Технологический процесс производства газобетонных блоков
Производство блоков газобетона раньше было доступно только крупным компаниям. С появлением новых технологий этот процесс значительно упростился, поэтому сегодня этот строительный материал производят и небольшие фирмы.
Основные виды применяемого оборудования — полуавтоматические линии (производительность обычно не превышает 2,9 м³ в смену) и более сложные полностью автоматизированные производственные линии (производительность достигает 1200 м³ в день).
Этапы производства
Технология подразумевает работу в несколько этапов:
- подготовка (монтаж и смазка) форм и бетонной смеси;
- заполнение емкостей и вызревание готовой смеси;
- нарезка сырого бетона;
- твердение в автоклавах;
- упаковка продукции.
Подготовительный этап
Газобетонные блоки отличаются от прочих видов продукции своей ячеистой структурой.
Заполнение форм и нарезка
После добавления алюминиевой пудры раствор переливают в металлические емкости — вспучивание происходит в них. Для ускорения процесса состав на этой стадии подвергают вибрационным нагрузкам — это позволяет бетону быстрее схватиться и затвердеть. По достижении стадии созревания излишки материала обрезают с помощью проволочных струн — это необходимо для устранения неровностей. Оставшуюся массу нарезают на блоки равного размера.
Автоклавная обработка
Прогревание — важнейший производственный этап. Он позволяет значительно улучшить свойства.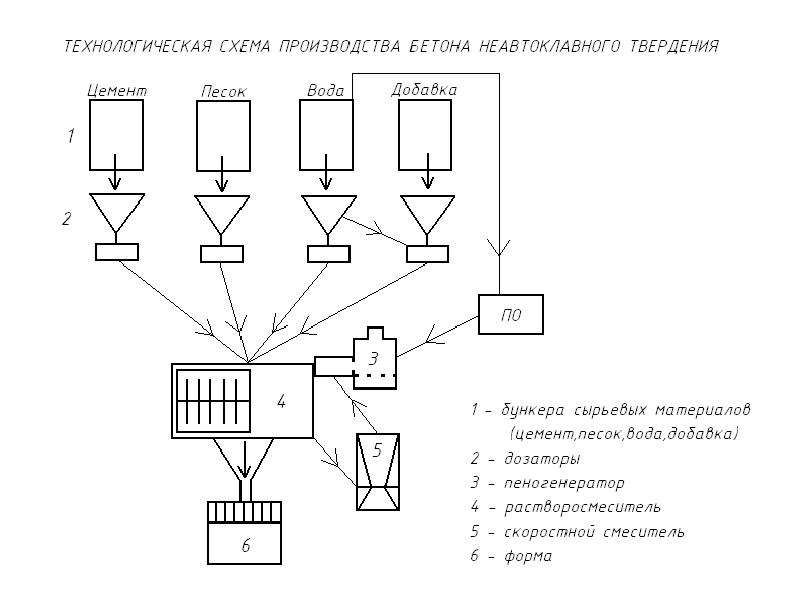 Сформированные и заранее нарезанный на блоки газобетон помещают в камеры автоклава, где они подвергаются воздействию насыщенного пара и повышенного давления. Температура в камерах достигает 190°С.
Сформированные и заранее нарезанный на блоки газобетон помещают в камеры автоклава, где они подвергаются воздействию насыщенного пара и повышенного давления. Температура в камерах достигает 190°С.
В некоторых случаях бетон производится неавтоклавным методом — затвердевание происходит естественным путем. Однако получаемый таким образом бетон менее прочен. Автоклавный бетон считается более надежным материалом и применяется чаще. Блоки из газобетона, произведенные автоклавным методом, отличает более однородная структура, лучшие показатели звуко- и теплоизоляции. В российских климатических условиях с применением этого материала можно возводить однорядные стены без дополнительного утепления. Кроме того, ячеистый бетон может использоваться в многоэтажном строительстве домов в качестве заполнителя.
Упаковка
На финишном этапе готовая продукция пакуется в термоусадочную пленку, затем блоки транспортируют к месту назначения на специальных деревянных поддонах.
Производство автоклавного газобетона в России — статьи завода «ЭКО», в Москве
к.т.н. Вишневский А.А., Гринфельд Г.И., Смирнова А.С.
Национальная Ассоциация производителей автоклавного газобетона
Массовое производство АГБ в СССР началось в конце 50-х годов прошлого столетия, когда были построены 10 заводов на польском оборудовании с совокупной мощностью более 1,5 млн м3/год [1]. Предприятия преимущественно выпускали крупноразмерные армированные изделия с плотностью 800-1000 кг/м м3 изделий, выпускающие армированные изделия и мелкие блоки с плотностью 600-700 кг/м3[2, 3].
м3 изделий, выпускающие армированные изделия и мелкие блоки с плотностью 600-700 кг/м3[2, 3].
С распадом Советского Союза, в России, как и в других странах бывшего СССР, отмечается общий спад в производстве газобетона. В связи с резким сокращением объемов строительства в начале 90-х годов наблюдается значительное падение спроса на строительные материалы. Ряд предприятий не смогли приспособиться к этим условиям и были вынуждены свернуть производство.
Новый этап в развитии газобетона связан с появлением в России в 1994-1997 гг. импортных технологических линий, позволяющих выпускать АГБ «нового поколения», отличающийся от прежнего точными геометрическими размерами и лучшими физико-механическими свойствами. Заводы на импортном оборудовании, обеспечили появление на российском рынке более 0,5 млн.м³ газобетонных блоков плотностью 500-600 кг/м3. Газобетонные изделия «нового поколения» быстро нашли свое место на рынке стеновых материалов, постепенно вытесняя неавтоклавные ячеистые бетоны, керамзитобетон, создавая конкуренцию керамическому и силикатному кирпичу.
На этом фоне начиная с 2004 г. вводятся в эксплуатацию новые заводы с импортными технологическими комплексами (рис. 1). В итоге, к концу 2014 г. число производителей АГБ увеличилось до 74, а их общая производственная мощность составила 15,9 млн м3/год. В большей степени (79,2 %) эти мощности представлены именно импортными технологическими комплексами (табл. 1).
Таблица 1
Данные об установленных мощностях по выпуску АГБ
|
Технологические линии |
Количество заводов |
Количество технологических линий* |
Установленные мощности |
|
|
м3/год |
% |
|||
|
Импортные |
50 |
51 |
12 628 000 |
79,2 |
|
Отечественные |
24 |
31 |
3 320 300 |
20,8 |
|
Все |
74 |
82 |
15 948 300 |
100 |
* Число линий и заводов не совпадает, так как некоторые заводы имеют несколько линий.
В прошедшем году всеми предприятиями отрасли было выпущено 12 899 318,94 м3 изделий из АГБ. В сравнении с прошлым годом выпуск АГБ увеличился на 14,2 %. Повышение выпуска обусловлено как вводом новых мощностей, так и увеличением выпуска на действующих заводах. Как показал проведенный анализ, в 2014 г. большая часть предприятий (46) увеличила выпуск АГБ в сравнении с 2013 г.
Больше всего газобетона, как в абсолютных, так и в относительных единицах выпустили заводы Центрального федерального округа. Выпуск на долю населения (табл. 2) в ЦФО составил 0,14 м3/чел, что более чем в 1,5 раза больше, чем в среднем по России (0,09 м3/чел). Косвенно это свидетельствует о большем объеме потребления газобетона в данном регионе. Меньше всего АГБ производится и применяется в Дальневосточном и Северо-Кавказском округах, что связано с небольшим числом производителей газобетона в этих регионах, низкой популярностью данного материала, а также невысокими объемами строительства.
Таблица 2
Выпуск АГБ по федеральным округам
|
Федеральный округ |
Число заводов |
Общий выпуск, м3 |
Выпуск на душу населения, м3/чел |
|
Центральный |
24 |
5 579 914,96 |
0,14 |
|
Приволжский |
16 |
2 489 934,25 |
0,08 |
|
Южный |
5 |
1 163 287,50 |
0,08 |
|
Северо-Западный |
9 |
1 247 628,56 |
0,09 |
|
Уральский |
7 |
1 147 255,92 |
0,09 |
|
Сибирский |
7 |
1 047 697,75 |
0,05 |
По общему объему произведенного АГБ можно оценить объем внутрироссийского потребления данного материала, приняв во внимание тот факт, что российский газобетон практически не поставляется на экспорт. Но в тоже время импорт изделий из АГБ, главным образом, из Белоруссии остается достаточно высоким. По данным Секретариата межправительственного совета по сотрудничеству в строительной деятельности стран СНГ, экспорт газобетона из Республики Беларусь в Россию в 2014 г. составил 1,3 млн м3, в том числе в Центральный и Северо-Западный регионы по 500 тыс. м3. Кроме этого, по данным торговых организаций, реализующих АГБ в Калининградской области, объем импорта газобетона из Польши в этот регион составил 200 тыс. м3. В этой связи, общее потребление изделий из АГБ в России в 2014 г. можно оценить на уровне 14,4 млн м3.
Но в тоже время импорт изделий из АГБ, главным образом, из Белоруссии остается достаточно высоким. По данным Секретариата межправительственного совета по сотрудничеству в строительной деятельности стран СНГ, экспорт газобетона из Республики Беларусь в Россию в 2014 г. составил 1,3 млн м3, в том числе в Центральный и Северо-Западный регионы по 500 тыс. м3. Кроме этого, по данным торговых организаций, реализующих АГБ в Калининградской области, объем импорта газобетона из Польши в этот регион составил 200 тыс. м3. В этой связи, общее потребление изделий из АГБ в России в 2014 г. можно оценить на уровне 14,4 млн м3.
В настоящее время практически весь АГБ в России производится в виде мелких стеновых блоков. На долю армированных изделий (перемычки, плиты, панели) по результатам 2014 г. приходится лишь 0,46 % от общего выпуска АГБ. Объем армированных изделий, произведенных в 2014 г., составил 58306,91 м3.
Стеновые блоки чаще всего производят с плотностью от 300 до 800 кг/м3(рис. 2), при этом основной объем газобетона (90 %) представлен марками D500 и D600. Усредненный показатель плотности всего газобетона, выпущенного в 2014 г., составляет 516,7 кг/м3. В сравнении с 2013 годом (518,4 кг/м3) он незначительно снизился. Таким образом, направленность рынка в сторону снижения плотности производимого АГБ сохраняется в течение последних лет [4, 5].
2), при этом основной объем газобетона (90 %) представлен марками D500 и D600. Усредненный показатель плотности всего газобетона, выпущенного в 2014 г., составляет 516,7 кг/м3. В сравнении с 2013 годом (518,4 кг/м3) он незначительно снизился. Таким образом, направленность рынка в сторону снижения плотности производимого АГБ сохраняется в течение последних лет [4, 5].
На импортных линиях, как правило, выпускают более легкие изделия, на отечественных — чуть тяжелее (рис. 3). Это связано с особенностями оборудования: импортные комплексы предоставляют большую возможность для выпуска изделий пониженной плотности (за счет точной дозировки компонентов,интенсивного смешивания, наличия закрытых зон твердения, автоклавирования при повышенном давлении и др.).
Исследования рынка, проводимые НААГ, в последние годы позволили выявить некоторые региональные особенности выпуска АГБ. Наиболее легкую продукцию выпускают заводы Северо-Западного региона: усредненная плотность выпускаемого газобетона там самая низкая по России — 465 кг/м3. Наиболее тяжелый газобетон выпускается в Сибири: средняя плотность 569 кг/м3(рис. 4). Подобный результат объясняется главным образом сложившимися традициями, которые в свою очередь зависят от возможностей производителей и их усилий по продвижению продукции. В Северо-Западном регионе одними из первых освоили массовый выпуск АГБ с плотностью 400 кг/м3и ниже, а также провели активную компанию по его продвижению. В Сибирском округе сложилась обратная ситуация. Там основные производители сориентировались на выпуск продукции с плотностью 500 кг/м3 и выше и до настоящего времени активного производства продукции пониженной плотности не производят. В ряде случаев на плотность выпускаемых изделий влияет сейсмичность региона. В частности, в Южном округе выпуск изделий пониженной плотности затруднен в связи с высокой сейсмичностью.
