Как изготавливают тротуарную плитку. Характеристики основных методов
Оформление дорожного покрытия камнем известно нам с глубокой древности. Раньше мастера использовали камень природной конфигурации. То есть, какой формы он был, с неровностями, сколами, закруглениями, так и укладывали его на дорожки. Никакая обработка не проводилась. Соответственно, такое покрытие было малопригодным не то чтобы для езды на повозках, но и для пешеходов. С того момента, как люди осознали этот факт, можно сказать, и началась история производства тротуарной плитки. Свой современный вид она приобрела, конечно, значительно позднее. А началось все с попыток выравнивать поверхность камня. Они увенчались успехом, и появилась брусчатка. Это были камни, имеющие кубическую форму. Однако в дальнейшем и такой материал стал не выгоден, потому что площади, требующие оформления, становились все больше, а обработка природного камня так и оставалась трудоемким и дорогостоящим процессом.
Старинная брусчатка
Поначалу она не имела огромной популярности, ведь основную часть покрытия дорог составлял асфальт, и использовалась лишь в местах, нуждающихся в декоре. Позднее, с появлением различных технологий ее изготовления, тротуарная плитка получила широкое распространение. Оказалось, что именно этот материал является наиболее удобным, качественным и универсальным для любых видов дорожного покрытия. С течением времени усовершенствовались технологии, появлялись новые разработки. И на сегодняшний день производство тротуарной плитки — крупнейшая отрасль промышленности, в которой задействованы мощные предприятия, фабрики и частный бизнес.
 Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.
Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.Переступив порог, первое, что нас впечатлит — это внушительные размеры помещения. Еще бы! В настоящем цеху производят не 10 и не 100 квадратных метров плитки, а тысячи ежедневно. Поэтому пространства должно быть более чем достаточно. Главным образом для того, чтобы разместить все необходимое оборудование.
Что же мы можем увидеть? Самым главным устройством в производстве тротуарной плитки считается вибропресс. Выглядит он следующим образом:
Вибропресс
Их вероятнее всего будет несколько, поскольку каждый вибропресс рассчитан на определенную площадь изготовления. Это оборудование применяется для уплотнения бетонной смеси и, кстати, может быть использовано для любых видов бетонных изделий. Вибропрессы могут различаться размером формовочной площадки, степенью автоматизации и мобильности. Такой вид оборудования применяется в изготовлении тротуарной плитки путем вибропресования. Но также существует и метод вибролитья. В таком случае на заводе Вы увидите вибростолы, без которых невозможно появление литой плитки. (О плюсах и минусах основных способов производства мы расскажем ниже).
 Конструкция вибростола предельно проста: это металлический стол с электрическим двигателем. Вибрационные столы различаются размером столешницы и мощностью установленного мотора. Выглядят вибростолы так:
Конструкция вибростола предельно проста: это металлический стол с электрическим двигателем. Вибрационные столы различаются размером столешницы и мощностью установленного мотора. Выглядят вибростолы так:Это основное оборудование. В дополнение к нему, независимо от способа изготовления изделий, всегда имеются:
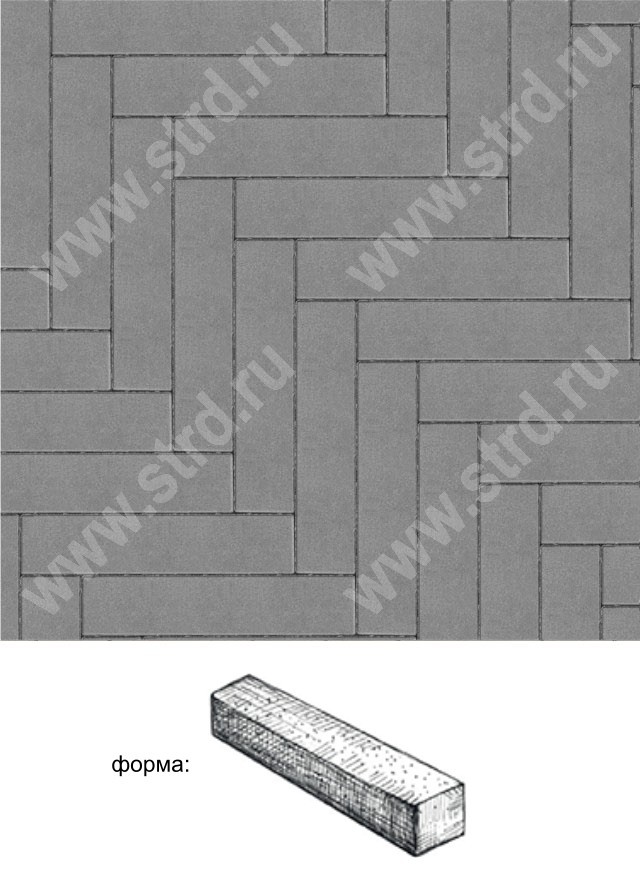
• Формы
Они могут быть изготовлены с самого разнообразного материала. Это пластик, полиуретан, силикон, резина, формопласт и др. Однако не всякие формы можно встретить в массовом производстве. Некоторые слишком дороги, а другие качественно не соответствуют регулярному использованию. В технологии вибропрессования используются специальные пресс формы, которые сделаны из стали.
Пресс-формы для производства тротуарной плитки
Эти устройства предназначаются для приготовления качественной бетонной смеси. В промышленном производстве тротуарной плитки используют гравитационные и бетоносмесители принудительного действия.
 Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.
Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.Бетоносмеситель промышленный
• Вибросита
С его помощью просеивают сыпучие материалы, разделяя их по фракциям. Используют вибросито на этапе приготовления раствора, а точнее составляющих для него.
Вибросито
• Штабелеры
Другое их название — паллетоукладчики. Они незаменимы и очень удобны в промышленном производстве. Главной их функцией является подъем и укладка поддонов с плиткой.
Как уже упоминалось выше, производство троутарной плитки осуществляется двумя основными способами — вибропрессованием и вибролитьем. Каждый из этих методов имеет свои преимущества и недостатки. В чем же их основные отличия? Давайте разберемся.
1. Вибропрессование.
Этот метод заключается в том, что бетонная смесь вибрируется в прессформе под давлением, которое создается в вибропрессе. Зачастую используют именно этот метод при выполнении работ большого объема, поскольку он дает возможность максимальной автоматизации.
Процесс изготовления плитки на вибропрессе проходит в несколько этапов:
1.1 Приготовление бетона.
Для этого используют бетоносмеситель. Один, если изделие однослойное, или два, если — двухслойное. Пропорции веществ, необходимых для раствора, подбираются производителем индивидуально. Они могут зависеть от качества используемых материалов, наличия или отсутствия специальных добавок и других нюансов. После приготовления смесь сразу же погружается в матрицу вибропресса.
1.2 Формовка.

1.3 Сушка.
Это заключительный этап изготовления тротуарной плитки. Для сушки обычно используются отдельные помещения, где изделия подвергаются обработке теплым паром. Однако также сушить плитку можно и в тех же производственных помещениях. В этом случае в составе бетона обязательно должен присутствовать портландцемент. Без него изделие качественно не высохнет.
После финального этапа обработки тротуарная плитка готова к снятию с поддонов примерно через 6-8 часов.
В методе вибропрессования также выделяют два подвида:
• полусухое вибропрессование
• полусухое гиперпрессование
Метод полусухого вибропрессования характеризуется тем, что раствор приготовляется в полусухом виде и к нему добавляется щебень. На вибрирующую станину устанавливают форму, а сверху на смесь воздействует пуансон. Плитку, полученную таким способом, иногда сложно отличить от природного камня.
Технология гиперпрессования отличается тем, что уплотнение бетона проводится не вибрацией, а высоким давлением. Этот метод реализуется при помощи гидравлического пресса одностороннего или двухстороннего действия. Тротуарная плитка, изготовленная этим методом, считается наиболее прочной.
Этот метод реализуется при помощи гидравлического пресса одностороннего или двухстороннего действия. Тротуарная плитка, изготовленная этим методом, считается наиболее прочной.
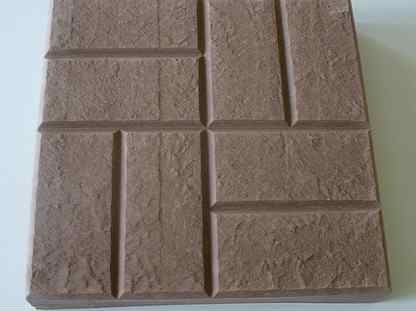
Вибропрессованная плитка характеризуется шершавой поверхностью и зачастую является самым удачным вариантом для покрытия дорог в зимнее время. Технология вибропрессования позволяет использовать бетон с низким содержанием воды, а это значит, что изделие получается прочное и экономичное. За счет пористой структуры вибропрессованная плитка почти не подвержена разрушениям: попадающая на поверхность вода просачивается сквозь плитку и уходит в почву не задерживаясь. Воздействие высоких температур (климатически естественных) также не оказывают губительного действия на такую плитку. Она не становится мягкой, не выделяет вредных веществ.
2. Вибролитье
При производстве плитки способом вибролитья бетонная смесь вибрируется в форме на вибростоле. Этот метод не отличается высокой производительностью, но при этом является более дешевым по сравнению с вибропрессованием. Кроме этого значительно расширяется ассортимент форм изделия, появляется возможность изготовления глянцевой плитки. Тротуарная плитка, изготовленная этим методом — прочна, долговечна и надежна.
Кроме этого значительно расширяется ассортимент форм изделия, появляется возможность изготовления глянцевой плитки. Тротуарная плитка, изготовленная этим методом — прочна, долговечна и надежна.
Технология изготовления такой плитки — длительный процесс. По своей структуре он чем-то похож на предыдущий метод.
2.1 Приготовление бетонной смеси
Для замешивания бетона используются бетоносмесители. Их должно быть, как минимум два, если конечная цель — цветная плитка. Один для основного слоя, а второй — для фактурного. В первом бетоносмесителе замешивается раствор с добавлением пигмента, а во втором — без него.
2.2 Подготовка форм.
Формы для вибролитой плитки могут использоваться любые: полиуретановые, пластиковые, резиновые. Располагая их на вибростоле, нужно следить за тем, чтобы расстояние между ними было минимальным. При заполнении форм раствором сначала необходимо залить цветной слой и на 3-10 сек. включить вибростол. После этого добавить бетон без красителя до краев.
2.3 Обработка воздействием вибрации.
Подвергать изделия вибрации надолго не нужно, достаточно будет 5-10 сек. После окончания этого времени может потребоваться добавление смеси и ее последующая затирка.
2.4 Сушка.
Для получения качественной тротуарной плитки, формы должны пройти выдержку в течение 1-2 дней. Поддоны с формами укладывают друг на друга, перестилая при этом пластиковыми листами. В таком положении они должны стоять неподвижно. Перемещать их — недопустимо.
2.5 Выбивка.
Чтобы произвести распалубку изделий, необходимо нагреть формы в водяной ванне до 70 С. Если проигнорировать процесс нагрева, то в последующем это приведет к снижению качества материала.
2.6 Упаковка.
Готовая тротуарная плитка укладывается лицом к лицу на специальные поддоны. Однако назвать ее готовой в полном смысле этого слова еще нельзя. Для окончательного ее затвердения понадобится еще 1-3 недели, в зависимости от времени года. Зимой этот период будет больше, а летом — сократится.
Плитка, полученная путем литья, имеет гладкую поверхность, и это затрудняяет ее применение в тех местностях, где температура воздуха опускается ниже 0. Кроме того, литая плитка изготавливается из цемента с высоким содержанием воды, а это влияет на показатели ее прочности, которую приходится компенсировать дополнительным количеством цемента. Однако даже этого недостаточно для того, чтобы с уверенностью выложить дорожное покрытие литой плиткой в местах с интенсивным движением. Поверхность такой плитки не очень хорошо пропускает воздух, и это способствует разрушениям при замерзании воды в ее структуре. Однако литая тротуарная плитка намного легче очищается от снега или грязи. Разнообразие цветовой гаммы очень велико. Поэтому именно плитка, изготовленная путем вибролитья, является лучшим материалом для полета дизайнерской фантазии.
Производство тротуарной плитки — видео, технология и рецептура
Изначально в работе по созданию дорожного покрытия мастера применяли исключительно дикий и никак не обработанный камень – со сколами, острыми краями, асимметричной формы. Дорожки, выложенные таким камнем, не были удобными и потому постепенно человечество начало изобретать различные способы обработки сырья, а также придумало технологии производства плитки для тротуаров. С современными технологиями, а также нюансами, которыми обладает производство тротуарной плитки из песчаника дикого камня,познакомимся в следующих разделах статьи.
