Обувь ручной работы: этапы производства
Туфли и ботинки, сделанные полностью вручную, встречаются сегодня очень редко и стоят дорого — примерно от 400 евро, если мы говорим о Венгрии, и примерно от 600 евро, если речь идёт о Западной Европе и более или менее известных мануфактурах. На производство такой обуви затрачивается много времени, но оно того стоит: у туфель полностью ручной работы, например, можно большее число раз заменять подошву; они немного по-другому выглядят, а зачастую ещё и более комфортны. В этой статье мы опишем ключевые этапы создания туфель ручной работы на ранту.
Оглавление:
Раскрой кожи
Естественно, кожа для обуви ручной работы кроится только вручную. Если речь идёт о пошиве обуви на заказ, то используются индивидуальные, специально созданные лекала для вырезания кусков кожи. Для готовой обуви используются стандартные лекала, обычно изготовленные из плексиглаза или другого современного материала.
Для раскраивания шкур обувщики используют нож-кликер, а сама эта процедура называется кликингом (clicking).
Раскрой кожи для обувиПеред выполняющим её работником стоит непростая задача: нужно использовать шкуру максимально рационально, отбраковав при этом все участки с дефектами. В случае с очень дорогой обувью, сшитой на заказ, используются лишь самые лучшие участки шкуры, причём многие шкуры отбраковываются ещё на этапе закупки.
Сшивание частей верха
На следующем этапе, который называется клоузингом (closing), вырезанные части кожи сшиваются друг с другом — и получается верх обуви.
Сшивание частей верха обуви
Помимо этого, верх сшивается с подкладкой, а также осуществляется декорирование отдельных частей верха — например, брогирование. На обуви полностью ручной работы брогирование делается вручную, без использования машин — и это занимает довольно много времени по сравнению с брогированием на фабричной обуви, где одна машина может делать дырочки одновременно на десяти кусках кожи.
Натягивание верха на колодку
Готовый верх обуви нужно натянуть на колодку, и эту операцию — ластинг (lasting) — делает ластер (laster). В случае с фабричной обувью ластинг обычно осуществляется полностью или частично с помощью специальных машин, что заметно сокращает издержки.
Натягивание верха обуви на колодкуЛастер — это ремесленник, натягивающий кожу на деревянную колодку и временно прибивающий её гвоздиками. Позже, когда верх накрепко пришивается к ранту, гвозди снова вынимаются. Молоток часто намагничивается для облегчения манипуляций с множеством мелких гвоздей.
Бернхард Ретцель, автор книги «Джентльмен»
Стоит добавить, что раньше колодки изготавливались исключительно из дерева, но сегодня в ряде случаев даже для обуви на заказ (bespoke) используются колодки из пластика. У производителей готовой обуви имеются готовые колодки, а мастера, которые шьют заказную обувь, либо вытачивают колодки под клиента, либо используют готовые колодки разных размеров и форм, к которым по мере надобности прикрепляют в необходимые места куски кожи, чтобы добиться соответствия формы колодки форме стопы клиента.
Подготовка внутренней подмётки и пришивание ранта
Обувь полностью ручной работы часто шьётся с использованием ранта, причём этот рант пришивается вручную. Во внутренней подмётке (insole) вручную вырезается гребень, и после этого к нему и к верху вручную пришивается рант; сама подмётка тоже вырезается вручную. Это довольно трудоёмкая операция, и в случае с фабричной обувью сам процесс упрощают: гребень не вырезают в самой подмётке, а приклеивают к ней, используя заметно более тонкие подмётки (а сам гребень при этом сделан из текстиля). Рант к подмётке и верху на фабричной обуви пристрачивает машина, и делает это очень быстро.
Вырезание гребня на внутренней подметке
Сшивание ранта, гребня и верха обуви
В чем же заключается преимущество ручной работы на данном этапе? Знатоки говорят, что ручное крепление ранта (hand-welting) позволяет большее число раз заменять подошву; кроме того, hand-welted обувь при прочих равных оказывается более комфортной.
Пришивание подошвы и крепление каблука
После того, как рант соединен с внутренней подмёткой и верхом, на подмётку помещают пробковый наполнитель (cork filling) — это могут быть пробковые брикеты или же вязкая смесь на основе пробковой крошки.
Размещение пробкового наполнителя на внутренней подошве обувиНа следующем этапе — soling — рант сшивается с внешней подошвой (outsole).
Сшивание ранта с внешней подошвой обувиНа обуви полностью ручной работы это делается вручную, иглой и нитью — такая операция трудоёмкая и длительная, и поэтому даже на hand-lasted и hand-welted обуви шов, соединяющий рант и внешнюю подошву, довольно часто выполняется с помощью машины. После крепления к верху «талия» (средняя часть) подошвы на туфлях ручной работы обычно изящно закругляется.
Далее осуществляется сборка каблука. На классических туфлях каблуки наборные — они сделаны из нескольких слоев кожи и резины, которые крепятся друг к другу и к подошве при помощи клея и маленьких гвоздиков.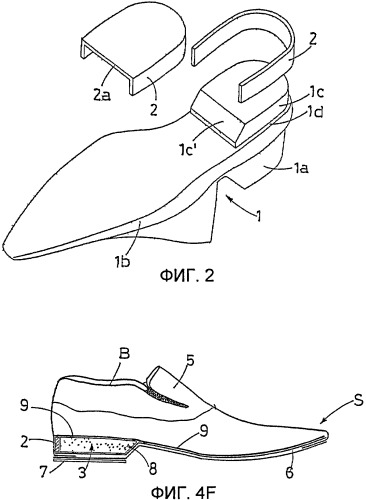 На сравнительно недорогих фабричных туфлях часто используются слои не из кожи, а из кожкартона — это обходится дешевле.
На сравнительно недорогих фабричных туфлях часто используются слои не из кожи, а из кожкартона — это обходится дешевле.
Финишинговые процедуры
После крепления подошвы и каблука туфли проходят ещё несколько процедур. В частности, ребро подошвы и каблука, и сами каблук и подошва шлифуются, вручную окрашиваются и полируются. Верх туфель вручную полируется, на него может наноситься уникальная патина с помощью красок и кремов.
Окрашивание каблука
Окрашивание верха обуви
Внешняя сторона подошвы и её верхний край иногда обрабатываются вручную зубчатыми колесиками. Затем в туфли вставляются стельки, обувь проверяют на отсутствие дефектов, после чего зашнуровывают и упаковывают.
Оборудование для производства обуви
Используя современное технологичное оборудование для производства обуви, изготовители существенно повышают качество готовой продукции, в разы увеличивают масштабы выпускаемых партий, сокращают себестоимость работ.
Что нужно для оснащения обувного цеха
Процесс изготовления обуви делится на четыре базовых этапа, на каждом из которых используется специализированное оборудование для пошива обуви:
- раскрой — раскройные комплексы, оборотные и траверсные вырубные прессы;
- заготовка — специальные прессы, машины для двоения кожи, швейные машины и т. д.;
- пошив — устройства для затяжки и формования, фиксации подошвы, стелек, прибивки каблуков и пр.;
- финишная обработка — автоматы для устранения дефектов, обжига нити, покраски и т. п.
Где купить оборудование
Вы сможете купить оборудование для производства обуви в Москве, обратившись в компанию «Грамос». Предприятие реализует качественные специализированные машины и устройства от ведущих мировых производителей. Преимущества для клиентов:
- Большой опыт работы. Компания была основана в 1999 году.

- Широкий ассортимент. Всегда в наличии любые модели.
- Экономия. Цены на оборудование для изготовления обуви остаются доступными, несмотря на внешние обстоятельства.
- Удобные условия. Оперативная доставка станков во все регионы России.

Специалисты компании «Грамос» оказывают профессиональную помощь в выборе машин и станков, ориентируясь на специфику предприятия заказчика, его требования к мощности, производительности и экономичности.
Мы предлагаем купить оборудование для производства обуви и получить бесплатный гарантийный сервис на протяжении одного года. Опция включает в себя пусконаладочные работы, регулярные плановые проверки (раз в три месяца) и устранение неисправностей (замену деталей).
Чтобы получить консультацию и заказать оборудование для обуви с доставкой по России, оставьте заявку на сайте или свяжитесь с представителем фирмы любым удобным способом.
Технология обувного производства (сборщик обуви)
Сборщик обуви – мастер, обувщик, создающий из отдельных деталей готовые туфли, сапоги и ботинки.
Особенности профессии:
Еще сравнительно недавно, каких-нибудь 200 лет назад, обувь изготавливалась исключительно вручную, индивидуально или крохотными партиями. Этим занимались сапожники. Сегодня обувь в основном производится массово. Мастера, занятые в массовом производстве, называются обувщиками.
Дизайнер разрабатывает эскизы, конструктор продумывает конструкцию обуви, из каких деталей она будет состоять. Когда детали раскроены, их нужно собрать воедино – этим и занимается сборщик.
 д.
д.Сшивание и украшение декоративными швами – очень ответственные операции, которые требуют от мастера точности и аккуратности. Строчка союзки и строчка канта – самые сложные этапы работы. Мастер ведёт линию шва в полутора – двух сантиметрах от края, и строчка, если она выйдет кривой, нельзя распороть и переделать, особенно если обувь кожаная. Игла оставляет на обувной коже неисправимые следы, а испорченная деталь отправляется в брак.
Наконец, когда верх готов, все детали сшиты и проклеены, к нему можно крепить ходовую часть ботинка. Для этого могут использоваться разные технологии – от склеивания до литья. Чтобы приклеить подошву, надетый на колодку готовый верх промазывается клеем по местам соединения будущего соединения. К ним с помощью пресса прижимается подошва. Это тоже очень важный момент: если подмётку приклеить сикось-накось, исправить оплошность уже не получится.
Сборщик обуви может специализироваться на изготовлении верха, изготовлении низа или соединении верха с низом.
Моды, фасоны, конструкции обуви постоянно меняются. Это значит, что сборщику обуви приходится постоянно осваивать новые алгоритмы работы, новые операции. С другой стороны, с опытом приходит мастерство, с которым никакие нововведения уже не страшны.
Рабочее место:
Сборщик обуви может работать на обувных фабриках, мастерских по индивидуальному пошиву обуви (в том числе ортопедической).
Важные качества:
Профессия сборщик обуви предполагает хорошую координацию движений, чувство ритма, быструю реакцию, аккуратность, умение концентрировать и распределять внимание.
Также необходима физическая выносливость. Заболевания центральной нервной системы, сердечнососудистой системы, опорно-двигательного аппарата, слабое зрение (если оно не компенсируется очками), аллергия на некоторые вещества не позволяют работать на конвейере.
Знания и навыки:
Сборщик обуви должен знать технологию производства обуви, владеть операциями по сборке.
Технология производства обуви | Бизнес Промышленность
В нынешнее время современнее технологи получения какого-либо продукта идут большими шагами. До высокого уровня дошла автоматизация практически все основных процессов, в том числе и технология изготовления обуви
Человек уже не должен прикладывать руку к этому виду производства – он лишь управляет. В автоматизированном производстве – это простота и удобство управления.
Описание технологического процесса
Более детальная информация о том, как выполняется технология производства обуви и о процессах производства обуви:
— происходит обработка паром под давлением носочной и пяточной части заготовка для упрощения и размягчения надевания на колодку.
— колодка рассоединяется для заготовки и происходит смыкание, ожидая установки в конвейере. За этим всем выполняется контроль, оператор видит весь процесс на дисплее при помощи встроенной видеокамеры.
— затем происходит снятие головки при помощи нагревательного тоннеля, который использует горячий воздух. Скорость этого этапа напрямую зависит от вида и типа обуви.