Наиболее тяжелый газобетон выпускается в Сибири: средняя плотность 569 кг/м3(рис. 4). Подобный результат объясняется главным образом сложившимися традициями, которые в свою очередь зависят от возможностей производителей и их усилий по продвижению продукции. В Северо-Западном регионе одними из первых освоили массовый выпуск АГБ с плотностью 400 кг/м3и ниже, а также провели активную компанию по его продвижению. В Сибирском округе сложилась обратная ситуация. Там основные производители сориентировались на выпуск продукции с плотностью 500 кг/м3 и выше и до настоящего времени активного производства продукции пониженной плотности не производят. В ряде случаев на плотность выпускаемых изделий влияет сейсмичность региона. В частности, в Южном округе выпуск изделий пониженной плотности затруднен в связи с высокой сейсмичностью.
Подводя итог вышесказанному можно отметить, что производство автоклавного газобетона продолжает активно развиваться. Ежегодно запускаются новые линии по выпуску АГБ, действующие заводы наращивают свои объеме. Все это обеспечивает ежегодный рост мощностей по производству АГБ в средним на 3-5 % в год. Как следствие, растет выпуск данного материала и в 2014 совокупный объем впущенного АГБ составил 12,9 млн м3. При этом качественно меняется выпускаемая продукция. На смену армированным панелям плотностью 700-800 кг/м3 пришли мелкие стеновые блоки плотностью 400-600 кг/м3 с точными геометрическими размерами и улучшенными физико-механическими характеристиками. Другими словами, тенденции, сопровождающие рынок на протяжении всей его истории сохраняются и в настоящее время.
Все это обеспечивает ежегодный рост мощностей по производству АГБ в средним на 3-5 % в год. Как следствие, растет выпуск данного материала и в 2014 совокупный объем впущенного АГБ составил 12,9 млн м3. При этом качественно меняется выпускаемая продукция. На смену армированным панелям плотностью 700-800 кг/м3 пришли мелкие стеновые блоки плотностью 400-600 кг/м3 с точными геометрическими размерами и улучшенными физико-механическими характеристиками. Другими словами, тенденции, сопровождающие рынок на протяжении всей его истории сохраняются и в настоящее время.
Весомый вклад в результаты отрасли вносят предприятия-члены НААГ. На сегодняшний день Ассоциация объединяет около половины всех мощностей по выпуску АГБ – совокупная мощность членов НААГ 7,3 млн м3/год. В 2014 г. 23 завода, входящие в НААГ, произвели 6,4 млн м3 АГБ (49,6 % от общего выпуска).
НААГ это не просто объединение лидеров отрасли, эта организация занимающаяся поддержкой производителей АГБ (нормативной базой, научно-техническими исследованиями), а также осуществляющая популяризацию и продвижение автоклавного газобетона. В рамках этой работы НААГ ежегодно реализует исследование рынка, по результатам которого и была подготовлена данная статья.
В рамках этой работы НААГ ежегодно реализует исследование рынка, по результатам которого и была подготовлена данная статья.
Литература
- Вылегжанин В.П. Газобетон в жилищном строительстве, перспективы его производства и применения в Российской Федерации / В.П. Вылегжанин, В.А. Пинскер. Строительные материалы, 01. 2009. С.4-8.
- Домбровский А.В. Производство ячеистых бетонов. Обзорная информация. ВНИИЭСМ. Выпуск 2. 1983. с.76.
- Коровкевич В.В., Пинскер В.А и др. Малоэтажные дома из ячеистых бетонов. Рекомендации по проектированию, строительству и эксплуатации. Ленинград: ЛенЗНИИЭП., 1989. 284 с.
- Вишневский А.А., Гринфельд Г.И., Куликова Н.О. Анализ рынка автоклавного газобетона России // Строительные материалы. 2013. №7. С.40-44.
- Вишневский А.А., Гринфельд Г.И., Смирнова А.С. Итоги работы предприятий по производству автоклавного ячеистого бетона в 2013 г // Технологии бетонов. 2014. №4. С. 44-47.
Состав газобетона: компоненты и технология производства
Газобетон является пористым материалом и относится к ячеистым бетонам, делится на автоклавный и неавтоклавный. Различия в плане состава между ними незначительны, но в процессе производства разница существенна.
Различия в плане состава между ними незначительны, но в процессе производства разница существенна.
Компоненты газобетона:
- Портландцемент высокой марки (35%).
- Песок очень мелкой фракции (35%).
- Измельченная известь (1%).
- Алюминиевая пудра (0.05%).
- Вода (28%).
Чем лучше измельчены все компоненты, тем прочнее получается газобетон.
Сама технология изготовления газобетона заключается в смешивании наполнителей (цемента и песка) с газообразующими добавками (известь и алюминиевая пудра). После их перемешивания, между алюминиевой пудрой и известью начинается химическая реакция с выделением газа – водорода. Именно этот газ и создает в газобетоне поры, которые обеспечивают хорошую теплоизоляцию и легкий вес.
Меняя количество газообразующих добавок, можно добиться различной плотности газобетона, то есть, чем больше газа в бетоне, тем он легче, соответственно, меньше его плотность и прочность. На рынке стройматериалов можно найти газобетон плотностью от D150 до D700.
На рынке стройматериалов можно найти газобетон плотностью от D150 до D700.
Газобетон хорош тем, что поры в его составе распределены очень равномерно, что обеспечивает одинаковую прочность и теплопроводность по всей толщине блоков.
После процесса газообразования и первичного схватывания смеси, общий массив разрезается струной на отдельные блоки нужной толщины. Далее газоблоки набирают прочность.
Что такое автоклавирование газобетона
Если мы говорим про автоклавный газобетон, то он обязательно проходит процесс автоклавирования. Автоклавами называют большие емкости, в которых создается высокая температура (160-180 С) и давление насыщенного водяного пара.
Процесс автоклавирования длится около 12 часов, и его задача заключается в быстром наборе прочности газобетона. Обычный тяжелый бетон набирает 70% своей марочной прочности примерно через месяц, но если увеличить температуру до 180 градусов, то прочность наберется в 100 раз быстрее.
Это решает сразу несколько проблем: усадка блоков отсутствует, не требуется время для набора прочности газобетона. Далее газобетон упаковывают в защитную пленку и развозят заказчикам.
Далее газобетон упаковывают в защитную пленку и развозят заказчикам.
Свежий автоклавный газобетон является очень влажным, воды в нем около 30-40%. Из-за влаги, его плотность значительно выше заявленной. По этому, перед отделочными работами, выложенная газобетонная стена должна просохнуть хотя бы два сезона.
Автоклавный газобетон имеет более высокую прочность, в отличии от неавтоклавного.
В научной терминологии, автоклавный газобетон называют тоберморитом – искусственным пористым камнем. Так как камни являются минералами, то они абсолютно экологичны. Газобетон не выделяет никаких вредных веществ, и не является радиоактивным.
Отличия газобетона и пенобетона
В плане наполнителей эти ячеистые бетоны похожи, отличие в газообразующих добавках. Если в газобетоне пузыри образуются из-за выделяющихся пузырей газа, то в пенобетоне из-за пены, которую добавляют в смесь отдельно. Проблемой пенобетона может быть его неоднородность, то есть, в одном месте пузырей будет больше, а в другой – меньше.
Процесс изготовления пенобетона намного проще, из-за чего его производством занимаются в гаражных условиях. Доверие к качеству заводского автоклавного газобетона и его составу намного выше. Прочность и геометрия автоклавного газобетона лучше, чем у пенобетона.
Из чего состоит газобетон(видео)
Производство газобетона-автоклавная и неавтоклавная технологии
Газобетон относят к классу ячеистых бетонов. Он представляет собой материал, по всему объёму которого равномерно распределены замкнутые поры. Эта структура и определяет свойства газобетона, благодаря которым он и является одним из самых эффективных и тёплых строительных материалов, так как воздух является лучшим теплоизолятором в природе.
Впервые газобетон начали производить около 80 лет назад, и в наши дни он до сих пор пользуется огромной популярностью в строительстве, превосходя другие стройматериалы по многим параметрам, включая вес, простоту кладки и цену. Блоки из газобетона обрабатываются лучше дерева, но не горят, и обладают крепостью камня, но легче его в несколько раз.
Блоки из газобетона обрабатываются лучше дерева, но не горят, и обладают крепостью камня, но легче его в несколько раз.
По способу твердения газобетон делится на два вида: автоклавный и неавтоклавный. Первый твердеет при повышенной температуре и избыточном давлении в специальных печах – автоклавах. Второй вид твердеет при естественной температуре и атмосферном давлении, проходя тепловлажностную обработку.
Свойства автоклавного и неавтоклавного бетона схожи между собой, но есть и некоторые различия. Автоклавный газобетон обладает более высокой гигроскопичностью – способностью впитывать влагу. Его теплопроводность немного выше, чем у неавтоклавного, который предоставляет возможность монолитного строительства. Но он менее прочный в сравнении с автоклавным и может давать большую усадку при эксплуатации, в связи с чем многие не рекомендуют его использовать как конструкционный материал.
Теперь поговорим о производстве этих двух видов газобетона. Автоклавное и неавтоклавное твердение – это две совершенно разных схемы. Но у каждого вида образование пор достигается выделением газа благодаря химической реакции. За счёт разных способов затвердевания материалы и обретают свои индивидуальные свойства.
Но у каждого вида образование пор достигается выделением газа благодаря химической реакции. За счёт разных способов затвердевания материалы и обретают свои индивидуальные свойства.
Неавтоклавная технология производства газобетона.
Неавтоклавный газобетон выпускают на основе специального цемента, молотой извести, некоторых отходов (зола, шлак и другие) и порообразователь, в качестве которого используется алюминиевый порошок. Перечисленные компоненты после перемешивания оставляют в обычных условиях для окончательного затвердевания без использования автоклавов.
Неавтоклавный газобетон производится на основе портландцемента (50-60%), молотый известняк, шлак, зола, др. отходы (40-50%) и «порообразователь» (1,8-2,1 кг. на куб.м. газобетона). Полученную смесь оставляют затвердевать в обычных условиях без применения специальных печей (автоклавов).