Дорожки, выложенные таким камнем, не были удобными и потому постепенно человечество начало изобретать различные способы обработки сырья, а также придумало технологии производства плитки для тротуаров. С современными технологиями, а также нюансами, которыми обладает производство тротуарной плитки из песчаника дикого камня,познакомимся в следующих разделах статьи.
Общие сведения о изготовлении плитки для тротуаров
Массовое производство тротуарной плитки требует наличия специального оборудованияВ современном мире изготовление плитки является одной из крупнейших промышленных отраслей, в которой работают огромные фабрики и заводы, частные производственные предприятия. Подобное развитие отрасли вполне обосновано, потому, что тротуарная плитка – продукция, пользующаяся спросом у потребителя.
Из-за такого спроса на материал в интернете появилось множество статей на тему открытия собственного плиточного предприятия, которое должно с момента своего запуска обеспечить владельцу баснословные прибыли. Но это не так – предприятие будет доходным только в том случае, если вы не только правильно рассчитаете затраты на производство тротуарной плитки, но и досконально изучите технологии изготовления материала, которые на деле не являются такими уж простыми.
Но это не так – предприятие будет доходным только в том случае, если вы не только правильно рассчитаете затраты на производство тротуарной плитки, но и досконально изучите технологии изготовления материала, которые на деле не являются такими уж простыми.
Более того, для открытия предприятия выпускающего плиточный материал нужно будет арендовать достаточно большое помещение, потому что вам придется разместить довольно габаритное оборудование для выработки плитки. Какое оборудование используется в процессе выработки плитки – подробно поговорим в следующем разделе статьи.
Производственное оборудование и виды технологий
Стационарный станок для прессовки тротуарной плиткиГлавный агрегат, который используется в производственном процессе по выпуску плитки — это вибропресс, который показан на фото выше. Для прибыльного предприятия понадобится не один такой станок, потому что вибропрессовочная машина рассчитана на конкретную площадь вырабатываемого материала. Технология изготовления тротуарной плитки подразумевает использование вибропрессовального агрегата для уплотнения, заливаемого в прибор раствора. В принципе, устройства данного типа применяются в производстве любых изделий из бетона.
Технология изготовления тротуарной плитки подразумевает использование вибропрессовального агрегата для уплотнения, заливаемого в прибор раствора. В принципе, устройства данного типа применяются в производстве любых изделий из бетона.
Вибропрессовальные агрегаты бывают разными: они могут различаться по размерам площадки для формовки плитки, по габаритам, уровню автоматизации рабочего процесса. От конкретного вида прибора будет зависеть и цена на него. В среднем стоимость вибропресса начинается от трех с половиной тысяч евро.
На заметку: Стоимость вибропрессовального агрегата будет зависеть и от бренда, выпустившего оборудование. Такая стоимость является не совсем «честной», так как большую часть цены вам придется уплатить просто за имя. Поэтому закупая оборудование – не спешите, поищите надежный станок в ассортименте отечественных брендов.
Без вибропресса вам не обойтись, если вы выбрали в качестве технологии производства вибропрессования. Но есть и другая схема производства материала – вибролитье.
Рекомендуем к прочтению:
Что нужно для изготовления тротуарной плитки таким способом? Разумеется, специальное оборудование, а именно – вибростолы. При выработке материала литым способом вибростол будет уплотнять бетонную смесь, за счет высокой вибрации. Вибрация удалит из раствора лишнюю воду и воздух и позволит получить плитку качественную и долговечную.
Вибростол для равномерного распределения и утрамбовки смеси в формахПо своей конструкции вибростолы – простейшие устройства. Выглядят они как обычные столы, но только сделаны из металла и оснащены мотором, как показано на фото выше. Вибростолы и вибропресс – оборудование основное, но для производства плитки нужно будет также закупить и второстепенное техническое оснащение. Давайте узнаем, какие дополнительные устройства и агрегаты нужны в любом случае, независимо от вида производства плитки.
Дополнительное производственное оснащение
Пластиковые формы для рельефной тротуарной плиткиВыше уже говорилось о том, что виды производства плиточного материала могут быть разными, но какую бы технологию выработки вы ни выбрали, помимо основного оборудования на предприятии должно присутствовать оборудование дополнительное:
- Формы для плитки.
 Эти формы изготавливаются из самых разных материалов: существуют формочки пластиковые, полиуретановые, силиконовые, резиновые, формопластовые. Нужно знать о том, что некоторые виды форм категорически неприменимы в масштабном производстве продукта, их лучше закупать для использования на небольшом частном предприятии. Что же касается такого способа изготовления плитки, как вибропрессовка, то в нем употребляют специальные стальные пресс-формы;
Эти формы изготавливаются из самых разных материалов: существуют формочки пластиковые, полиуретановые, силиконовые, резиновые, формопластовые. Нужно знать о том, что некоторые виды форм категорически неприменимы в масштабном производстве продукта, их лучше закупать для использования на небольшом частном предприятии. Что же касается такого способа изготовления плитки, как вибропрессовка, то в нем употребляют специальные стальные пресс-формы; - Смеситель. Плиточное производство невозможно без бетоносмесителей. Эти агрегаты помогают приготовить качественный бетонный раствор для изготовления тротуарной плитки.Бетоносмесители бывают различных типов, но в процессе выработки плитки чаще применяют устройства гравитационные и принудительные. Чем больше плитки должно вырабатывать предприятие, тем большего объема агрегат потребуется для производственного процесса;
- Сито. Еще один тип оборудования, без которого нельзя обойтись в ходе выработки плитки – это вибросита. С помощью данного инструмента просеиваются сыпучие компоненты для изготовления смеси.
 Эти формы изготавливаются из самых разных материалов: существуют формочки пластиковые, полиуретановые, силиконовые, резиновые, формопластовые. Нужно знать о том, что некоторые виды форм категорически неприменимы в масштабном производстве продукта, их лучше закупать для использования на небольшом частном предприятии. Что же касается такого способа изготовления плитки, как вибропрессовка, то в нем употребляют специальные стальные пресс-формы;
Эти формы изготавливаются из самых разных материалов: существуют формочки пластиковые, полиуретановые, силиконовые, резиновые, формопластовые. Нужно знать о том, что некоторые виды форм категорически неприменимы в масштабном производстве продукта, их лучше закупать для использования на небольшом частном предприятии. Что же касается такого способа изготовления плитки, как вибропрессовка, то в нем употребляют специальные стальные пресс-формы;
Также на крупном предприятии по выработке плитки потребуется такое устройство,как штабелер. При помощи этого устройства легко складируется произведенная продукция. Мы уже говорили о том, что производство плитки может вестись двумя способами — вибролитьем и вибропрессованием. В чем разница между технологиями – разберемся вместе, подробно изучив указанные способы изготовления.
Выработка плитки методом вибропрессования
Процесс изготовления плитки методом прессовкиВкратце описать данную технологию возможно так: раствор помещается в пресс-форму и затем вибрирует в вибропрессе под определенным давлением. Вибропрессование – метода, идеально подходящая для выработки крупных партий материала, потому что данный процесс поддается максимальной автоматизации. Более того, путем вибропрессовки возможно получить двухслойный продукт, а также цветную плитку. Процесс выработки готового материала на оборудовании данного типа проходит в несколько этапов:
- Приготовление раствора. Если плиточные изделия будут однослойного типа – раствор замешивается в одном бетоносмесителе, если в готовом продукте будет два слоя – задействуются два замешивающих смесь агрегата. Пропорции компонентов подбираются в индивидуальном порядке. Состав смеси для производства тротуарной плитки зависит от разных факторов: качества сырья, назначения готовой продукции и так далее. Как только смесь готова – ее тут же переливают в формы и устанавливают в пресс;
- Этап формовки. На формовочном этапе матрица устройства будет плотно прижиматься к площадке агрегата и после того, как пуансон опустится до нужного положения – происходит включение вибраторов. Вибрирующие импульсы будут воздействовать на загруженную смесь, и вызывать ее уплотнение. Процесс формовки не длится слишком долго – обычно через пять минут отформованные изделия полностью готовы, можно выключать пресс и перемещать продукцию на паллеты.
- Этап сушки. Для сушки плитка перемещается в спецпомещения, где его дополнительно обрабатывают, горячим паром. Если возможности сушить изделия паром нет, целесообразно в процессе замеса раствора, использовать специальные добавки для производства плитки, – например, портландцемент.
 Если плиточные изделия будут однослойного типа – раствор замешивается в одном бетоносмесителе, если в готовом продукте будет два слоя – задействуются два замешивающих смесь агрегата. Пропорции компонентов подбираются в индивидуальном порядке. Состав смеси для производства тротуарной плитки зависит от разных факторов: качества сырья, назначения готовой продукции и так далее. Как только смесь готова – ее тут же переливают в формы и устанавливают в пресс;
Если плиточные изделия будут однослойного типа – раствор замешивается в одном бетоносмесителе, если в готовом продукте будет два слоя – задействуются два замешивающих смесь агрегата. Пропорции компонентов подбираются в индивидуальном порядке. Состав смеси для производства тротуарной плитки зависит от разных факторов: качества сырья, назначения готовой продукции и так далее. Как только смесь готова – ее тут же переливают в формы и устанавливают в пресс; Если возможности сушить изделия паром нет, целесообразно в процессе замеса раствора, использовать специальные добавки для производства плитки, – например, портландцемент.
Если возможности сушить изделия паром нет, целесообразно в процессе замеса раствора, использовать специальные добавки для производства плитки, – например, портландцемент.Подробно посмотреть процесс выработки плиточных изделий по методу вибропрессования можно на видео:
Рекомендуем к прочтению:
Вибропрессование также делится на два отдельных подвида: гиперпрессовка полусухая и вибропрессовка полусухая.
Рецептура приготовления смеси при полусухом вибропрессовании отличается тем, что компоненты засыпаются в бетоносмеситель в полусухом состоянии и к ним в обязательном порядке добавляется щебенка. Плитка, произведенная по данной методе очень и очень похожа на дикий камень.
При гиперпрессовке смесь уплотняется не при помощи вибрационных импульсов, а за счет воздействия давления. Для производства изделий по данной технологии чаще всего применяется двухсторонний пресс. По отзывам профессионалов, плитка, полученная методом гиперпрессования, отличается повышенной прочностью. Вибропрессование — технология, позволяющая получить продукт максимально устойчивый к температурным перепадам (и холоду и теплу), влаге, механическим воздействиям. ГОСТ на данный продукт позволяет использовать в качестве компонента смеси бетон с пониженным содержанием воды, а потому его производство получается экономичным.
По отзывам профессионалов, плитка, полученная методом гиперпрессования, отличается повышенной прочностью. Вибропрессование — технология, позволяющая получить продукт максимально устойчивый к температурным перепадам (и холоду и теплу), влаге, механическим воздействиям. ГОСТ на данный продукт позволяет использовать в качестве компонента смеси бетон с пониженным содержанием воды, а потому его производство получается экономичным.
Описание технологии вибролитья
Изготовление плитки методом литья на вибростолеЕсли плитка производится по методе вибролитья, то наведенный раствор переливается в формы вибростола. Этим способом не получится выработать значительное количество изделий за один раз, но он считается более дешевым, а потому именно так изготавливается плиточная продукция на частных предприятиях.
У вибролитья есть и свои плюсы: этот способ позволяет получать плитку разных форм, цветовой палитры, возможно выработать материал с красивой глянцевой поверхностью. Процесс выработки изделий состоит из следующих последовательных этапов:
- Замешивание смеси. Если плитка будет цветной, то в процессе замешивания смеси используется два бетоносмесителя. В первом агрегате мешается обычная смесь, компонентами которой являются цемент и песок для изготовления тротуарной плитки,во второй машине в раствор добавляются красители;
- Подготовка форм. Формы при вибролитье выбираются любые и из любых материалов. Куда важнее правильно расположить их на столе – формы устанавливаются так, чтобы между ними практически не было промежутков. Сначала в формочки выливают смесь с красителем, затем включают вибростол в режим работы на 10-12 секунд, а после доливают в них смесь без пигмента и раствор уже льется в форму до краев;
- Обработки вибрацией. Долго продукцию воздействию вибрации подвергать не нужно – достаточно 6-10 секунд;
- Сушка. Сушка должна происходить в течение 48 часов. При этом поддоны с формами ни в коем случае нельзя ни сдвигать, ни перетаскивать по помещению;
- Распалубка изделий. Осуществляется распалубка путем нагрева форм на водной бане. Но и на этом этапе плитка еще не считается готовой – ее нужно упаковать и дать постоять для окончательного затвердевания. В среднем процесс затвердевания длится от одной недели, но если происходило изготовление тротуарной плитки зимой – изделия должны доходить до кондиции в течение 3-х недель.
