Проволока гвоздильная | Для гвоздей цена за тонну
 org/Product»>
org/Product»> org/Product»>
org/Product»>Доставка продукции осуществляется в города РФ:Курск, Петропавловск-Камчатский, Рязань, Петрозаводск, Оренбург, Архангельск, Стерлитамак, Таганрог, Пенза, Дзержинск, Владикавказ, Новокузнецк, Северодвинск, Ставрополь, Смоленск, Белгород, Тверь, Махачкала, Тольятти, Новосибирск, Великий Новгород, Хабаровск, Армавир, Череповец, Нижний Новгород, Липецк, Прокопьевск, Киров, Старый Оскол, Королёв, Волжский, Балашиха, Омск, Вологда, Новороссийск, Йошкар-Ола, Томск, Братск, Мурманск, Пермь, Барнаул, Челябинск, Бийск, Чебоксары, Нижний Тагил, Благовещенск, Сыктывкар, Южно-Сахалинск, Казань, Кострома, Ижевск, Кемерово, Грозный, Нальчик, Самара, Красноярск, Комсомольск-на-Амуре, Волгоград, Владивосток, Ярославль, Астрахань, Шахты, Химки, Ульяновск, Тула, Магнитогорск, Якутск, Саратов, Курган, Уфа, Екатеринбург, Набережные Челны, Ангарск, Псков, Энгельс, Калининград, Рыбинск, Подольск, Нижнекамск, Санкт-Петербург, Брянск, Иваново, Владимир, Ростов-на-Дону, Орск, Балаково, Улан-Удэ, Воронеж, Нижневартовск, Иркутск, Саранск, Сургут, Орёл, Чита, Калуга, Тамбов, Москва, Тюмень, Сочи, Краснодар. Доставка до пункта выдачи терминала транспортной компании или до склада грузополучателя. Также возможна доставка до населенных пунктов РФ не указанных в данном списке.
Доставка до пункта выдачи терминала транспортной компании или до склада грузополучателя. Также возможна доставка до населенных пунктов РФ не указанных в данном списке.
Проволока для производства гвоздей, гвозди в Орле
Еще в античные времена греки и римляне начали применять гвозди при строительстве кораблей. Гвозди были кованные из медного сплава и большой длины. У них было четырехугольное сечение и коническая форма от шляпки. Прогресс не стоял на месте , шло освоение обработки железа. Гвозди начали производить из менее дорогого металла. Кузнецы продолжали ковать гвозди не только для строительства. В больших количествах требовались гвозди, что бы крепить подковы лошадям. Эти гвозди называли ухналями. Такие гвозди и в наши времена так и изготавливают способом горячей ковки. Они имеют сложную форму с высокой головкой.
Технология изготовления гвоздей способом ковки перестала пользоваться спросом с появлением металлической проволоки. Так как металлическая проволока была разных диаметров, то это позволило увеличить ассортимент гвоздей по применению, форме и размерам.
Появление проволоки спровоцировало появление гвоздильных станков, которые в последствии изменили технологию производства гвоздей. Сразу последовало увеличение производительности труда. В гвоздильных станках гвоздь формируется способом холодной ковки.
Давайте рассмотрим главные моменты производства гвоздей из проволоки.
Проволока для производства гвоздей подходит не вся. Чаще всего используется прволока по ГОСТ 3282-74. Эта проволока должна быть низкоуглеродистой общего назначения термически не обработанная. Для производства проволоки используются следующие марки : СТ1 КП, Ст 2 КП, Ст3 Кп, Ст3 ПС.
Проволка идет в бухтах или мотках разных размеров и разного веса. Размер бухты проволоки зависит от диаметра проволоки. Если диаметр проволоки 1,2 мм, то бухта весит примерно 500кг. При более большом диаметре проволоки, например 4,0 мм бухта будет весить от 800 кг.
Для того что бы на гвоздильном автомате не путалась проволока при сматывании ставят специальные приспособления. Эти приспособления очень разные по своей конструкции.
Эти приспособления очень разные по своей конструкции.
С бухты стальная проволока идет через выпрямляющее устройство. Затем она попадает в подающий механизм. Этот механизм влияет на длину гвоздя и переводит стальную проволоку в рабочую зону.
Подающий механизм состоит из зубильц. Зубильца фиксируют проволоку и переводят ее вперед. При возврате зубильц в исходное положение происходит их свободное скольжение по проволоке. Проволока в этот момент не двигается. Специальная втулка держит проволоку в нужном положении. Нужно следить, что бы изночально стальная проволока доставала до упора в ударное устройство. Тогда проволока зажимается специальным зажимным механизмом. После этого проволока перекусывается кусачками. Кусачки изготовлены так, что они позволяют помимо откусывания проволоки, еще формировать конец гвоздя. Гвоздь на конце должен быть острым. Имеет значение и длина проволоки, которая находится перед кусачками. Из этого кусочка проволоки формируется шляпка гвоздя.
Гвоздильные станки имеют небольшие отличия между собой по кинематике. Но главные технические элементы производства гвоздя все аналогичны.
Купить высококачественную проволоку для гвоздей в Орле можно в компании С-Метиз.
Проволока для производства гвоздей. Проволока гост 3282 для гвоздей в Минске по низкой цене
Проволока для производства гвоздей ГОСТ 3282ООО «Оливер» — производитель проволоки для гвоздей (проволока ГОСТ 3282 или, как ее называют в обиходе, гвоздильная проволока). Ежемесячно мы производим около 300 тонн проволоки общего назначения. Проволока для производства гвоздей цена которой зависит от производимых объемов на ООО «Оливер» высокого качества.
Проволока для производства гвоздей. Применение
Гвоздильная проволока применяется для производства самих гвоздей, а также различных типов металлической сетки (сетка Рабица, тканая сетка, плетеная сетка), ограждений. Отличается данная проволока более повышенной жесткостью (выше степень удельного сопротивления на разрыв), чем в рядовой проволоке Ст1. (Повышенная жесткость достигается увеличением содержания углерода в проволоке).
Проволока ГОСТ 3282 используется и в качестве вязальной проволоки, и для армирования железобетонных конструкций, а также для других строительных целей, в этом случае проволоку отжигают и она становится мягкой.