Количество порообразователя в растворе (при других равных условиях) прямо пропорционально значениям относительного подъема теста.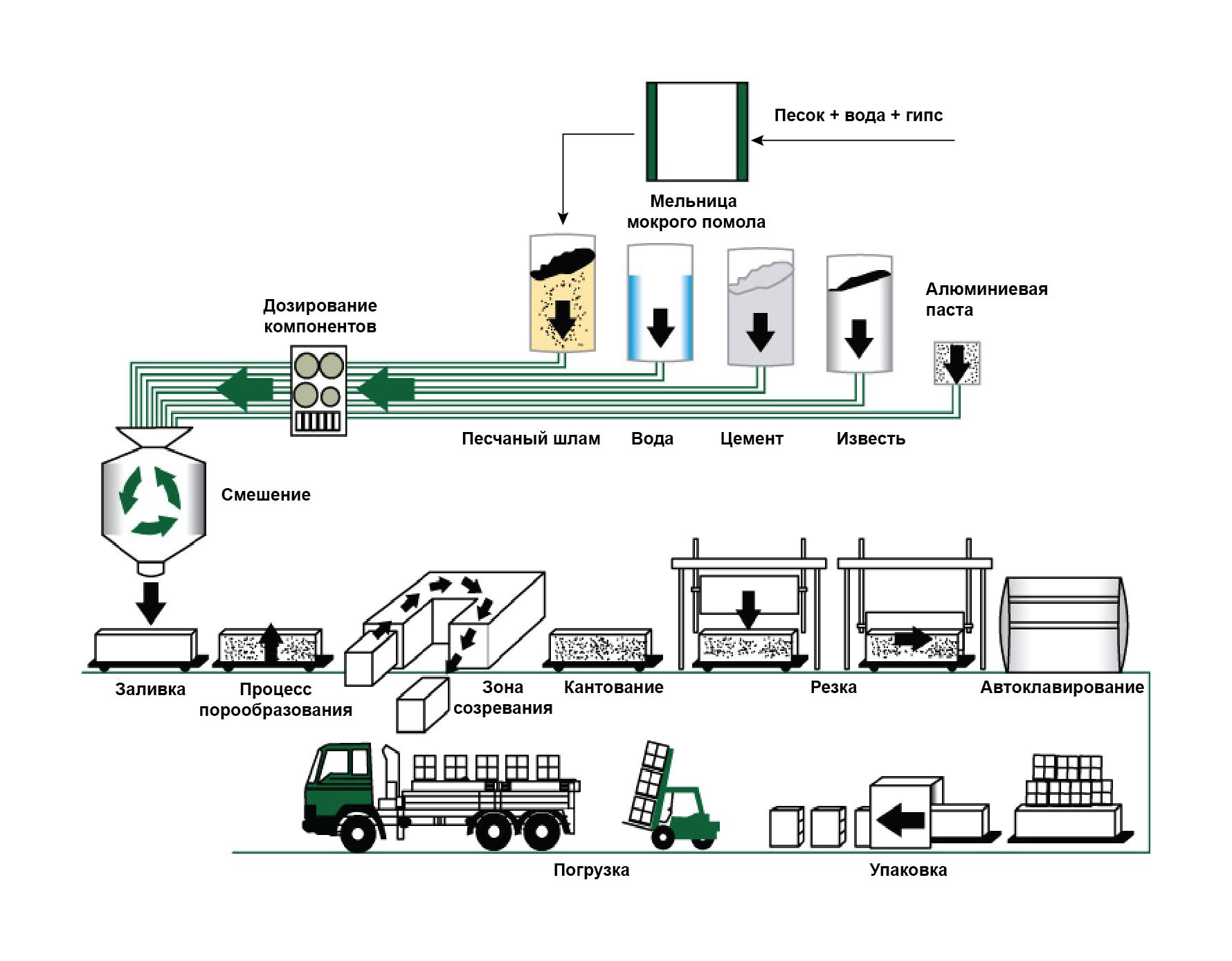 При этом по высоте нет отклонений морфологии пор в зависимости от степени подъема раствора. Для ускорения процесса твердения и оборота опалубки, а также увеличения качества газобетона рекомендуется, особенно, в первые сутки отвердения раствора создавать теплые (30–50 °С) условия при естественной влажности и нормальном давлении.
При этом по высоте нет отклонений морфологии пор в зависимости от степени подъема раствора. Для ускорения процесса твердения и оборота опалубки, а также увеличения качества газобетона рекомендуется, особенно, в первые сутки отвердения раствора создавать теплые (30–50 °С) условия при естественной влажности и нормальном давлении.
Производство неавтоклавного ячеистого бетона – это дешевый способ производства газобетона. Инвестиции в производство неавтоклавного газобетона в сотни раз ниже объема затрат в производство автоклавного газобетона. Вместе с тем, газосиликат в отличие от неавтоклавного газобетона боится воды, уступает по морозостойкости, по огнестойкости. При этом газосиликат не допускает возможности монолитного строительства.
Поризация смеси осуществляется на стадии формирования материала за счет взаимодействия газообразователя со щелочью. Образующийся водород выделяется в свободном состоянии в виде газовых пузырьков, используемых для вспучивания газобетонной массы. Данная технологическая стадия, особенно в неавтоклавной технологии, является весьма ответственной, предопределяющей формирование пористой структуры материала. Для улучшения свойств неавтоклавного газобетона в смесь вводят различные модифицирующие добавки: полуводный гипс, микрокремнезем, ускоритель твердения — хлорид кальция. Основным направлением разработок становится приближение прочностных свойств к автоклавному газобетону. Наиболее перспективными в этом отношении являются дисперсно-армирующие волокна как искусственного (полимерное волокно различного состава, стекловолокно и др.), так и природного происхождения (асбестовое, базальтовое волокно). Другим способом упрочнения является добавка микрокремнезема или кислой золы-уноса в количестве 5-10% от веса цемента. Качественный влажностный режим по уходу за газобетоном во время его интенсивного твердения также существенно улучшает его прочностные свойства.
Данная технологическая стадия, особенно в неавтоклавной технологии, является весьма ответственной, предопределяющей формирование пористой структуры материала. Для улучшения свойств неавтоклавного газобетона в смесь вводят различные модифицирующие добавки: полуводный гипс, микрокремнезем, ускоритель твердения — хлорид кальция. Основным направлением разработок становится приближение прочностных свойств к автоклавному газобетону. Наиболее перспективными в этом отношении являются дисперсно-армирующие волокна как искусственного (полимерное волокно различного состава, стекловолокно и др.), так и природного происхождения (асбестовое, базальтовое волокно). Другим способом упрочнения является добавка микрокремнезема или кислой золы-уноса в количестве 5-10% от веса цемента. Качественный влажностный режим по уходу за газобетоном во время его интенсивного твердения также существенно улучшает его прочностные свойства.
Неавтоклавный способ производства имеет существенный недостаток: усадка газобетона в процессе эксплуатации гораздо больше (2-3 мм/м), чем у автоклавного бетона (0,3 мм/м), при одинаковой плотности изделий. Специфика технологии неавтоклавного газобетона требует и повышенного расхода цемента. Несмотря на относительную дешевизну получаемого изделия, в промышленных масштабах предпочтительнее производство автоклавного газобетона. Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — доберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка. За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Он может использоваться, например, в армированных конструкциях — перемычках, панелях, и др. Ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и морозостойкость. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью при пониженном расходе вяжущего.
Специфика технологии неавтоклавного газобетона требует и повышенного расхода цемента. Несмотря на относительную дешевизну получаемого изделия, в промышленных масштабах предпочтительнее производство автоклавного газобетона. Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — доберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка. За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Он может использоваться, например, в армированных конструкциях — перемычках, панелях, и др. Ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и морозостойкость. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью при пониженном расходе вяжущего.
Газобетон автоклавного способа изготовления (чаще всего газосиликат) производится из смеси природных сырьевых материалов: песка, цемента, негашеной извести, воды и небольшого количества алюминиевой пудры. В результате химической реакции извести и алюминиевой пудры смесь вспенивается, и внутри образуются поры разной величины, заполненные воздухом.
Можно выделить следующие основные этапы производства автоклавного газобетона:
- 1. Приготовление смеси
Приготовление смеси осуществляется в автоматическом режиме. Компоненты в заданной пропорции подаются в смеситель, где перемешиваются по заданной программе до консистенции свободно льющейся сметаны.
- 2. Заливка форм и формирование массива.
Готовая смесь выгружается в формы, заполняя их примерно наполовину. Одновременно форма со смесью подвергается ударным воздействиям, для улучшения строения пористой структуры. Известь начинает гаситься, выделяя тепло, — за полтора часа температура смеси доходит до 80.
 Алюминий взаимодействует с известью, выделяется свободный водород, и он поднимает эту смесь, которая полностью заполняет форму. Цемент под воздействием высокой температуры начинает схватываться; сферические ячейки, образованные свободным водородом, превращаются в заполненные воздухом поры (готовый продукт на 80 проц. состоит из мелких пор диаметром от 1, 5 до 3 мм). Структурная пористость газобетонных блоков обусловлена строго выдержанной технологией, и автоматизацией процесса.
Алюминий взаимодействует с известью, выделяется свободный водород, и он поднимает эту смесь, которая полностью заполняет форму. Цемент под воздействием высокой температуры начинает схватываться; сферические ячейки, образованные свободным водородом, превращаются в заполненные воздухом поры (готовый продукт на 80 проц. состоит из мелких пор диаметром от 1, 5 до 3 мм). Структурная пористость газобетонных блоков обусловлена строго выдержанной технологией, и автоматизацией процесса. - 3. Затвердевание смеси
После того, как массив поднимется, он подвергается предварительному твердению в течение 60-120 минут для достижения прочности необходимой для резки.
- 4. Резка массива на изделия
После предварительного затвердевания кран распалубливает сборную форму, и уже застывший, но еще достаточно мягкий «пирог» ячеистого бетона режется горизонтально и вертикально тонкими струнами на блоки. Одновременно формируются пазы и гребни, фрезеруются захватные карманы для рук.
- 5. Пропарка изделий в автоклаве
Затем разрезанный «пирог» помещается в автоклав, там происходит термовлажностная обработка при температуре 190С и давлении пара 12 атмосфер. Под воздействием этих факторов образуются минералы, обеспечивающие прочность ячеистого бетона.
- 6. Упаковка
После 12 часов автоклавной обработки готовый «пирог» разделяется на специальной установке на изделия, они упаковываются, отправляются на склад готовой продукции.
 Алюминий взаимодействует с известью, выделяется свободный водород, и он поднимает эту смесь, которая полностью заполняет форму. Цемент под воздействием высокой температуры начинает схватываться; сферические ячейки, образованные свободным водородом, превращаются в заполненные воздухом поры (готовый продукт на 80 проц. состоит из мелких пор диаметром от 1, 5 до 3 мм). Структурная пористость газобетонных блоков обусловлена строго выдержанной технологией, и автоматизацией процесса.
Алюминий взаимодействует с известью, выделяется свободный водород, и он поднимает эту смесь, которая полностью заполняет форму. Цемент под воздействием высокой температуры начинает схватываться; сферические ячейки, образованные свободным водородом, превращаются в заполненные воздухом поры (готовый продукт на 80 проц. состоит из мелких пор диаметром от 1, 5 до 3 мм). Структурная пористость газобетонных блоков обусловлена строго выдержанной технологией, и автоматизацией процесса.
Аналогично изготавливаются армированные плиты, только нет вертикальной резки.
Газобетон производится из минерального сырья, в его состав чаще всего входят: известь 20%; кварцевый песок 60%; портландцемент – 20%, алюминиевая пудра – менее 1%.
Следует отметить, что использование управляемого автоклавного процесса дает возможность получить бетон с заданным необходимым уровнем свойств. Причем эти характеристики будут одинаковыми в любой из точек готового изделия. Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной ее смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — тоберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка.
Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной ее смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — тоберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка.
За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и повышенную морозостойкость. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью.
Технология производства автоклавного и неавтоклавного газобетона. | Информация
При производстве газобетона применяются автоклавный и неавтоклавный методы.
В чем суть каждого из них, и какой материал выбрать для строительства
Сырьевая смесь и для автоклавного, и для неавтоклавного способов твердения имеет одинаковый состав.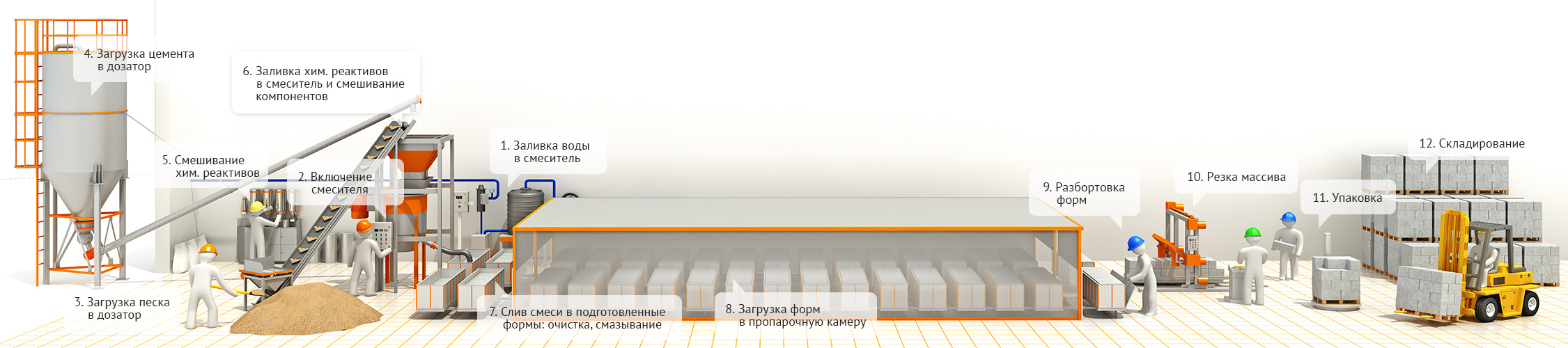 Он включает в себя портландцемент, воду, мелкофракционный песок, известь, небольшое количество алюминиевой пудры. Для улучшения качества газобетона в состав могут быть введены химические присадки. Лучшие из разрешенных добавок — волокна натурального или синтетического происхождения (стекловолокно, базальтовое волокно).