 Если плитка будет цветной, то в процессе замешивания смеси используется два бетоносмесителя. В первом агрегате мешается обычная смесь, компонентами которой являются цемент и песок для изготовления тротуарной плитки,во второй машине в раствор добавляются красители;
Если плитка будет цветной, то в процессе замешивания смеси используется два бетоносмесителя. В первом агрегате мешается обычная смесь, компонентами которой являются цемент и песок для изготовления тротуарной плитки,во второй машине в раствор добавляются красители; Но и на этом этапе плитка еще не считается готовой – ее нужно упаковать и дать постоять для окончательного затвердевания. В среднем процесс затвердевания длится от одной недели, но если происходило изготовление тротуарной плитки зимой – изделия должны доходить до кондиции в течение 3-х недель.
Но и на этом этапе плитка еще не считается готовой – ее нужно упаковать и дать постоять для окончательного затвердевания. В среднем процесс затвердевания длится от одной недели, но если происходило изготовление тротуарной плитки зимой – изделия должны доходить до кондиции в течение 3-х недель.Плитка, выработанная методом вибролитья, получается гладкой, а потому ее нельзя применять там, где температура внешней среды часто опускается ниже нуля, но зато такая плитка позволяет оформлять дорожки и тротуары по настоящему оригинально.
Совсем иначе получают плитку для мощения тротуаров из песчаника. Посмотреть на производственный процесс предлагаем на следующем видео:
Тротуарная плитка в архитектуре европы — Гаммаплит
Многие наши соотечественники, которые отправляют в путешествие по Европе, или по деловым связям отмечают одну характерную особенность на дорогах в Европе. Практически во всех населенных пунктах повсеместно используют для мощения тротуарную плитку. Причем можно увидеть различную цветовую палитру, начиная от экзотических расцветок, например, розового, и заканчивая экстравагантными темными оттенками. Нужно отметить, что почитание к плитке пришло в Европу не на пустом месте. Для этого есть как исторические предпосылки, так и национальные особенности европейских стран. Кроме этого, в последние десятилетие на влияние выбора плитки оказали современные технологии производства, которыми славится большинство европейских стран.
Практически во всех населенных пунктах повсеместно используют для мощения тротуарную плитку. Причем можно увидеть различную цветовую палитру, начиная от экзотических расцветок, например, розового, и заканчивая экстравагантными темными оттенками. Нужно отметить, что почитание к плитке пришло в Европу не на пустом месте. Для этого есть как исторические предпосылки, так и национальные особенности европейских стран. Кроме этого, в последние десятилетие на влияние выбора плитки оказали современные технологии производства, которыми славится большинство европейских стран.
Успех голландцев – пример для всех европейцев
В том формате, который мы сейчас называем мощением тротуарной плиткой, история начинается в начале 19 века. Но, сама по себе плитка имеет давнюю историю в Европе, ни первым прообразом стал натуральный камень. В то время в Европе начался настоящий «дефицит» на натуральный камень. Кроме этого, продавцы резко взвинтили цену, а дороги нужно было обустраивать. Голландцы были первыми, кто решил внедрить технологию производства тротуарной плитки. Они придумали технологию, где впервые начали использовать бетон для основы плитки. Именно этот вариант стал первым пробным камнем нового стандарта мощения. Голландцы вымостили «новой плиткой» дорогу от Амстердама до Гарлема. Европейцы стали удивляться находчивости и мастерству голландцев, которые после этого начали использовать новую технологию на большинстве «главных дорог» в своей стране. Позже опыт жителей Нидерландов перехватили другие европейские страны, после чего плитка «перекочевала» в США, Канаду, а в последние десятилетия стала активно использоваться и на территории современной России.
Голландцы были первыми, кто решил внедрить технологию производства тротуарной плитки. Они придумали технологию, где впервые начали использовать бетон для основы плитки. Именно этот вариант стал первым пробным камнем нового стандарта мощения. Голландцы вымостили «новой плиткой» дорогу от Амстердама до Гарлема. Европейцы стали удивляться находчивости и мастерству голландцев, которые после этого начали использовать новую технологию на большинстве «главных дорог» в своей стране. Позже опыт жителей Нидерландов перехватили другие европейские страны, после чего плитка «перекочевала» в США, Канаду, а в последние десятилетия стала активно использоваться и на территории современной России.
Особенности производства тротуарной плитки
В России, точнее на постсоветском пространстве, также производили тротуарную плитку. Однако, технологический процесс сильно отличался друг от друга. Отечественные производители очень сильно экономили на расходных материалах. Экономия на сырье, нарушение технологического процесса приводило к тому, что качество советской плитки желало оставлять лучшего. Проблема была еще и в том, что европейские стандарты производства строительного материала для мощения не подходили для российских условий. Многие считали, что европейская плитка лучше всего подойдет для мощения в южных регионах. Но и там у материала оказался враг – вечно палящее солнце.
Экономия на сырье, нарушение технологического процесса приводило к тому, что качество советской плитки желало оставлять лучшего. Проблема была еще и в том, что европейские стандарты производства строительного материала для мощения не подходили для российских условий. Многие считали, что европейская плитка лучше всего подойдет для мощения в южных регионах. Но и там у материала оказался враг – вечно палящее солнце.
Российские производители, с падением железного занавеса поняли, что нужно перенимать опыт европейцев и изготавливать тротуарную плитку, учитывая свой характер природных капризов, где сильные морозы и палящее солнце соседствуют друг с другом даже для одного и того же региона страны. Тем не менее, опыт европейских производителей не прошел даром для россиян, и сегодня можно встретить на улицах мощение, где используется исключительно отечественный продукт.
Плитка против асфальта
Если посмотреть на пешеходные зоны в Европе, то примерно 80% таких участков выложены тротуарной плиткой. Популярность материал получил за счет того, что предусмотрена низкая себестоимость и простота производства. Даже опытные дорожники Европы считают, что тротуарная плитка сейчас самый выгодный вариант мощения по сравнению с асфальтом. Вторым значимым фактором популярности мощения в Европе является экологичность. Для изготовления плитки в большинстве случаев используют экологически чистые материалы и сырье. Например, асфальтобетонная смесь имеет явные признаки опасности, которые оказывают влияние как на окружающую среду, так и на человека. В некоторых районах Европы есть перенасыщенность промышленными производствами. Экологические катастрофы стали обыденным явлением. Чтобы минимизировать этот негативный фактор, в ряде стран Европы используют для мощения исключительно тротуарную плитку последнего поколения.
Популярность материал получил за счет того, что предусмотрена низкая себестоимость и простота производства. Даже опытные дорожники Европы считают, что тротуарная плитка сейчас самый выгодный вариант мощения по сравнению с асфальтом. Вторым значимым фактором популярности мощения в Европе является экологичность. Для изготовления плитки в большинстве случаев используют экологически чистые материалы и сырье. Например, асфальтобетонная смесь имеет явные признаки опасности, которые оказывают влияние как на окружающую среду, так и на человека. В некоторых районах Европы есть перенасыщенность промышленными производствами. Экологические катастрофы стали обыденным явлением. Чтобы минимизировать этот негативный фактор, в ряде стран Европы используют для мощения исключительно тротуарную плитку последнего поколения.
Однако, не во всех странах Европы выпускают экологически чистый материал. На сегодняшний день лидерами по экологичности являются первопроходцы Голландия, после этого на пьедестале экологии почетные места занимают производителей из Ирландии, Австрии и Германии.
Тротуарная плитка, как часть субкультуры Европы
В Европе не так сильно выражено строительство небоскребов, хотя даже на прилегающих участках к ним то и дело можно встретить мощение. В большинстве случаев европейцы используют плитку для мощения своих придомовых территорий. Малоэтажное строительство для проживания является частью европейской субкультуры, поэтому практически 100% домохозяйств в Европе активно используют тротуарную плитку для облагораживания своих территорий.
В городской черте старой и современной Европы также отдают предпочтение наличию тротуарной плитки. В местах, где используется мощение, создают дополнительные зеленые зоны, в виде газонов или для посадки зеленых насаждений – деревьев, кустов. Креативное дизайнерское и архитектурное решение, прочность, высокие характеристики долговечности являются преимуществом применения плитки для тротуаров в Европе. Подтверждением любви европейцев к мощению дорожек плиткой является огромное обилие улочек, дорожек, парков и скверов во многих городах Европы.
Интересно что, и наши бывшие постсоветские страны тоже активно используют европейскую культуру отделки пешеходных зон тротуарной плиткой. Возьмем к примеру украинскую Одессу, где есть одна интересная площадь, которая почти 150 лет подряд вымощена только тротуарной плиткой. К слову, если посмотреть на плитку, то кажется, что ее выложили как будто вчера. На самом деле это старинная плитка, и только своевременный уход и обслуживание позволили продлить срок службы строительного материала.
На территории Италии, в самом центре столицы Рима расположилось миниатюрное государство Ватикан. Здесь есть главная площадь Святого Петра. Площадь была выложена природным камнем еще в середине 17 века. На эту мощеную площадь падает тень от центрального обелиска, которые в свое время был доставлен в столицу Древнего Рима из Египта самим императором Калигулой.
Не менее знаменитой является Площадь Мадрида, которая была вымощена в конце 1620 года. Решение вымостить камнем было принято не спонтанно. Как известно испанцы большие любители корриды. Быки выбегая на дорогу могли портить дорожное покрытие, и только природный камень минимизировал повреждения дорог в Средневековье.
Решение вымостить камнем было принято не спонтанно. Как известно испанцы большие любители корриды. Быки выбегая на дорогу могли портить дорожное покрытие, и только природный камень минимизировал повреждения дорог в Средневековье.
Сейчас европейцы стали раскованней, и предпочитают использовать в архитектуре своих городов тротуарную плитку, имеющую насыщенные яркие оттенки. К слову, такая плитка имеет очень яркий контраст с фасадом зданий. Сейчас дизайнеры смело реализуют разноцветные плитки мощения. Так, сегодня в этом плане преуспели столицы Швеции и Норвегии (Стокгольм и Осло), не отстают от них и Швейцарский Берн и Цюрих. В маленьком Люксембурге есть небольшие населенные пункты, но там вы нигде не встретите асфальтовых дорог. Практически вся транспортная и уличная система страны вымощена современной тротуарной плиткой.
Причины, почему европейцы отдают предпочтение тротуарной плитке мощения
Столица России в 2011 году окончательно приняла решение о переходе всех дорожных и уличных зон на покрытие из тротуарной плитки. Сейчас разработана комплексная программа по переводу всех районов столицы, в части пешеходных и уличных дорожек на мощение тротуарной плиткой. Программа рассчитана вплоть до 2030 года, поскольку придется переоснащать дороги еще и в Новой Москве.
Сейчас разработана комплексная программа по переводу всех районов столицы, в части пешеходных и уличных дорожек на мощение тротуарной плиткой. Программа рассчитана вплоть до 2030 года, поскольку придется переоснащать дороги еще и в Новой Москве.
У европейцев свой выбор в пользу тротуарной плитки, и в качестве этого они приводят программу Европейского сообщества «Пять Причин, почему Европа выбирает мощение плиткой».
- Первая причина. Длительный срок службы. Вспомните, через сколько лет приходится в России просить заменить изношенное покрытие дороги асфальтом. Уже через 3-4 года нужно заново ремонтировать дорогу по причине быстрого износа. В Европе дороги, оснащенные тротуарной плиткой, служат не менее 25 лет. В России такой стандарт определен максимум 17 лет, а в лучшем случае 8-12 лет. Европейцы готовят небольшой запас плитки, в случае повреждения покрытия. Примерно раз в 2-3 года проводят косметический ремонт. Изношенную и поврежденную плитку удаляют, а на ее место укладывают новый образец.

- Причина вторая. Экологическая безопасность, Вы знаете, почему на юге практически не используют асфальт? В 70% случаев, асфальтовое покрытие выделяет канцерогенные вещества, которые при температуре свыше +70С становятся потенциально опасными. В Европе, к сожалению, в последние годы лето становится жарким, и выделение канцерогенов от асфальта приносит вред экологии. Использование тротуарной плитки снижает этот фактор в несколько десятков раз. Если быть точнее, полностью исключает выделение потенциально опасных паров в жаркую погоду.
