже на семью », — сказал Хикман,
.Но для того, чтобы справиться с тяжелыми задачами, которые требуются на гвоздечной фабрике, требовался особый тип сотрудников — человек, обладающий силой и выносливостью. Однажды, когда на заводе было восемь вакансий, 167 человек попробовали это сделать, прежде чем чиновники нашли «восемь хороших парней», готовых взять на себя эту задачу, вспоминает Хикман.
В качестве проверки своих способностей потенциальные сотрудники должны были подтолкнуть груз весом 1000 фунтов вверх, а затем вниз.
«Через пять минут многие парни снимали перчатки и говорили:« Я ухожу отсюда », — сказал Хикман, добавив:« Это было тяжелое место для работы ».
Первой работой отца Хикмана на фабрике был ночной сторож; В его обязанности входило кормление печей и ослов, которые тащили тяжелые грузы на заводе. По словам Хикмана, после того, как в 1960-х годах умерли два последних осла, их заменили «двуногими парнями».
Ослы тащили грузы, содержащие 100-фунтовые бочонки с гвоздями, из цеха завода в отдел отгрузки. «Когда наступало время перерыва, этот осел останавливался, пока вы его не кормили», — сказал Хикман.
Завод LaBelle производил свои фирменные стрижки почти 160 лет.
Фабрика, которая была ведущим производителем гвоздей в городе, использовала «технологии 19 века вплоть до 20 века», — сказал историк Уилинга Бека Карелис. Она добавила, что до закрытия компании в 2010 году гвозди по-прежнему изготавливались практически на том же оборудовании, что и в 1852 году.
После того, как к 1875 году Уилинг стал известен как «город гвоздей», LaBelle стала компанией национального значения, производящей 25 процентов всех гвоздей, производимых в Соединенных Штатах.
В 2015 году, когда большая часть внутреннего оборудования LaBelle была выставлена на аукцион, представители Wheeling Heritage хотели сохранить как можно большую часть промышленной истории фабрики. Компания Wheeling Heritage, единственный участник торгов, купила все бумажные документы в офисном здании за 5 долларов.
На финальном аукционе многие машины и оборудование были проданы на металлолом, но музеи выкупили часть машин, сказал Карелис.
Пушка Лабеля «Старый Гарибальди» теперь стоит на лужайке Индепенденс-холла Западной Вирджинии. Пушка, изготовленная на гвоздильном заводе, была выпущена в апреле 1865 года в честь окончания Гражданской войны.
Последние новости сегодня и многое другое в вашем почтовом ящике
История изготовления гвоздей
Представьте себе ограниченные устремления первого конструктор эпохи до бронзового века для соединения двух деревянных кусков острым предметом.
История не фиксирует, кто это был, но результаты невероятные этого вдохновляющего момента повсюду вокруг нас — в домах, в которых мы живем, в мостах, которые мы крест, мебель, на которой мы сидим.
Гвозди существуют уже давно. Как только мужчина обнаружил, что нагревание железной руды может привести к образованию металла, идеи по его быстрому формированию последовал.
Кованые гвозди ручной работы (Кованые = придавая форму ударами молотка)
Первые свидетельства крупномасштабного изготовления гвоздей в Великобритании Римские времена 2000 лет назад.Любая крупная римская крепость должна была иметь свой « fabrica ». или мастерская, где кузнецы изготавливали металлические изделия, необходимые для армии. Они оставил 7 тонн гвоздей в крепости Инчтухил в Пертшире.
Для изготовления гвоздей железную руду нагревали углем до образования плотной губчатая масса металла, которая затем была преобразована в форму квадратных стержней и оставлена на Круто. Изготовленный металл был кованым железом. После повторного нагрева стержня в кузнице кузнец отрезал гвоздь по длине и забивал все четыре стороны размягченного конца, чтобы сформировать точку.Затем мастер вставлял горячий гвоздь в отверстие в головке гвоздя. или наковальне, и четырьмя скользящими ударами молотка образуется розовая голова (неглубокий форма пирамиды).
Оригинальный римский гвоздь длиной 7 дюймов (180 мм), найденный в Шотландии.
Гвоздь этой формы имел четыре острых края на хвостовик, который глубоко врезался в древесину, и конический хвостовик обеспечивали трение по всей длине длина.Деревянные волокна часто набухают, если они влажные, и связываются вокруг гвоздя, образуя чрезвычайно прочная фиксация.
Во времена Тюдоров у нас есть доказательства того, что форма ногтя не изменялась. изменился вообще, как видно по гвоздям, найденным в бочке со смолой на борту «Мэри Роуз» — флагманский корабль эпохи Тюдоров Генриха VIII, построенный в 1509 году и извлеченный из грязи. Солента в 1982 г.