Он включает в себя портландцемент, воду, мелкофракционный песок, известь, небольшое количество алюминиевой пудры. Для улучшения качества газобетона в состав могут быть введены химические присадки. Лучшие из разрешенных добавок — волокна натурального или синтетического происхождения (стекловолокно, базальтовое волокно).
При неавтоклавном методе производства газобетон сохнет и набирает прочность в естественных условиях, при автоклавном — материал подвергается воздействию паром. Автоклавная обработка по сути требуется только для того, чтобы ускорить процесс высыхания. Но в итоге готовый газобетон будет отличаться по качеству и эксплуатационным свойствам, в зависимости от способа твердения.
Также на качество материала влияет влажность воздуха. Надлежащая степень влажности увеличивает прочность газобетона.
При неавтоклавном твердении для газобетона характерна сильная усадка в процессе высыхания — 2-3 мм на метр. И это основной недостаток неавтоклавного метода. Бетон, обработанный в автоклаве, усаживается всего лишь на 0,3 мм на метр и является самым распространенным материалом в современном малоэтажном строительстве.
И это основной недостаток неавтоклавного метода. Бетон, обработанный в автоклаве, усаживается всего лишь на 0,3 мм на метр и является самым распространенным материалом в современном малоэтажном строительстве.
Для справки: неавтоклавный газобетон был разработан в начале 20го века, несколькими годами позднее был изобретен и запатентован автоклавный аналог.
При его производстве материал обрабатывается насыщенным паром, температура которого может достигать 180 градусов, а давление — 14 бар. В результате такого воздействия в составе готового продукта образуется минерал тоберморит. Благодаря тобермориту, повышается прочность бетона, а степень усадки минимизируется. Поэтому неавтоклавный бетон проигрывает автоклавному в эксплуатационных характеристиках и возможностях применения.
Кроме того, строительных материалов со свойствами, схожими с автоклавным газобетоном, в настоящее время почти нет.
Готовый газобетон уже после высыхания распиливается на блоки, поэтому имеет точную геометрию граней и поверхностей, в отличие от изделий, которые отливаются в отдельных формах.
Исходя из эксплуатационных свойств, автоклавный газобетон целесообразнее использовать для строительства жилых зданий, неавтоклавный — для сооружений технического назначения.
На территории Пермского края налажено производство и автоклавных, и неавтоклавных газобетонных блоков.
| Чтобы купить Газобетон 1. Подробная информация о ценах и условиях поставки в разделе: Газобетон. |
 звоните по телефону +7 (342) 287-27-50
звоните по телефону +7 (342) 287-27-50Производство газобетона в Челябинске — технология изготовления газоблоков (газобетонных блоков)
Процесс производства
Химические реакции
Особенности производства
Автоклавный газобетон в Челябинске
Процесс производства
Газобетонные блоки изготавливают из портландцемента, негашеной извести, размолотого кварцевого песка и воды. Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой. Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода. Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Полученные блоки помещают в автоклав, где под действием повышенных температур и давления химические реакции ускоряются и происходит финальное твердение, а материал приобретает окончательные свойства. Через некоторое время из автоклава извлекают готовый газобетон.
Химические реакции
Для тех, кто считает себя специалистом широкого профиля, мы предоставляем краткое технологическое описание происходящих процессов в виде этапных химических реакций:
Компоненты: вода h3O; известь CaO; кварцевый песок SiO2; цемент как смесь элементов CaO, SiO2, AL2O3, Fe2O3 и алюминий Al.
Этапы производства:
- Смеситель — гашение извести: CaO + h3O Ca(OH)2, экзотермический процесс.
- Образование гидроалюмината кальция и пористой структуры: 2Al + Ca(OH)2 + 6 h3O -> CaO• AL2O3•4 h3O + 3 h3 (поры).
- Автоклавное твердение в течение 12 часов, при температуре 190°C, и давлении 12атмосфер: 6SiO2 + 5 Ca(OH)2 + 5 h3O -> 5CaO•6SiO2•5 h3O (кварцевый песок) (гидроокись кальция) (вода) (гидросиликат кальция, фазы C-S-H).

Особенности производства
Описанная технология, одним из этапов которой является автоклавирование, позволяет получить прочный и легкий материал с пористой структурой, по своим свойствам значительно превосходящий такие материалы, как неавтоклавный газобетон, дерево, кирпич, пеноблок и т.д.
Автоклавный газобетон обладает рядом неоспоримых преимуществ, на которых мы подробно остановимся в отдельной статье. Теперь разберемся с ними, исходя из технологических особенностей.
Многих волнует, что входящие в состав газобетона известь и цемент опасны для здоровья, но эти исходные компоненты в автоклаве полностью преобразуются, а значит полученный материал экологичен и не нанесет вред здоровью, когда из него построят здание.
Безопасность в доме гарантирована огнестойкостью газобетона, ведь он состоит из негорючих материалов: песка, цемента и алюминиевой пудры. Прочность блоков обусловлена многочасовым твердением в автоклаве.
Комфортное пребывание в помещении из газобетонных блоков обеспечивается пористой структурой материала, который может «дышать» почти как дерево из-за пузырьков, образовавшихся во время введения алюминиевой пудры и затем затвердевших. Наличие пор при заданной толщине сообщают газобетону отличные звукоизоляционные свойства. Тепло- и морозостойкость также гарантируются автоклавной технологией, усиливающей эти свойства.
В результате, построив свой дом из автоклавного газобетона, вы сделаете его экологичным, теплым и безопасным.
Немаловажен и тот факт, что полученный на заводе газобетон имеет относительно небольшой вес (порядка 25 кг) и не требует специальной подъемной техники. При этом материал, уже обладающий выверенными размерами с минимальной погрешностью (1-2 мм), легко обрабатывается, а это значит, что с возведением здания вы сможете справиться свободно и быстро.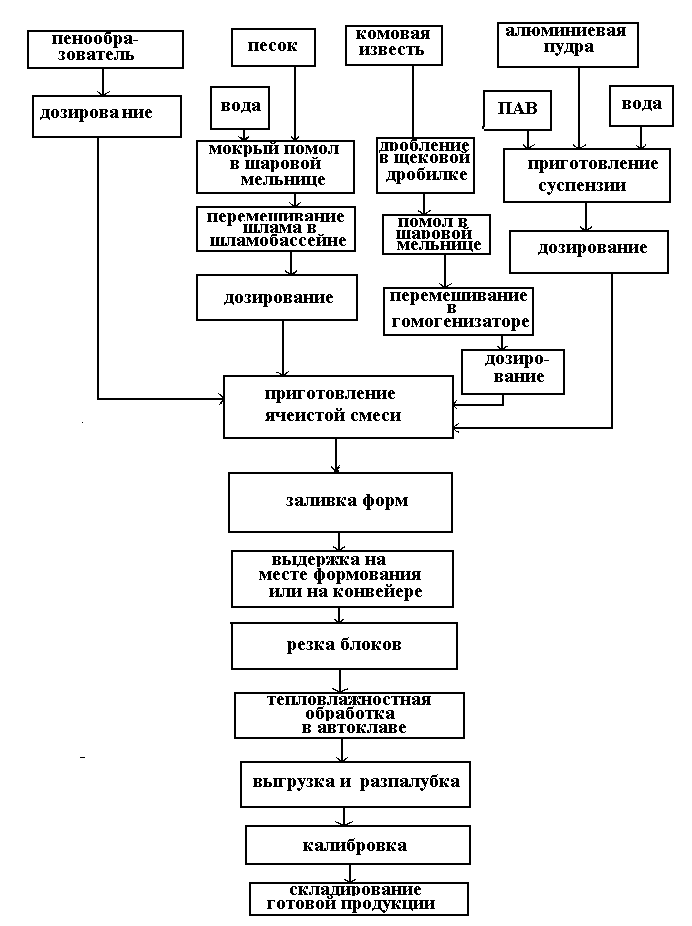
Автоклавный газобетон в Челябинске
Чтобы быть полностью уверенным в качестве продукции, в соответствии ее ГОСТу и заявленным свойствам, лучше остановить свой выбор на производителе. Завод газобетона «ПОРАБЛОК» гарантирует высокое качество стройматериалов, сохраняя при этом приемлемую цену. Вы быстро и легко построите свой новый дом, в котором будет комфортно, безопасно и тепло.
Технология производства газобетона
Технология производства газобетона – отлаженный технологический процесс, состоящий из нескольких последовательных этапов.
Прежде чем приступить непосредственно к производству, необходимо собрать и смазать формы, тем самым подготовив их к заливке.
После завершения предварительного этапа работ, приступают к смешиванию газобетонного раствора из цемента, извести, песка, воды и газообразователя (алюминиевой эмульсии), взятых в определённом соотношении.
Готовый раствор заливают в предварительно подогретые до температуры 35-40 °С, формы или в опалубку. Затем, при необходимости, смесь разравнивают при помощи струны и и накрывают теплоизоляционными плитами.
Затем, при необходимости, смесь разравнивают при помощи струны и и накрывают теплоизоляционными плитами.
Спустя 1 – 2,5 часа после заливки форм газобетонный массив приобретает распалубочную прочность и готов к резке. На этом этапе газобетон наиболее пластичен и удобен в обработке. В роли режущего инструмента выступает специальная установка или пила.
Затем массив, нарезанный на блоки, продолжает набирать прочность под теплоизолирующим колпаком в течение нескольких часов.
По прошествии этого времени блоки извлекают из форм и перекладывают на европоддон, где производится упаковка продукции для дальнейшей её отправки на склад.
Освободившиеся формы очищают, смазывают и готовят к новой заливке. Цикл действий повторяется.
Такова классическая технология производства неавтоклавного газобетона, набирающего прочность в естественной среде при атмосферном давлении или при тепловлажностной обработке.
Автоклавный газобетон, в свою очередь, твердеет при высоком давлении (до 12 атмосфер) и температуре 190 °С в специальных печах (сушильных камерах), называемых автоклавами.
За этим исключением, процесс приготовления газобетонных блоков автоклавного твердения внешне во многом сходен с технологией производства неавтоклавного газобетона. Однако именно способ затвердевания газобетонного массива, по большей мере, определяет будущие характеристики готовых блоков.
Технические параметры автоклавного газобетона SOLBET
AAC — это материал, который идеально соответствует идее устойчивого развития в строительной отрасли. Использование доступного сырья, малый вес, простота обработки, низкое энергопотребление во время производства и простота строительства, а также возможность строительства энергоэффективных зданий делают этот материал экологически безопасным. Все элементы AAC, производимые SOLBET, соответствуют европейскому стандарту EN 771-4: Технические условия для каменных блоков — Часть 4: бетонные блоки.Они также регулярно проходят испытания в Техническом университете в Котбусе и MPA KIWA в Берлине.
Автоклавный газобетон производится из сырья: песка, воды, цемента, извести, то есть компонентов, которые находятся в непосредственной близости от нас. Это делает этот материал на 100% органичным и удобным в использовании.
Это делает этот материал на 100% органичным и удобным в использовании.
Пористая структура материала означает, что газобетон является очень хорошим теплоизолятором — воздух, содержащийся в миллионах пор, является отличным изолятором. 1 м 3 сырья достаточно для производства 5 м 3 АКК.Пористость 80% делает его одним из самых теплых строительных материалов.
AAC — однородный материал. Это означает, что все параметры материала (например, теплоизоляция, акустика, прочность на сжатие) одинаковы независимо от направления. Каменная кладка AAC — это блоки (но не пустотелые блоки). Это делает материал технически предсказуемым, что важно для функционирования стен в конструкции здания.