- Третья причина. Низкая стоимость, из расчета ежегодных затрат. Хотя считается, что Европа достаточно богатая, граждане Старого света любят и умеют считать. Возьмем, например, наш всеми любимый асфальт, посчитаем все затраты на него при первичной укладке, па после все эксплуатационные расходы в ближайшие 5 лет. Точно также берут европейцы для расчета укладку и эксплуатацию тротуарной плитки, и рассчитывают средние затраты на ближайшие 5 лет. После анализа можно увидеть, что обслуживание асфальтированной дороги минимум в 3-5 раз будет дороже, чем обслуживание дорожки мощения. Многие россияне считают, что стоимость укладки тротуарной плитки из расчета на человеко-год будет несоразмерно высокой. Да, такое место есть при расчетах, но с одной оговоркой. Если специалист будет укладывать, например, 15 метров дорожки, то затраты большие. А если он будет укладывать объем 200-500 м2, то соотношение меняется в другую сторону.
 После анализа можно увидеть, что обслуживание асфальтированной дороги минимум в 3-5 раз будет дороже, чем обслуживание дорожки мощения. Многие россияне считают, что стоимость укладки тротуарной плитки из расчета на человеко-год будет несоразмерно высокой. Да, такое место есть при расчетах, но с одной оговоркой. Если специалист будет укладывать, например, 15 метров дорожки, то затраты большие. А если он будет укладывать объем 200-500 м2, то соотношение меняется в другую сторону.
После анализа можно увидеть, что обслуживание асфальтированной дороги минимум в 3-5 раз будет дороже, чем обслуживание дорожки мощения. Многие россияне считают, что стоимость укладки тротуарной плитки из расчета на человеко-год будет несоразмерно высокой. Да, такое место есть при расчетах, но с одной оговоркой. Если специалист будет укладывать, например, 15 метров дорожки, то затраты большие. А если он будет укладывать объем 200-500 м2, то соотношение меняется в другую сторону.- Четвертая причина. Избавляемся от лишнего шума. Многие городские жители устают от шума дорожной техники, которая день и ночь укладывает асфальт. Первое время в России также использовали «шумные технологии» при укладке тротуарной плитки. Наверное, поэтому, многие горла России отказались от укладки плитки из-за шумной работы вибротехники. В Европе это тоже было проблемой, но примерно 15 лет назад. Сейчас повсеместно используют французскую технологию, которая предусматривает ручную работу трамбования, а после этого обкатку виброплитой. Времени конечно уходит чуть больше, но теперь городские жители полностью избавлены от лишнего шума.
 Времени конечно уходит чуть больше, но теперь городские жители полностью избавлены от лишнего шума.
Времени конечно уходит чуть больше, но теперь городские жители полностью избавлены от лишнего шума.- Пятая причина. Красота на первом месте. Европейская культура стала эталоном красоты. Чтобы добиться такого результата, европейцам пришлось пройти несколько эпох, в том числе возрождение, революции, войны. Теперь, чтобы всем хорошо жилось в Европе, в качестве национальной идеи стали использовать эталон красоты. Поэтому красивая тротуарная плитка стала ярким дополнением к указанному эталону. Недаром европейцы говорят. Что классический эталон красоты вы можете с легкостью увидеть в дизайне наших площадей и улиц, где тротуарная плитка занимает основной смысл жизни многих европейских стран.
Культура почитания к тротуарной плитке возникла у европейцев не на пустом месте. На это ушли годы и даже века, где пришлось прививать любовь к новым технологиям. Сейчас наличие красивой и дизайнерский тротуарной плитки является эталоном престижа европейских стран.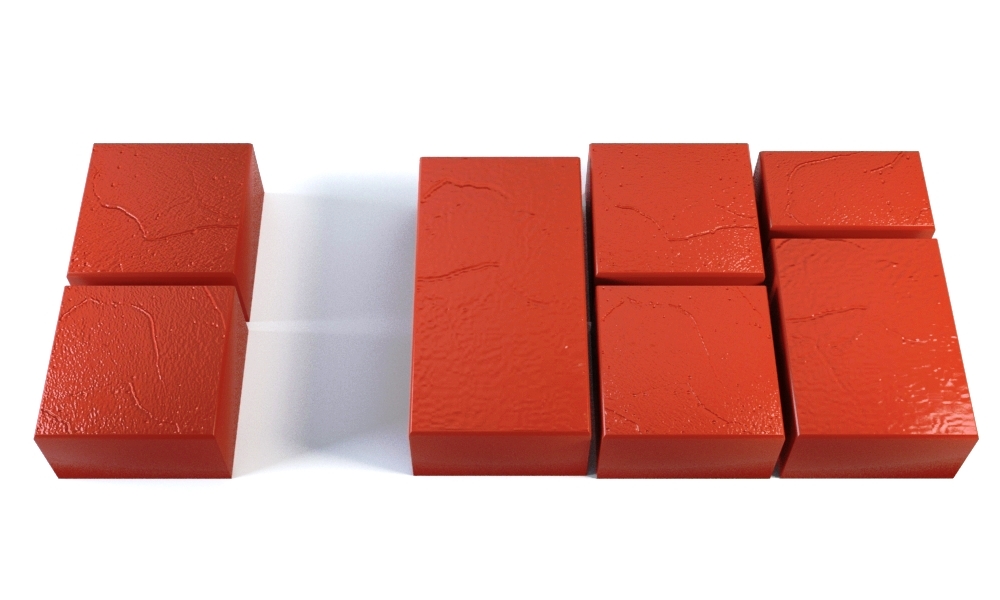 Многие жители Европы по праву могут гордиться своей культурой и качеством оформления пешеходных зон, парков, площадей, где особое место занимает тротуарная плитка всех мастей и форм. Будет ли такой культ почитания в России? Скорее всего да! Достаточно посмотреть на пример Москвы, Санкт-Петербурга, где стали охотно применять тротуарную плитку для оформления придомовых территории, площадей, парков, скверов. Постепенно этот культ будет прививаться и в отдаленных регионах страны. Главное – правильно разработать дизайнерскую концепцию для правильного применения тротуарной плитки разных форм и оттенков в России.
Многие жители Европы по праву могут гордиться своей культурой и качеством оформления пешеходных зон, парков, площадей, где особое место занимает тротуарная плитка всех мастей и форм. Будет ли такой культ почитания в России? Скорее всего да! Достаточно посмотреть на пример Москвы, Санкт-Петербурга, где стали охотно применять тротуарную плитку для оформления придомовых территории, площадей, парков, скверов. Постепенно этот культ будет прививаться и в отдаленных регионах страны. Главное – правильно разработать дизайнерскую концепцию для правильного применения тротуарной плитки разных форм и оттенков в России.
Тротуарная плитка. Виды и технология изготовления тротуарной плитки.
Тротуарная плитка — это плоские по форме и твердые штучные материалы, изготовленные из бетонных смесей, глины, полимерных и резиновых материалов, используемые для мощения пешеходных дорожек, тротуаров, дворов и разного рода площадок.
В настоящее время существует большое разнообразие тротуарной плитки, потому необходимо обладать хотя бы минимальными знаниями о данном отделочном материале, для выбора подходящей плитки для каждого отдельного случая. В этой статье мы рассмотрим основные характеристики, виды и свойства разных видов тротуарной плитки, что позволит читателю сделать правильный выбор плиточного материала для конкретно своего случая.
В этой статье мы рассмотрим основные характеристики, виды и свойства разных видов тротуарной плитки, что позволит читателю сделать правильный выбор плиточного материала для конкретно своего случая.
Для изготовления вибролитой плитки необходимо простое оборудование, такое как бетономешалка, набор пресс-форм (которые могут быть из силикона, полиуретана или пластика) и вибростола. Изготовить ее можно в кустарных условиях.
вибролитая тротуарная плитка
Изготавливают данную тротуарную плитку из бетонной смеси включающей в себя мелкий щебень, цемент с песком, пластификатор и окрашивающий пигмент с водой. Кроме перечисленных компонентов, можно добавлять и другие материалы, такие как гранитную или базальтовую крошку, фиброволокно, стекловолокно, некоторые изделия армируют проволочной сеткой, для повышения прочности.
Наполненные бетонной смесью пресс-формы устанавливаются на вибростоле, в процессе работы которого из смеси в формах удаляются остатки воздуха и сам состав уплотняется. Прочность изделие набирает в течении трех- пяти дней, затем готовое изделие извлекается из пресс- форм и досушивается в течении трех недель до возможности его использования.
Прочность изделие набирает в течении трех- пяти дней, затем готовое изделие извлекается из пресс- форм и досушивается в течении трех недель до возможности его использования.
Производство вибролитой тротуарной плитки в кустарных условиях простое и дешевое. Такая плитка пригодна для использования для мощения поверхностей не подвергающихся большим нагрузкам, для тротуаров в жилых дворах, так как она не характрезуются высокой прочностью и морозостойкостью. Таким образом, изготавливается плитка толщиной до 60 мм. Тротуарная плитка на которую предполагается воздействие больших нагрузок, например для передвижения тяжелого автотранспорта изготавливается методом гиперпрессования.
Изготовление вибропрессованной тротуарной плиткиВибропрессованная плитка изготавливается на заводах, на специальных технологических линиях. В отличие от процесса производства вибролитой плитки еще используется специальный пресс для придания высокой прочности и плотности изделию. Прочность такая тротуарная плитка набирает в пропарочных камерах, где подвергается воздействию высокой температуры.
Прочность такая тротуарная плитка набирает в пропарочных камерах, где подвергается воздействию высокой температуры.
Такая плитка используется для мощения поверхностей автостоянок подъездов, где будет претерпевать тяжелые нагрузки.
Изготовление гиперпрессованной плиткиГиперпрессованную плитку изготавливают методом полусухого прессования. Изготавливают и ее из цемента и мраморного известняка с добавками минералов и пигментов.
Такое производственное сырье помещают в пресс-формы и подвергают воздействию пресса с давлением до 20 Мпа. Затем, на полученные изделия воздействуют высокой температурой в пропарочных камерах с особым режимом температуры. После чего, полученные изделия просушивают в специальных помещениях с определенным режимом температуры и влажности. Процесс такого производства тщательно отрегулирован и должен соответствовать разработанной технологии во всех тонкостях. Гиперпресованную плитку используют не только для мощения тротуаров, но и для обустройства фасадов.
Полимерпесчаная плитка – это строительный материал, для изготовления которого используют мелкофракционный песок, который составляет до 75 % тела изделия, полимерную крошку, разного рода красители и модифицирующие присадки.
Для производства сырьевую смесь нагревают до высокой температуры, за счет которой происходит плавление полимерной составляющей сырья, ее перемешивают и формируют под давлением.
двор вымощенный из полимерпесчаной плитки
Полимерпесчаная плитка обладает повышенной морозостойкостью, износоустойчивостью и долговечностью от 40 лет, не впитывает влагу, выдерживает высокие нагрузки как и гиперпресованная тротуарная плитка. За счет своего небольшого веса удобна в работе и не создает дополнительной нагрузки на свое основание. За счет использования полимерных материалов устойчива к воздействию химических и биологических веществ.
Брусчатка. Изготовление тротуарной плитки из природного камня Тротуарная плитка изготовленная из природного камня – брусчатка, является наиболее дорогостоящим материалом для мощения тротуаров, пешеходной и проезжей поверхностей, в связи с тем что обладает уникальными эксплуатационными свойствами.
Для изготовления тротуарной плитки из природного камня, используют такие горные породы как: мрамор, гранит, травертин, кварцит, песчаник. Подробнее о природном камне в строительстве.
Изделия изготавливают путем распила горных пород с помощью промышленных станков. Размеры плитки могут быть самыми различными, определятся как индивидуально, по заказу, так распил осуществляется на стандартные размеры. Как правило уто размеры сторон: 100х100, 100х200, 200х200, 300х300 мм и толщина изделия 60—80 мм.
Брусчатка различается по способу обработки граней:
Пиленая брусчатка — это изделие с ровными гранями , которые подвергают шлифованию.
Колотая брусчатка – это брусчатка которую изготавливают путем скола частей горной породы, при этом грани камня приобретают необработанный естественный или дикий вид.
Колото-пиленая брусчатка, камень обрабатывается таким образом что верхняя и нижняя поверхности брусчатки колотые то есть имеют вид дикого камня, а грани изделия изготавливаются ровными.
Клинкерную тротуарную плитку изготавливают как и кирпич из обожженной глины, потому в простонародье ее так и называют – дорожным клинкерным кирпичом.