Скорость этого этапа напрямую зависит от вида и типа обуви.
— рабочая машина выполняет взъерошивание заготовки по контуру четко до линии оттиска так, чтобы не было попадания пыли на место литьевых пресс-форм.
— после этого робот прикрепляет металлические стельки к низу самой заготовки, при использовании теремоплавкого клея.
— затем робот снимает уже готовую обувь со стола и выполняет установку следующей колодки на позицию, чтобы совершить прилив подошвы.
— в свою очередь другой робот выполняет распыление разделительной смазки на поверхности пресс-формы. Это выполняется очень аккуратно и точно, что позволяет полностью быть уверенным, что разделительная смазка не сможет попасть на остальные части заготовки.
— затем в реакционном блоке происходит смешивание системы полиуретанов. В этом процессе технология производства обуви дает возможность выполнить смешивание самоочищающимся шнеком. Довольно часто специалисты добавляют различные краски и др. добавки.
— после этого выполняется охлаждение подошвы, это происходит в холодном туннеле, так как может возникнуть риск остаточной деформации при снятии.
— на следующем этапе автоматизированное оборудование обрезает остаточную промежуточную или ходовую подошву при использовании специального чипа, на который до этого произвели запись информации.
Последний этап
В завершении технология производства обуви предусматривает снятие уже готовой продукции с колодки. Это все сопровождается автоматизированным раскрывающимся механизмом для простоты операции.
Социальные закладки
Тест «Технология производства обуви» по профессии «Сборщик обуви».
ТЕСТ
Тема: «Технология производства обуви» (профподготовка)
по профессии «Сборщик обуви»
Выберите наружные детали верха обуви:
а) союзка
б) берцы
в) задинка
г) задник
д) подблочник
Выберите наружные детали низа обуви:
а) подошва
б) подошва с крокулем
в) декоративный рант
г) каблук
д) геленок
Перечислите материалы для изготовления колодок.

Допишите в тексте пропущенные слова.
Затяжные колодки необходимы для ___________ заготовки верха обуви, т.е. придания ей __________.
Вспомогательные колодки используют, если ________ не может ________ изготовления.
Напишите плюсы и минусы ручного раскроя кож.
Выберите виды материалов, которые разрубают в виде делюжек:
а) картон обувной
б) резина
в) кожа для верха обуви
г) кожа для низа обуви
Выберите операции предварительной обработки деталей верха обуви
а) спускание краев деталей
б) выравнивание толщины
в) перфорация союзки
г) перфорация задинки
д) тонирование заготовки
е) увлажнение заготовки
Укажите какие величины затяжной кромки
а) 1,5 см.
б) 0,7 см.
в) 0,3 см.
применяют при затяжке следующих методов крепления
выворотной
клеевой
рантовый
Дописать предложение.
Для правильного расположения носочно-пучковой части заготовки на колодке применяют операцию:
а) обтяжка заготовки
б) перетяжка заготовки
в) затяжка заготовки
Какие вы знаете методы крепления? (перечислить)
а) механические — _____________________________________
б) химические — _____________________________________
в) комбинированные — _____________________________________
Допишите в тексте пропущенные слова:
Высоту каблука измеряют по вертикали от ________ закругления по ____________ шву до ходовой поверхности _________ за вычетом толщины детали низа в ________.
Укажите детали низа обуви, которые обеспечивают прочную конструкцию пяточно-геленочного отдела обуви
а) геленок
б) затяжная стелька
в) жесткий подпяточник
г) жесткий подносок
д) каблук
Укажите каким швом
а) тачным
б) накладным
в) мокасиновым
г) расстрочным
можно соединить
овальную вставку и обсоюзку
задинку и берец
берцы по заднему шву
две полусоюзки
Учащийся ____________________________________________
(Ф. И.О. полностью, подпись)
И.О. полностью, подпись)
Дата _____________________
Основы производства кожаной обуви
Все операции обувного производства можно объединить в шесть групп: 1) раскрой обувных материалов; 2) предварительная обработка деталей обуви перед их скреплением; 3) сборка заготовки; 4) формование заготовки; 5) прикрепление низа обуви; 6) заключительная отделка обуви.
Раскрой обувных материалов. Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности; это связано с наличием дефектов (различных по виду, размеру и месту расположения на коже) и с неоднородностью свойств кожи по площади, в продольном и поперечном направлениях. Ответственные детали выкраивают из чепрака. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой. Долевое направление наружных деталей должно соответствовать направлению наименьшей тягучести (продольному направлению — в кожах, основе — в тканях и искусственных кожах на тканевой основе).
Долевое направление наружных деталей должно соответствовать направлению наименьшей тягучести (продольному направлению — в кожах, основе — в тканях и искусственных кожах на тканевой основе).
Предварительная обработка деталей. Обработка деталей низа включает общие и специальные операции. К общим относят:
1) выравнивание деталей низа по толщине;
2) клеймение — нанесение маркировки, предусмотренной ГОСТ 7296-81;
3) формование.
Подошвам и основным стелькам придают профиль следа колодки, жестким задникам и подноскам — форму пяточной и носочной части колодки. До формования детали низа подвергают специальным обработкам, которые зависят от вида детали, материала и метода крепления низа. Специальная обработка основных стелек включает дублирование тонких стелек с полустелькой для их упрочнения, соединение стельки с теленком, утонение стельки в пучках для увеличения гибкости обуви, получение натуральной или искусственной губы в стельках для обуви рантового метода крепления. Специальная обработка подошв включает соединение подошву с обводкой, подложкой или подметкой, утонение крокульной части подошвы, фрезерование уреза подошв и каблуков из натуральной кожи и резины; взъерошивание подошв клеевого крепления с изнаночной стороны, промазывание их клеем и подсушивание. Специальная обработка жестких задников и подносков заключается в утонении краев по всему периметру и просекании нижнего края, идущего под загибку при формовании обуви. Просекание краев предупреждает возникновение грубых складок по грани следа, утонение — предохраняет стопу от натирания.
Специальная обработка подошв включает соединение подошву с обводкой, подложкой или подметкой, утонение крокульной части подошвы, фрезерование уреза подошв и каблуков из натуральной кожи и резины; взъерошивание подошв клеевого крепления с изнаночной стороны, промазывание их клеем и подсушивание. Специальная обработка жестких задников и подносков заключается в утонении краев по всему периметру и просекании нижнего края, идущего под загибку при формовании обуви. Просекание краев предупреждает возникновение грубых складок по грани следа, утонение — предохраняет стопу от натирания.
Предварительная обработка деталей верха осуществляется одновременно с пошивом
(сборкой) заготовки. Она включает клеймение в соответствии с ГОСТ 7296-81,
спускание краев деталей, отделку видимых краев, дублирование наружных деталей верха с межподкладкой, украшение деталей. Спускание или утонение проводится для всех краев деталей верха, кроме затяжной кромки заготовки, идущей под загибку при формовании обуви. В результате спускания краев при сострачивании деталей не образуются грубые толстые швы. Видимые края деталей загибают, окрашивают, подвергают горячему формованию или обжигу, окантовывают для улучшения внешнего вида обуви и повышения прочности швов соединения деталей заготовки. Дублирование наружных деталей верха с межподкладкой проводят с целью упрочнения деталей верха и повышения формоустойчивости верха обуви. Украшение деталей верха проводят для повышения уровня эстетических свойств обуви.
В результате спускания краев при сострачивании деталей не образуются грубые толстые швы. Видимые края деталей загибают, окрашивают, подвергают горячему формованию или обжигу, окантовывают для улучшения внешнего вида обуви и повышения прочности швов соединения деталей заготовки. Дублирование наружных деталей верха с межподкладкой проводят с целью упрочнения деталей верха и повышения формоустойчивости верха обуви. Украшение деталей верха проводят для повышения уровня эстетических свойств обуви.
Сборка (или пошив) заготовки. Заготовка — это комплект наружных, внутренних и промежуточных мягких деталей верха обуви, скрепленных между собой. Детали заготовки сшивают ниточными швами, склеивают, сваривают токами высокой частоты (ТВЧ). ТВЧ сваривают детали из искусственных и синтетических кож. Склеивают наружные детали верха с межподкладкой (дублирование). Сшивают детали настрочным, тачным, переметочным и выворотным швами (рис.).
Рис. Заготовочные швы:
а — настрочной; б — тачной; в — переметочный; г — выворотный
Настрочным швом скрепляют носок с союзкой, союзку с берцами и задинками, перед с голенищем. Тачным и переметочным швами сшивают голенища, задние края берцев и задинок. Переметочный шов менее прочный, чем тачный, поэтому его укрепляют задним наружным ремнем. Выворотным швом сшивают наружные детали верха с подкладкой по верхнему краю заготовки.
Тачным и переметочным швами сшивают голенища, задние края берцев и задинок. Переметочный шов менее прочный, чем тачный, поэтому его укрепляют задним наружным ремнем. Выворотным швом сшивают наружные детали верха с подкладкой по верхнему краю заготовки.
Формование заготовки — придание заготовке формы и размеров колодки, которые должны сохраняться и после снятия обуви с колодки, при ее хранении и носке. Различают три способа формования: 1) обтяжно-затяжной; 2) беззатяжной; 3) комбинированный.
Обтяжно-затяжной называют способом внешнего формования, так как растягивающие усилия прилагаются к заготовке извне (с помощью клещей или пластин обтяжно-затяжной машины). Обувь внешнего формования имеет высокую формоустойчивость, поэтому его широко используют для формования обуви.
При беззатяжном способе формования растягивающие усилия прилагаются к заготовке изнутри (за счет раздвижения колодки). Поэтому его назвали способом внутреннего формования. Способ менее трудоемкий и материалоемкий, чем обтяжно-затяжной, однако применяется для узкого ассортимента обуви (домашней, легкой, летней) из-за ее низкой формоустойчивости.
Комбинированный способ формования является комбинацией первых двух.
Окончательное закрепление формы и размеров обуви осуществляется в процессе ее влажно-тепловой обработки и сушки на колодке.
Прикрепление низа обуви. Все методы крепления деталей низа обуви к заготовке верха можно разделить на 4 группы: 1) шпилечные, 2) ниточные, 3) химические, 4) комбинированные (рис.).
Рис. Методы крепления низа обуви:
а — гвоздевой; б — прошивной; в — сандальный; г — доппедьный; д — рантовый; е — рантопрошивной; ж — парко; з — выворотный; и — клеевой;
к — горячей вулканизации; л — рантово-клеевой; м — строчечно-клеевой;
1 — заготовка; 2 — стелька; 3 — простилка; 4 — подошва; 5 — подложка;
6 — гоздь; 7 — ниточный шов; 8 — мягкая стелька
Шпилечные методы представлены двумя: винтовым и гвоздевым. Их используют для изготовления производственной обуви, обуви для армии и флота, реже повседневной. Обувь тяжелая, жесткая, негибкая, крепление обеспечивает ей высокую прочность, водостойкость, надежность.
К ниточным методам крепления относят рантовый, сандальный, доппельный, метод парко, прошивной, рантопрошивной, бортовой, выворотный, втачный и другие. Подошву скрепляют с заготовкой с помощью одно- и двухниточных швов. Используют капроновые, нейлоновые, реже льняные нитки. Обувь ниточных методов крепления более легкая, мягкая, гибкая, гигиеничная, но менее прочная и надежная, чем винтовая и гвоздевая. Прочность ниточного крепления подошвы зависит от плотности и толщины скрепленных деталей. Эти методы используют для изготовления повседневной, модельной, домашней и спортивной обуви для детей и взрослых.