AAC — это здоровый материал. Своим положительным влиянием на здоровье жителей он обязан возможности эффективного регулирования влажности в помещении.Он способен забирать лишнюю влагу из помещения и возвращать ее, когда воздух становится слишком сухим. AAC демонстрирует полную устойчивость к бактериям, плесени и грибкам. Это связано с тем, что химический состав и сильно щелочной pH AAC не способствует росту микроорганизмов на поверхности стенки.
Это связано с тем, что химический состав и сильно щелочной pH AAC не способствует росту микроорганизмов на поверхности стенки.
История AAC доказывает его надежность. Материал уже имеет более чем столетнюю традицию. Здания, которые были построены из AAC с тех пор, все еще используются и являются очень хорошим доказательством прочности и качества материала.
AAC имеет небольшую капиллярность из-за высокой пористости и больших пор. Более того, внутренняя структура AAC создает условия, способствующие быстрому выведению влаги. Об этом свидетельствуют исследования зданий, затопленных в 1997 г., которые помогли проверить поведение АКВ в условиях экстремальной влажности. Они показали, что стены АКВ стояли в воде около двух месяцев, после ее удаления быстро высохли до состояния до наводнения. . Параметры сухих стен: прочность на сжатие, теплоизоляция были такими же, как у зданий, которые никогда не были затоплены.
Выбирая AAC, мы получаем материал, обеспечивающий высокий уровень безопасности в случае пожара. AAC негорючий, относящийся к классу огнестойкости A1. Он не горит, не выделяет токсичных газов и не нагревается под воздействием высоких температур и огня. Благодаря тому, что это хороший изолятор, он не проводит тепло. Стоит отметить, что в лаборатории испытаний на огнестойкость испытательные камеры изготавливаются из газобетона.
AAC негорючий, относящийся к классу огнестойкости A1. Он не горит, не выделяет токсичных газов и не нагревается под воздействием высоких температур и огня. Благодаря тому, что это хороший изолятор, он не проводит тепло. Стоит отметить, что в лаборатории испытаний на огнестойкость испытательные камеры изготавливаются из газобетона.
Благодаря небольшому объемному весу из ААС можно изготавливать элементы кладки больших размеров, которые при этом удобны и позволяют быстро возводить стены.Технология производства материала позволяет изготавливать изделия из AAC любой формы. В процессе производства мы получаем блоки с пазами и пазами, а также элементы с профилированными отверстиями для захвата — такие конструктивные решения влияют на легкость и скорость строительства. Благодаря небольшому весу, можно транспортировать материал на большие расстояния, полностью используя транспортные средства. Точность размеров также имеет большое значение — блоки точно нарезаются по размеру, поэтому их можно соединить тонким швом.
Преимущество AAC перед другими материалами заключается в простоте обработки, то есть резки и полировки, что позволяет быстро получить желаемую форму. Для обработки используются простые в использовании, удобные и дешевые инструменты. Это, безусловно, упрощает и ускоряет процесс строительства и делает возможным точное строительство. Это также сокращает количество отходов до минимума. Это может вдохновить вас на постройку собственного дома.
AAC — это очень простой способ строительства зданий. Система элементов кладки AAC (включающая богатый ассортимент блоков, досок, перемычек и U-блоков) упрощает строительство.В дополнение к этому мы предлагаем широкий спектр строительной химии: строительные растворы, штукатурки, клеи для систем теплоизоляции. Это создает прозрачную и простую в использовании систему. Также это дает возможность строить любым способом (однослойные стены, стены с утеплителем, многослойные стены и т. Д.). Также важно то, что такая система не требует слишком большого количества элементов. Благодаря простоте резки нет необходимости собирать ряд других изделий (например, угловые элементы, дополнительные элементы кладки, компенсационные элементы не нужны).Системное строительство также позволяет правильно разрешить детали конструкции.
Благодаря простоте резки нет необходимости собирать ряд других изделий (например, угловые элементы, дополнительные элементы кладки, компенсационные элементы не нужны).Системное строительство также позволяет правильно разрешить детали конструкции.
Конструкция кондиционера обеспечивает приятный микроклимат в помещении. При больших колебаниях температуры за пределами высокая тепловая инерция AAC позволяет поддерживать постоянную температуру в помещении. Поверхность стен AAC зимой теплая — не излучает холод, а летом прохладно, что очень влияет на самочувствие и комфорт пользователей.
Стена из белого, не оставляющего пятен материала ценится еще на этапе эксплуатации здания, т.е.грамм. когда нужно проделать в стене дырку. После сверления окрашенная стена не пачкается, в отличие от других материалов. Это, казалось бы, небольшое преимущество очень ценится пользователями.
AAC — это 100% перерабатываемый материал. После возможного сноса здание может быть переработано и повторно использовано для производства.
Использование элементов кладки из керамогранита дает экономию как для инвестора, так и для подрядчика. Для инвестора это экономит время и затраты, связанные со строительством.В свою очередь, для подрядчика инвестора это дает возможность более быстрого и точного строительства зданий по сравнению с другими технологиями.
Технология производства AAC все еще развивается. Появляются новые разновидности и новые продукты. Это создает новые перспективы для этого материала.
Автоклавный пенобетон: применение, преимущества и недостатки
Автоклавный газобетон (AAC) — легкий сборный пенобетонный строительный материал, подходящий для производства блоков бетонной кладки (CMU), состоящих из кварцевого песка, кальцинированного гипса и извести. , цемент, вода и алюминиевый порошок, продукты AAC отверждаются под действием тепла и давления в автоклаве.
Ячеистый бетон увлажняют паром при атмосферных температурах, хотя в автоклавах используется отверждение паром под высоким давлением.
Здесь мы узнаем об автоклавном газобетоне, преимуществах и недостатках автоклавного газобетона.
Введение в автоклавный газобетон:
Каменная кладка формируется путем разрезания мягкой основной массы, а сталь заделывается в AAC с предварительной химической обработкой для защиты от коррозии.
Плотность AAC варьируется от 300 до 1000 с кажущейся плотностью от 350 кг / м3.
Может использоваться как несущий строительный материал.
Преимущества автоклавного ячеистого бетона:
Основные преимущества AAC перечислены ниже:
1. Энергосбережение:
Это отличное свойство, которое делает его отличным изолятором, означает, что внутреннюю среду легко поддерживать.
Обычно он не требует дополнительной изоляции при использовании.
2. Нетоксичный:
Автоклавный газобетон не содержит токсичных газов или других токсичных веществ.
Не привлекает грызунов и других вредителей и не повреждает.
3.
 Точность:
Точность:Панели и блоки из автоклавного газобетона производятся с точным размером, необходимым перед отправкой с завода.
Необходимость в обрезке на месте может быть меньше, так как блоки и панели подходят друг другу так хорошо, что сокращается использование конечных материалов, таких как строительный раствор.
4. Долговечность:
Срок службы этого материала увеличен, поскольку на него не влияют чрезмерные климатические условия или чрезмерные изменения климатических условий.
Не разлагается даже при регулярных местных погодных условиях.
5. Легкий вес:
Бетонные блоки, которые могут быть изготовлены за счет веса ACC, составляют примерно одну треть бетона.
Они также производятся в размерах, которые могут быть простыми в обращении для быстрого строительства.
6. Экологичность:
При использовании он сокращает экологические отходы как минимум на 30%, в отличие от обычного бетона, который сокращает выбросы парникового бензина на 50%.
По возможности, использование AAC является лучшим выбором с точки зрения защиты окружающей среды.
Недостатки автоклавного газобетона:
Основные недостатки AAC перечислены ниже:
- Цена производства за единицу для ACC выше, чем для другого обычного бетона.
- Разнообразие производителей запрещено, поэтому цена, вероятно, будет резко увеличена в местах, более удаленных от производителя, которые могут захотеть путешествовать с большим расстоянием.
- По прочности не уступает обычному бетону.
- Очень мало подрядчиков, знакомых с AAC.
- Строительство из этого бетона может потребовать специального разрешения.
Использование автоклавного ячеистого бетона:
- AAC — это чрезвычайно теплоизоляционный материал на основе бетона, используемый как для внутренних, так и для наружных работ.
- Хорошо подходит для высотных зданий и городских территорий с чрезмерными перепадами температур.
- Из-за низкой плотности для строительства высотных зданий с использованием AAC требуется гораздо меньше металла, а количество бетона уменьшается, поскольку уменьшается разнообразие стыков для блоков конструктивных элементов.
- Из-за точности размеров AAC материал, необходимый для рендеринга, также может быть уменьшен.
- Однако обычный цементный раствор можно использовать в большинстве зданий, где в материалах AAC используется строительный раствор с тонким слоем.
Также прочтите: Армированный цементный бетон, роликово-уплотненный бетон и полимерный бетон
Заключение:
Автоклавный газобетон определяется как легкий бетон, полученный путем смешивания мелкозернистого кремнистого заполнителя и неорганического связующего с использованием порообразователя, который снижает плотность и процесс отверждения паром под высоким давлением, что имеет высокую механическую прочность.
Это экономичный продукт, используемый в строительстве, где здание специально спроектировано в виде модулей, чтобы соответствовать размерам продукта.
Автоклавный газобетон: обзор и применение
Автоклавный газобетон (AAC) — это тип сборного железобетона с расширяющим агентом, который поднимает смесь, подобно дрожжам в хлебном тесте. После затвердевания этот тип бетона содержит около 80% воздуха. Газобетон в автоклаве изготавливается на заводе, а материал формуют в блоки или плиты с точными размерами.Их можно использовать для отделки стен, полов и крыш.
Как и все материалы на основе цемента, элементы AAC прочные и огнестойкие. Чтобы обеспечить прочность, AAC должен быть покрыт каким-либо типом отделки, например, модифицированной полимером штукатуркой, камнем или сайдингом. AAC также предлагает звуко- и теплоизоляцию.
Определите лучшие строительные материалы для вашего следующего строительного проекта.
Автоклавный газобетон выпускается в виде блоков и панелей. Блоки укладываются так же, как и обычные блоки кладки, с тонким слоем раствора.Панели устанавливаются вертикально, от уровня пола до верха стены. Блоки можно размещать вручную, так как AAC весит около 37 фунтов на кубический фут. Однако для установки панелей обычно требуется небольшой кран или другое оборудование из-за их размера.
Блоки укладываются так же, как и обычные блоки кладки, с тонким слоем раствора.Панели устанавливаются вертикально, от уровня пола до верха стены. Блоки можно размещать вручную, так как AAC весит около 37 фунтов на кубический фут. Однако для установки панелей обычно требуется небольшой кран или другое оборудование из-за их размера.
Стандартные размеры панелей и блоков перечислены ниже:
ЭЛЕМЕНТ | ВЫСОТА | ШИРИНА | ТОЛЩИНА |
Панели | До 20 футов | 24 дюйма | Доступен в 6, 8, 10 и 12 дюймов |
Блоки | 8 дюймов (наиболее распространенный) | 24 дюйма | Доступны размеры 4, 6, 8, 10 и 12 дюймов |
Доступны другие специальные формы:
- U-образные соединительные балки имеют толщину от 8 до 12 дюймов.
- Блоки для язычков и пазов используются для соединения смежных блоков без раствора по вертикальным краям.
- Блоки с заполнением, для создания вертикальных армированных ячеек раствора.

Физические свойства
Автоклавный газобетон изготавливается из смеси цемента, извести, воды, мелкого заполнителя и, как правило, летучей золы. Добавляется расширительный агент, такой как алюминиевый порошок, чтобы вызвать химическую реакцию, создавая пузырьки, которые расширяют смесь. Элементы разрезаются на блоки или панели, армируются, а затем запекаются для более быстрого отверждения.Физические свойства AAC перечислены ниже:
- Плотность: от 20 до 50 шт. Фут
- Прочность на сжатие: от 300 до 900 фунтов на кв. Дюйм
- Термостойкость: от 0,8 до 1,25 на дюйм толщины
- Допустимое напряжение сдвига: от 8 до 22 фунтов на кв. Дюйм
- Класс передачи звука: 40 для толщины 4 дюйма и 45 для толщины 8 дюймов
Преимущества автоклавного газобетона
Некоторыми полезными свойствами автоклавного газобетона являются:
- Сочетание изоляционных свойств и структурной целостности стен, полов и крыш.