Для производства клинкерного дорожного кирпича размечают сухую глиняную смесь и очищают, затем разводят с водой. Влажную глиняную массу подвергают давлению через специальные экструзионные отверстия, для удаления влаги и частиц воздуха. Таким образом образуются длинные прямоугольные заготовки, которые нарезают на изделия соответствующего размера. Готовое изделие высушивают несколько дней при температуре до 150° С, обжигают в туннельной печи в течение двух суток.
Клинкерную тротуарную плитку используют для мощения тротуаров, проездов и стоянок автомобилей, для газонов, для отвода воды. Такую плитку производят разнообразной формы и цветовой гаммы.
Резиновая плитка. Производство резиновой плиткиСреди материалов для мощения пешеходных дорожек и площадок следует отметить и резиновую плитку, хотя ее нельзя определить только как тротуарную плитку, поскольку ее широко применяют и для отделки поверхности полов в специализированных помещениях.
тротуарная резиновая плитка
Резиновая плитка производится из резиновой крошки, которую получают при утилизации автомобильных покрышек, обуви других изделий из резины и полиуретана, с добавлением пигментов, которые необходимы для придания нужного цвета изделию. Полученную сырьевую массу подвергают воздействию высокой температуры, перемешивают все добавленные в нее компоненты и выливают изделия в заготовках нужной формы.
площадка вымощенная плиткой из резиновой крошки
Резиновую плитку используют в первую очередь, для покрытия спортивных и детских площадок, лестниц, пандусов для инвалидов, площадок бассейнов и аквапарков, примыкающих к водоемам, используют как напольное покрытие спортивных , тренажерных залов, промышленных зданий.
Резиновая плитка обладает способностью амортизировать, что позволяет избежать травм, она не скользкая, имеет высокую износостойкость, морозостойкость, выдерживает значительные нагрузки. Резиновую плитку просто монтировать и легко демонтировать, не выделяет вредных для здоровья веществ.
Каждая из разновидностей материалов для отделки пешеходных дорожек, тротуаров, уличных площадок и площадей имеет место на свое существование и благодаря своим уникальным качествам будет выполнять свои функции и придавать эстетический внешний вид всему ландшафту будь то приусадебный участок или часть уличной инфраструктуры города.
Технология производства тротуарной и фасадно-облицовочной плитки
20.12.2019
Производство тротуарной плитки-бизнес.
Производство тротуарной и фасадно-облицовочной плитки за последние годы превратилось в самостоятельную отрасль промышленности с большим числом предприятий, выпускающих обширную номенклатуру фигурных элементов мощения.
Производство тротуарной и фасадно-облицовочной плитки находится в периоде быстрого роста и совершенствования.
В наше время наилучшим решением для благоустройства тротуаров, дорожек, площадей, жилых комплексов, коттеджей, дач, офисов, магазинов и фасадов зданий, в климатических условиях Украины, стало использование различной конфигурации и цветовой гаммы тротуарной и фасадной плитки.
В недалеком прошлом, в основном, использовалась серая тротуарная плитка, но времена изменились. На смену серому цвету приходят красивые, сочные, радующие глаз цвета – красный, желтый, коричневый, черный, оранжевый, синий и зеленый.
Технология производства тротуарной плитки.
Настоящая технология разработана на основании
- лабораторных испытаний сырья
- выпуска опытно-промышленной партии плитки
- полного цикла её испытаний
Технология предусматривает производство тротуарных плит из смеси
с последующим твердением бетона в естественных условиях.
Технология предусматривает производство плит бетонных тротуарных, полностью соответствующих ДСТУ Б В.2.7-145:2008 «Вироби бетонні тротуарні неармовані. Технічні умови».
Состав бетона:
- минеральное вяжущее — портландцемент марки «500»
- инертный заполнитель — гранитный щебень фракции 5-10 мм
- мытый речной песок
- пластификатор
- красители — неорганические пигменты, оксиды железа
- вода
Технологическая схема производства.
Приготовление бетонной смеси.
Все компоненты бетонной смеси дозируются по массе.
Для производства плит бетонных тротуарных по ДСТУ Б В.2.7-145:2008 «Вироби бетонні тротуарні неармовані. Технічні умови» рекомендуется следующий состав бетонной смеси, % по массе:
Для плитки серого цвета
- портландцемент марки «500» 23%
- гранитный щебень фракции 5-10 мм 57%
- мытый речной песок 20%
- пластификатор по рецептуре завода-изготовителя добавки (% от массы цемента)
- вода (от массы цемента) 30-40%
Внимание!
- Необходимо учитывать влажность компонентов.
- В процессе производства изделий возможна незначительная корректировка количества компонентов в пределах 1,5…3,0% от массы цемента.
Формовочная бетонная смесь готовится в бетономешалке принудительного перемешивания.
Бетонная смесь затворяется теплой водой с температурой 30-32ºС.
Продолжительность перемешивания формовочной смеси должна быть не менее 15 минут. При этом сначала перемешиваются сухие компоненты с естественной влажностью, затем добавляется до нормы водный раствор пластификатора.
При приготовлении бетонной формовочной смеси необходимо постоянно учитывать естественную влажность компонентов и вносить соответствующую поправку в расчетное количество воды, вводимой в бетоносмеситель.
Нормы расхода материалов.
Нормы расхода сырьевых материалов для производства плит бетонных тротуарных h-45 mm даны с учетом 5% технологических потерь.
| п/п | Наименование материалов | 1 м2 плитки h-45 mm / бетонной смеси, кг | На суточный выпуск 50м2 плитки / бетонной смеси, кг |
| 1 | Портландцемент М-500 | 22,1 | 1105 |
| 2 | Гранитный щебень фракция 5-10 мм | 53,8 | 2690 |
| 3 | Песок речной мытый | 18,8 | 940 |
| 4 | Вода | 9 л | 450 л |
Вибрирование бетона.
Виброформование изделий производится в формах на вибростоле, который изготовлен по рабочим чертежам.
Размер вибростола 600×500 мм, вибратор площадочный ИВ-99Б, или ИВ-98Б на 42 В, или их аналоги с регулируемыми эксцентриками для подбора амплитуды
Время нахождения формы на вибростоле составляет 1,5…2 минуты до момента появления на поверхности смеси белой жидкости («молочка»).
Режим твердения бетона.
Формы, прошедшие процесс вибрирования, переносятся на стеллажи для твердения, где и находятся 48 часов (время твердения изделий зависит от температуры и добавок, внесенных в бетон и может уменьшаться до 12 часов).
Распалубка.
Распалубка плитки из форм производится через горячую воду.
Температура воды в ванне должна быть в пределах 40…50ºС.
Вода постоянно подогревается электротенами. Плитка в формах складывается в ванну с горячей водой одна на другую до полного заполнения ванны. Время нахождения форм с плиткой в ванне не менее 3…5 минут до полного разогрева формы.
После чего с помощью приспособления для выбивки плитка легко выходит из формы и складируется.
Твердение изделий производится на поддонах, в естественных условиях, в помещении цеха. В жаркую погоду изделия необходимо увлажнять несколько раз в день. В холодное время года изделия должны храниться в помещении при температуре воздуха не ниже 15ºС.
Отгрузка плитки.
Должна производиться по достижению изделиями 90% от класса бетона по прочности на сжатие и класса бетона по прочности на растяжение при изгибе в холодный период года и 70% — в теплый период года.
Прочность 90% данного состава бетона достигается после 10-11 суток твердения, а прочность 70% от проектной — после 3…4 суток и может незначительно варьироваться в зависимости от условий твердения и качества цемента.
TM Brukland
Производство тротуарной плитки Brukland
®Метод — Вибропрессование.
Тротуарная плитка. На настоящий момент для ее производства используют два метода: первый — вибропрессование и второй — вибролитьё. В большинстве стран мира изготовление путем вибропрессования стало доминирующим, и в этой статье мы хотели бы осветить именно этот метод.
На настоящий момент для ее производства используют два метода: первый — вибропрессование и второй — вибролитьё. В большинстве стран мира изготовление путем вибропрессования стало доминирующим, и в этой статье мы хотели бы осветить именно этот метод.
Метод вибропрессования позволяет решать такую актуальную на сегодня проблему, как повышение устойчивости тротуарной плитки по отношению к различного рода факторам: климатическим, химическим, механическим, физическим и т.п.
На этом преимущества метода не заканчиваются:
- Он обладает высокой производительностью
- Высокой степенью автоматизации (за счет этого легко даются большие объемы при изготовлении продукции)
- Есть возможность выпускать тротуарную плитку различных расцветок
- Есть возможность выпускать двухслойную плитку.
Тротуарная плитка, если она была изготовлена путем вибропрессования, имеет «шершавую» поверхность, именно поэтому она стала популярна при мощении улиц в городе, городских площадей, остановок и так далее. Плитка достаточно проста в укладке и ремонте, благодаря тому, что отличаются параллельностью линий и строгими герметрическими формами. При окрашивании вибропрессованная тротуарная плитка сохраняет насыщенность цвета весь свой срок (>25 лет), а низкая истираемость и водопоглощение обусловливают ее долговечность. Имеется возможность изготовления двухцветной тротуарной плитки.
Плитка достаточно проста в укладке и ремонте, благодаря тому, что отличаются параллельностью линий и строгими герметрическими формами. При окрашивании вибропрессованная тротуарная плитка сохраняет насыщенность цвета весь свой срок (>25 лет), а низкая истираемость и водопоглощение обусловливают ее долговечность. Имеется возможность изготовления двухцветной тротуарной плитки.
При объемном вибропрессовании технология производства плитки заключается в формировании изделий из бетона виброуплотнением смеси с небольшим количеством воды и в дальнейшем с пригрузом формующего пуансона в обязательном порядке. И значит, используемый при вибропрессовании бетон, обладает низким водоцементным соотношением. Это дает возможность уменьшить расход цемента, обеспечивает морозостойкость и прочность.
Технология виброльтья | Компания «Абат»
Вибролитье — относительно простая технология, не требует дорогостоящего оборудования и является одной из самых эффективных способов производства тротуарной плитки высокого качества. Вибролитье основано на заполнении форм подвижным бетоном (высокое водоцементное соотношение).
Вибролитье основано на заполнении форм подвижным бетоном (высокое водоцементное соотношение).
Возможно Вас также заинтересует следующее:
Чтобы узнать всю интересующую информацию, обращайтесь по телефону или электронной почте.
6 этапов производства тротуарной плитки
Смешивание бетона. На этом этапе смешиваются компоненты для приготовления плитки:
- Песок по ГОСТ 26633.
- Цемент марки М-500.
- Щебень (ГОСТ 26633) 10мм для плиток толщиной до 50мм и щебень 20мм для плитки больше 50мм.
- Пигмент.
- Пластификатор (необходим для увеличения подвижности бетонной смеси без увеличения количества воды).
Рецептура такова: 1 часть песка смешивается с 1 частью цемента, добавляется 2 части щебня, около 5% красителя и около 2% пластификатора. Для перемешивания используются принудительные бетономешалки, т.к. только они позволяют качественно перемешать все необходимые компоненты (в отличие от гравитационных).
Формовка виброуплотнением. После того как бетон готов — его заливают в формы, расположенные на вибростоле. Раствор уплотняется вибрацией стола, мастер управляет процессом заполненности формы, подбавляя раствор в формы и срезая переизбыток. Очень важно чтобы каждая форма была залита одинаково, точно по краям формы. Только это обеспечивает одинаковость каждой плитки.
Вызревание в формах. Формы с залитым бетоном устанавливают на поддон и относят на ровный стеллаж и накрывают полиэтиленовой пленкой (для сохранения влаги). Время вызревания плитки составляет 48 часов. Меньшее количество времени на выдержку плохо скажется на качестве плитки и существенно увеличит количество брака (при распалубке плитка будет крошиться, ломаться). Очень важно выставить формы на идеально ровный стеллаж, иначе крен может перераспределить раствор в форме и все плитки пойдут в брак. Время выдержки в 48 часов диктует требование о наличии большого количества форм. Для непрерывного литья понадобится количество форм дневной выработки, умноженное на 3.
Выбивка плитки из форм (распалубка). Для эффективного выбивания плитки формы выдерживаются некоторое время (3-5 минут) в чане с теплой водой (50-70 градусов по цельсию). Затем формы переворачиваются и кладутся на вибрационный стол для распалубки. После непродолжительного периода вибрации форма поднимается, плитка остается на столе и укладывается на поддон (лицевая сторона клицевой, нижняя к нижней чтобы грубый нижний край не царапал гладкую лицевую часть).