При рантовом методе подошву прикрепляют к заготовке и основной стельке через рант, применяют рантовую стельку с губой. Внешние отличительные признаки — наличие ранта, отсутствие крепителей на поверхности основной стельки в носочно-пучковой и геленочной части. Рантовая обувь самая надежная, теплозащитная и ремонтопригодная в сравнении с обувью других ниточных методов. Но из-за повышенной трудоемкости рантовый метод применяется ограниченно для изготовления мужской и женской обуви, повседневной и модельной, летней и утепленной.
Сандальный метод применяют для изготовления сандалий. Отличительные признаки — отсутствие подкладки и основной стельки, мягкие носки, затяжная кромка заготовки отгибается наружу и выходит в урез подошвы, наличие накладного ранта, подошвенный шов скрепляет подошву, затяжную кромку заготовки и накладной рант. Обувь очень легкая и гибкая, но деформируется при увлажнении и высушивании, недостаточно надежная.
Доппельный (полусандальный) метод отличается от сандального наличием стельки и подкладки, нижний край которой загибают и прикрепляют к стельке; обувь менее гибкая, но более надежная в носке и меньше деформируется при увлажнении и высушивании. Выпускают летнюю и утепленную обувь для детей и взрослых.
Метод парко разработан на обувной фабрике «Парижская Коммуна». Его особенность состоит в том, что рант пришивают к затяжной кромке заготовки еще до ее формования, после чего заготовку формуют, затем подошву пришивают к ранту. Этим методом изготавливают детскую обувь. Внешне она похожа на рантовую. Но если сильно отжать верх от ранта, можно увидеть ниточный шов, скрепляющий рант с заготовкой. Метод парко имеет три разновидности. В обуви парко I отсутствует основная стелька; вынув из обуви вкладную стельку можно увидеть шов, скрепляющий рант с заготовкой. В обуви парко II (рант доходит до каблука) и парко III (рант круговой) нижний край заготовки и рант, пришитый к нему, скрепляют с основной стелькой тексами (маленькими гвоздиками), которые видны на стельке внутри обуви. Обувь парко I более легкая, гибкая, но менее формоустойчивая и надежная, чем парко II и III, поэтому ее выпускают для детей младшего возраста, а обувь парко II и III — для более взрослых детей.
Но если сильно отжать верх от ранта, можно увидеть ниточный шов, скрепляющий рант с заготовкой. Метод парко имеет три разновидности. В обуви парко I отсутствует основная стелька; вынув из обуви вкладную стельку можно увидеть шов, скрепляющий рант с заготовкой. В обуви парко II (рант доходит до каблука) и парко III (рант круговой) нижний край заготовки и рант, пришитый к нему, скрепляют с основной стелькой тексами (маленькими гвоздиками), которые видны на стельке внутри обуви. Обувь парко I более легкая, гибкая, но менее формоустойчивая и надежная, чем парко II и III, поэтому ее выпускают для детей младшего возраста, а обувь парко II и III — для более взрослых детей.
Прошивной метод отличается наличием сквозного ниточного шва на подошве и стельке, отсутствием ранта, его применяют для изготовления спортивной, домашней и дорожной обуви.
Рантопрошивной метод. Применяют обычную стельку без губы. Рант пришивают к заготовке и стельке сквозным швом, затем к ранту пришивают подошву. Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
Бортовой метод отличается тем, что используется подошва с бортиком, и шов, скрепляющий подошву с заготовкой, располагается выше грани следа. Обувь легкая, гибкая, удобна в носке. Выпускают опанки, туфли и полуботинки летнего и весенне-осеннего назначения.
Выворотным методом изготавливают чувяки, туфли комнатные и дорожные. Они не имеют основной стельки, подошва кожаная или войлочная. Подошву подрезают с бахтармы на расстоянии 12-14 мм от края по всему периметру — получают губу. Заготовку выворачивают на изнанку, и затяжную кромку сшивают с губой. После скрепления обувь выворачивают на лицевую сторону, внутрь обуви вкладывают картонную стельку, обклеенную тканью. Обувь легкая, мягкая, гибкая.
Втачным методом изготавливают пинетки (обувь для новорожденных) и чешки. Для подошвы используют мягкие кожи для верха обуви и подкладки, фетр, ткани, трикотажные полотна. Подошву с заготовкой соединяют тачным швом. В обуви отсутствует основная стелька, жесткие задники и подноски. Это легкая, мягкая, гибкая обувь.
Подошву с заготовкой соединяют тачным швом. В обуви отсутствует основная стелька, жесткие задники и подноски. Это легкая, мягкая, гибкая обувь.
К химическим методам крепления относят клеевой, метод горячей вулканизации, литьевой.
Наиболее широко применяют клеевой метод. Подошву прикрепляют к заготовке клеем. Применяют наиритовый, перхлорвиниловый, нитроцеллюлозный, полиуретановый и др. клеи. Достоинство этого метода — в его универсальности. Им можно изготовить обувь любого целевого назначения (повседневную, модельную, спортивную, домашнюю), разного сезонного и поло-возрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепляемых деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Конечно, она менее надежна, чем обувь гвоздевого крепления; ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
Метод горячей вулканизации позволяет получить очень прочное, герметичное соединение подошвы с заготовкой. Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную. Для модельной обуви не применяют. Метод горячей вулканизации имеет две разновидности: прессовую и котловую вулканизацию. В первом случае, формование подошвы, ее вулканизация и прикрепление к заготовке осуществляются в одной пресс-форме. Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную. Для модельной обуви не применяют. Метод горячей вулканизации имеет две разновидности: прессовую и котловую вулканизацию. В первом случае, формование подошвы, ее вулканизация и прикрепление к заготовке осуществляются в одной пресс-форме. Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
Литьевой метод. В одной пресс-форме осуществляются формование подошвы и ее прикрепление к заготовке. Для подошв используют термопластичные полимеры: полиуретан, поливинилхлорид, термоэластопласты, полиэтилен и др. Применяют для изготовления повседневной, модельной, домашней, спортивной и производственной обуви. По свойствам близка к обуви прессовой вулканизации. Отличается наличием следа от литника на подошве, подошва имеет более четкие грани и зеркальный блеск, можно получить более тонкие подошвы и более изящную обувь.
В одной пресс-форме осуществляются формование подошвы и ее прикрепление к заготовке. Для подошв используют термопластичные полимеры: полиуретан, поливинилхлорид, термоэластопласты, полиэтилен и др. Применяют для изготовления повседневной, модельной, домашней, спортивной и производственной обуви. По свойствам близка к обуви прессовой вулканизации. Отличается наличием следа от литника на подошве, подошва имеет более четкие грани и зеркальный блеск, можно получить более тонкие подошвы и более изящную обувь.
Комбинированные методы крепления представляют собой сочетание двух различных методов, чаще ниточных с химическими. Например, рантово-клеевой (рис.), доппельно-клеевой, сандально-клеевой, клеепрошивной, строчечно-клеевой (рис.), гвозде-клеевой и др. методы крепления.
Каблуки приклеивают или прикрепляют с помощью штифтов (гвоздей, шурупов, металлических втулок). Средние и высокие каблуки прикрепляют комбинированным способом (штифто-клеевым). Набойки приклеивают, прикрепляют гвоздями или специальными штифтами.
Заключительную отделку обуви проводят чтобы: придать обуви красивый внешний вид; устранить дефекты, возникшие при изготовлении; повысить водостойкость кожаных деталей. Отделка низа обуви включает фрезерование уреза (торцевой поверхности) подошвы, каблука, набойки, шлифование отфрезерованных поверхностей, окраску и полирование уреза и опорной поверхности подошвы и каблука. Использование предварительно обработанных деталей низа упрощает или исключает заключительную отделку низа обуви. Отделка верха обуви включает чистку (удаление загрязнений с деталей верха механическим или химическим способом), заделку мелких поверхностных дефектов (царапин, пятен, осыпания покрытия), разглаживания складок и морщин утюжкой, аппретирование, создание теневых эффектов на наружных деталях верха распылением краски через трафарет.
3.5 Производство обуви методом литья под давлением
3.5 Производство обуви методом литья под давлением
Во многих странах широко применяется метод литья обуви из резины и термопластичных материалов. Ленинградский завод резиновой обуви ЛПО «Красный треугольник» был одним из создателей этого метода в отечественной практике. Сущность его заключается в том, что в закрытую полость пресс-формы впрыскивают дозу разогретого и пластифицированного полимерного материала. Если материал является эластомером (резиновая смесь), в пресс-форме происходит вулканизация изделия, если же материал термопластичен (ПВХ, ТЭП), то пресс-форма интенсивно охлаждается для устранения излишней пластичности термопласта.
Ленинградский завод резиновой обуви ЛПО «Красный треугольник» был одним из создателей этого метода в отечественной практике. Сущность его заключается в том, что в закрытую полость пресс-формы впрыскивают дозу разогретого и пластифицированного полимерного материала. Если материал является эластомером (резиновая смесь), в пресс-форме происходит вулканизация изделия, если же материал термопластичен (ПВХ, ТЭП), то пресс-форма интенсивно охлаждается для устранения излишней пластичности термопласта.
Существует много конструкций литьевых машин, но все они имеют следующие узлы и механизмы: литьевую головку, устройство для дозирования, пресс-форму, системы обогрева и охлаждения, привод литьевой машины и пульт автоматической системы управления.
Литьевые машины выпускает ряд зарубежных фирм: «Штюббе» и «Десма» (Германия), «Сефом» (Франция), «Энгель» (Австрия), «Оттогалли» (Италия) и др.
Производство обуви методом литья под давлением имеет важные преимущества перед другими существующими методами: повышается производительность за счет сокращения времени вулканизации; улучшается качество резиновой обуви; ликвидируются операции изготовления заготовок; уменьшаются отходы материалов; появляется возможность полной механизации и автоматизации процессов.
Применение термопластичных материалов исключает необходимость подготовительного процесса. Изготовление обуви из них начинается на литьевом автомате и на нем заканчивается. Метод литья обуви из термопластичных материалов дает значительную экономию энергетических затрат, так как исключается процесс вулканизации. Производительность труда на одного работающего при этом методе в 2 раза выше, чем при методе формования, и в 9 раз выше, чем при методе клейки.
3.5.1 Производство обуви из резиновых смесей методом литья
При реализации процесса литья под давлением отпадает необходимость в изготовлении и сборке резиновых деталей, так как резиновая смесь в виде заготовки простой конфигурации (ленточка, жгут, гранулы) автоматически подается в литьевой узел.
Рекомендуемые файлы
В цилиндре литьевой машины резиновая смесь пластицируется, разогревается и после перехода в вязкотекучее состояние под давлением впрыскивается в закрытую нагретую пресс-форму, которая движется по кругу и автоматически размыкается после окончания цикла вулканизации.
До последнего времени в мировой практике не имелось опыта изготовления цельнорезиновой обуви на текстильной подкладке методом литья под давлением, за исключением отдельных экспериментов по литью галош на ЛПО «Красный треугольник» еще в 30-х годах, и рекламных данных немецких фирм «Штюббе» и «Десма» о разработке оборудования для литья сапог. Однако, несмотря на широкую рекламу, эти агрегаты для литья сапог высотой до 450 мм были изготовлены всего в одном экземпляре, и опыт их эксплуатации не увенчался успехом, так как не удалось получить изделия стабильного качества.
Сложность проблемы литья высокой резиновой обуви состоит в том, что в отличие от термопластов, которые при переработке методом литья под давлением вследствие разогрева переходят в истинно вязкое состояние (расплав), каучук и резиновые смеси характеризуются высокой вязкостью вследствие большой молекулярной массы эластомеров, и при их переработке развиваются большие высокоэластические деформации релаксационного характера.