Проволока для гвоздей. Производство
Проволока для гвоздей производится из катанки следующих марок сталей: Ст3 всех степеней раскисления. Проволока без покрытия изготавливается диаметрами от 0,8 до 6,0 мм. При покупке проволоки для производства гвоздей необходимо обратить внимание, чтобы на ней не было сколов и ржавчины. Чтобы купить качественное сырье для производства гвоздей, внимательно выбирайте поставщика. Проволока производства «Оливер» полностью соответствует требованиям стандарта.
При покупке проволоки для производства гвоздей необходимо обратить внимание, чтобы на ней не было сколов и ржавчины. Чтобы купить качественное сырье для производства гвоздей, внимательно выбирайте поставщика. Проволока производства «Оливер» полностью соответствует требованиям стандарта.
Проволока ГОСТ 3282 вид упаковки и форма поставки
Проволока для производства гвоздей поставляется в мотках или бухтах. Размер мотков различается в зависимости от диаметра проволоки, из которой в дальнейшем будут изготавливаться гвозди:
|
Диаметр (проволока ГОСТ 3282) |
Упаковка |
|
от 0,8 до 1,6 мм |
|
|
от 2,0 до 4,0 мм |
в бухтах от 30 до 1000 кг |
|
от 5,0 до 6,0 мм |
в бухтах от 100 до 1000 кг |
Проволока для производства гвоздей цена
Купить проволоку Вы может оптом и в розницу. Позвоните нам, и наши специалисты проконсультируют вас, по какой цене и фасовке мы можем вам предложить проволоку ГОСТ 3282 под ваши потребности.
Позвоните нам, и наши специалисты проконсультируют вас, по какой цене и фасовке мы можем вам предложить проволоку ГОСТ 3282 под ваши потребности.
Три способа изготовления гвоздей из латуни
Теги: корпус, фитинги
Дополнительный материал по теме: Изготовление миниатюрных гвоздей
Первый способ. Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Второй способ. Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу. Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм делаем зенковку на глубину конической части сверла или немного глубже. Приспособа готова.
Рис. 1. Зенковка отверстия.
Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка или бытовая газовая плита, а также сода пищевая в качестве флюса. С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.
Рис. 2. Формирование капельки на кончике латунной проволоки.
Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное количество раз. Далее вставляем заготовки в приспособу и молотком расплющиваем верхушку заготовки.
Рис. 4 и 5. Вставляем проволоку в приспособу.
Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.
Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.
Рис.
 8. Гвоздь после обработки в приспособе.
8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.
Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим
Рис. 10. Готовый результат
Совет. Перед тем, как формировать шарик на конце проволоки, её надо немного растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко вставлять в приспособу.
Третий способ. Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.
Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла и произвольной длины. Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
Рис. 12. Слева — нормальный гвоздь, справа — дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника, диаметр подбирается, направляющая и переходник пуансона. Отжигаем хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.
На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.
Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить. Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для гвоздей и обработку делаем по технологии, описанной выше.
Рис. 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.
Рис. 18. Наковальню с проволокой помещаем в направляющую.
Рис. 19. А с другого конца направляющей входит пуассон.
Рис.
 20. Ударом молотка по пуассону формируется шляпка гвоздя.
20. Ударом молотка по пуассону формируется шляпка гвоздя.
Рис. 21. Сформированная шляпка.
Рис. 22 и 23. Готовый результат
c Андрей Нилов, 2004
c www.shipmodeling.ru
| Проволока торговая, гвоздильная | 0.18 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.18 | 18 500 | ||||
| Проволока торговая, гвоздильная | 0. 2 2 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.2 | 18 500 | ||||
| Проволока торговая, гвоздильная | 0.3 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.3 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 32 32 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.32 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.36 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.36 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 37 37 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.37 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.4 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.4 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 45 45 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.45 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.5 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.5 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 55 55 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.55 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Телефоны менеджеров: (495) 961-75-36. | ||||||
| Проволока торговая, гвоздильная | 0.56 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 56 56 | ГОСТ 3282-74, светлая | 18 500 | |||
Изготовление строительных гвоздей — | «Метизная торговая компания» +7(495)921-40-15
Гвоздь — это металлический стержень в виде цилиндра или параллелепипеда, заостренный с одной стороны и имеющий на втором конце шляпку. Изготавливаются гвозди с плоской и конической шляпкой.
Требования
Гвозди строительные производятся согласно ГОСТ 4028-63 и ГОСТ 3282-74. Нормативные документы устанавливают следующие требования к конструкции изделия и материалу изготовления.
Конструкция. Изделия с плоской шляпкой выпускаются диаметром стержня 0.8, 1.0, 1.2, 1.4 и 1.6 мм и длиной не более 50 мм. Гвозди с конической шляпкой производятся диаметром от 1.8 до 8.0 мм и длиной, не превышающей 250 мм. Торцевая поверхность конической шляпки строительных и кровельных гвоздей обладает рифленой структурой, у изделий других видов — гладкой. Острие изделия изготавливается круглого или квадратного сечения. Угол заострения по граням должен быть не более 40°.
Острие изделия изготавливается круглого или квадратного сечения. Угол заострения по граням должен быть не более 40°.
Материал. Гвозди изготавливаются из проволоки стальной низкоуглеродистой общего назначения, соответствующей следующим требованиям:
- материал изготовления — катанка II класса по ГОСТ 4231-70 или низкоуглеродистые марки стали по ГОСТ 1050-74;
- временное сопротивление разрыву – от 340 до 1370 кгс/мм2;
- относительное удлинение при механическом воздействии — 12 – 18%;
- глубина вмятин, царапин, рисок – не более 0,05 мм;
- отсутствие на поверхности проволоки трещин, закатов или окалины;
- размер возможных наплывов цинка – не более 0,05 мм;
- отсутствие на поверхности проволоки черных пятен.
Проволока для изготовления данных изделий выпускается на катушках или в мотках. Цена на гвозди зависит от материала изготовления, диаметра стержня, вида шляпки и других характеристик изделия.