- Доступен в различных формах и размерах.
- Материал, пригодный для вторичного использования.
- Желоба для кабелепровода и водопровода легко режутся.
- Гибкость конструкции и конструкции, позволяющая при необходимости вносить изменения в полевые условия.
- Durable: AAC устойчив к воде, плесени, плесени, гнили и насекомым
- Стабильность размеров: блоки AAC имеют точную форму с жесткими допусками.
- Огнестойкость: 8-дюймовым элементам AAC предоставляется четырехчасовой рейтинг, но фактическая производительность обычно превышает это число.AAC негорючий, поэтому он не горит и не выделяет токсичные газы. Значения R
- стен AAC сопоставимы с обычными каркасными стенами из-за их небольшого веса. Однако они обладают более высокой тепловой массой, воздухонепроницаемостью и звукоизоляцией.

Ограничения автоклавного газобетона
Как и любой строительный материал, автоклавный газобетон также имеет технические ограничения:
- AAC не так широко доступен, как другие традиционные бетонные изделия. Однако его можно легко транспортировать благодаря небольшому весу.
- AAC имеет более низкую прочность, чем другие бетонные изделия, и требует армирования в несущих конструкциях.
- Требуется нанесение финишных покрытий для защиты от атмосферных воздействий, поскольку материал пористый и при частом воздействии на него разрушается.
- Товары могут отличаться по качеству и цвету, обратитесь к производителю.
- Требуется внешняя облицовка наружных стен для защиты от атмосферных воздействий.
- По сравнению с другими энергоэффективными изолированными стенами, R-значения относительно ниже.
- Более высокая стоимость, чем у обычных бетонных блочных и деревянных каркасных конструкций, что может быть проблемой бюджета.
 Однако его можно легко транспортировать благодаря небольшому весу.
Однако его можно легко транспортировать благодаря небольшому весу.Устойчивое развитие
С точки зрения экологичности автоклавный газобетон обеспечивает преимущества в материалах и производительности. Это может снизить воздействие здания на окружающую среду, улучшив при этом контроль температуры в помещении и производительность HVAC.
Что касается материалов, то он содержит переработанные компоненты, такие как летучая зола и арматура.Это может способствовать получению кредитов LEED или других зеленых рейтинговых систем. AAC также содержит много воздуха, что снижает количество сырья на единицу объема.
С точки зрения производительности системы из автоклавного ячеистого бетона позволяют создавать плотные ограждающие конструкции, уменьшая утечки воздуха и повышая энергоэффективность. Физические испытания показывают экономию на нагреве и охлаждении от 10 до 20 процентов по сравнению с традиционной конструкцией рамы. Однако в холодном климате экономия может быть меньше, поскольку у AAC меньшая тепловая масса, чем у других типов бетона.
Что такое автоклавный газобетон?
Ячеистый бетон — это растущий строительный материал, особенно для зданий, которым требуется сертификация LEED.
Этот тип сборного железобетона, состоящего из натурального сырья, является строительным стандартом с середины 1920-х годов.
Предлагая его в качестве строительного материала, вы можете увеличить ваш доход — если у вас есть подходящее оборудование для его эффективного производства.
Давайте подробнее рассмотрим, как производится автоклавный газобетон и преимущества его использования.
Производство газобетона автоклавного типа
Этот материал, изобретенный шведским архитектором Йоханом Эрикссоном, стал побочным продуктом продолжающейся индустриализации, которую мир наблюдал с начала до середины 1900-х годов.
Изначально он был изготовлен с использованием процесса, включающего квасцы сланца; однако позже было обнаружено, что радиоактивный газ был побочным продуктом материала.
Начиная с 1975 года, в качестве заменителей использовались более безопасные связующие (песок, известь, алюминиевый порошок).
Материал требует производства промышленного оборудования.
В автоклавных системах используется процесс парового давления для упрочнения пенобетона после его формирования.
Кварцевый песок в смеси реагирует с гидроксидом кальция из-за огромного давления.
В результате этой реакции образуется гидрат силиката кальция, который является веществом, придающим газобетону его уникальные свойства.
Преимущества автоклавного газобетона
Материал имеет несколько уникальных характеристик, которые дают ему преимущество перед традиционным бетоном, в том числе:
- Огнестойкость.
- Уменьшенный вес.
- Эффективность нагрева и охлаждения.
- Долговечный.
- Экологичность и возможны баллы LEED.
- Изоляция (которая со временем экономит деньги ваших клиентов).
Автоклавный газобетон более хрупкий, поэтому рабочим следует обращаться с ним с особой осторожностью.
Индивидуальные решения для автоклавов из пенобетона
Ваши потребности и технические характеристики — это план, который мы используем при проектировании и создании вашей автоклавной системы.
У индивидуальной автоклавной системы для газобетона есть несколько преимуществ, в том числе:
- Произведено в США. Многие автоклавы, используемые для производства автоклавного газобетона в США, были произведены в европейских странах. Производство вашей автоклавной системы здесь, в США, резко сокращает время производства и расходы на доставку, связанные с доставкой автоклава на ваш объект.
- Повышенная производительность. Если производство автоклавных систем отвечает вашим уникальным потребностям, то в дальнейшем сводится к минимуму необходимость адаптировать или настраивать стандартную систему в соответствии с вашими спецификациями, что может увеличить ваши общие расходы.
- Ремонт специализированный. Нет никого лучше подходящего для обслуживания и / или ремонта вашего автоклава, чем те, кто построил его с нуля.
Вы можете получить все необходимое для вашей автоклавной системы для газобетона в нашем универсальном центре — от проектирования самой системы до трубопроводов, автоматизации и погрузочно-разгрузочных работ — для перемещения вашего газобетона на протяжении всего производственного процесса.
Мы производим каждый компонент вашего автоклава. Это также означает, что вы в надежных руках при ремонте, который потребуется вашей системе в будущем.
Требуется ли обновление вашей системы автоклавного газобетона?
Автор: Джеффри Липпинкотт
Здание с AAC | Журнал Concrete Construction
В некоторых европейских странах 60% строительства новых домов используют блоки или панели из автоклавного ячеистого бетона (AAC) для возведения наружных стен.AAC также является распространенным строительным материалом на Ближнем Востоке, Дальнем Востоке, в Австралии и Южной Америке, но большинство домовладельцев, строителей и подрядчиков по бетону в Соединенных Штатах никогда не слышали о нем. Дэвид Напье, директор по маркетингу TruStone America, Провиденс, Род-Айленд, говорит, что AAC является одним из самых производимых строительных материалов в мире после бетона. Наконец, AAC начинает завоевывать популярность в Соединенных Штатах, где сейчас есть три завода по производству AAC, и еще несколько запланировано. Это серьезное обязательство, поскольку стоимость завода по производству блоков и панелей из AAC составляет от 30 до 40 миллионов долларов.
Это серьезное обязательство, поскольку стоимость завода по производству блоков и панелей из AAC составляет от 30 до 40 миллионов долларов.
AAC был изобретен в Швеции в 1920-х годах архитектором Йоханом Акселем Эрикссоном, который искал альтернативу изделиям из дерева, которых после Первой мировой войны было мало. пудра.Измельченный кремнезем смешивают с водой до образования суспензии. Затем добавляют известняковый порошок, портландцемент и небольшое количество алюминиевого порошка, и смесь быстро заливают в форму. В течение нескольких секунд алюминий вступает в реакцию с известью и цементом, инициируя химическую реакцию с выделением газообразного водорода. Газ образует пузырьки диаметром до 1/32 дюйма, заставляя смесь подниматься, как буханка хлеба. В результате получается материал, который на 80% состоит из пустот по объему.
В результате получается материал, который на 80% состоит из пустот по объему.
После того, как смесь частично застынет, она все еще достаточно мягкая, чтобы ее можно было разрезать проволокой для придания окончательной формы в виде блоков или панелей.Затем детали помещают в автоклавную печь, нагретую паром, при 400ºF под давлением 13 атмосфер. В автоклаве материал преобразуется в тоберморит, природный минерал, обнаруженный в месторождениях известняка, чья кристаллическая структура имеет некоторые свойства, аналогичные свойствам стекла. Когда продукт появляется через 8–12 часов, он сохраняет все свои готовые свойства. AAC может выдерживать нагрузки до 1100 фунтов на квадратный дюйм, но при этом его вес составляет 1/5 веса бетона.
ПРЕИМУЩЕСТВА СТРОИТЕЛЬСТВА С AAC
Автоклавный газобетон изготавливают в виде блоков или панелей.Здесь показаны панели, устанавливаемые на стены жилых домов. В отличие от бетонных блоков, блоки AAC твердые, без формованных отверстий под сердечник.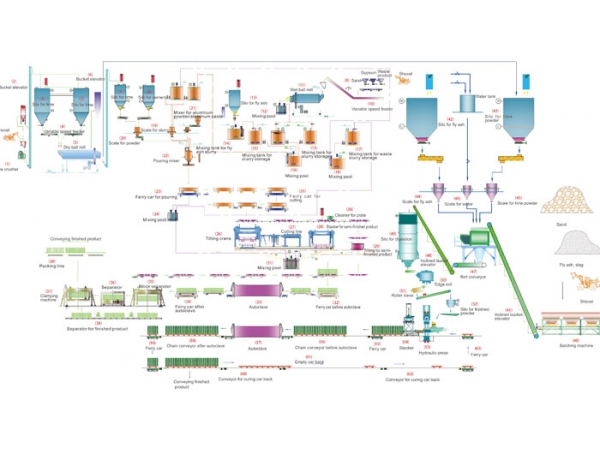 Стандартные блоки имеют высоту 8 дюймов, длину 24 дюйма и толщину от 4 до 12 дюймов. Блок 8x8x24 дюймов весит всего 35 фунтов, поэтому с ним легче обращаться, чем с обычным бетонным блоком. AAC также легко обрабатывать и даже резать, просверливать и формировать с помощью деревообрабатывающих инструментов. Напье говорит, что на рынке нет другого материала, который мог бы сравниться с AAC по огнестойкости.Четыре дюйма AAC имеют 4-часовую огнестойкость, что делает его идеальным в коммерческих зданиях для ограждения стальных колонн, окружающих шахт лифтов и других требований пожаротушения.
Стандартные блоки имеют высоту 8 дюймов, длину 24 дюйма и толщину от 4 до 12 дюймов. Блок 8x8x24 дюймов весит всего 35 фунтов, поэтому с ним легче обращаться, чем с обычным бетонным блоком. AAC также легко обрабатывать и даже резать, просверливать и формировать с помощью деревообрабатывающих инструментов. Напье говорит, что на рынке нет другого материала, который мог бы сравниться с AAC по огнестойкости.Четыре дюйма AAC имеют 4-часовую огнестойкость, что делает его идеальным в коммерческих зданиях для ограждения стальных колонн, окружающих шахт лифтов и других требований пожаротушения.
Одна из важных причин, по которой владельцы выбирают AAC для строительства дома, — это экономия денег на энергии. Napier называет это «структурной изоляцией» и утверждает, что стена из AAC толщиной 8 дюймов более энергоэффективна, чем стена из 6-дюймовых стоек с изоляцией R-19. Энергоэффективность строительного продукта определяется его значением R, тепловым КПД и влиянием тепловой массы.R-значение материала является мерой его сопротивления кондуктивной теплопередаче, то есть энергии, которая движется от молекулы к молекуле. R-значение типичной стены AAC толщиной 8 дюймов составляет R-10; 10-дюймовая стена — R-12,5, а 12-дюймовая стена — R-15.
R-значение типичной стены AAC толщиной 8 дюймов составляет R-10; 10-дюймовая стена — R-12,5, а 12-дюймовая стена — R-15.