В связи с этим для переработки резиновых смесей применяется литьевое оборудование, обеспечивающее более высокие давления литья при заполнении пресс-формы, а запирающее формы устройство обеспечивает при этом повышенные усилия смыкания в момент литья и вулканизации. Вулканизация требует выдержки изделия в течение определенного времени при высоких температурах нагрева формы.
Наличие текстильной подкладки с высокоразвитой поверхностью, а также сложная форма высокой резиновой обуви оказывает существенное влияние на реологическое поведение резиновых смесей и параметры процесса переработки, что в свою очередь требует как создания специального литьевого оборудования, так и синтеза резиновых смесей со сложным –комплексом свойств.
Эти трудности являются основными причинами отсутствия в мировой практике опыта изготовления эластичной резиновой обуви на текстильной подкладке методом литья под давлением.
3.5.2 Производство обуви из термопластичных материалов
Процесс переработки термопластичных материалов при литье обуви под давлением состоит в пластикации и плавлении гранулированного полимера в инжекторе литьевой машины, впрыске расплава в форму при высоком давлении и окончательном формировании изделия при охлаждении расплава в форме.
Применение высокого давления при литье необходимо не только для осуществления впрыска материала в форму, но и в основном для компенсации усадки при охлаждении. Чем выше давление литья, тем в меньшей степени происходят усадочные явления, так как за счет сжимаемости полимерного расплава при высоком давлении частично или полностью компенсируется уменьшение объема при резком охлаждении. Если эта компенсация происходит лишь частично, то применяют дополнительное нагнетание в пресс-форму расплава полимера давлением на начальной стадии охлаждения (дополнительную подпитку).
Наряду с давлением расплава полимера важнейшим технологическим параметром работы литьевых установок является температура материала, которая существенно меняется на разных стадиях процесса переработки, начиная с предварительного подогрева холодных гранул материала в специальном устройстве.
Еще одним важнейшим параметром процесса является продолжительность цикла литья—основной фактор, определяющий не только технологический режим литья, но и производительность установки. Резервы времени для увеличения производительности заключены в технологической части цикла, которая в основном определяется временем литья и охлаждения.
Резервы времени для увеличения производительности заключены в технологической части цикла, которая в основном определяется временем литья и охлаждения.
В качестве материала для литья обуви в отечественной и зарубежной практике в основном используются пластифицированные композиции поливинилхлорида.
При литье обуви используются две основные схемы литья: простое однослойное литье и многослойное, так называемое сэндвич-литье. Однослойное литье может применяться при изготовлении относительно простой по конструкции обуви, например полусапожек, невысоких туфель, сандалий, детской обуви. При этом в составе агрегата находится одна литьевая машина, а материал заполняет пресс-форму через один литьевой канал (литник). Примером такого оборудования являются агрегаты типа ТПН-10 и Н-6.
Многослойное литье состоит в поочередном впрыскивании двух и более расплавов полимеров из двух и более литьевых устройств в литьевую форму.
Принципиальное отличие процесса производства обуви из композиций ПВХ методом литья под давлением заключается почти в полном исключении закройно-заготовительного и подготовительного производства. Обувь, выпускаемая методом литья из ПВХ, состоит из внутреннего текстильного каркаса и наружного слоя ПВХ. Но так как требования к верху обуви и подошве различны, для их изготовления применяют ПВХ разных марок: для верха—ПЛ-1, для подошвы и каблука—ПЛ-2 (таблица 3.8).
Обувь, выпускаемая методом литья из ПВХ, состоит из внутреннего текстильного каркаса и наружного слоя ПВХ. Но так как требования к верху обуви и подошве различны, для их изготовления применяют ПВХ разных марок: для верха—ПЛ-1, для подошвы и каблука—ПЛ-2 (таблица 3.8).
Т а б л и ц а 3.8—Рецептуры композиций ПВХ
Наименование компонентов | Количество компонентов | |
ПЛ-1 | ПЛ-2 | |
ПВХ М-64 или С-63 | 100 | — |
ПВХ С-70 | — | 100 |
Диоктилфталат | 100 | 100 |
Стеараты | 1 | 1 |
Дифенилпропан | 0,1 | 0,1 |
Эпоксидная смола | 2 | 2 |
Красители (технический углерод, пигменты, титановые белила и т. | 0,01¸0,50 | 0,01¸0,50 |
 д.) в зависимости от цвета и оттенка
д.) в зависимости от цвета и оттенкаКомпозиции ПВХ поступают на предприятия в виде гранул различных цветов. Гранулы ПВХ упакованы в двухслойные мешки (внутренний из полиэтилена, наружный из бумаги или текстиля), для защиты ПВХ от влаги. Перед пуском в производство ПВХ проверяют следующие его показатели:
ПЛ-1 | ПЛ-2 | |
Термостабильность при температуре 175±10С, мин | 100 | 100 |
Показатель текучести расплава при 1700С | 20 | 1 |
Перед тем как засыпать ПВХ в расходные бункеры литьевого автомата, его выдерживают в производственном помещении не менее 12 часов.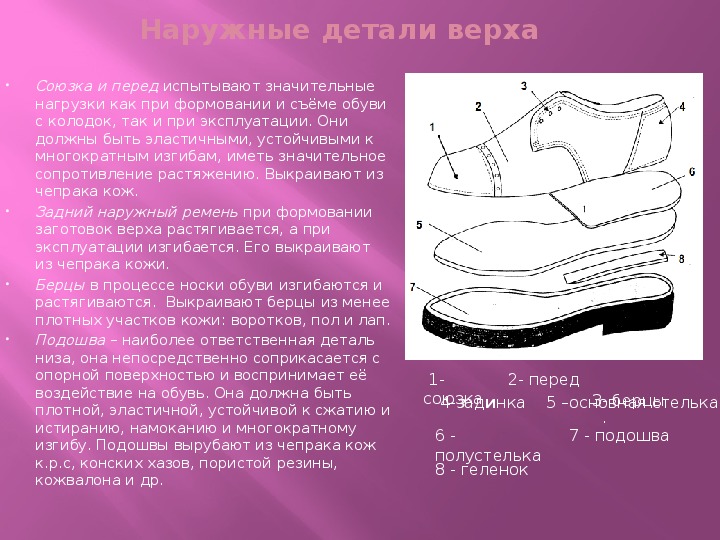
Технологическая схема производства сапог из ПВХ методом литья под давлением представлена на рисунке 3.10.
В качестве подкладки сапога применяют чулок, сшитый или из трикотажной трубки плюшевого переплетения, или из кроя трикотажного двухластичного технического полотна. Трикотажная трубка поступает на завод в рулонах. Перед раскроем она раскатывается в настил и подвергается вылежке в течение суток. При раскрое подкладки делают два реза: под углом 450 и поперечный по шаблонам, указанным в спецификации на изделие. Сборку подкладки-чулка производят на двух швейных машинах фирмы «АЛИМАТ», расположенных под углом 900 друг к другу. На первой швейной машине выполняется продольный шов по всей длине отреза, а на второй—поперечный, перпендикулярный первому. Сшитая подкладка в пачках по 10 штук подается к литьевому автомату.
Для изготовления сапог методом литья из ПВХ применяют литьевые автоматы «Десма 609/10». После запуска автомата в работу технологический процесс протекает автоматически в определенном рабочем цикле. Длительность рабочего цикла определяется временем, затрачиваемым на перемещение формоносителя из одного положения в другое. В зависимости от типа выпускаемой обуви время такта составляет 17¸23 с. Рабочий цикл включает в себя:
Длительность рабочего цикла определяется временем, затрачиваемым на перемещение формоносителя из одного положения в другое. В зависимости от типа выпускаемой обуви время такта составляет 17¸23 с. Рабочий цикл включает в себя:
надевание подкладки-чулка на сердечник пресс-формы,
; подтяжку подкладки на штыри,
; смыкание полуформ,
; впрыск композиции ПВХ для верха обуви,
; перемещение пуансонного щита в положение впрыска подошвы,
; впрыск композиции ПВХ для подошвы,
; открытие пресс-формы, снятие сапога с сердечника и навешивание его на штырь тележки.
1—участок сборки подкладки-чулка на швейных машинах ф. «Алимат»,
2—склад композиций ПВХ,
3—бункер для загрузки ПВХ,
4—литьевой агрегат,
5—карусельный стол,
6—машины для обрезки излишков подкладки и ПВХ по верху голенища,
7—ленточный конвейер,
Ι—контроль качества,
ΙΙ—вкладывание стелек,
ΙΙΙ—подбор в пары,
ΙV—упаковка в короба,
V—упаковка в ящики, маркировка, отправка на склад.
Рисунок 3.10—Схема технологического процесса литья сапог из ПВХ
Основные технологические параметры литья приведены в таблице 3.9
Т а б л и ц а 3.9—Основные технологические параметры литья
Показатели | Композиции на основе ПВХ для | ||
верха обуви | низа обуви | ||
импортные | отечественные | ||
Температура обогрева литьевых машин по зонам шнека, 0С: | |||
первая зона | 165±10 | 165±10 | 165±10 |
вторая зона | 170±10 | 170±10 | 175±10 |
третья зона | 180±10 | 180±10 | 185±10 |
сопло | 175±10 | 175±10 | 175±10 |
Давление впрыска, МПа | 4,2±0,3 | 1,5±0,3 | 1,2±0,3 |
Давление пластикации, МПа: | |||
1 ступень | 1,5 | 1,0 | 1,0 |
2 ступень | 2,5 | 1,5 | 1,5 |
Время дополнительного нагнетания, с | 2,0±1,0 | 2,0±1,0 | 2,0±1,0 |
Давление дополнительного нагнетания, МПа | 1,5 | 0,5 | 0,5 |
Режим литья ПВХ при производстве сапог следующий:
Температура смеси при впрыске, 0С | 180±10 |
Время цикла, с | |
для сапог | 21±2 |
для сапожков | 19±2 |
Температура эмульсии при охлаждении сердечников, 0С | 20 |
Давление эмульсии при охлаждении сердечников, МПа | 0,4 |
Температура сердечников, 0С: | |
пяточная часть | 20±5 |
носочная часть | 40±5 |
Температура полуформ, 0С: | |
верх | 60±5 |
низ | 50±5 |
Литьевой автомат обслуживают 3 оператора. Они выполняют ручные операции рабочего цикла, пускают и останавливают литьевой автомат, контролируют параметры технологического процесса.
Они выполняют ручные операции рабочего цикла, пускают и останавливают литьевой автомат, контролируют параметры технологического процесса.
Первый оператор берет подкладку и натягивает ее на носочную часть сердечника, не закрепляя на шпильки. После поворота стола сердечник с подкладкой подходит ко второму оператору. Пресс-форма с готовым сапогом открывается на рабочем месте у первого оператора, который снимает сапог, проверяет его качество и вешает на штырь стоящей рядом тележки.
Второй оператор натягивает подкладку-чулок, расправляет, чтобы не было складок и натягивает подкладку на шпильки. Он же извлекает отходы ПВХ из литниковых отверстий пресс-формы. После размельчения на специальной машине литники снова используют в производстве.
Третий оператор засыпает гранулы ПВХ в бункер литьевых машин, обеспечивает первого оператора подкладкой-чулком, останавливает и пускает литьевой автомат, следит за параметрами технологического процесса.
Чтобы физическая нагрузка операторов была более равномерна, они через 1,5¸2 ч меняются рабочими местами.
Надетый на стержень тележки сапог находится в таком положении не менее 40 мин для охлаждения и стабилизации. В это время не следует изделие брать в руки и перемещать, так как возможна его деформация.