Оборудование для изготовления
Изделия изготавливают на гвоздильном станке или автомате гвоздильно-проволочном. Производство продукции включает следующие этапы:
- выравнивание проволоки в правильно-роликовом устройстве,
- подача на размер гвоздя,
- закрепление проволоки,
- отрезание проволоки и сброс гвоздя,
- высадка шляпки.
За один ход высадочного ползуна гвоздильного станка отрезается изделие заданной длины, создается шляпка при помощи ударов, а также формируется заостренный конец крепежного элемента.
Станок для производства гвоздей и медной проволоки FET-ME1600
Янковский Денис Васильевич: В феврале купили машину резки стебля и корня чеснока. Качество и цена вполне соизмеримы. Что ожидали, то и получили . |
| Гулякин Владимир Иванович: Приобретали автоматический станок шовной аргонно-дуговой сварки. |
 Выбрали — оплатили — получили. Все просто и без проблем. Довольны сотрудничеством. Большое спасибо!
Выбрали — оплатили — получили. Все просто и без проблем. Довольны сотрудничеством. Большое спасибо!
Станок для производства гвоздей и медной проволоки FET-ME1600 имеет производительность 150 шт. в минуту. Сырьем служит проволока для производства гвоздей. Чем качественнее стальная проволока, тем лучше производимые из нее гвозди. На начальном этапе осуществляется выпрямление проволоки и подача ее в автомат для производства гвоздей. Затем производится фиксация проволоки в станке и дальнейшая нарезка в соответствии с заданными значениями, соответствующими длине изготавливаемых гвоздей. Формируются шляпки и заостряются противоположные концы. | ||||||||||||||||||||
| ||||||||||||||||||||
| Узнать актуальные цены с учетом доставки по России и оставить заказ на поставку вы можете, заполнив заявку на нашем сайте.  |
-
Техническая спецификация
Максимальный диаметр гвоздя
6,5 мм
Максимальная длина гвоздя
200 мм
Скорость
150 шт./мин
Мощность
11 кВт
Вес
4,8 т.
Размер
3000*1600*1500
- Фото/видео
-
Как заказать
За подробной информацией, пожалуйста, обращайтесь к нашим специалистам любым удобным для вас способом:
Не нашли нужного оборудования? Напишите нам через форму обратной связи
или напрямую обратитесь к менеджеру по адресу china@fareasttrans. ru!
ru!
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда — Порядок работы * Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь — Информация для клиента * Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел — Отзывы * Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь — Фотогалерея
Проволока для изготовления обычных гвоздей
Что такое проволока для изготовления гвоздей?
Мы можем поставить Вам проволоку для изготовления гвоздей из Китая. Проволока для изготовления гвоздей изготавливается из низкоуглеродистой катанки Q195 , которая очень популярна в производстве гвоздей . Также называется Ms drew wire, черная железная проволока, холоднотянутая проволока. вытягивается на волочильном станке .
Также называется Ms drew wire, черная железная проволока, холоднотянутая проволока. вытягивается на волочильном станке .
КАК ПОЛУЧИТЬ СЫРЬЕ:
- Обычно вы можете купить на местном рынке или металлургической компании .
- Если они могут продать катанку из низкоуглеродистой стали Q195 , 6,5 мм / 5,5 мм. Вы можете купить проволочную волочильную машину и использовать ее, чтобы вытягивать нужную толщину.
- Если лучше, можно получить гвозди нужной толщины для изготовления проволоки .
- И если у местных нет катанки и гвоздей из проволоки , то лучше импортные из Китая для любого вида из них.
- Что следует импортировать, зависит от количества, которое вы хотите производить Ежедневный выпуск .
- Если количество невелико, можно просто импортировать гвозди для изготовления проволоки.

- Но если у вас огромное количество, лучше купите волочильный станок , чтобы рисовать самому.
- Затем вы можете запустить полностью автоматический гвоздильный станок для изготовления гвоздей.
- Тянутая проволока для изготовления гвоздей
- Проволока для изготовления гвоздей-Низкоуглеродистая проволока
МАШИНА ДЛЯ ВЫТЯЖКИ ПРОВОЛОКИ ДЛЯ ГВОЗДЕЛЕНИЯ
Кто может поставить проволоку для изготовления гвоздей?
Amigo machinery может предоставить вам проволоку для изготовления гвоздей различной толщины, начиная с 1.От 6 мм до 6,5 мм, также разные упаковки, такие как 50 кг, 100 кг, 200 кг. Мы можем удовлетворить все ваши требования. Раньше мы производили для клиентов из Уганды / Танзании / Кении более 1000 тонн проволоки для изготовления гвоздей в 2017/2018/2019/2020 годах. Сертификат PVCO / COC также может предоставить.
Мы можем удовлетворить все ваши требования. Раньше мы производили для клиентов из Уганды / Танзании / Кении более 1000 тонн проволоки для изготовления гвоздей в 2017/2018/2019/2020 годах. Сертификат PVCO / COC также может предоставить.
Что мы можем сделать для вашего дальнейшего развития
Не волнуйтесь, у нас есть годы в производстве гвоздей, от сырья Q195 низкоуглеродистой катанки и проволоки для изготовления гвоздей до различных типов станков , машина для волочения проволоки , машина для полировки ногтей , машина для изготовления гвоздей .
Видео о проволоке и станке для изготовления гвоздей
 Amigomachinery.com,:86-159 3377 1897″ src=»https://www.youtube.com/embed/CSB6X9o-Hlk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Amigomachinery.com,:86-159 3377 1897″ src=»https://www.youtube.com/embed/CSB6X9o-Hlk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Станок для изготовления гвоздей имеет плунжерную конструкцию, обеспечивающую высокую скорость работы, низкий уровень шума и низкие ударные характеристики. Он имеет широкое применение, простое управление и надежное рабочее состояние. Сырьем (проволока для изготовления гвоздей) может быть лом или новая катанка. острие гвоздей и головка гвоздей могут быть сформированы одновременно с высокой эффективностью.