Очистка форм. После выбивания плитки формы очищаются от бетонных крошек и помещаются в ванночку 7% раствором соляной кислоты. Это необходимо для того чтобы снизить прилипание раствора к форме и обеспечить более легкое выбивание для следующего цикла.
Технология производства стен и плит
ГМС ГмбХ
4600 Вельс-Тальхайм | Австрия
Веб-сайт: gms-global.at
АМЕ ГмбХ
8530 Дойчландсберг | Австрия
AVERMANN Maschinenfabrik GmbH & Co.
 KG
KG49078 Оснабрюк-Хеллерн | Германия
Б.Т. инновации ГмбХ
39116 Магдебург | Германия
БЕССЕР
49707 Алпена (Мичиган)
BOUTER Betonexport e.К.
77889 Зеебах | Германия
Компаньеро
3540AA Утрехт | Нидерланды
КОУТ Инжиниринг Лтд
BT70-2NG Баллигоул, графство Тайрон | Соединенное Королевство
EBAWE Anlagentechnik
04838 Айленбург | Германия
ELEMATIC Oy Ab
37801 Акаа | Финляндия
ХУМАРБО Машинери Б.В.
8171MC Ваассен | Нидерланды
InnovaCast, Inc.
37040 Кларксвилл (Теннесси) | США
MANTIS ULV-Sprühgeräte GmbH
21502 Гестахт | Германия
МБК Машиненбау ГмбХ
88353 Кисслегг | Германия
МЕКУН Лазертек
9523 Филлах | Австрия
NORDIMPIANTI System SRL
66100 Кьети | Италия
Системы следопыта
49424 Голландия (Мичиган) | США
ПРЕНСОЛАНД, С.
 А.
А.08592 Сан-Марти-де-Сентельес | Испания
РАТЕК ГмбХ
68766 Хоккенхайм | Германия
РЕЙМАНН Техник ГмбХ
68766 Хоккенхайм | Германия
ЗОММЕР Анлагентехник ГмбХ
84051 Альтхейм | Германия
SPANCRETE Global Services
53188 Вокеша | США
ООО «Структурворкс»
32703 Апопка (Флорида) | США
ТЕХМАРТ Интернэшнл Лтд
Килдэр | Ирландия
ТЕХНОПЛАН Систем Техник ГмбХ
06917 Йессен (Эльстер) | Германия
ТЕКНА Хим
20050 Кананика Си Триуджио | Италия
Юнитехник Цеплик и Поппек АГ
51674 Виль | Германия
Vollert Anlagenbau GmbH
74189 Вайнсберг | Германия
WECKENMANN Anlagentechnik GmbH & Co.
кг72358 Дорметтинген | Германия
ВЕЙЛЕР Хольцбергер Лтд
13505620 Рио-Кларо | Бразилия
Плитка тротуарная полимерпесчаная: технология производства и укладки
Рекомендованные пункты
В этой статье вы найдете информацию о новом виде тротуарной плитки на основе пластика и песка.
 Мы проведем сравнительный анализ качественных свойств аналогичных материалов, а также сравним на них цену.В статье есть видео испытаний, технологии производства и инструкция по установке.
Мы проведем сравнительный анализ качественных свойств аналогичных материалов, а также сравним на них цену.В статье есть видео испытаний, технологии производства и инструкция по установке. Полимеры прочно вошли в число самых используемых материалов. Их используют для производства практически всего – мебели, посуды, покрытий, предметов быта, автозапчастей и промышленного оборудования. При этом их непревзойденные потребительские и эксплуатационные свойства постоянно совершенствуются, открывая все новые и новые грани этих веществ. ) в той или иной форме.В холодном и твердом агрегатном состоянии он настолько химически неактивен и безвреден, что из него делают ванночки для купания детей. Полимер вступает в химическую реакцию только в двух случаях – при использовании сильного растворителя или нагревании. При производстве полимерпесчаной черепицы используется нагрев. В расплавленном состоянии он превращается в пластичную массу или густую жидкость, которая легко вступает в реакцию, смешивается, слипается, вулканизируется, в общем, проявляет химическую и физическую активность. Именно это свойство используется при изготовлении полимерпесчаных изделий..
Именно это свойство используется при изготовлении полимерпесчаных изделий..
В чем особенность полимерпесчаной черепицы
При изготовлении изделий вместо цемента используется сухая пластичная масса – отходы измельчения. Затем полимер смешивают с песком и предварительно нагревают до 180°С. Охлажденную расплавленную массу направляют под термопресс, формирующий ее в виде плитки. В цементно-песчаном растворе перемешивание происходит за счет химической активности цемента. Полимер, в свою очередь, просто спаивает песчинки между собой. Даже вода не требуется для реакции.
Видео о производстве и испытаниях полимерпесчаной плитки
Что лучше – полимерная или цементная плитка
Популярный и всем известный «заменитель» брусчатки из натурального гранита – тротуарная плитка на основе цементного раствора – предельно проста и относительно дешевое решение. Однако эта простота и дешевизна оказываются несоответствием современным требованиям – долговечности, удобству, экологичности. Существует ряд недостатков цементно-битумной черепицы, которые устранены в полимерпесчаной черепице:
Однако эта простота и дешевизна оказываются несоответствием современным требованиям – долговечности, удобству, экологичности. Существует ряд недостатков цементно-битумной черепицы, которые устранены в полимерпесчаной черепице:
- Ударопрочность.Целенаправленно расколоть полимерную плитку невозможно даже кувалдой. Его прочность составляет 250 кг/см 2 .
- Износостойкость. Полимер спаивает песок настолько крепко, что материал поддается только специальной обработке (болгаркой, перфоратором, фрезой). Цементная плитка со временем изнашивается и образует пыль из-за сравнительно низкой адгезии частиц.
- Экологическая безопасность. Это утверждение относится к асфальту, который при нагревании до 45°С выделяет вредные вещества.Как было сказано выше, для вступления в реакцию (с кислородом воздуха) полимер необходимо нагреть до 120°С, что невозможно без специального оборудования.
- Экономия природных ресурсов. Производство цемента — это заводы, карьеры, выбросы. Добыча щебня – добыча недр, отсев, транспортировка. Для асфальта нужны нефтепродукты, при этом в момент укладки происходят мощные выбросы ядовитого газа. Сырьем для полимерной тротуарной плитки являются песок, пластиковые отходы (бутылки, пакеты) и краситель.Вывоз мусора происходит по пути следования.
 Добыча щебня – добыча недр, отсев, транспортировка. Для асфальта нужны нефтепродукты, при этом в момент укладки происходят мощные выбросы ядовитого газа. Сырьем для полимерной тротуарной плитки являются песок, пластиковые отходы (бутылки, пакеты) и краситель.Вывоз мусора происходит по пути следования.
Добыча щебня – добыча недр, отсев, транспортировка. Для асфальта нужны нефтепродукты, при этом в момент укладки происходят мощные выбросы ядовитого газа. Сырьем для полимерной тротуарной плитки являются песок, пластиковые отходы (бутылки, пакеты) и краситель.Вывоз мусора происходит по пути следования.Испытание полимерпесчаной черепицы на прочность, видео
Есть ли недостатки у полимерпесчаной черепицы
Конечно, кроме очевидных достоинств, есть и обратная сторона медали. Производственный процесс представляет собой нечто среднее между цементной плиткой и асфальтом. Простота и дешевизна производства цементной черепицы сказывается на ее ненадежности. В то же время долговечность асфальта требует сложного и дорогостоящего процесса, в котором задействованы: асфальтный завод, большегрузный транспорт, дорогостоящая спецтехника (асфальтоукладчики, катки) и множество рабочих.
Недостатки полимерной плитки:
- Ограниченные формы и размеры. Полимерпесчаная черепица изготавливается в цехах на относительно простом оборудовании, но требует мощных стальных форм. Они служат долго, но стоят достаточно дорого. Новая форма – ощутимые затраты для предприятия.
- Высокая стоимость (по сравнению с цементной плиткой). Дорогостоящее оборудование и машины требуют бережного обращения. Более того, процесс частично автоматизирован и потребляет много энергии.Отсюда большие затраты труда персонала и производственного процесса.
 Полимерпесчаная черепица изготавливается в цехах на относительно простом оборудовании, но требует мощных стальных форм. Они служат долго, но стоят достаточно дорого. Новая форма – ощутимые затраты для предприятия.
Полимерпесчаная черепица изготавливается в цехах на относительно простом оборудовании, но требует мощных стальных форм. Они служат долго, но стоят достаточно дорого. Новая форма – ощутимые затраты для предприятия.Цена полимерпесчаной черепицы
Один квадратный метр такой черепицы стоит около 15 у.е. е. Для сравнения, конкретный аналог стоит 10 у.е. (за 1 м 2 ), вибропрессованные – 12 у.е. е. Стоимость асфальта не будет указана, она слишком высока. Несомненно, полимерная плитка «отработает» каждую сложенную копейку за счет качества и запаса прочности. При этом качественные характеристики заложены в технологии, а стоимость сырья настолько низка (часть сырья является отходами), что экономить на пропорциях бессмысленно. Чего не скажешь о потреблении дорогого цемента, дефицит которого в продукции обеспечивает бетонной тротуарной плитке дурную славу.
Чего не скажешь о потреблении дорогого цемента, дефицит которого в продукции обеспечивает бетонной тротуарной плитке дурную славу.
Укладка полимерпесчаной плитки
Порядок укладки полимерных изделий принципиально не отличается от других штучных элементов. Для этого понадобится обычный набор укладчика: киянка, шнур, шпатель, ведра, тачка и лопата. Подготовка займет большую часть времени и сил – вам понадобится трамбовка.
Порядок действий:
- Определить уровень горизонта верха уложенной плитки.
- Разбить «пирог» основания на слои – грунт, дренаж (щебень), подготовка (песок или щебень), основание (щебень).
- При необходимости удалите грязь до желаемого уровня.
- Засыпать щебень (150-300 мм) и утрамбовать его вибротрамбовкой.
- Засыпать песком или пробойником (50-70 мм) и утрамбовать.
- Установите бордюры (если есть).
- Уложите плитку на незакрепленную решетку с помощью молотка вдоль шнура.
- После укладки вставьте обвязку в пазы и соединения.
- Облить самолет водой.

Полностью эксплуатировать заложенную площадь (поставить машину) можно уже через 3 дня.
Замена привычных и проверенных продуктов и материалов на новые не всегда оправдана. Новинка должна доказать свое право на жизнь. В случае полимерпесчаной черепицы это было достигнуто с помощью проведенных испытаний на прочность; он показал выгодные отличия от аналогов. Надежность и долговечность этой плитки обеспечивает целостность покрытия, красивый и неизменный внешний вид на долгие годы..
Историческое мощение и тротуары в Новой Англии
«Вид на старое здание на углу Энн-стрит, Бостон, Массачусетс». Литография с рисунка Фитца Генри Лейна, на котором изображена Док-сквер в 1835 году с мощеным булыжником, пешеходными переходами из плитняка, приподнятыми кирпичными тротуарами и короткими бордюрами, такими же, как на Мейн-стрит-сквер Нантакета. [Изображение предоставлено Бостонским атенеумом. ]
]
Исследование истории тротуаров в городах Новой Англии затруднено непоследовательным способом создания улиц.Многие из основных улиц выросли из старых троп и проезжих частей, в то время как многие меньшие улицы были проложены в частном порядке и, возможно, существовали в течение многих лет, прежде чем были приняты местными муниципальными властями. Записи о содержании и мощении частных улиц редки, особенно те, которые мощены за счет устоев. После того, как улицы были признаны муниципальной собственностью, их мощение и техническое обслуживание иногда можно отследить по записям городских собраний, записям избранных/городских советов и муниципальным финансовым записям, но информация существует в основном в рукописной форме, хранящейся отдельно в каждом сообществе, что представляет собой сложную задачу для исследователи.
Записи о содержании и мощении частных улиц редки, особенно те, которые мощены за счет устоев. После того, как улицы были признаны муниципальной собственностью, их мощение и техническое обслуживание иногда можно отследить по записям городских собраний, записям избранных/городских советов и муниципальным финансовым записям, но информация существует в основном в рукописной форме, хранящейся отдельно в каждом сообществе, что представляет собой сложную задачу для исследователи.