Готовые изделия поступают в сортировочно-упаковочное отделение для обрезки излишков по верху голенища и разбраковки. В годную продукцию вкладывают утепленную стельку, после чего сапоги подбирают в пары. Обувь укладывают в картонные коробки или деревянные ящики и отправляют на склад готовой продукции.
Несомненными преимуществами ТЭП по сравнению с ПВХ являются высокая эластичность при пониженных температурах эксплуатации, низкая плотность, а также относительно низкий уровень выделения летучих и токсичных веществ в процессе переработки. Однако низкая температуростойкость ТЭП, особенно бутадиен-стирольных, даже при относительно небольшом повышении температуры требует особо тщательного подхода при выборе как состава композиций, так и области их применения в производстве резиновой обуви.
По реологическому поведению термоэластопласты также существенным образом отличаются от ПВХ.
Изучение особенностей реологического поведения расплавов ТЭП позволило более обоснованно подойти к выбору режимов их переработки на литьевом оборудовании. Так, при переработке ТЭП, по-видимому, нет необходимости чрезмерно повышать давление литья, так как это не обеспечивает такого резкого повышения объемного расхода материала, как в случае переработки резиновых смесей.
В то же время относительно высокое значение кажущейся энергии активации вязкого течения ТЭП, наоборот, свидетельствует о целесообразности использования фактора температуры для интенсификации пластикации в червячной литьевой машине.
Еще более мощным средством для улучшения литьевых свойств ТЭП является его пластификация, причем значительный эффект достигается уже при относительно небольшом содержании пластификатора. Для снижения их вязкости применены те же методы, что и при разработке маловязких резиновых композиций для процессов литья и штампования обуви.
Т а б л и ц а 3.10— Техническая характеристика литьевых агрегатов для
Показатели | Тип агрегата, изготовитель | |||||||
G-2S, «Оттогалли» | U78/2, «Унион» | Sanpak-500 «Бата» | 611/10б «Десма» | TRN/10 Супер, «Нуова Дзарине» | F2C/14, «Оттогалли» | D2/14, «Оттогалли» | Delta 110, «Лоренцин» | |
Число формоносителей | 6; 8 | 12; 14 | 10 | 10 | 10 | 14 | 14 | 10 |
Число литьевых машин: червячно-плунжерных | 2 | 2 | 1; 2 | 2 | 1 | 1 | 1 | 1 |
червячных с дополнительным цилиндром | — | — | — | — | — | 1 | 1 | — |
Число пар обуви на формоносителе | 1 | 1 | 0,5 | 0,5 | 0,5 | 1 | 1; 0,5 | 0,5 |
Вид выпускаемой обуви | Сапоги, сапожки,сандалии | Сапоги, сапожки | Сапоги | Сапоги, сапожки | Сапожки, галоши, сандалии | Сапоги, сапожки | Сапожки, галоши | Сапоги, сапожки, сандалии |
максимальная высота, мм | 490 | 480 | 480 | 470 | 200 | 470 | 400 | 450 |
Производительность G, пар/ч | 90¸105 | 120¸160 | 90¸100 | 90¸130 | 80¸130 | 92¸105 | 92¸140 | 92¸140 |
Максимальная скорость пластикации Qmax, г/с | ||||||||
ЛМ-1 | 144,0 | 61,0 | 50,0 | 50,0 | 55,5 | 61,1 | 50,0 | 69,4 |
ЛМ-2 | 96,0 | 61,1 | 50,0 | 50,0 | — | 38,8 | 45,8 | — |
Максимальный объем впрыска Vmax, см3 | ||||||||
ЛМ-1 | 2350 | 2160 | 2160 | 1900 | 1420 | 2350 | 1400 | 1400 |
ЛМ-2 | 1250 | 2160 | 2160 | 760 | — | 1100 | 1100 | 1100 |
Максимальное давление впрыска Р, МПа | ||||||||
ЛМ-1 | 60 | 95 | 70 | 86 | 69 | 45 | 45 | 80 |
ЛМ-2 | 60 | 95 | 70 | 95 | — | 60 | 45 | 80 |
Максимальное усилие запирания форм F1, кН | 1600 | 2200 | 1600 | 1500 | 1500 | 1620 | 1200 | 2000 |
Диаметр червяка d, мм | ||||||||
ЛМ-1 | 100 | 100 | 75 | 90 | 85 | 100 | 100 | 80 |
ЛМ-2 | 80 | 100 | 75 | 65 | — | 80 | 80 | 80 |
Отношение L/d | ||||||||
ЛМ-1 | 20 | 20 | 22 | 18 | 17 | 13 | 13 | 15 |
ЛМ-2 | 18 | 20 | 22 | 18 | — | 18 | 18 | 15 |
изготовления цельнополимерной обуви
Робототехнологические комплексы | |||||||||
Delta 214 «Лоренцин» | Bipak, «Бата» | T2S/6 «Оттогалли» | Н/6, НЕ/6 «Оттогалли» | AZ-250, «Нуово Дзарине» | Sanpak-1, «Бата» | 603/10 «Десма» | 618S/10, «Десма» | U78/2C-8, «Унион» | U76/2D-8, «Унион» |
14 | 10 | 6 | 6 | 10 | 10 | 10 | 10 | 8 | 8 |
2 | 2 | 2 | — | 2 | 1 | 2 | 2 | 2 | 2 |
— | — | — | 1 | — | — | — | — | — | — |
0,5 | 0,5 | 1 | 1 | 0,5 | 0,5 | 0,5 | 0,5/1 | 0,5/1 | 0,5/1 |
Сапоги, сапожки, сандалии | Сапожки, галоши | Сапожки, сандалии | Галоши, сандалии | Сапожки, сан-далии, галоши | Сапоги, сапожки | ||||
450 | 370 | 320 | 210 | 320 | 200 | 180 | 300 | 450/380 | 360/240 |
120¸160 | — | 100¸160 | 90¸120 | 80¸180 | 80¸150 | 90¸110 | 100¸150 | 110¸170 80¸130 | 70¸110/ 90¸150 |
69,4 | 27,7 | 96,0 | 50,0 | 50,0 | 50,0 | 55,5 | 50,0 | 61,0 | 50,0 |
— | 37,5 | 96,0 | — | 30,5 | — | 33,3 | 50,0 | 61,0 | 50,0 |
1400 | 1320 | 1250 | 1200 | 1420 | 600 | 495 | 1900 | 2350 | 1360 |
1400 | 1560 | 1250 | — | 900 | — | 760 | 800 | 1360 | 1360 |
80 | 70 | 60 | 45 | 45 | 70 | 70 | 90 | 90 | 58 |
80 | 70 | 60 | — | 45 | — | 95 | 90 | 58 | 58 |
2000 | 1600 | 830 | 1080 | 1200 | 550 | 300 | 1500 | 2200 | 1600 |
80 | 70 | 80 | 100 | 70 | 50 | 55 | 90 | 100 | 90 |
80 | 70 | 80 | — | 70 | — | 55 | 90 | 90 | 90 |
15 | 22 | 18 | 13 | 16 | 20 | 18 | 18 | 20 | 18 |
15 | 22 | 18 | — | 16 | — | 18 | 18 | 18 | 18 |
Продолжение таблицы 3. 10
10
Показатели | Тип агрегата, изготовитель | |||||||
G-2S, «Оттогалли» | U78/2, «Унион» | Sanpak-500 «Бата» | 611/10б «Десма» | TRN/10 Супер, «Нуова Дзарине» | F2C/14, «Оттогалли» | D2/14, «Оттогалли» | Delta 110, «Лоренцин» | |
Общая установленная мощность, кВт | ||||||||
электродвигателей | 99 | 75 | 57 | 109 | 50 | 75 | 83 | 60 |
нагревателей | 40 | 21 | 30 | 50 | 16 | 47 | 39 | 18 |
Масса, кг | 30000 | 36000 | 10000 | 39000 | 10240 | 39000 | 21700 | 25000 |
Габаритные размеры, мм | ||||||||
длина | 9200 | 9170 | 6200 | 9800 | 5600 | 7800 | 6300 | 32000 |
ширина | 4500 | 7180 | 3080 | 9000 | 2700 | 7100 | 4200 | 4000 |
высота | 3900 | 2050 | 2280 | 2345 | 2000 | 3950 | 3300 | 1870 |
Примечания.
1. Перерабатываемые материалы: пластикаты ПВХ, композиции на основе ТЭП, гранулированные полиуретаны.
2. ЛМ-1 и ЛМ-2 литьевые машины соответственно для первого и второго слоя.
3. Максимальная скорость пластикации приводится по пластикату ПВХ.
4. В состав РТК входят промышленные роботы для извлечения литников и съема обуви.
5. Максимальная температура переработки 2500С.
Для получения композиций, удовлетворяющих этим требованиям и обеспечивающим необходимый уровень физико-механических и эксплуатационных свойств материала, необходимо использовать α-метилстирольные ТЭП. При одной и той же степени наполнения и одинаковом количестве пластификатора композиции на основе α-метилстирольных ТЭП имеют существенно более высокие физико-механические показатели (в том числе при повышенных температурах) по сравнению с композициями на основе бутадиен-стирольных ТЭП . Кроме того, как показали проведенные исследования, более высокая температуростойкость α-метилстирольных ТЭП (особенно радиальной структуры) обеспечивает улучшение эксплуатационного качества (прочности связи полимерной обсоюзки с текстильным верхом) полимернотекстильной обуви.
Исследования структурной пластификации эластомеров и термоэластопластов применительно к задачам создания композиций ТЭП для расширения ассортимента материалов, используемых для литья обуви, оказались особенно плодотворными при разработке композиций на основе маслонаполненных ТЭП. Используя маслонаполненный полимер, содержащий пластификатор оптимальной молекулярной массы, и вводя в состав композиции
Робототехнологические комплексы | |||||||||
Delta 214 «Лоренцин» | Bipak, «Бата» | T2S/6 «Оттогалли» | Н/6, НЕ/6 «Оттогалли» | AZ-250, «Нуово Дзарине» | Sanpak-1, «Бата» | 603/10 «Десма» | 618S/10, «Десма» | U78/2C-8, «Унион» | U76/2D-8, «Унион» |
102 | 100 | 80 | 50 | 93 | 45 | 46 | 110 | 90 | 66,5 |
32 | 50 | 30 | 18 | 23 | 20 | 28 | 50 | 40 | 23 |
38000 | 15000 | 24400 | 7900 | 17500 | 8000 | 20000 | — | 28000 | 20500 |
8500 | 4280 | 6800 | 4500 | 7080 | 6200 | 8400 | — | 13000 | 11400 |
8000 | 6850 | 3670 | 2300 | 7000 | 3090 | 6500 | — | 7000 | 7000 |
1900 | — | — | 2800 | 2050 | 2280 | — | — | Рекомендуем посмотреть лекцию «Физическая характеристика газов нефтяных и газовых месторождений». 2200 | 2200 |

олигомерный пластификатор (атактический полипропилен), удалось создать композиции, приближающиеся по реологическим свойствам к композициям ПВХ. Вследствие этого можно перерабатывать эти композиции на многопозиционных литьевых автоматах и получать различные виды обуви типа галош и сапожек.
Развитие технологии литья и более широкий круг материалов для обуви обусловили появление разнообразных конструкций литьевых агрегатов. Ведущие машиностроительные фирмы «Десма» (Германия), «Оттогалли», «Лоринцин» (Италия) и другие— выпускают в настоящее время роторные литьевые полуавтоматы различного назначения для переработки на них монолитных и вспененных композиций ПВХ, термоэластопластов. Сравнительная характеристика современных литьевых установок приведена в таблице 3.10.