Обработка:
- Новая катанка → Машина для волочения проволоки → Изготовление гвоздей → Полировка ногтей → Готовые гвозди → Упаковка
Сопутствующая машина для изготовления ногтей
Машина для полировки ногтейдля полировки ногтей, удаления жирная грязь, металлический заусенец на поверхности ногтя
| Полировальная машина | L-1000 | M-600 | S-400 |
| мощность | 1000 кг / 2 часа | 600 кг / 2 часа | 400 кг / 2 часа |
| мощность | 7.5 мм | 4 кВт | 3 кВт |
| вес | 1100 кг | 800 кг | 650 шт. / Мин. |
| размер | 2,2 * 1,5 * 1,5 м | 2,1 * 1,05 * 1,2 м | 1,8 * 1,0 * 1,1 м |
Волочильная машина может протянуть проволоку диаметром 6,5 мм / 5,5 мм к диаметру проволоки меньшего размера, чтобы сделать гвозди по вашему желанию, например, 4. 1 мм, 3,4 мм, 3,1 мм, 2,5 мм. Во время волочения проволоки, возможно, вам понадобится машина для нарезки проволоки и машина для стыковой сварки .
1 мм, 3,4 мм, 3,1 мм, 2,5 мм. Во время волочения проволоки, возможно, вам понадобится машина для нарезки проволоки и машина для стыковой сварки .
Шлифовальный станок для гвоздя для гвоздильного станка
- Модель: M-20
- вес: 200 кг
- размер: 1000 * 600 * 1200 мм
- использование : шлифовать гвоздодер
- (текстура резца: твердый сплав)
 amigomachinery.com, whatsapp:+86-159 3377 1897″ src=»https://www.youtube.com/embed/M-4lQ01eb14?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
amigomachinery.com, whatsapp:+86-159 3377 1897″ src=»https://www.youtube.com/embed/M-4lQ01eb14?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
- Форма для гвоздей / Зажимная матрица / Зажимные матрицы: Станки оснащены круглыми матрицами, имеющими 8 или 10 пазов для удерживания гвоздей, чтобы зажать проволоку для резки ножом для ногтей, чтобы сделать гвозди разного диаметра, необходимо заменить другую форму для ногтей.
- Нож для гвоздей / Нож для гвоздей: для обрезки стальной проволоки и нарезания острия гвоздя. Для нарезания гвоздей и изготовления острия после формирования головки и стержня Алмазные, долотные, круглые, длинные или тупые острия могут быть изготовлены путем соответствующей шлифовки инструментов
- Головка / пуансон / молоток: Используется для формирования шляпки гвоздя , Клетчатые или плоские головки могут быть сформированы с помощью этих штампов, чтобы сделать шляпку гвоздя. А также на головку гвоздя можно нанести простой логотип клиента.
 А также на головку гвоздя можно нанести простой логотип клиента.
А также на головку гвоздя можно нанести простой логотип клиента.Если вас больше интересует изготовление гвоздей и проволока для изготовления гвоздей , пожалуйста, посетите наш веб-сайт для получения дополнительной информации. Мы можем предоставить вам комплексное решение для изготовления гвоздей .
Cut vs Wire Nails: в чем разница?
Характеризуется длинным и тонким телом и приплюснутой головкой. Гвозди используются для скрепления нескольких предметов вместе. Когда гвоздь проходит сквозь предметы, сплющенная головка создает давление, которое удерживает предметы вместе.Однако даже если вы знакомы с основами работы гвоздей, вы можете быть удивлены, узнав, что существуют разные типы гвоздей, в том числе отрезанные и проволочные. Только по внешнему виду стрижки и проволочные гвозди выглядят одинаково, но производятся они совершенно по-разному.
Что такое стриженные ногти?
Резаные гвозди, возникшие в конце 18 века, представляют собой металлические застежки клиновидной формы. Американский инженер Джейкоб Перкинс запатентовал процесс изготовления гвоздей в 1795 году.Нарезанные гвозди производятся путем стрижки металла заготовки на станке. Станок вырезает и деформирует заготовку, придавая ей размер и форму, подходящие для вырезанных гвоздей.
Американский инженер Джейкоб Перкинс запатентовал процесс изготовления гвоздей в 1795 году.Нарезанные гвозди производятся путем стрижки металла заготовки на станке. Станок вырезает и деформирует заготовку, придавая ей размер и форму, подходящие для вырезанных гвоздей.
— это не просто обычные гвозди. Также известные как квадратные гвозди, у них есть тупой кончик. Их называют «остриженными гвоздями», потому что они срезаются со всех четырех сторон, в результате чего образуется тупой кончик.
Что такое проволочные гвозди
С другой стороны, проволочные гвозди изготавливаются путем протягивания катушек через несколько матриц.Они возникли около полувека назад для стрижки ногтей. В середине 1800-х годов проволочные гвозди стали популярной альтернативой стрижке гвоздей.
Для изготовления проволочных гвоздей мотки металлической проволоки протягиваются через систему из нескольких фильер. По мере того, как катушка проходит через каждую матрицу, она меняет форму до достижения необходимого диаметра.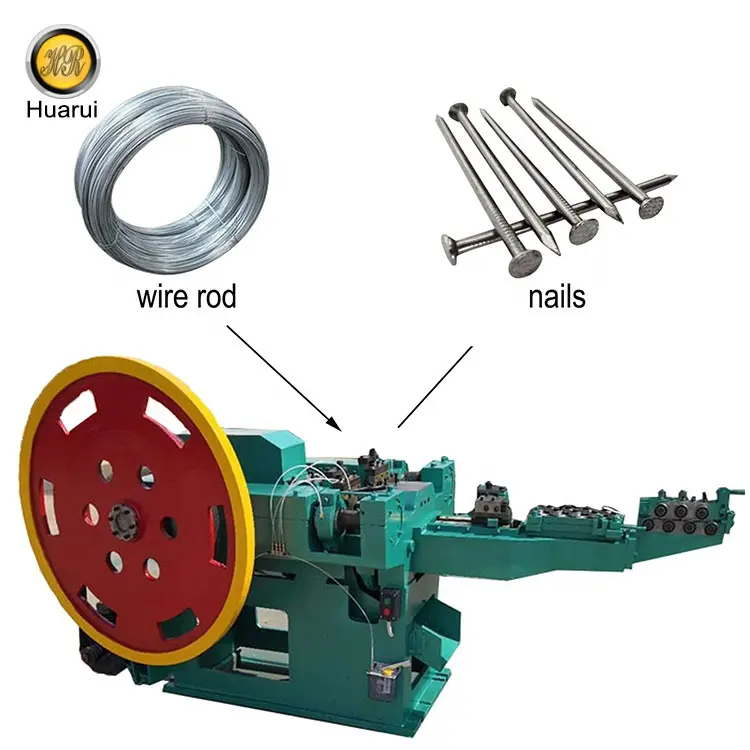 Затем деформированный рулон разрезается, как правило, на машине, а затем из него формируются проволочные гвозди.