Копия гвоздей ручной работы, найденных на борту корабля «Мэри Роуз»
Гвозди машинной обработки
Примерно в 1600 году первая машина для появились гвозди, но это действительно помогло автоматизировать большую часть работы кузнеца.«Оливер» — своего рода верстак, оборудованный парой молотков с ножным приводом — предоставили механизм для придания металлу различной формы, но гвозди все еще оставались сделано по одному.
В конце концов, в США к концу 1700-х — началу В 1800-х годах была изобретена гвоздильная машина, которая помогла автоматизировать этот процесс. Эта машина имела по сути три части. Плоские металлические полосы длиной около двух футов (600 мм) и ширина немного больше, чем длина гвоздя.Первый рычаг отрежьте треугольную полоску металла, придав ему желаемую ширину гвоздя, второй рычаг удерживал гвоздь на месте, а третий рычаг образовывал головку. Полоса металла тогда была повернули на 180, чтобы отрезать следующий равный ноготь противоположной формы с полосы. Эти ногти известны как обрезанные ногти.
Поскольку гвоздь до этого производился вручную, первые станки были естественно разработаны, чтобы воспроизводить продукт той же формы — квадратный конический гвоздь. с розовой головкой, но сужается только с двух сторон стержня.
Вскоре производство гвоздей стало действительно популярным, прежде всего в США, а также Великобритания с ее зависимыми рынками Британской империи. Срезанный гвоздь производился в большом размере. числа и различные другие формы были придуманы для различных целей.
В самом сердце промышленной революции многие фабрики были рядом с этими гвоздильными станками, и непрекращающийся стук от них издал оглушительный звук.
На этой старой фотографии начала 1900-х годов изображен типичный маникюрный магазин — обратите внимание, что машины приводятся в движение шкивом
Но все же этот процесс был трудоемким с мужчиной (или женщина) на каждой машине.
К началу 1900-х годов появились первые мотки стальной круглой проволоки. были произведены, и быстро были сконструированы машины, использующие это новое сырье. Первое автоматически изготовленные проволочные гвозди без вмешательства человека, кроме установки машина сразу показала, что таким образом можно производить более дешевый гвоздь.
Тот факт, что гвоздь имел круглый параллельный стержень, в четыре раза меньшая удерживающая сила не имела большого значения. Более тонкие бревна использовались в конструкция и другие формы крепления становились доступными, если была надежная фиксация. нужный.
Проволочный гвоздь быстро стал популярным гвоздем, как и сегодня из-за его цены и дня отрезанного гвоздя был сочтен.
В 21 веке процесс изготовления ногтей на протяжении веков теперь используется реставрационной промышленностью, чтобы помочь установить, когда было построено здание.Гвозди ручной работы позволяют предположить, что здание было построено до 1800 года. Обрезанные гвозди позволяют предположить, что здание было построено. был построен между 1800 и началом 1900-х годов. Проволочные гвозди будут найдены в возведенном здании. в период с тех пор по сегодняшний день.
Гвоздь ручной работы (вверху) Отрезанный гвоздь (посередине) Металлический гвоздь (внизу)
Реставрация
В настоящее время существует огромная заинтересованность в сохранении наших наследие и большая часть этого наследия в форме зданий, которые остаются свидетельство давно минувшего возраста.
Для реставратора жизненно важно, чтобы использовалось правильное сырье. используется в любых попытках сохранить старое здание. Ногти — не исключение. Реставратор хотят использовать аналогичные гвозди, чтобы гарантировать подлинность отреставрированного здания.
Хотя сегодня можно получить кузнеца для изготовления гвоздь ручной работы из кованого железа, стоимость может быть непомерно высокой, а кузнец — нет стремится посвятить свое ограниченное время изготовлению таких небольших изделий.
Однако, почти через столетие после их предсказанной кончины, в мире по-прежнему существуют два производителя отрезных гвоздей, использующие процесс, который Почти 200 лет назад и на машинах, дизайн которых за то время практически не изменился.
Одной из таких компаний является Glasgow Steel Nail Co, которая может отследить свои корни бизнеса уходят корнями в 1870 год. Помимо работы с этими старыми машинами, процесс также предполагает сохранение навыков кузнеца по формированию огранки и рубки. инструменты.
Новый режущий инструмент извлечен из небольшого огня
Как объяснялось ранее, первые станки для резки гвоздей копировали ноготь ручной работы — квадратный конический гвоздь с розовой головкой. Потому что процесс все еще мужчина (или женщина) подносит металлическую полоску к машине, в результате получается гвоздь. обязательно неточно — то есть каждый ноготь может немного отличаться от следующего.
Сегодняшний вид станка для резки ногтей — обратите внимание на средства защиты ушей!
Нажмите здесь, чтобы посмотреть фильм процесса
В результате эти обрезанные гвозди часто ошибочно принимают за гвозди ручной работы.При использовании розовая головка часто является единственной оставшейся частью ногтя. видна, и эта форма головы теперь считается жизненно важной, когда требуется менструальный гвоздь.