Производство обуви — Ahimsa
Вы когда-нибудь видели процесс производства обуви? От начала до конца нужно сделать несколько шагов. Позвольте нам познакомить вас с каждым!
Позвольте нам познакомить вас с каждым!
Первый этап изготовления обуви начинается в мастерской. Именно сюда наша команда разработчиков предоставляет технический файл, содержащий всю информацию, полученную в ходе их разработок и исследований. Оказавшись там, этот файл переходит в руки мастеру по выкройке, который делает набросок обуви на последнем.Из этого наброска у нас будет то, что мы называем «эталоном обуви», который представляет собой двухмерное распространение формы последней, позволяющее превратить двухмерный рисунок в трехмерную головоломку.
Здесь сортируются и подготавливаются все материалы, представленные в техническом файле. Тип используемого синтетического материала или ткани, металлы, шнурки, стельки и т. Д. Наша команда проверяет качество каждого изделия, прежде чем отправить его производственной бригаде.
После того, как необходимые материалы отсортированы и проверены, они отправляются на раскрой.В Ahimsa резку можно производить на автоматизированном станке или с помощью ручного процесса старой школы. В этом секторе мы вырезаем все детали, которые изготовитель выкройки извлек из последнего. После резки детали попадают в сектор зуботочения, где нарезанные детали имеют одинаковую толщину.
В этом секторе мы вырезаем все детали, которые изготовитель выкройки извлек из последнего. После резки детали попадают в сектор зуботочения, где нарезанные детали имеют одинаковую толщину.
При сшивании детали соединяются, образуя верх, который мы называем внешней частью обуви. В группе, обычно состоящей из 3 человек, мы делаем необходимые складки и добавляем клей, чтобы закрепить детали, пока они не будут соединены нитками.
Поскольку производство верха продвигается за счет прострочки, производство подошвы осуществляется в отдельном секторе. Наша команда производителей подошвы складывает вместе несколько кусков листовой резины, образуя сэндвич, который позже сформирует всю подошву
На этом этапе, между сшиванием и сборкой, наша команда подберет все остальные материалы, отсортированные в сырье. инвентарь с готовым верхом и подошвой, чтобы можно было продвигаться к сборке.
Это трехэтапный процесс: сначала мы оборачиваем верх поверх последнего и подготавливаем его для прикрепления к нему подошвы. Это выполняется монтажной машиной, которая выполняет большую часть процесса автоматически. Клей добавляется, чтобы приклеить мысок верха к монтажной стельке, удерживая основную конструкцию колодки. На втором шаге боковины обуви закрываются, на третьем — также закрывается область пятки. Оба эти шага также выполняются машинами.
Это выполняется монтажной машиной, которая выполняет большую часть процесса автоматически. Клей добавляется, чтобы приклеить мысок верха к монтажной стельке, удерживая основную конструкцию колодки. На втором шаге боковины обуви закрываются, на третьем — также закрывается область пятки. Оба эти шага также выполняются машинами.
В секторе отделки мы делаем последние шаги, чтобы сделать обувь еще красивее. В верхней части обуви из веганской кожи мы используем карнаубский воск, который полирует обувь, придавая ей блеск, гладкость и придавая материалу прочность.После этого обувь готова к приему подошвы
Наконец, обувь подготовлена к упаковке. Добавляются стельки и шнурки, а обувь проверяется на качество и упаковывается. После проверки всех деталей наша команда убирает все, добавляя сумку для обуви в коробку, и заканчивает размещением письма, подписанного всей нашей командой.
Процесс изготовления обуви — Как делают обувь: фабрика кроссовок
Как обувь производится на фабриках? Процесс изготовления обуви в основном одинаков для всех типов обуви. Процесс производства спортивной обуви, используемый для изготовления детских кроссовок Air Jordan ™ или модной женской обуви на высоком каблуке, очень похож. Обувные фабрики по всему миру следуют основным этапам изготовления обуви.
Процесс производства спортивной обуви, используемый для изготовления детских кроссовок Air Jordan ™ или модной женской обуви на высоком каблуке, очень похож. Обувные фабрики по всему миру следуют основным этапам изготовления обуви.
Основные этапы изготовления обуви:
# 1. Нарезка верхних частей
# 2. Сшивание верха обуви
# 3. Долговечность и сборка
В этой статье мы рассмотрим каждый из этих производственных процессов для обуви. Конечно, количество операций не 3. Количество операций больше похоже на 30 000 в зависимости от того, как вы считаете.
Детали режущего инструмента
Процесс производства обуви начинается с раскроя материалов. Детали обуви обычно вырезаются стальными штампами на гидравлическом прессе. Плашки для деталей обуви выглядят как простые формочки для печенья, но они очень острые. Для каждой детали обуви требуется собственная режущая матрица. Для каждой детали любого размера нужен собственный штамп. Эти детали обуви называются выкройкой обуви. Чтобы обеспечить производство крупносерийной обуви популярных размеров, часто требуется множество штампов.Режущие штампы вручную кладут на кожу или ткань, затем пресс закрывается, чтобы сделать надрезы.
Чтобы обеспечить производство крупносерийной обуви популярных размеров, часто требуется множество штампов.Режущие штампы вручную кладут на кожу или ткань, затем пресс закрывается, чтобы сделать надрезы.
Как только детали будут подготовлены, рабочие обувной фабрики собирают детали в комплекты для швейного цеха.
Сшивание деталей обуви
После того, как детали обуви будут обработаны и упорядочены, их возьмет на себя пошивочный цех обувной фабрики. В сшивочном отделении операции делятся на простые этапы. Каждому рабочему дается одно задание. Например, один рабочий пришивает части вампира к брызговику, а затем передает обувь следующему рабочему, чтобы прикрепить части проушины. Поскольку каждая операция назначается одному работнику, сотрудники отдела контроля качества могут быстро отслеживать любые проблемы. Разделение операций также позволяет работнику быстро освоить свою работу.
Разделение операций также позволяет работнику быстро освоить свою работу.В сшивающем цехе собираются верхние части, прикрепляется подкладка, вставляется поролон для воротников и язычков.
Верх полностью собран с добавлением усиливающих деталей и формованием формы при нагревании. Носок и задник сформированы и готовы к операциям окончательной сборки.
Процесс износостойкости и сборки обуви
По завершении строчки верх готов к приклеиванию к подошве. Прежде чем можно будет прикрепить подошву, верх должен «прослужить».«Долговечность — это операция, которая придает обуви окончательную форму. Пластиковая, металлическая или деревянная форма стопы («последняя») вставляется в верх. Верх туго натягивается, это задает форму. Если верх затянут до конца, то подошва может быть надежно прикреплена к верху. Во время этого процесса обувь проходит внутри теплового туннеля, чтобы высушить клей перед окончательным процессом склеивания. Последние шаги — контроль качества и упаковка.
Процесс изготовления обуви подробно описан в книге «Как делают обувь».Внутри Как делают обувь вы найдете главы, посвященные процессу холодного цемента, вулканизированным процессам изготовления обуви, шитью и изготовлению подошвы.
Нравится:
Нравится Загрузка …
Как делают обувь? | Вондрополис
Вам нравится ходить? В первый теплый день весны приятно чувствовать, как свежие травинки щекочут пальцы ног. В жаркий летний день нет ничего лучше, чем ощущение песка между пальцами ног, когда вы идете по пляжу.
Однако в большинстве случаев вы, вероятно, носите обувь. Если вы похожи на многих детей, у вас, вероятно, есть различная обувь, предназначенная для разных задач. Теннисные туфли отлично подходят для занятий физкультурой. Вьетнамки облегчают прогулку с пляжа до душа. Походные ботинки позволяют с легкостью преодолевать труднопроходимую местность.
Поход в ближайший обувной магазин покажет вам широкий выбор обуви: кроссовки, баскетбольные кроссовки, футбольные бутсы, классические туфли, высокие каблуки, сабо, муклуки, лодочки, рабочие ботинки, и этот список можно продолжать и продолжать. Кто делает все эти разные туфли? Все ли они производятся на одном заводе?
Кто делает все эти разные туфли? Все ли они производятся на одном заводе?
Туфли восходят к самым ранним временам первобытного человека. Не потребовалось много времени, чтобы пройтись по неровной земле и камням, чтобы понять, что для ног необходима некоторая защита.
Тысячелетиями обувь шили вручную из натуральных материалов, в том числе из шкур животных. Хотя все еще можно найти обувь ручной работы, она, как правило, дорогая и относительно редкая.
Большая часть обуви, которую мы носим сегодня, производится серийно на фабриках для множества производителей обуви, существующих по всему миру.Например, обувной гигант Nike в основном использует фабрики в Азии для производства своих культовых кроссовок, включая такие страны, как Китай, Вьетнам, Индонезия, Малайзия, Пакистан, Индия и Таиланд.
Точные этапы производства зависят от фабрики, оборудования, материала и конструкции обуви. Даже самый простой дизайн обуви может потребовать почти 100 шагов от начала до конца. Более сложные конструкции могут включать 400 шагов и более!
Более сложные конструкции могут включать 400 шагов и более!
Несмотря на то, что дизайн обуви сильно различается, большая часть обуви содержит некоторые общие базовые детали: подошву, стельку, подошву, межподошву, пятку и верх.В зависимости от конкретного дизайна обувь может также содержать подкладку, язычок, четверть, рант или ахтерштаг.
Различные специализированные машины используются для производства всех этих отдельных деталей и, в конечном итоге, для их соединения для создания готовой пары обуви. Несмотря на количество этапов и используемых материалов, пару обуви можно изготовить на фабрике гораздо быстрее, чем вручную.
Чтобы сделать процесс производства обуви более эффективным, современные фабрики используют производственный процесс, известный как раскрой, который разделяет многие этапы производства обуви на несколько различных отделов внутри фабрики.
Эти отделы обычно носят названия, которые отражают конкретные задачи, которые они выполняют, такие как проектирование, резка, обработка, шитье, сборка и отделка. В то время как множество разных машин выполняют специализированные задачи, многие люди также необходимы для бесперебойной работы процесса.
В то время как множество разных машин выполняют специализированные задачи, многие люди также необходимы для бесперебойной работы процесса.
Сегодняшняя обувь может похвастаться невероятным разнообразием материалов. Кожа, пластик, ткань и резина остаются популярными материалами. Однако благодаря технологиям вы также найдете передовые материалы во многих ботинках, включая этиленвинилацетат, пенополиуретан, гель или жидкий силикон.
Не кажется ли вам сложным процесс производства обуви? Безусловно, для производства современной пары обуви необходимо множество ступеней, машин и людей. Но не забывайте, что есть еще один аспект, который немного усложняет задачу: каждая модель обуви также должна быть произведена в самых разных размерах!
Каков процесс изготовления обуви в обувной промышленности? | by Infinitygroup
Если вы хотите узнать, как делают обувь на обувной фабрике или в обувной промышленности, прочтите эту статью полностью.Я расскажу вам об обувной фабрике массового производства, опишу все оборудование и процесс изготовления обуви. Если вы заинтересованы в покупке или перед покупкой вам необходимо посетить завод, то следите за группой Infinity. Они являются производителями машин для производства обуви всех типов , а также других промышленных машин.
Если вы заинтересованы в покупке или перед покупкой вам необходимо посетить завод, то следите за группой Infinity. Они являются производителями машин для производства обуви всех типов , а также других промышленных машин.
Эта статья про изготовление кроссовок оптом оптом.