Затем деформированный рулон разрезается, как правило, на машине, а затем из него формируются проволочные гвозди.
Чем отличаются отрезанные и проволочные гвозди
Помимо нюансов изготовления, гвозди стриженные и проволочные различаются по нескольким параметрам.У обрезанных гвоздей тупой конец, а у проволочных гвоздей острый. Обрезанные гвозди также крупнее проволочных гвоздей. Уникальная клиновидная форма гвоздей делает их идеальными для строительных работ, связанных с кладкой. Например, их часто используют для крепления деревянных панелей или досок к кирпичным конструкциям. Строганные гвозди могут врезаться в кирпич, благодаря своей клиновидной форме, обеспечивая более прочную фиксацию, чем проволочные гвозди.
С точки зрения популярности, проволочные гвозди выигрывают. Статистика показывает, что более 90% всех гвоздей, производимых в мире, состоят из проволочных гвоздей, а это означает, что менее одного из 10 всех производимых гвоздей представляют собой обрезанные гвозди.
Как начать завод по производству небольших железных гвоздей (Мисумари) Блог Kuza
В связи с быстрым ростом населения Африки спрос на жилье и другую инфраструктуру рос в геометрической прогрессии. В Кении строительный сектор обеспечивает 7 процентов ВВП страны. Как ни крути, спрос на строительные изделия растет, и поэтому мы говорим о производстве гвоздей как о бизнесе, которым вы можете заниматься.
Что, если бы вы могли открыть небольшой завод по производству гвоздей, чтобы снабжать эту растущую промышленность обычными гвоздями, кровельными гвоздями, U-образными гвоздями и стальными гвоздями? Что, если бы вы могли сотрудничать с производителями кровельных листов для изучения более широкого рынка? Действительно, возможности здесь безграничны; но сначала позвольте нам показать вам, как это собрать.
Начало работы
Шаг 1. Знайте, как делают ногти
Гвозди изготавливаются из проволоки на специальной машине, которая разрезает ее на нужные формы и размеры. Машина состоит из трех основных частей: катушки с проволокой (машина для волочения проволоки), машины для изготовления гвоздей и машины для мытья ногтей.
Машина состоит из трех основных частей: катушки с проволокой (машина для волочения проволоки), машины для изготовления гвоздей и машины для мытья ногтей.
Таким образом, вы просто катите проволоку к катушке, а затем подаете ее на гвоздильный станок. Готовые ногти вы соберете после того, как пропустите их через шайбу для ногтей.
Вы можете настроить гвоздодер таким образом, чтобы он создавал ногти желаемого размера, формы и диаметра.На самом деле весь процесс намного проще, чем кажется. Вы можете посмотреть несколько видеороликов на Youtube, чтобы понять это.
Шаг 2: Приобретите машину
К сожалению, аппарат недоступен на местном уровне, и здесь пригодится доступ к глобальному рынку. Вы можете делать покупки на таких платформах, как Alibaba и Ebay. В качестве альтернативы вы можете договориться о посещении ежегодной Кантонской ярмарки, чтобы сделать покупки (обычно это обойдется вам в 287 000 Ksh).
Обычный станок для изготовления гвоздей обойдется вам в 500 000 Ksh. В среднем машина производит 700 гвоздей в минуту.
В среднем машина производит 700 гвоздей в минуту.
Шаг 3. Получение провода
ПроволокаQ195 используется в качестве сырья для изготовления гвоздей.
Проволока — сырье для изготовления гвоздей. Обычно рекомендуется использовать низкоуглеродистую проволоку Q195. Это стоит около 40 000 Ksh за тонну.
Шаг 4. Настройка завода
Сдают землю в аренду, желательно недалеко от крупного города. Если вы в Найроби, вы можете думать о таких местах, как Китенгела, Млолонго, Руиру и река Ати, как об идеальных местах.Найваша — также хорошее место, учитывая его близость к Северному коридору и будущему внутреннему порту.
Рекомендуемый бюджет
Бюджет начинается от 500 000 до 2 000 000 Ksh. Это, конечно, зависит от того, насколько вы умны с точки зрения использования таких ресурсов, как цифровые медиа и личные сети.
Ожидаемая прибыль
Мешок с гвоздями на 50 килограммов стоит 5200 Ksh. Таким образом, одна тонна необработанной проволоки вернет вам 84 000 Ksh. Таким образом, если вам удастся снабдить по крайней мере 50 хозяйственных магазинов в вашем районе (и продать им одну сумку по 50 кг в месяц), вы достигнете продаж не менее 310000 Ksh в месяц.Хорошо продаваемое предприятие по производству гвоздей может приносить доход от продаж до 5 000 000 куш в год.
Таким образом, если вам удастся снабдить по крайней мере 50 хозяйственных магазинов в вашем районе (и продать им одну сумку по 50 кг в месяц), вы достигнете продаж не менее 310000 Ksh в месяц.Хорошо продаваемое предприятие по производству гвоздей может приносить доход от продаж до 5 000 000 куш в год.
Хорошо, что нет ограничений на количество клиентов. Просто используя пару хитроумных тактик продаж, вы легко сможете привлечь большое количество постоянных клиентов.
Заключительное слово
Это прекрасная возможность, потому что, во-первых, она помогает такой стране, как Кения, полностью реализовать свой производственный потенциал. Кроме того, это масштабируемая возможность, которой интересно воспользоваться.Но, как обычно, мы оставляем вам решать, браться за это или нет.