Улица, вымощенная булыжником, с пешеходными переходами из плитняка на Док-сквер, Бостон, Массачусетс, ок. 1860 г. [Изображение предоставлено Historic New England]
г. За последнее столетие большая часть раннего мощения была нарушена установкой канализации и инженерных сетей. Часть его остается основой для современного дорожного покрытия, но большая часть была удалена и либо продана в качестве вторсырья для ландшафтного дизайна, либо использована в качестве свалки. Следовательно, оригинальные укладки мощения до 1914 года встречаются редко, но примечательные примеры существуют. [См. Практические примеры ниже] Введение: основные материалы для раннего дорожного покрытия
[См. Практические примеры ниже] Введение: основные материалы для раннего дорожного покрытия Уложенные в землю с сезонными циклами замерзания-оттаивания, подверженные влиянию погодных условий в любое время года и подверженные вибрации, давлению и истиранию от дорожного движения, доиндустриальные материалы для мощения, как правило, представляли собой камень или обожженный кирпич, хотя деревянные дощатые дорожки использовались в некоторые сообщества. Среди наиболее распространенных задокументированных материалов:
Булыжники : Встречающиеся в природе округлые камни относятся к старейшим материалам для мощения и относятся к древнейшим временам.В Новой Англии таких камней было много, так как они отложились во время отступления последнего оледенения. В районе Бостона:
Эти естественно округлые булыжники, в среднем около семи дюймов в длину, поначалу, вероятно, поступали в основном с близлежащих пляжей, таких как Кохассет, Нахант и Кейп-Энн. Однако позже их в больших количествах везли каботажными шхунами с побережья штата Мэн. Чтобы сделать мостовую, их устанавливали друг против друга в слоях песка, их длинные размеры были вертикальными.Время от времени добавлялось больше песка, чтобы заполнить пустоты между булыжниками. (Кей, 74-75.)
Однако позже их в больших количествах везли каботажными шхунами с побережья штата Мэн. Чтобы сделать мостовую, их устанавливали друг против друга в слоях песка, их длинные размеры были вертикальными.Время от времени добавлялось больше песка, чтобы заполнить пустоты между булыжниками. (Кей, 74-75.)
Еще в 1663 году Джон Джосселин (1608-1675) описал Бостон, сказав, что большинство улиц «вымощены галькой», под которой он имел в виду булыжники. Недалеко от Бостона в 1730-х годах в своем загородном поместье в Медфорде, штат Массачусетс, Исаак Ройалл вымостил булыжником вход в свой внушительный дом; они постепенно заросли травой, но остались на месте. Булыжник оставался самым распространенным материалом для мощения даже в девятнадцатом веке, и его можно увидеть на рисунках и фотографиях таких оживленных мест, как Док-сквер в Бостоне, где в 1835 году, когда этот район был нарисован Фитц Генри Лейн.Подобное дорожное покрытие было уложено на площади Мейн-стрит в Нантакете, где оно остается на месте до сих пор. Еще в 1860-х годах булыжники все еще были жизнеспособным материалом для мощения, когда их установка или переустановка перед домом Эссекс в Салеме, штат Массачусетс, была задокументирована фотографиями в коллекции музея Пибоди-Эссекс. Дополнительные примеры мощеного покрытия, которое осталось на месте и уложено традиционным способом, можно увидеть в Бостоне на Акорн-стрит и Луисбург-сквер на Бикон-Хилл, а также в Нантакете на многих переулках.
Еще в 1860-х годах булыжники все еще были жизнеспособным материалом для мощения, когда их установка или переустановка перед домом Эссекс в Салеме, штат Массачусетс, была задокументирована фотографиями в коллекции музея Пибоди-Эссекс. Дополнительные примеры мощеного покрытия, которое осталось на месте и уложено традиционным способом, можно увидеть в Бостоне на Акорн-стрит и Луисбург-сквер на Бикон-Хилл, а также в Нантакете на многих переулках.
Региональный фольклор часто сообщает, что эти камни были импортированы из Европы в качестве балласта на обратных рейсах кораблей. Такой источник булыжников маловероятен как из-за обилия булыжников вдоль побережья Новой Англии, так и из-за их низкой коммерческой ценности по сравнению с текстилем, скобяными изделиями, керамикой и другими дорогостоящими товарами из Европы, которые пользовались спросом у Новой Англии. англичане.
Булыжники, частично заросшие травой, на территории бывшего входа в сад дома Ашер-Ройолл, 15 Джордж-стрит, Медфорд, Массачусетс [Обзор исторических зданий Америки, Фрэнк О.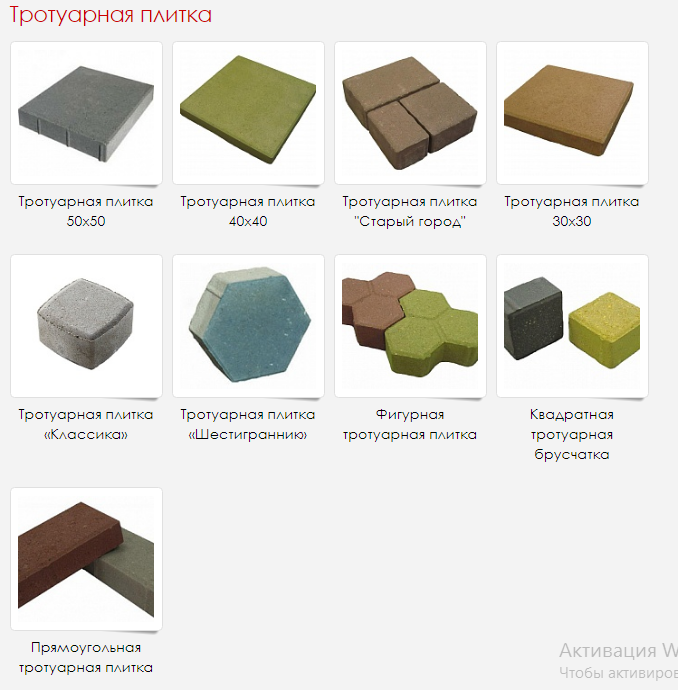 Бранцетти, фотограф, 4 июня 1940 г., копия ок. 1890 вид]
Бранцетти, фотограф, 4 июня 1940 г., копия ок. 1890 вид]
Мощение из булыжника с увенчанным центром по бокам нижними желобами для отвода дождевой воды на Акорн-стрит, Бостон, Массачусетс
Брусчатка, брусчатка, брусчатка или бельгийские блоки : Эти квадратные брусчатки стали использоваться в середине девятнадцатого века, когда гранитные карьеры начали производить их в больших количествах. Ранние сетты иногда были размером до одного квадратного фута. Примеры этих ранних поселений могут сохраниться в Бостоне на пешеходных переходах на обоих концах Луисбург-сквер на Бикон-Хилл и в водостоке на западной стороне площади.Опыт быстро привел к уменьшению размера брусчатки до диапазона от 3,5 до 4,5 дюймов в ширину, от 6 до 7 дюймов в глубину и от 8 до 12 дюймов в длину. Ширина была продиктована необходимостью обеспечить достаточную вариативность мощеной поверхности, чтобы копыта подкованных лошадей могли прочно закрепиться в небольшом зазоре между камнями, чего нельзя было достичь на гладких поверхностях больших каменных плит.
Как и в случае с булыжниками, местный фольклор сообщает, что многие из этих камней были привезены из Англии и Европы.Промышленная статистика Новой Англии говорит о другом. Первоначальное производство брусчатки могло осуществляться в Рокпорте, штат Массачусетс, но прибрежные карьеры в штате Мэн быстро стали крупными производителями. К 1889 году комиссар промышленной и трудовой статистики штата Мэн сообщил, что в гранитной промышленности было занято 4000 человек; из них примерно 1400 были резчиками гранита для архитектурных камней, а 1000 — резчиками мощения. Стоимость производства брусчатки росла на протяжении девятнадцатого века, но с несколько меньшей скоростью после ок.1895 год, когда более легко укладываемый щебень начал конкурировать. Тем не менее, производство брусчатки продолжало расти до 1921 г. (Dale, 440), когда оно достигло пика, а затем сократилось.
Гранитные блоки для мощения из Новой Англии были завезены в Бостон в 1840 году (Brayley, 168); это могли быть большие блоки гранита Куинси (1 фут-6 дюймов на 14 футов), заложенные Соломоном Уиллардом перед отелем Tremont House, хотя эта дата может быть неточной, поскольку она старше даты завершения строительства отеля на одиннадцать лет. Размер брусчатки быстро уменьшился в пользу более мелких блоков. Сообщается, что брусчатка Новой Англии была завезена в Филадельфию в 1848 году и в Нью-Йорк в 1850 году.
Размер брусчатки быстро уменьшился в пользу более мелких блоков. Сообщается, что брусчатка Новой Англии была завезена в Филадельфию в 1848 году и в Нью-Йорк в 1850 году.
Уложенные на песчаном основании и плотно подогнанные, брусчатка имела слегка закругленную верхнюю поверхность, которая обеспечивала ровную поверхность, что было важно в эпоху, когда еще не было широко распространено использование резиновых шин или набивки на колесах. Современные переустановки брусчатки исказили общественное восприятие этого исторического материала, разместив камни с большими промежутками, уложив их в бетон и обнажив неровные расщепленные поверхности, чтобы создать неровные поверхности, которые передают ощущение причудливости.Такие установки считались бы неприемлемо грубыми по стандартам девятнадцатого века.
Желоб на западной стороне Луисбург-сквер, Бостон, Массачусетс, с большими брусчатками (ок. 1835–1845 гг.) с кованым гранитным бордюром и кирпичным тротуаром
Железные «раковины» или блоки : Приблизительно в 1850 году часть Корт-стрит в Бостоне была вымощена взаимосвязанными восьмиугольными «раковинами», сделанными из железа. Эти оболочки или блоки были 9 дюймов в поперечнике и 5 дюймов в глубину с открытыми центрами оболочек, которые были заполнены «битым каменным бетоном».” (требуется дополнительная информация)
Эти оболочки или блоки были 9 дюймов в поперечнике и 5 дюймов в глубину с открытыми центрами оболочек, которые были заполнены «битым каменным бетоном».” (требуется дополнительная информация)
Каменные плиты, также известные как Флаггс : Тротуары в Бостоне были вымощены каменными плитами, начиная со слюдяного сланца из Болтона, Коннектикут, в начале девятнадцатого века. Хотя этот камень, который стал коммерчески доступен после 1809 года, широко использовался в других городах, в Бостоне от него отказались, потому что он оказался слишком мягким для интенсивности пешеходного движения или климата, которому подвергался. Затем последовало использование каменных плит Норт-Ривер (тип камня и карьер происхождения не идентифицированы) и гранитных каменных плит из Куинси и Рокпорта, Массачусетс, а также из нескольких карьеров вдоль побережья штата Мэн.(Брэйли, 169.)
1831 г. Эскизный план мощения из плитняка, который должен быть уложен в виде непрерывной связи вместе со ступенями из коричневого камня у входа во Второй конгрегационалистский (унитарный) молитвенный дом на Оранж-стрит, 11, Нантакет [Изображение предоставлено Исторической ассоциацией Нантакета)
Плиты также были широко распространены использовался в других городах Новой Англии, включая Нантакет, где в 1821 году было объявлено, что партия «1500 футов коннектикутского каменного флага» прибыла на шлюп «Клеопатра», у которого ее можно было купить напрямую. (I&M, 9 августа 1821, 3.) Самые ранние задокументированные тротуары из плитняка в Нантакете датируются началом 1830-х годов и вымощены серебристым сланцем с высоким содержанием слюды, возможно, из Болтона, Коннектикут. Будучи метаморфической породой, залегающей в слоях осадка, которые не полностью расплавились под давлением, сланец такого типа равномерно раскололся на относительно гладкие поверхности, которые не требовали дополнительной обработки. Примеры включают Унитарный молитвенный дом (2-й конгрегационалистский молитвенный дом) на Оранж-стрит, 11, где в 1831 году был сделан эскизный план плит, прежде чем они были установлены.План предусматривает установку бордюров как на уличной поверхности тротуара, так и на каждом конце, предполагая, что ни одна из прилегающих территорий не была вымощена, и что плиты-плиты нуждались в бордюрах, чтобы удерживать их на месте. Подобные брусчатки можно увидеть у входа в Дом собраний друзей 1822 года в Нью-Бедфорде, штат Массачусетс, а также в качестве мощения пола в нескольких входных портиках 1810-х годов в Фалмуте, штат Массачусетс.