Но R-ценность AAC — только один из способов экономии энергии. Как и в случае с бетонной стеной, масса стены AAC сохраняет тепловую энергию, когда температура окружающей среды выше, чем температура стены. Эта энергия высвобождается, когда температура окружающей среды опускается ниже температуры стены.Этот смягчающий эффект может привести к значительной экономии, особенно в климате, где температура сильно меняется в течение 24-часового периода. А в типичном доме с деревянным каркасом наружный воздух, проходящий через стену, может составлять до 30% затрат на отопление или охлаждение. Напье говорит, что TruStone проверила скорость утечки воздуха для стеновой сборки AAC, что привело к скорости утечки 0,002 фута 3 / мин / фут2 при давлении воздуха 1,57 фунта / фут2, что значительно ниже, чем у гипсокартона. Проникновение воздуха вокруг окон и дверей также может быть важным фактором тепловой эффективности дома.
Другие причины, по которым людям нравится жить в домах AAC:
- Они тише, потому что стены из AAC обладают хорошими звукоизоляционными свойствами Дома
- AAC устойчивы к ветру и воде, а грызуны или термиты не могут строить дома или туннели в стенах (мягкие стены могут даже остановить пули и осколки).
- Стоимость и время изготовления кожухов AAC может быть значительно меньше, чем при строительстве деревянных каркасов.
Что такое автоклавный газобетон (AAC)?
Что такое автоклавный газобетон (AAC)?
© Пользователь Википедии: Марко Бернардини Лицензия CC BY-SA 3.0 Поделиться what-is-autoclaved-aerated -crete-aac С момента своего изобретения в 1920 году ячеистый бетон занялся поиском промышленного материала, который имел бы характеристики, аналогичные характеристикам дерева. Он был легким, его можно было разрезать или перфорировать, и в нем отсутствовали некоторые его недостатки; например, его водопоглощение и необходимость обслуживания.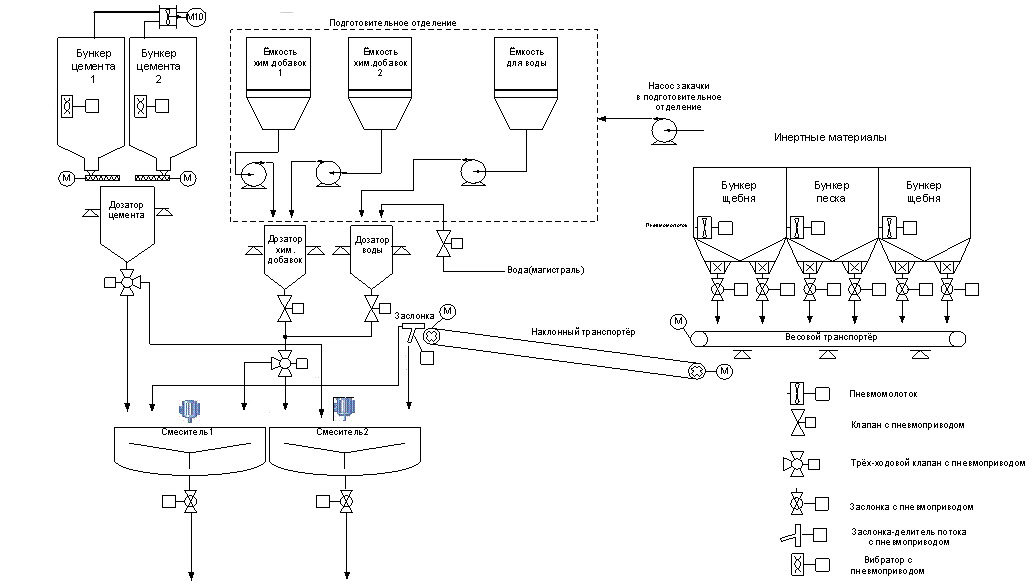 В настоящее время блоки из автоклавного газобетона (AAC) активно представлены на рынке такими производителями, как Hebel или Retak, которые создают простую в использовании и эффективную конструктивную систему. Если вы когда-нибудь задумывались о том, как строить из этих ингредиентов для каменной кладки, уместно немного глубже изучить преимущества этого материала.
В настоящее время блоки из автоклавного газобетона (AAC) активно представлены на рынке такими производителями, как Hebel или Retak, которые создают простую в использовании и эффективную конструктивную систему. Если вы когда-нибудь задумывались о том, как строить из этих ингредиентов для каменной кладки, уместно немного глубже изучить преимущества этого материала.
Это сборный материал со связующими веществами (в основном бетон и часть извести), мелкими заполнителями, водой и вспенивающим агентом, который может использоваться как для строительства несущих стен, так и для перегородок.Так же, как и с обычным или бетонным кирпичом, они работают вместе при нанесении и смешивании с раствором.
через Википедию Пользователь: Tumi-1983 Лицензия CC BY-SA 3.0Каковы его преимущества?
Что касается его характеристик, он работает как хороший теплоизолятор благодаря закрытым воздухонепроницаемым камерам, образованным микропузырьками, включенными в массу.
Все это позволяет материалу иметь высокую стойкость к проникновению жидкой воды, так как закрытая текстура практически не имеет капиллярного всасывания, что обеспечивает низкое водопоглощение.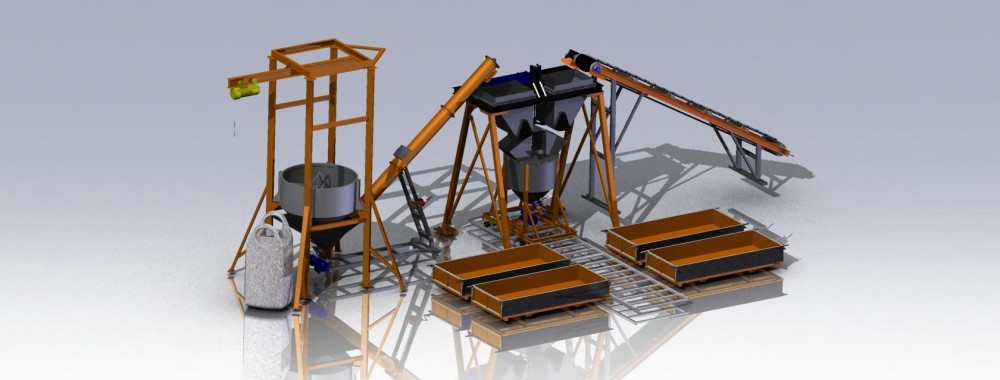
Это также обеспечивает основной уровень звукоизоляции , определяемый уменьшением звуковых волн на протяжении их последовательного прохождения через воздушные камеры.
Помимо всех других характеристик материала, обладает высокой огнестойкостью , что является одним из основных параметров в классификации требуемой стойкости согласно многочисленным международным нормам.
Размеры. Image Fabián DejtiarВ чем его недостатки?
Из-за наличия извести железо необходимо изолировать от блоков HCCA в строительстве, поскольку в противном случае существует риск коррозии.
В этом типе продуктов клеевые растворы являются специальными и поэтому приобретаются только непосредственно у производителей.
Конструктивные детали можно посмотреть здесь.
Правильное использование автоклавного газобетона — Masonry Magazine
Автоклавный газобетон
Ричард Э. Клингнер
Автоклавный газобетон крупным планом с небольшими закрытыми пустотами.
Блоки автоклавного газобетона (AAC) чаще всего укладываются с использованием тонкослойного раствора и могут использоваться для кладки несущих стен.Положения по проектированию каменной кладки AAC приведены в Кодексе MSJC , , а требования к строительству приведены в Спецификации Объединенного комитета по стандартам кладки (MSJC). В этой статье кратко рассмотрено производство AAC; проиллюстрированы практические примеры возведения кладки из ААК; Обобщены проектные положения MSJC для кирпичной кладки AAC; особое внимание уделяется практическому руководству по строительству каменной кладки AAC.
Автоклавный газобетон (AAC) — это легкий, похожий на бетон материал с множеством небольших закрытых внутренних пустот.Спецификации материалов для AAC предписаны в ASTM C1386. AAC обычно весит от одной шестой до одной трети веса обычного бетона и составляет от одной шестой до одной трети прочности. Подходит для несущих стен и стен с низким и средним этажом. Его теплопроводность составляет одну шестую или меньше, чем у обычного бетона, что делает его энергоэффективным. Его огнестойкость немного выше, чем у обычного бетона такой же толщины, что делает его полезным в приложениях, где важна огнестойкость.Из-за внутренних пустот AAC имеет низкую передачу звука, что делает его полезным с акустической точки зрения.
Его огнестойкость немного выше, чем у обычного бетона такой же толщины, что делает его полезным в приложениях, где важна огнестойкость.Из-за внутренних пустот AAC имеет низкую передачу звука, что делает его полезным с акустической точки зрения.
История AAC
AAC был впервые коммерчески произведен в Швеции в 1923 году. С тех пор его производство и использование распространились в более чем 40 странах на всех континентах, включая Северную Америку, Центральную и Южную Америку, Европу, Ближний Восток, Дальний Восток и Австралию. . Благодаря этому обширному опыту было проведено множество тематических исследований по использованию в различных климатических условиях и в соответствии с различными строительными нормами.
В Соединенных Штатах современное использование AAC началось в 1990 году для жилых и коммерческих проектов в юго-восточных штатах. Производство простых и усиленных AAC началось в 1995 году на юго-востоке США и с тех пор распространилось на другие части страны. Общенациональная группа производителей газобетона была образована в 1998 году как Ассоциация автоклавных газобетонных изделий (AACPA, www.aacpa.org). Положения по проектированию и строительству каменной кладки AAC приведены в Кодексе и Спецификации MSJC.AACPA включает одного производителя в Монтеррее, Мексика, и многие технические материалы доступны на испанском языке. AAC одобрен для использования в категориях сейсмического проектирования A, B и C Дополнением 2007 г. к Международным строительным кодексам, а также в других географических точках с одобрения местного строительного чиновника.
Общенациональная группа производителей газобетона была образована в 1998 году как Ассоциация автоклавных газобетонных изделий (AACPA, www.aacpa.org). Положения по проектированию и строительству каменной кладки AAC приведены в Кодексе и Спецификации MSJC.AACPA включает одного производителя в Монтеррее, Мексика, и многие технические материалы доступны на испанском языке. AAC одобрен для использования в категориях сейсмического проектирования A, B и C Дополнением 2007 г. к Международным строительным кодексам, а также в других географических точках с одобрения местного строительного чиновника.
AAC может использоваться для изготовления неармированных блоков каменного типа, а также армированных на заводе панелей пола, крышных панелей, стеновых панелей, перемычек, балок и других специальных форм.В этой статье рассматриваются в основном только каменные блоки.
Материалы, используемые в AAC
Материалы для AAC зависят от производителя и местоположения и указаны в ASTM C1386. Они включают некоторые или все из следующего: мелкодисперсный кварцевый песок; Летучая зола класса F; гидравлические цементы; кальцинированная известь; гипс; расширительные агенты, такие как тонко измельченный алюминиевый порошок или паста; и смешивание воды. Каменные блоки из AAC не имеют внутреннего армирования, но могут быть усилены на строительной площадке с помощью деформированной арматуры, размещенной в вертикальных ячейках или горизонтальных связующих балках.
Они включают некоторые или все из следующего: мелкодисперсный кварцевый песок; Летучая зола класса F; гидравлические цементы; кальцинированная известь; гипс; расширительные агенты, такие как тонко измельченный алюминиевый порошок или паста; и смешивание воды. Каменные блоки из AAC не имеют внутреннего армирования, но могут быть усилены на строительной площадке с помощью деформированной арматуры, размещенной в вертикальных ячейках или горизонтальных связующих балках.
Как создается AAC
Для производства ААС песок при необходимости измельчается до необходимой степени измельчения в шаровой мельнице и хранится вместе с другим сырьем. Затем сырье дозируется по весу и доставляется в смеситель. В смеситель добавляют отмеренные количества воды и расширительного агента, и цементный раствор перемешивают.