Китай Холоднотянутая стальная проволока 5 мм для изготовления гвоздей Проволока для изготовления гвоздей Производители, поставщики — оптовая торговля с фабрики
Наш персонал всегда в духе «непрерывного совершенствования и совершенства», предлагая продукцию высшего качества, выгодные цены и хорошее послепродажное обслуживание. , мы стараемся завоевать доверие каждого клиента в отношении оптического кабеля из оцинкованной стальной проволоки, стальной проволоки из оцинкованного железа, стальной проволоки для изготовления гвоздей.Наша компания в первую очередь придерживается потребительского спроса, ведет рынок к обновлению идеи разработки и предоставляет клиенту подходящий продукт. Наша строгая структура производственной цепочки, полная система управления, передовые технологии и оборудование, высококачественная продукция и эффективное обслуживание получили широкое признание клиентов на внутреннем и внешнем рынках. Наша компания имеет современный режим работы предприятия.
, мы стараемся завоевать доверие каждого клиента в отношении оптического кабеля из оцинкованной стальной проволоки, стальной проволоки из оцинкованного железа, стальной проволоки для изготовления гвоздей.Наша компания в первую очередь придерживается потребительского спроса, ведет рынок к обновлению идеи разработки и предоставляет клиенту подходящий продукт. Наша строгая структура производственной цепочки, полная система управления, передовые технологии и оборудование, высококачественная продукция и эффективное обслуживание получили широкое признание клиентов на внутреннем и внешнем рынках. Наша компания имеет современный режим работы предприятия.Описание продукта
Стальная проволока для изготовления гвоздей — это переработанный продукт, изготовленный из горячекатаной катанки методом холодного волочения.В нем используется высококачественная низкоуглеродистая сталь, которую сначала оцинковывают, а затем вытягивают, чтобы добиться мягкости и прочности, высокой прочности на разрыв и глянца. Основные процессы его производства включают выбор сырья, удаление окалины, сушку, обработку покрытия, термообработку, волочение проволоки, нанесение покрытия и т. Д.
Основные процессы его производства включают выбор сырья, удаление окалины, сушку, обработку покрытия, термообработку, волочение проволоки, нанесение покрытия и т. Д.
Кроме того, стальная проволока для изготовления гвоздей обладает такими преимуществами, как высокая коррозионная стойкость, красивый внешний вид, долговечность и долгий срок службы.Он подходит для тканых сеток, таких как геотермальная сетка, большая сварная проволочная сетка, сетка из звеньев цепи, гофрированная сетка и т. Д. Его также можно использовать для изготовления подвесов, гвоздей, щеток, стальных кабелей, фильтров, труб высокого давления, строительства и ремесла.
Технические характеристики продукта
Factory Scene
Сертификат компании
Мы будем полностью обслуживать новых и старых клиентов с помощью высококачественной холоднотянутой стальной проволоки 5 мм. Изготовление гвоздей и отличная репутация вносят свой вклад в лучшую жизнь человечества.В то же время мы дорожим каждой возможностью предоставлять услуги нашим клиентам и придаем большое значение информации и предложениям, которые дает каждый клиент. Мы стремимся создавать блага для общества с целью роста вместе с обществом, содействия национальному экономическому развитию и оживления национального научно-технического прогресса.Откройте для себя процесс производства гвоздей — Блог о производстве и инженерном дизайне
Ваши знания о гвоздях ограничиваются основами; металлический стержень, указывающий на один конец.Использование его против молотка может не вызвать у вас интереса к изготовлению гвоздей. Более того, вы можете даже не знать частей ногтя и быть шокированы, узнав, что существует более 300 типов ногтей.
Кроме того, вершина ногтя — это то, что вам нужно для присоединения. Разбивка линии по производству гвоздей включает оборудование для изготовления гвоздей, машину для волочения проволоки, машину для мойки гвоздей среди множества оборудования для изготовления гвоздей.
Процесс изготовления гвоздейПроцесс производства гвоздей включает волочение проволоки, формование и полировку.На чертеже катушка требуется диаметр от ее первоначальной круглой стальной формы. Когда вы слепите основание и гвоздь головы, вы закончите, потому что, отполировав катушку, вы получите гвоздь.
Краткое описание способа изготовления гвоздей как таковое:
- Волочение проволоки . Первый этап и его последующие этапы включают очистку оболочки с последующим удалением окалины с проволоки. Как только это будет сделано, вы можете нарисовать катушку до нужного вам диаметра.
- Изготовление гвоздей . Затем гвоздильный станок и его вспомогательные компоненты делают необходимый гвоздь.
- Полировка ногтей. Гвоздильный станок пробивает головку, образуя шляпку, ноготь нужно отполировать. Это задача, предназначенная для машины для полировки ногтей. Он синхронно смешивает гвозди с опилками, чтобы добиться необходимой яркости.
- Измерение и упаковка.
Гвоздильный станок используется для производства как обычных, так и специальных гвоздей.Гвозди, которые изготавливаются на гвоздильном станке, включают обычный гвоздь, гвоздь GI, бетонный гвоздь и гвоздь в форме спирали. Он автоматический, поэтому имеет надежную работу, прост в использовании и имеет широкое применение. Кроме того, он поставляется со вспомогательными компонентами для элитной точности изготовления гвоздей.
Конструкция плунжерного типа, которую использует гвоздильный станок, подходит для его курса. Конструкция увеличивает скорость изготовления гвоздей, а также снижает уровень шума. Циклическое движение машины поддерживается централизованной автоматизированной системой смазки.
Если вы занимаетесь сваркой, гвоздильный станок буксирует крем из гвоздей на вашем пороге. Машина для изготовления гвоздей способна изготавливать гвозди высочайшего качества с масляными заклепками и гвозди различной формы, которые вы используете в пистолетах для гвоздей, а также в сварочных гвоздях.
После того, как вы купите стальную катушку и протянете ее до диаметра, соответствующего гвоздям, остальное сделает гвоздильный станок за вас; распрямляя проволоку, обрезая нижнюю часть гвоздя и пробивая головку, чтобы сформировать шляпку.
Последние разработки в области станков для изготовления гвоздей создали систему внутри станка. Благодаря этой недавней модификации машина для изготовления гвоздей способна изготавливать гвозди заданного размера. В связи с регулировкой требует резки и придания формы катушечной проволоке.