Гвоздь Dcor, используемый в основном для заклепок дверей
Включает ли проект реставрацию или строительство точная копия, подлинный гвоздь, сделанный с использованием процесса, который не изменился за 200 лет, придает степень достоверности проекта.
Гвозди обычно изготавливаются из низкоуглеродистой стали и часто используются без какой-либо дополнительной отделки и может быть заклепан (т.е. наклонился на 90, чтобы зафиксировать гвоздь место). Недавний дорогостоящий проект включал гвозди для заклепок на большие входные двери. которые намеренно оставляли ржаветь, чтобы обеспечить большую аутентичность. Гвозди также могут изготавливаться из меди и бронзы.
Glasgow Steel Nail Co участвовала во многих интересных проектах, включая поставку гвоздей для театра «Глобус». в Лондоне реставрационные работы в замке Стирлинг и других замках.Ногти обычно Используется для дверей, полов, ворот, да и вообще везде, где должен быть выставлен старинный гвоздь. В Компания также готова рассмотреть специальные проекты, например, выпустила бронзовую гвоздь для постройки копии корабля «Мэтью», который в 2000 году проследил 500-летнее путешествие Джона Кэбота, открывшего Нью-Фаундленд.
Бронзовый гвоздь, специально сделанный для Матфея
Традиционно остриженные ногти стоит сохранить?
На протяжении многих лет срезанный гвоздь сталкивался с проблемой конкуренция со своим конкурентом проволочным гвоздем и его история как первый общий гвоздь.
Одним из аспектов этого было ожидание того, что, поскольку провод гвозди дешевы, остриженный гвоздь тоже должен быть дешевым. В конце концов, это всего лишь гвоздь. Попытка следовать этой линии мысли, какими бы нелепыми ни были процессы настолько разные, это означало, что многие производители обрезных гвоздей прекратили свою деятельность из-за лет, потому что маржа была такой низкой.
Процесс является такой же частью нашего наследия, как и продукция произведено, и тем, кто занимается реставрацией, необходимо будет изменить попытка сравнить цены на обрезанные гвозди и проволочные гвозди, если процесс выживать.
Один из способов изменить образ мышления — думать с точки зрения цена за гвоздь по сравнению с другими использованными старыми артефактами и действительно, что может быть куплен сегодня. Стрижка ногтей для реставрации может стоить всего несколько пенсов. каждый, и для оценки их долгосрочной стоимости, скажем, по сравнению с банка Coca Cola или Mars Bar, которую вы можете купить на обед.
Признание предложения ценных гвоздей необходимо для обеспечения чтобы этот процесс не потерялся навсегда, и поощрять передачу задействованных навыков.Действительно, цена не отличается от цены, которую взимали за гвозди ручной работы в средневековье.
Подробнее можно прочитать о ранней торговле гвоздями в Великобритании, если вы нажмете здесь.
Вы можете прочитать другую статью по истории изготовления ногтей, если вы нажмете здесь.
Для более подробной информации информация о хронологии ногтей, помогающая определить возраст здания; формы руки сделал гвозди; первые обрезанные гвозди, которые затем обрабатывались во втором процессе; бой в период 1790-1820 гг., чтобы быть первым, кто разработал лучший гвоздь, вырезанный в один процесс. машина; или вы хотели бы взглянуть на руководство британской армии по гвоздям от 1813 года, вот источники этих статей, в частности те, которые указаны ниже.
Ли Х. Нельсон: Гвоздь Хронология как средство датирования старых зданий , Техническая брошюра 48. Нэшвилл: Американская ассоциация государственных и Краеведение, 1968,
Морин К. Филлипс: Механик Гении и утки, Пересмотр хронологии стрижки ногтей Новой Англии до 1820 года , Бюллетень APT Vol. XXV No. 3-4, и Mechanic Geniuses и Duckies Redux: Создатели ногтей и их машины , APT Bulletin XXVII No.1-2. Ассоциация технологий сохранения Международный
Патенты и заявки на изготовление проволочных гвоздей (класс 470/121)
Номер патента: 6729962
Abstract: Пневматический или ручной гвоздезабиватель требует крепежа в зажиме, обычно около 100 крепежных элементов.Изобретение обеспечивает однородные, хорошо скрепленные застежки в зажиме для использования в пневматическом или ручном гвоздезабивателе, причем зажимы не содержат клея. Кроме того, настоящее изобретение обеспечивает способ и устройство для изготовления таких бесклеевых зажимов путем штамповки крепежных элементов, их правильной ориентации в приспособлении на вращающейся револьверной головке, поворачивающей револьверную головку в место точечной сварки, точечной сварки крепежных элементов, и поворот револьверной головки к станции разгрузки обоймы. Также раскрывается клип-продукт.
Тип: Грант
Зарегистрирован: 10 сентября 2002 г.
Дата патента: 4 мая 2004 г.
Цессионарий: Portola-Nails, Inc.
Изобретатель: Джерри Д. Коулман, старший
.