Стальные формы подготовлены для приема свежей AAC. Если должны производиться армированные панели AAC, стальные арматурные каркасы закрепляются внутри форм.После перемешивания кашицу разливают в формы.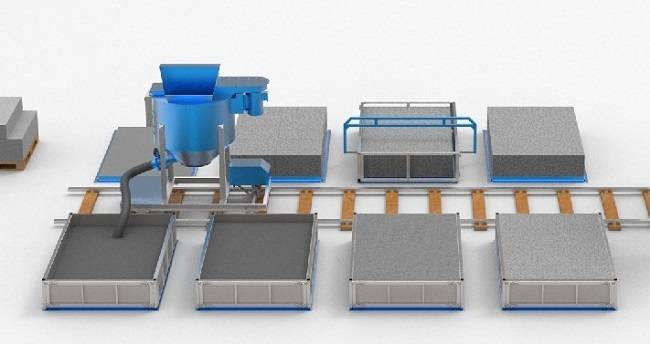 Расширяющий агент создает небольшие мелкодисперсные пустоты в свежей смеси, которые увеличивают объем примерно на 50 процентов в формах в течение трех часов.
Расширяющий агент создает небольшие мелкодисперсные пустоты в свежей смеси, которые увеличивают объем примерно на 50 процентов в формах в течение трех часов.
В течение нескольких часов после заливки начальная гидратация цементных смесей в AAC дает ему достаточную прочность, чтобы сохранять свою форму и выдерживать собственный вес.
Общие этапы производства газобетона в автоклавеПосле резки газобетон транспортируется в большой автоклав, где процесс отверждения завершается.Автоклавирование необходимо для достижения желаемых структурных свойств и стабильности размеров. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360 ° F (180 ° C), в зависимости от марки производимого материала. Во время автоклавирования устройства для нарезки проволоки остаются в исходном положении в блоке AAC. После автоклавирования их разделяют для упаковки.
Агрегаты AAC обычно помещаются на поддоны для транспортировки. Неармированные элементы обычно упаковываются в термоусадочную пленку, в то время как армированные элементы связываются только полосами с использованием угловых ограждений, чтобы минимизировать потенциальные локальные повреждения, которые могут быть вызваны полосами.
Неармированные элементы обычно упаковываются в термоусадочную пленку, в то время как армированные элементы связываются только полосами с использованием угловых ограждений, чтобы минимизировать потенциальные локальные повреждения, которые могут быть вызваны полосами.
Класс прочности AAC
AAC производится с различной плотностью и соответствующей прочностью на сжатие в соответствии со стандартом ASTM C1386. Плотность и соответствующие значения прочности описаны в терминах «классов прочности» (см. Таблицу 1).
| |||||||||||||||||||||
 0
0Типовые размеры каменных блоков кондиционирования воздуха
Типичные размеры блоков AAC каменного типа (блоки каменного типа) показаны в Таблице 2 ниже.
| |||||||||||||||||
Типичная кладка из AAC
Кладка AAC может использоваться в широком спектре структурных и неструктурных применений. Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность AAC делает его привлекательным выбором для ограждающих конструкций здания.
Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность AAC делает его привлекательным выбором для ограждающих конструкций здания.
Конструктивное проектирование кладки AAC
КладкаAAC спроектирована в соответствии с положениями Приложения A Кодекса MSJC (MSJC 2008), на который ссылаются коды моделей по всей территории США. Расчет кладки AAC аналогичен расчету прочности кладки из глины или бетона и основан на заданной прочности на сжатие.Соответствие указанной прочности на сжатие подтверждается испытанием кубиков AAC на сжатие с использованием ASTM C1386 при изготовлении каменных элементов из AAC. Подробное практическое руководство по проектированию с использованием каменной кладки AAC представлено в 5-м издании Руководства для дизайнеров каменной кладки (MDG 2007).
Комбинации изгиба и осевой нагрузки
Кладка AAC разработана для сочетания изгиба и осевой нагрузки с использованием тех же принципов, что и для расчета прочности кладки из глины или бетона. Номинальная грузоподъемность рассчитывается исходя из плоских сечений, растянутой стали при текучести и эквивалентного прямоугольного блока сжатия.
Номинальная грузоподъемность рассчитывается исходя из плоских сечений, растянутой стали при текучести и эквивалентного прямоугольного блока сжатия.
Связь и усиление
Армирование в кирпичной кладке AAC состоит из деформированной арматуры, помещенной в залитые вертикальные стержни или связующие балки и окруженной кладочным раствором. Требования к развитию и стыковке деформированной арматуры в растворе идентичны требованиям, предъявляемым к кладке из глины или бетона.Консервативно, материал AAC не учитывается при расчете покрытия на сопротивление раскалыванию.
Ножницы и подшипники
Выравнивающая станина и прокладки для первого ряда кирпичных блоков AAC ??? Первый ряд кирпичных блоков AAC укладывается на выравнивающий слой из раствора ASTM C270 типа M или S с использованием клиньев (при желании) для вертикальной установки и выравнивания блоков.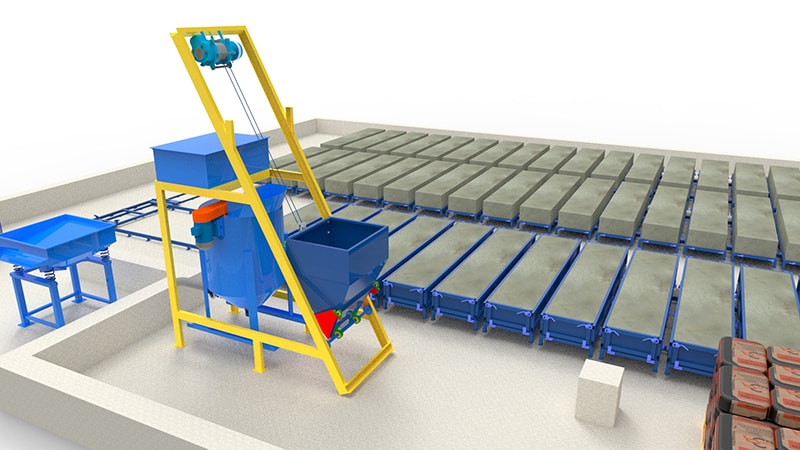
Как и в случае с глиняной или бетонной кладкой, сопротивление сдвигу кирпичной кладки AAC вычисляется как сумма сопротивления сдвигу из-за самого AAC и сопротивления сдвигу из-за арматуры, ориентированной параллельно направлению сдвига.Поскольку обычная арматура стыка основания вызывает местное раздавливание AAC под поперечными проволоками, Кодекс MSJC требует, чтобы учитывался только сдвиговой вклад связующих балок с залитой арматурой. Чтобы предотвратить локальное раздавливание ААЦ, номинальные напряжения в нем ограничиваются заданной прочностью на сжатие. Когда элементы пола или крыши упираются в стены из AAC, также возможно разрушение края стены при сдвиге. Это решается путем ограничения напряжения сдвига на потенциальных наклонных поверхностях разрушения.
Укладка элементов кладки AAC
На уровне диафрагмы стены из кирпичной кладки AAC соединяются с полом или крышей с помощью залитой цементным раствором балки, аналогичной конструкции из глиняной или бетонной кладки. После укладки блоков кладки из AAC плоскость стены можно выровнять с помощью шлифовальной доски, предназначенной для этой цели.
После укладки блоков кладки из AAC плоскость стены можно выровнять с помощью шлифовальной доски, предназначенной для этой цели.
Электромонтажные и сантехнические установки в соответствии с AAC
Электромонтажные и сантехнические установки в каменной кладке AAC размещаются в проложенных выемках. При установке желобов необходимо соблюдать осторожность, чтобы обеспечить сохранение структурной целостности элементов AAC.Не сокращайте арматурную сталь и не уменьшайте конструктивную толщину элементов AAC, за исключением случаев, когда это разрешено проектировщиком. В вертикально перекрывающихся элементах AAC горизонтальная прокладка разрешается только в областях с низкими напряжениями изгиба и сжатия. В горизонтальных элементах AAC следует минимизировать вертикальную маршрутизацию. Когда это возможно, может быть полезно предусмотреть специальные выемки для большого количества трубопровода или водопровода.
Укладка кирпичной кладки с использованием тонкослойного раствора и зубчатого шпателя ??? последующие слои укладываются с помощью модифицированного полимером тонкослойного раствора, наносимого специальным зубчатым шпателем.
Внешняя отделка для AAC
Незащищенный внешний вид AAC ухудшается при воздействии циклов замораживания и оттаивания в насыщенном состоянии. Чтобы предотвратить такое ухудшение состояния при замораживании-оттаивании, а также для повышения эстетических характеристик и стойкости к истиранию AAC, следует использовать внешнюю отделку. Они должны быть совместимы с лежащим в основе AAC с точки зрения теплового расширения и модуля упругости, а также должны быть паропроницаемыми.
Доступно множество различных типов внешней отделки. Модифицированные полимером штукатурки, краски или отделочные системы являются наиболее распространенной внешней отделкой для AAC.Они увеличивают сопротивление проникновению воды AAC, позволяя при этом пропускать водяной пар. Тяжелые краски на акриловой основе, содержащие заполнители, также используются для повышения стойкости к истиранию. Обычно нет необходимости выравнивать поверхность, а горизонтальные и вертикальные швы могут быть скошены как архитектурный элемент или могут быть заполнены.
Кладочный шпон можно использовать поверх каменной кладки AAC во многом так же, как он используется для других материалов.Шпон крепится к стене из кладки AAC с помощью специальных стяжек. Пространство между AAC и кладкой можно оставить открытым (образуя дренажную стену) или заполнить раствором.
Когда панели AAC используются в контакте с влажной или насыщенной почвой (например, в стенах подвала), поверхность, контактирующая с почвой, должна быть покрыта водонепроницаемым материалом или мембраной. Внутренняя поверхность должна быть либо без покрытия, либо иметь паропроницаемую внутреннюю отделку.
Внутренняя отделка для кирпичной кладки AAC
Внутренняя отделка используется для повышения эстетики и долговечности AAC. Они должны быть совместимы с лежащим в основе AAC с точки зрения теплового расширения и модуля упругости, а также должны быть паропроницаемыми.
Доступно множество различных видов внутренней отделки. Внутренние стеновые панели AAC могут иметь тонкий слой штукатурки на минеральной основе для достижения гладкой поверхности. Легкая внутренняя штукатурка на основе гипса может обеспечить более толстое покрытие для выравнивания и выпрямления стен, а также для создания основы для декоративных красок для внутренних помещений или отделки стен.Внутренние штукатурки содержат связующие вещества, улучшающие их адгезию и гибкость, и обычно наносятся путем распыления или затирки.
При нанесении на внутреннюю поверхность наружных стен AAC гипсокартон следует прикреплять с помощью полос для опалубки, подвергнутых обработке давлением. При нанесении на внутренние стены влагостойкий гипсокартон можно наносить непосредственно на поверхность AAC.
Изображение предоставлено Aercon Florida Для коммерческих применений, требующих высокой прочности и низких эксплуатационных расходов, часто используются покрытия на акриловой основе.Некоторые содержат заполнители, повышающие стойкость к истиранию.
Когда керамическая настенная плитка должна быть уложена поверх AAC, подготовка поверхности обычно необходима только тогда, когда поверхность AAC требует выравнивания. В таких случаях перед укладкой керамической плитки на поверхность AAC наносится покрытие на основе портландцемента или гипса. Затем керамическую плитку следует приклеить к обшитой паркетом стене либо цементным тонким раствором, либо органическим клеем. Во влажных помещениях, таких как душевые, следует использовать только паржевое покрытие на основе портландцемента, а керамическую плитку следует укладывать только на цементный тонко застывший раствор.
Типовые конструктивные особенности элементов AAC
Широкий спектр строительных деталей для каменной кладки AAC доступен на веб-сайтах отдельных производителей, доступных через веб-сайт AACPA.
Ричард Э. Клингнер — профессор гражданского строительства Л. П. Гилвина в Техасском университете в Остине, где он специализируется на поведении и проектировании каменной кладки, особенно в условиях землетрясений.