Процесс изготовления гвоздейПолировальный барабан полирует проволочные гвозди. Если они заржавели, вы должны добавить ½ литра керосина перед добавлением опилок, а если нет, загрузите полировальный цилиндр проволочными гвоздями, пока он не заполнится на 3 или 4 дюйма.Смешайте гвозди с опилками, которые вы должны добавить примерно на 80%, чтобы заполнить полировальный цилиндр. Затем вы запускаете бочку до 40 минут с глухой крышкой.
По прошествии 40 минут вам необходимо сменить крышку с глухой на перфорированную. Запуск ствола с закрепленной перфорированной крышкой способствует удалению опилок. В этом процессе ногти становятся яркими. Для зеркального блеска вы можете использовать только кусок мягкой кожи для полировального барабана вместо опилок.
- Фрезерно-шлифовальный станок .
- Полировальный цилиндр.
- Станок для волочения проволоки. У волочильного станка много возможностей. Он может протягивать провода вертикально и автоматически. Машина для волочения проволоки формирует гвозди благодаря четырем характеристикам, таким как прочная конструкция, надежность, коррозионная стойкость и долговечность.
Есть два типа волочильных машин; машина для волочения проволоки сухого типа и машина для волочения проволоки мокрого типа.
- Винт делает станок.
Помимо полировки и удаления накипи, которые представляют собой процесс изготовления накладных гвоздей, на линии по производству гвоздей есть и другие основные факторы.
Начиная с катанки, вы приступаете к удалению накипи там, где отклеивается гвоздь. Перед волочением проволоки в машине для волочения проволоки проводится кислотная обработка, которая постепенно приводит к изготовлению гвоздей. После этого ногти полируются с выбранной вами степенью яркости, но должны пройти осмотр, после чего ногти укладываются.
Машина для полировки ногтейПосле того, как гвоздильный станок сформирует колпачок, катушку необходимо отполировать, чтобы она считалась гвоздем. Машина для полировки ногтей делает ноготь ярче, смешивая его с опилками и синхронно перемешивая. Это поможет вам достичь необходимой степени яркости.
Чертеж проволокиЭтот процесс металлообработки помогает уменьшить поперечное сечение проволоки. Волочение проволоки имеет множество применений и не требует только изготовления гвоздей.Благодаря возможности минимизировать поперечное сечение проволоки, пропуская ее через серию штампов, эта технология изготовления является заимствованной концепцией.
Используется для струнных инструментов, электропроводки и даже спиц для велосипедных колес. Волочение проволоки — это процесс холодной обработки гвоздей, так как гвозди вытягиваются при комнатной температуре. В отличие от больших проводов, которые протягиваются при более высоких температурах.
В зависимости от длины и диаметра гвоздей машина для волочения проволоки протягивает проволочные гвозди через меньшие матрицы для уменьшения диаметра гвоздя и увеличения длины гвоздя.Машина для волочения проволоки способна на большие успехи, протягивая проволочные гвозди в пучки.
Вся интрига в процессе изготовления ногтей интенсивна. Они маленькие снаружи, но то, что нужно для проявления конечного продукта, требует много времени и обработки. Линия по производству гвоздей полна жестких требований, но машины для изготовления гвоздей упрощают ее, а не усложняют.
NYC Nails, A History — Sawkill Lumber Co.
Многие вещи объединяют Нью-Йорк — образование, разнообразие, устойчивость, архитектура, сохранение, спортивные команды, экономика, транспорт, терроризм (временно) и гвозди.Старые балки и бревна в городских зданиях могут содержать несколько поколений этого важного строительного элемента. Гвозди являются одним из ключей к разгадке возраста городских построек, особенно тех, которые датируются девятнадцатым веком, когда производство гвоздей быстро развивалось.
Как и с колесом, нет никаких записей о том, чтобы первым человеком пришла в голову идея соединить два куска дерева гвоздем. Но гвозди существуют еще 2000 лет назад со времен Римской империи. К 1800-м годам Англия была крупнейшей страной по производству гвоздей в мире: только на производстве гвоздей в Бирмингеме работало 60 000 человек.Но эволюция изготовления гвоздей была по сути продуктом изобретательности американских янки. Следующее кратко отмечает временную шкалу гвоздей в застроенной среде.
1700–1800 — Использовались гвозди ручной работы, сделанные кузнецом из квадратных железных прутьев. Железо втягивалось в стержни, конец нагревали и формовали молотком по наковальне с четырьмя быстрыми ударами, образуя своего рода розовую головку. Стержень повторно нагревали, и процесс повторялся. Это была гораздо более легкая работа, чем другие виды обработки металлов, и ее часто выполняли женщины и дети.По этой причине он был одним из темных пятен индустриальной эпохи, мотивировавшим развитие машин в этом процессе.
1790-е — начало 1800-х годов — В Соединенных Штатах были изобретены машины для изготовления гвоздей из железных прутков, срезания гвоздей, как гильотина, с конусом, образованным путем покачивания стержня из стороны в сторону при каждом движении. Головы делались по-прежнему, забивая голову розой ударами молотка по наковальне. Они стали известны как гвозди, остриженные по типу А. В конце концов, были разработаны машины, которые механически забивали головкой каждый гвоздь.Этот тип гвоздей изготавливали до 1820-х годов.
Начало 1800-х — конец 1800-х годов — В США, ближе к концу 1700-х и началу 1800-х годов, была изобретена гвоздильная машина. Он состоял из трех частей. В машину подаются плоские металлические полосы длиной около двух футов. Один рычаг вырезал треугольную полосу металла, второй удерживал гвоздь на месте, а третий рычаг образовывал головку. Затем металлическую полосу поворачивали на 180 °, чтобы отрезать от полосы следующий гвоздь одинаковой и противоположной формы. Ногти были известны как «обрезанные гвозди».Но, тем не менее, этот процесс был трудоемким, и на каждой машине работал мужчина (или женщина). Гвозди, изготовленные этим методом, известны как гвозди типа B. И это гвозди, которые чаще всего можно было найти в XIX веке. Здания Нью-Йорка сегодня. Гвозди типа A и гвозди более позднего типа B можно отличить по небольшому заусенец вдоль края или гвозди типа A. Оба этих типа неточны, каждый гвоздь выглядит немного по-разному. Под воздействием времени и элементов железные гвозди могут начать разъедать и слегка «просачиваться» в окружающую древесину, оставляя отпечаток ее истории, без ущерба для повторного использования структуры древесины.