Это простой процесс изготовления обуви, в котором используются только высеченные детали.Подошва представляет собой цельную резиновую чашечную консоль с вырубной межподошвой внутри и канальной строчкой. Подошва — это нижний компонент подошвы, обеспечивающий сцепление обуви. В основном это резина, и производители обуви покупают ее в магазинах. Обувная машина контролирует компонент, чтобы убедиться, что подошва правильно закреплена или нет. Термопластавтомат в основном используется для изготовления всех типов подошв. Это два типа — вертикальная формовочная машина для ПВХ и формовочная машина TPR.Эти машины используются для производства спортивной обуви, школьной обуви, резиновых сапог и т. д. начальный этап производственного процесса. В этом процессе вам потребуются прессы для резки, которые также известны как машины для резки с кликерами. Пресс-кликер — это стандартная деталь, которую вы увидите на каждой обувной фабрике.Пресс для резки обуви — это пресс для резки, который требует обрезки каждой части выкройки обуви. Новым методом резки является ножевой нож с компьютерным управлением. Вакуумный стол используется для освобождения места в этих машинах, в то время как лезвие разрезает все части модели обуви. Этот метод важен для массового производства на заказ.
д. начальный этап производственного процесса. В этом процессе вам потребуются прессы для резки, которые также известны как машины для резки с кликерами. Пресс-кликер — это стандартная деталь, которую вы увидите на каждой обувной фабрике.Пресс для резки обуви — это пресс для резки, который требует обрезки каждой части выкройки обуви. Новым методом резки является ножевой нож с компьютерным управлением. Вакуумный стол используется для освобождения места в этих машинах, в то время как лезвие разрезает все части модели обуви. Этот метод важен для массового производства на заказ.
После того, как детали обуви вырезаны, их нужно обработать. Метки выравнивания печатаются на деталях трафаретной печатью, и к ним добавляется любой логотип. Логотип может быть напечатан шелкографией, сварен радиочастотной сваркой или вышит на вырезанных частях.
Шитье обуви: Как только первая часть будет завершена, пора перейти ко второму этапу. Базовая электрическая швейная машина выполняет подъем тяжестей. Процессы сшивания делятся на множество более мелких операций, и рабочие быстро справляются со своими конкретными задачами. Эти простые машины, которыми управляет опытный коллектор, способны творить чудеса.
Процессы сшивания делятся на множество более мелких операций, и рабочие быстро справляются со своими конкретными задачами. Эти простые машины, которыми управляет опытный коллектор, способны творить чудеса.
Сборка: Пора выносить тяжелую технику в ботинках, готовую к сборке. Первоначальная сборочная линия составляет приблизительно 100 ярдов в длину.В передней части линии вы найдете постоянный станок Steamteo для смягчения верхней части обуви, что сделает их постоянными. Постоянные механизмы используются, чтобы туго натянуть обувь.
Новые технологии помогают воссоздать обувную промышленность Великобритании
Роберт Перкинс, генеральный директор Hotter, объясняет, как производителю обуви из Ланкашира удалось привлечь молодых людей, создав рабочую среду, в большей степени ориентированную на технологии.
«Все наши роботы должны быть запрограммированы с использованием данных», — сказал Роберт Перкинс.
Британская обувная промышленность запустила новую национально аккредитованную систему ученичества, которая была разработана работодателями так, чтобы быть гибкой и предлагать высококачественное обучение и опыт начального уровня для тех, кто заинтересован в работе в высококвалифицированной отрасли.
Новая схема направлена на то, чтобы лучше понять экономические возможности, которые будущее британской промышленности по производству обуви открывает для страны.
Роберт Перкинс, член правления Британской ассоциации обуви и генеральный директор Hotter, сказал The Manufacturer : «Новое ученичество — прекрасная возможность обучить новое поколение сапожников, которые помогут воссоздать обувную промышленность Великобритании».
Производство обуви в Великобритании: устойчивый спад с 70-х годов Сектор производства обуви в Великобритании находится в упадке с 1970-х годов, сказал Перкинс, и более 95% обуви, продаваемой в Великобритании, импортируется. База навыков была подорвана из-за этого длительного процесса офшоринга ».
База навыков была подорвана из-за этого длительного процесса офшоринга ».
Уцелевшая фабрика в Великобритании, как объяснил Перкинс, — это в основном традиционная мужская официальная обувь небольшого объема высокого класса, произведенная в Нортгемптоншире, которая стоит более 200 фунтов стерлингов и экспортируется по всему миру.
В Великобритании осталось около 15 заводов приличного размера, и все они очень хорошо умеют делать то, что они делают, чтобы выжить, — сказал Перкинс. На многих из этих предприятий уже давно работает квалифицированный персонал, который почти наверняка выйдет на пенсию в ближайшие 10–15 лет.
Исключение составляют New Balance, производящие кроссовки в Камбрии, Gina Shoes, лондонский производитель высококачественной обуви, украшенной драгоценностями, производитель Dr Martens из Нортгемптоншира и компания Hotter из Ланкашира.
Эти четыре довольно прогрессивных бренда, как объяснил Перкинс, инвестировали в передовые производственные мощности, современное оборудование и командное производство, и их фабрики привлекают более молодых сотрудников, и у них, как правило, гораздо лучший возрастной баланс среди сотрудников.
«В Hotter, — пояснил Перкинс, — мы вложили значительные средства в создание крупнейшей и наиболее эффективной обувной фабрики в Великобритании, которая производит 35% всей обуви, все еще производимой в Великобритании».
«В Великобритании осталось около 15 заводов приличного размера, и все они стали очень хорошими в своем деле».«Многие обувные фабрики очень трудозатратны, но на нашей фабрике в основном используются робототехника и автоматизированные производственные линии.
«Там, где процессы должны были выполняться индивидуально, они были объединены вместе с использованием полуавтоматической и полностью автоматизированной робототехники. Это означает, что наши затраты на рабочую силу относительно низкие, но наши капитальные вложения намного выше, чем в среднем обувном бизнесе ».
По словам Перкинса, давление на рабочую силу ощущается в бизнесе уже довольно давно, и с 1980-х годов компания постепенно развернула программу инвестиций в машины в цехах, недавно купив пару роботов Hotter. месяцев назад.
месяцев назад.
Hotter инвестирует не только в роботов, но и в системы анализа данных.
«Все наши роботы должны быть запрограммированы с использованием данных. Чтобы снизить затраты, мы разрабатываем нашу продукцию таким образом, который, вероятно, нетипичен для производства обуви в целом ».
Hotter использует инженерный подход к разработке и производству обуви. Он использует данные для управления производственными процессами, отслеживает работу на заводе и анализирует количество товаров на складе.
«Наличие четкой прозрачности в отношении того, где находятся наши товарные запасы в бизнесе, позволяет нам предлагать отличное обслуживание клиентов».
Гибкость, данные и новые способы настройки продуктовС помощью данных и автоматизированных производственных процессов Hotter также имеет хорошие возможности для адаптации своей продукции.
«Мы делаем специальные выпуски. Например, когда Меган Маркл и принц Гарри объявили о своей помолвке, мы быстро спроектировали и изготовили серию обуви для королевской свадьбы.
Например, когда Меган Маркл и принц Гарри объявили о своей помолвке, мы быстро спроектировали и изготовили серию обуви для королевской свадьбы.
«Большинство производителей обуви не смогли бы сделать это, потому что сроки их выполнения были бы слишком большими. Поскольку мы намного более динамичны, чем средний обувной бизнес, как только было объявлено о свадьбе, мы увидели возможность предложить нашим клиентам возможность получить обувь в тематике королевской свадьбы ».
Hotter всегда производила в Великобритании; Компания покупает около 10% обуви, которую она продает, у фабрики, являющейся давним партнером во Вьетнаме. «Это потому, что мы хотим предлагать различные конструкции обуви в нашем ассортименте, а наша фабрика не оборудована для производства всех типов обуви.”
Годовой оборот Hotter составляет 100 миллионов фунтов стерлингов; Фирма базируется в Ланкашире, в Скелмерсдейле работает 600 человек. В настоящее время у компании 80 магазинов по всей Великобритании.
Процесс изготовления обуви
Фото: © Getty Images
Обувь
Производство обуви с течением времени существенно не изменилось. Это все еще делается вручную с использованием мелкомасштабного механического оборудования и элементарных методов.
Как производят обувь?1.Приобретение материалов: производство синтетической спортивной обуви начинается с поступления сырья на фабрику. Материал классифицируется и упорядочивается по: синтетической коже, красителям, полиролям, подошвам и клеям.
2. Транспортировка на производственную площадку: выбранные материалы транспортируются на площадку, где они будут собраны.
3. Нарезка деталей: синтетической коже придают форму на основе модели для обуви. Эта форма может быть приобретена производителем из другого источника.
4. Сбор деталей: размещение деталей в группах перед началом производства. Для каждой обуви требуется от 7 до 12 штук в зависимости от модели.
5. Обработка — для этого могут потребоваться различные процессы:
— Фолио: код, номер партии, номер модели, размер или размер спортивной обуви напечатаны на подкладке для быстрой проверки и идентификации
— Изображение: название бренда напечатано на стельке
.— Перфорация: в некоторых случаях материал перфорирован как часть конструкции
.— Подносок: перед сборкой верха создается подносок.Колпачок обеспечивает прочность и форму носка обуви для большей однородности.
6. Монтаж: Форма подбирается в соответствии с номером модели. Дно делается неподвижным с помощью гвоздей и цемента. Это делается вручную, и используется специальная машина для прессования деталей, чтобы обувь была сформирована и сформирована должным образом. Пальцы и пятки закреплены. Затем проводится процесс настройки, чтобы обувь идеально подходила к форме.
7. Крепление подошвы традиционным способом: подошвы покупаются в готовом виде.Сначала маркируется подошва, затем пробивается там, где будет приклеиваться верх. Перфорация выполняется на специальной машине, поэтому клей лучше пропитается подошвой. Далее к подошве приклеивается верх. Температуру приклеивания повышают в специальной машине, которая прижимает подошву в течение 30 секунд. Наконец, плесень удаляется.
Перфорация выполняется на специальной машине, поэтому клей лучше пропитается подошвой. Далее к подошве приклеивается верх. Температуру приклеивания повышают в специальной машине, которая прижимает подошву в течение 30 секунд. Наконец, плесень удаляется.
8. Отделка: стелька приклеивается к обуви, края подошвы и подкладки окрашиваются, а швы и подкладка промываются специальным мылом для удаления пятен и остатков от производственного процесса.
9. Умирание: Это делается для того, чтобы цвет был однородным. Затем спортивную обувь обрабатывают лаком, чтобы придать ей блеск. Это выполняется вращающимися щетками.
10. Упаковка: Номер модели напечатан, продукт упакован в картонные коробки.
11. Хранение готовой продукции: После упаковки готовая спортивная обувь складывается на полки в соответствии со стилем и номером продукта.
Для соединения подошвы с верхом обуви используются различные процессы, такие как приклеивание и шитье.Для склеивания все чаще используются полиуретановые клеи, поскольку они обеспечивают прочность сцепления подошвы с обувью.
Для поиска поставщиков или компаний, которые продают полиуретановые клеи, запросите расценки или цену на полиуретановые клеи или для получения дополнительной информации используйте нашу промышленную поисковую систему.
Мы рады представить Solder de México, поставщика полиуретановых клеев:
Припой de México S.A. de C. V. — компания, занимающаяся производством и продажей полиуретановых клеев для использования в обувной промышленности.