Конец 1800-х гг. — С быстрым развитием производства стали посредством бессемеровского процесса в течение 1880-х годов производство железных гвоздей прекратилось. К 1880-м годам 10 процентов гвоздей, производимых в Соединенных Штатах, были сделаны из стальной проволоки. В течение шести лет было произведено больше гвоздей из стальной проволоки, чем гвоздей класса B. К 1913 году 90 процентов составляли гвозди. В начале 1900-х годов были произведены первые мотки стальной круглой проволоки, и вскоре были созданы машины для использования этого нового сырья. И первые автоматически изготовленные проволочные гвозди без вмешательства человека, кроме настройки машины, сразу показали, что это будущее.
Дополнительные источники:
Уорф, Эми. История ногтей в миниатюрах, Country Living, июнь 1993 г., стр. 72.
Sloane, Eric A Reverence for Wood, Dover Publications, 2004.
Bolles, Альберт Сидни Промышленная история Соединенных Штатов с самых ранних поселений до наших дней: полный обзор американской промышленности.
Henry Billing Publishing, 1889.
http://www.glasgowsteelnail.com/nailmaking.htm
http: // www.madehow.com/Volume-2/Nail.html
http://www.uvm.edu/histpres/203/nails.html
ДИСКУССИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ГВОЗДЕЙ
Проволочные гвозди
Проволочные гвозди изготавливаются из любого металла, в основном из стали, и обычно используются для обработки тяжелых и грубых пород дерева. Гвозди из стальной проволоки в основном предпочтительны для прочных деревянных работ. Работа по дереву с использованием гвоздей не завершена. Вместо гвоздей для соединения деревянных частей используются различные материалы, такие как резинка и другие липкие материалы.
Применение проволочных гвоздей
Проволочные гвозди используются в основном в процессе строительства, а также при ремонте деревянных дверей и в строительстве офисной мебели, бытовой техники. При строительстве ферм и поддонов важную роль играют проволочные гвозди. Некоторые из распространенных применений проволочных гвоздей:
- Соединение деревянных деталей
- Обрабатывающий материал
- Помогает открыть бутылку
- Используется для украшения
- Строительство нескольких объектов
Типы проволочных гвоздей
Существует множество типов гвоздей, используемых при обработке и изготовлении различных предметов.Некоторые из наиболее часто используемых типов гвоздей упомянуты ниже:
- Ящик для гвоздей
- Гвоздь кладочный
- Гвоздь двуглавый
- Гвоздь винтовой
- Гвозди для пола отрезать
- Гвозди отделочные
- Гвоздь с кольцевой резьбой
- Гвозди обсадные
У каждого типа гвоздей есть отличительные особенности, которые отличают его от других. Гвозди используются последние 3000 лет. Тем не менее, в наш век технологий гвозди помогают решать наши строительные задачи.
Производство проволочных гвоздей
Для изготовления этих гвоздей используется моток проволоки, который затем подается в машину для изготовления гвоздей , которая разрезает ее на отрезки определенной длины. После резки проволоки машина создает острие и головку гвоздя, которые затем собираются в мусорное ведро. В результате этого производственного процесса следы захвата, оставленные на стержне гвоздя, чуть ниже головки гвоздя, что обеспечивает дополнительный захват, предотвращающий вырывание гвоздей из дерева после введения.
Гвозди для обычной древесины, как правило, из более мягкой, низкоуглеродистой и малоуглеродистой стали, используемой при их производстве, в то время как проволочные гвозди, используемые для бетона, намного тверже и изготовлены из высокоуглеродистой стали хорошего качества.
Детали станка для изготовления гвоздей
Есть четыре основных части этой машины:
1. Нож для резки стальной проволоки.
2. Форма для гвоздя для зажима стальной проволоки
3. Пробойник для придания формы шляпке гвоздя
4.Плашки для волочения проволоки в станке
Как работает станок для изготовления проволочных гвоздей?
Это непрерывный процесс изготовления гвоздей, в котором оцинкованная проволока проходит через пресс-форму, а в конце закрепляется резак для гвоздей, чтобы отрезать ее. Нож для ногтей состоит из пары режущих ножей, которые складываются и режут ноготь в соответствии с его размером.
Затем кладется Молоток, который используется для придания формы Головке Гвоздя. Этот окончательно сформированный гвоздь может автоматически упасть в контейнер для сбора гвоздей.Вы можете установить размер и толщину ногтя перед началом процедуры. После этого гвозди автоматически изготавливаются и собираются в коллектор.
Полировка ногтей
После завершения процесса изготовления проволочных гвоздей их необходимо отполировать. Полировать эти ногти нужно в полировальном барабане от 25 до 30 минут. После очистки ногти готовы к использованию. Обычная машина для изготовления гвоздей может использоваться для производства гвоздей разного размера и толщины, и такая машина для изготовления гвоздей может производить в среднем от 300 до 700 гвоздей в минуту.
Укладка гвоздей
Затем гвозди чистятся, скручиваются, обрабатываются и упаковываются в коробки. Производство гвоздей оказалось очень прибыльным бизнесом. Купив станки для изготовления гвоздей и наняв достаточное количество рабочих, вы сможете начать прибыльный бизнес. Даже вы можете начать получать нужную прибыль с первого же месяца.
Некоторые важные особенности станка для производства гвоздей
● Машины с низким уровнем шума считаются более удобными для рабочих.Потому что это не позволяет пользователям чувствовать себя комфортно.
● Автоматическая смазка — важная особенность машины для производства гвоздей, потому что с этой способностью все части машины могут смазываться, когда это необходимо.
● Высокая несущая способность и большая рабочая нагрузка, поэтому он должен иметь прочную конструкцию, чтобы иметь более длительный срок службы.
.