К клеящим продуктам для приклеивания подошв к обуви относятся:
Товар | Описание |
КРОССЕР MT-760 | Полиуретановый клей средней вязкости на основе растворителя из линейки CROSSER (полиуретан третьего поколения), используемый в обувной промышленности для приклеивания подошв спортивной и повседневной обуви. |
КРОССЕР GP-730 | Полиуретановый клей на основе растворителей со средне-высокой вязкостью и высокой прочностью. Этот клей используется в обувной промышленности, прежде всего, для приклеивания подошв к различным материалам. Его быстрое высыхание и высокая прочность облегчают крупносерийное производство и склеивание материалов с высоким содержанием масла или пластификатора. |
КРОССЕР LC-754 | Полупрозрачная жидкость на основе растворителя, полиуретан с низкой вязкостью из линии Crosser, используемый в обувной промышленности в основном для укрепления и закрепления более глубоких пористых поверхностей, таких как толстая кожа |
КРОССЕР HS-725 | Полиуретановый клей линии CROSSER с высокой начальной липкостью, на основе растворителей, со средне-высокой вязкостью и используется в обувной промышленности для приклеивания подошв из термопластичного каучука или TR. |
 Быстро сохнет и укрепляется.
Быстро сохнет и укрепляется.
Просмотрите профиль, продукты, адрес и телефон Solder de Mexico.
Вы также можете напрямую связаться с Solder de Mexico, чтобы получить дополнительную информацию.
Источник:
http://www.pymes.gob.mx/guiasempresariales/guias.asp?s=14&guia=24&giro=2&ins=523
Рекомендовано редактором
Добавить комментарий к статье
Комментарии к статье
Профессия Менеджер по производству обуви
Менеджеры по производству обуви планируют, распределяют и координируют все необходимые действия на различных этапах производства обуви, обеспечивая соблюдение стандартов качества и заранее определенных целей производства и производительности.
Хотите знать, какая профессия и профессия вам больше всего подходят? Пройдите наш бесплатный тест на карьерный код Голландии и узнайте.
Технологии, оборудование, машины и инструменты для износостойкости цементированных конструкций обуви.
Соответствующее оборудование, инструменты, химикаты и процедуры механической отделки, применяемые при производстве обуви.
Технология, оборудование, машины и инструмент для сборки обуви калифорнийского строительного типа.
Технологии производства обуви и задействованное оборудование.Производство обуви начинается в цехе раскроя и раскроя верхних и нижних частей. Верхние компоненты соединяются вместе в помещении для закрытия, следуя точному порядку определенных операций: зачистка, складывание, шитье и т. Д. Закрытый верх, стелька и другие нижние компоненты собираются вместе в сборочном цехе, где продолжаются основные операции. и солинг. Процесс завершается отделочными операциями в отделочно-упаковочном цехе.
Д. Закрытый верх, стелька и другие нижние компоненты собираются вместе в сборочном цехе, где продолжаются основные операции. и солинг. Процесс завершается отделочными операциями в отделочно-упаковочном цехе.
Оборудование и технологии, используемые для операций предварительной сборки верха обуви в обувной промышленности.
Спецификации качества материалов, процессов и конечной продукции, наиболее распространенные дефекты обуви, процедуры быстрых испытаний, процедуры и стандарты лабораторных испытаний, соответствующее оборудование для проверки качества. Обеспечение качества процессов производства обуви и фундаментальных концепций качества, включая рамки и стандарты качества обуви.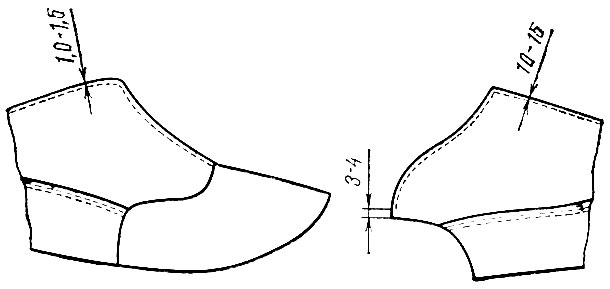
Технология, оборудование, машины и инструмент для сборки обуви Goodyear строительного типа.
Технологии, включая машины и технологии для подготовки компонентов кожаных изделий и верхней части обуви.
Характеристики, компоненты, преимущества и ограничения широкого спектра материалов, используемых в производстве обуви: кожа, заменители кожи (синтетические или искусственные материалы), текстиль, пластик, резина и т. Д.
Д.
Свод правил, процедур и положений, касающихся безопасности, здоровья и благополучия людей на рабочем месте.
Правила раскроя, изменение свойств кожи на ее поверхности и направления удлинения деталей обуви.
Технологии, оборудование, машины и процессы для закрытия верхних частей обуви различными швами, такими как закрытые, внахлест, встык, рант, труба и мокасины.
Оборудование и методы, используемые для подготовки нижних деталей в обувной промышленности, включая подошвы, каблуки, стельки и т. Д.
Д.
Компоненты обуви как для верха (союзки, четвертины, подкладки, ребра жесткости, носки и т. Д.)) и низ (подошва, каблук, стелька и т. д.). Экологические проблемы и важность вторичного использования. Выбор подходящих материалов и компонентов с учетом их влияния на стиль и характеристики обуви, ее свойства и технологичность. Процедуры и методы химической и механической обработки кожаных и некожаных материалов.
Проанализировать мощности по производству обуви и изделий из кожи и собрать информацию о человеческих и технологических ресурсах.Установите производственный план. Сбалансируйте производственные линии. Рассчитайте коэффициенты производительности, которые будут использоваться в качестве основы для принятия решений внутри компании.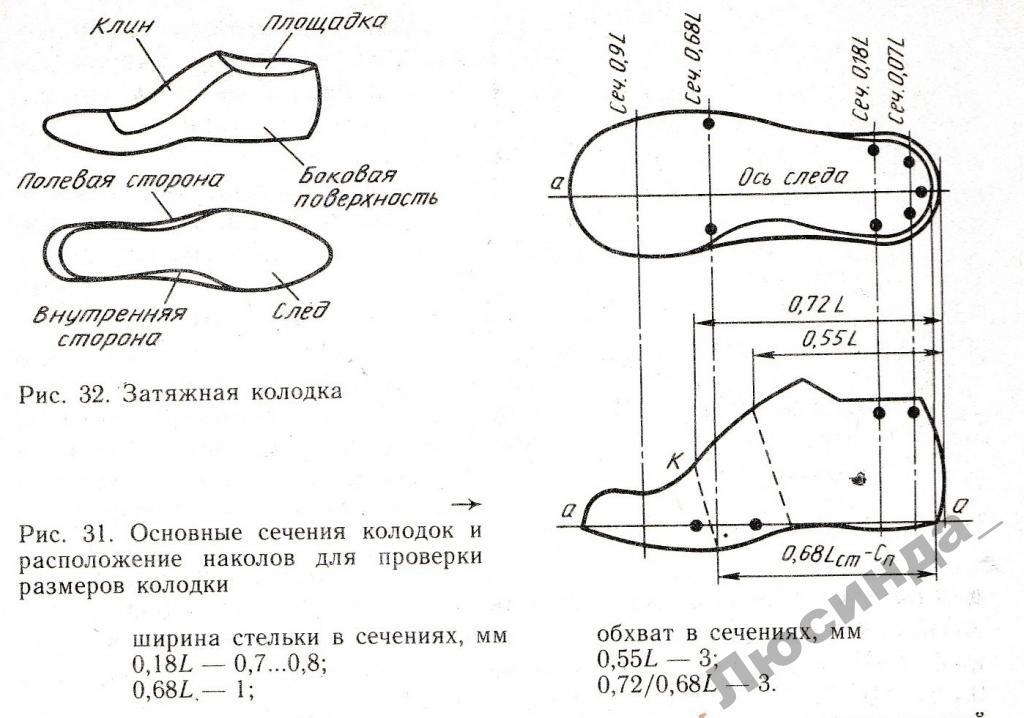 Следите за всем производством обуви и кожгалантереи и вносите коррективы в методы работы и время работы в соответствии с технической спецификацией модели, человеческими ресурсами и оборудованием. Оптимизируйте производственные линии и увеличьте производительность.
Следите за всем производством обуви и кожгалантереи и вносите коррективы в методы работы и время работы в соответствии с технической спецификацией модели, человеческими ресурсами и оборудованием. Оптимизируйте производственные линии и увеличьте производительность.
Разработайте процесс производства для каждой модели обуви.Планируйте этапы изготовления обуви и операции по ее производству. Спланируйте использование материалов и комплектующих для обуви. Выберите машины и оборудование. Спланируйте рабочую силу. Рассчитайте прямые и косвенные затраты, связанные с производством. Планируйте обслуживание машин и оборудования.
Говорите на одном или нескольких иностранных языках, чтобы обсуждать коммерческие и технические вопросы с различными поставщиками и клиентами.
Понимать и использовать техническую документацию в общем техническом процессе.
Планируйте, организуйте и отслеживайте деятельность логистики и цепочки поставок, исходя из основных целей компании, занимающейся производством обуви или кожгалантереи, в отношении качества, стоимости, доставки и гибкости.
Создавайте, тестируйте и проверяйте прототипы или образцы обуви на соответствие заранее определенному набору критериев на всех этапах производственного процесса. Пересмотрите первоначальные концепции дизайна и внесите технические улучшения.
Пересмотрите первоначальные концепции дизайна и внесите технические улучшения.
Слаженно работайте с коллегами в командах в текстильной и швейной промышленности.
Применение компьютеров, компьютерных сетей и других информационных технологий и оборудования для хранения, извлечения, передачи и манипулирования данными в контексте бизнеса или предприятия.
Возьмите на себя руководящую роль в организации и с коллегами, чтобы обеспечить наставничество и руководство подчиненным, направленным на достижение конкретных целей.
Планируйте производство обуви или изделий из кожи в соответствии с целями, сроками и имеющимися ресурсами компании. Распределяйте, координируйте и контролируйте все действия и различные этапы производства, используя информацию из технических паспортов, организацию и методы. Стремитесь оптимизировать качество, производительность и безопасность.Сотрудничайте со всеми связанными отделами. Сообщайте об отклонениях в производстве, качестве, производительности и предлагайте меры по их устранению.
Оценка воздействия производства обуви на окружающую среду и минимизация экологических рисков. Сократить экологически вредные методы работы на разных этапах производства обуви.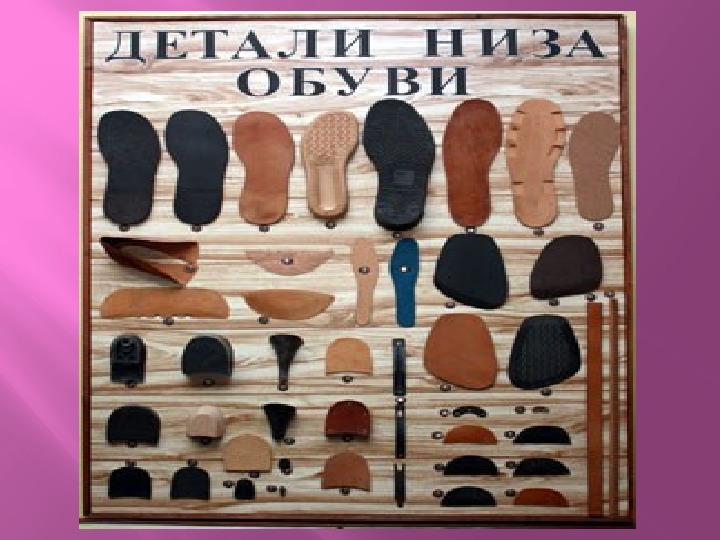
Внедряйте инновации и создавайте в секторе обуви и кожгалантереи. Оценивайте новые идеи и концепции, чтобы превратить их в рыночные продукты. Используйте предпринимательское мышление на всех этапах разработки продукта и процесса, чтобы определить новые возможности для бизнеса на целевых рынках.
Применяйте методы общения, которые позволяют собеседникам лучше понимать друг друга и точно общаться при передаче сообщений.