(I&M, 9 августа 1821, 3.) Самые ранние задокументированные тротуары из плитняка в Нантакете датируются началом 1830-х годов и вымощены серебристым сланцем с высоким содержанием слюды, возможно, из Болтона, Коннектикут. Будучи метаморфической породой, залегающей в слоях осадка, которые не полностью расплавились под давлением, сланец такого типа равномерно раскололся на относительно гладкие поверхности, которые не требовали дополнительной обработки. Примеры включают Унитарный молитвенный дом (2-й конгрегационалистский молитвенный дом) на Оранж-стрит, 11, где в 1831 году был сделан эскизный план плит, прежде чем они были установлены.План предусматривает установку бордюров как на уличной поверхности тротуара, так и на каждом конце, предполагая, что ни одна из прилегающих территорий не была вымощена, и что плиты-плиты нуждались в бордюрах, чтобы удерживать их на месте. Подобные брусчатки можно увидеть у входа в Дом собраний друзей 1822 года в Нью-Бедфорде, штат Массачусетс, а также в качестве мощения пола в нескольких входных портиках 1810-х годов в Фалмуте, штат Массачусетс.
Участок сланца, использованного для покрытия тротуара в Нантакете, возможно, из Болтона, Коннектикут, показывающий плоскости напластования, вдоль которых камень можно расколоть, чтобы получить плоские поверхности для ходьбы
Портик входа в дом Томаса Свифта (1820 г.), 207 Шор-роуд, Фалмут, Массачусетс, с изображением сланцевых плит, установленных на полу, обрамленном кованым гранитным бордюром
Тротуар, вымощенный сланцем, соединенным с гранитными бордюрами и гранитными желобами, идущими от водосточных труб к улице в доме Джона Венделла Барретта (1832–1833 гг.), Мейн-стрит, 72, Нантакет, Массачусетс
Гранитные плиты, добываемые в штате Мэн, стали более частыми в 1830-х и 1840-х годах.В 1840 году компания T. & N. Fitzgerald из Нантакета объявила, что они «только что получили из штата Мэн 3000 фунтов первоклассного Coopers Flaggs, которые будут проданы на разумных условиях». В то время как установки с использованием этих гранитных плит не были обнаружены на Нантакете, большая гранитная брусчатка широко использовалась в коммерческих районах Бостона, штат Массачусетс, и Портленда, штат Мэн, в 1840–1860-х годах. [см. Boston Case Study ниже] Примеры можно увидеть в квартале State Street (1857) по адресу 177-199 State Street, Бостон и в U.S. Custom House (1866 г.) на Фор-стрит, 213, Портленд.
[см. Boston Case Study ниже] Примеры можно увидеть в квартале State Street (1857) по адресу 177-199 State Street, Бостон и в U.S. Custom House (1866 г.) на Фор-стрит, 213, Портленд.
Таможня США, 312 Фор-стрит, Портленд, штат Мэн — построена в 1866-68 гг., А. Б. Маллет, главный архитектор Министерства финансов
Фрагмент тротуара из гранитной плиты с чеканкой по краям и брусчаткой, уложенной в основание из песка/грунта, Таможня США, Портленд, Мэн, построенная в 1866-68 гг.
Тротуары из голубого камня : Во второй половине девятнадцатого века голубой камень стал использоваться для тротуаров.В то время как термин голубой камень относится к песчаникам различного качества и оттенков синего / серого цвета, в Новой Англии и Нью-Йорке он обычно относится к плотному песчанику, обычно называемому каменной плитой Северной реки. Производимый преимущественно в округе Ольстер, штат Нью-Йорк, крупнейшие производители сосредоточены вокруг Кингстона, этот камень представляет собой «мелкозернистый компактный песчаник, чрезвычайно твердый и изнашиваемый для инструмента, и состоит из микроскопических кристаллов самого острого песка» (Balch. Великая индустрия голубого камня. 353). Название «Северная река» происходит от раннего названия реки Гудзон. Коммерческая добыча этого камня началась между 1826-1838 годами и превратилась в крупную отрасль в 1850-х годах. К 1890 году было подсчитано, что 20 000 человек были заняты в добыче, обработке и доставке голубого камня из карьеров между реками Гудзон и Делавэр, причем 7 000 из них работали в Кингстоне, штат Нью-Йорк. Камни варьировались по размеру от более тонких плит (толщиной 2 дюйма), которые были известны как флаги «Корпорации», и были обрезаны до размеров 4 и 5 футов.Массивные плиты могли быть толщиной до 10 дюймов и, похоже, продавались по премиальной цене как предметы тщеславия. Одна плита из голубого камня размером 15 футов x 20 футов x 10 дюймов (толщиной) была установлена у главного входа в один из особняков Вандербильтов, построенных в Нью-Йорке на Пятой авеню возле Пятидесятой улицы в 1880-х годах. До 1890 года еще более крупная плита размером 20 футов x 24 фута x 9 дюймов была добыта в Сокилле недалеко от Кингстона, штат Нью-Йорк, и доставлена на отгрузочную верфь Osterhoudt Brothers в Уилбуре, штат Нью-Йорк, в целости и сохранности. уменьшен на 20%, но сокращен (Производитель и Строитель .апрель 1890 г., стр. 80).
уменьшен на 20%, но сокращен (Производитель и Строитель .апрель 1890 г., стр. 80).
Большой участок облицовки голубым камнем (вероятно, облицовочный камень Северной реки, который был рекомендован мэром Кембриджа) сохранился на северной стороне Брэттл-стрит в Кембридже, штат Массачусетс, где он был установлен в 1887 году после серьезных местных дебатов о его стоимости и долговечности. по сравнению с кирпичом. Тротуар состоит из плит голубого камня длиной 6 футов, толщиной от 3 до 3-1/2 дюймов и шириной от 2 до 4½ футов, уложенных на ложе из утрамбованного песка.
Мощение из голубого камня, уложенное на Брэттл-стрит, Кембридж, Массачусетс, 1887 г.
Бордюрные камни : В конце 1795 года Элиза Сьюзен Мортон из Нью-Йорка (впоследствии жена мэра Бостона и президента Гарвардского колледжа Джосайи Куинси III) была удивлена во время посещения Бостона отсутствием кирпичных тротуаров, за исключением одной секции. Корнхилл (современная Вашингтон-стрит):
Улицы были вымощены галькой и, за исключением случаев, когда с одной стороны везли повозки и кареты, все шли по середине улицы, где мостовая была наиболее гладкой. (Уайтхилл, 52.)
(Уайтхилл, 52.)
Бордюрные камни стали необходимы после того, как приподнятые тротуары стали обычным явлением, чтобы отделить пешеходов от тележек и повозок. Вид 1835 года на Док-сквер и магазин Old Feather Store, нарисованный Фитцем Генри Лейном, показывает короткие отрезки бордюрного камня, отделяющие приподнятый тротуар от мощеной улицы. Короткая длина, показанная на исторических видах, соответствует многим ранним бордюрным камням в Нантакете, которые могут быть датированы 1830-ми годами по строительной документации и по сохранившимся на них следам плоского клина, оставленным методом добычи, который вышел из употребления в 1830-х годах.(Garvin, 44-45.) Эти бордюры, сделанные из сланца, соответствуют тем, которые установлены на краю входа в дом собраний квакеров 1822 года в Нью-Бедфорде, что предполагает общий источник, возможно, в Коннектикуте. Имея ширину всего от 2¼ до 3 дюймов и длину 2-4 фута, эти бордюрные камни уже и короче, чем современные бордюрные камни, которые часто имеют ширину от 5 до 6 дюймов и длину от 6 до 8 футов, увеличиваясь до 10-12 футов в длину. двадцатое столетие.
двадцатое столетие.
Бордюр из сланца на Либерти-стрит, 5, Нантакет, Массачусетс, с плоскими клиновидными следами от добычи в карьере методом, который вышел из употребления в 1830-х годах.
Счета за строительство дома Генри Гробов 1834 года на Мейн-стрит, 75, Нантакет, свидетельствуют о том, что Сету Брайанту заплатили 50,81 доллара за «избивание каменного бордюра, ступенек и т. Д.». Для сравнения, Эбнера Тру отправили из карьера Хоупвелл в Салливане, штат Мэн, для работы на месте, забивая 29 оконных перемычек и подоконников дома, за что ему заплатили 28 долларов за 42 дня работы, что чуть больше половины стоимости забивания бордюрных камней и шаги. Большое количество чеканных гранитных бордюров по-прежнему стоит на бостонском Бикон-Хилл, особенно на площади Луисбург, которая была застроена большими дорогими домами между 1834 и 1840-ми годами.[см. Бостонское тематическое исследование ниже].
С быстрым расширением гранитных карьеров в Новой Англии после 1840-х годов гранит стал преобладающим материалом, используемым для бордюрных камней. Размеры бордюрных камней, по-видимому, не были стандартизированы до двадцатого века, а большое разнообразие гранитов, найденных по всему региону, отражает большое количество карьеров, в которых они добывались — 31 к 1923 году. (Dale, 430-431.)
Размеры бордюрных камней, по-видимому, не были стандартизированы до двадцатого века, а большое разнообразие гранитов, найденных по всему региону, отражает большое количество карьеров, в которых они добывались — 31 к 1923 году. (Dale, 430-431.)
Древесина: Деревянные блоки для мощения и дощатые настилы : Хотя деревянные блоки менее долговечны, чем камень, они использовались для мощения улиц в местах, где требовалась звукоизоляция.В августе 1840 года городское собрание Нантакета проголосовало за ремонт участка Центральной улицы недалеко от коммерческого центра города, предложив строителям возможность заменить деревянное мощение камнем при условии, что они оплатят разницу в стоимости между двумя материалами. . Хотя это редкость, некоторые деревянные брусчатки в форме кирпичей, уложенных в шахматном порядке, сохранились еще в 1970-х годах на Сидар-Лейн-Уэй на ее северном стыке с Маунт-Вернон-стрит на Бикон-Хилл в Бостоне. Примеры могут сохраниться в другом месте или в других сообществах. [Необходима дополнительная информация]
[Необходима дополнительная информация]
Даже менее прочные, чем деревянные брусчатки, деревянные дощатые дорожки существовали в некоторых местах в конце девятнадцатого века, а возможно, даже в двадцатом веке. До середины 1830-х годов план улиц Провинстауна, штат Массачусетс, отражал зависимость города от рыболовства. Дома выстроились вдоль набережной, на которую они выходили. Грунтовые дорожки вели вглубь страны от пристаней, а широкие песчаные отмели, обнажавшиеся во время отлива, служили проезжей частью, по которой товары возили вверх и вниз по городу.В 1835 году уполномоченные округа Барнстейбл проложили Фронт-стрит (современная Коммерческая улица), отстоящую от линии воды и параллельно ей, используя участки существующей пешеходной дорожки. В конце концов, здания на южной стороне новой улицы были переориентированы на север, чтобы уличное движение становилось все более важным, а не вода. Песчаная почва, которая служила поверхностью улицы, могла препятствовать движению пешеходов и побудила город использовать свою долю федерального излишка от администрации Джексона для строительства тротуара из деревянных досок на северной стороне улицы в 1838 году. (Номинация NRHP в провинции, раздел 7, стр. 3.) Даже в крупных городах, таких как Кембридж, штат Массачусетс, дощатые настилы были устроены как тротуары, по крайней мере, в середине 1880-х годов. Преподобный Уильям Лоуренс из Епископальной теологической семинарии на Брэттл-стрит сетовал на несправедливость того, что школа должна была быть принуждена платить взнос за кирпичный или каменный тротуар в 1887 году, «после того, как они заплатили такую большую часть нынешней доски в течение нескольких лет. ” (Кембриджские хроники, 9 апреля 1887 г.) [см. Кембриджский пример ниже] В Бруклине, штат Массачусетс, дощатые настилы использовались еще в 1950-х годах.
(Номинация NRHP в провинции, раздел 7, стр. 3.) Даже в крупных городах, таких как Кембридж, штат Массачусетс, дощатые настилы были устроены как тротуары, по крайней мере, в середине 1880-х годов. Преподобный Уильям Лоуренс из Епископальной теологической семинарии на Брэттл-стрит сетовал на несправедливость того, что школа должна была быть принуждена платить взнос за кирпичный или каменный тротуар в 1887 году, «после того, как они заплатили такую большую часть нынешней доски в течение нескольких лет. ” (Кембриджские хроники, 9 апреля 1887 г.) [см. Кембриджский пример ниже] В Бруклине, штат Массачусетс, дощатые настилы использовались еще в 1950-х годах.
Кирпич : Кирпичная кладка составляет наибольшую долю сохранившегося исторического мощения тротуаров по всему региону. Хотя он существовал на небольшом участке Вашингтон-стрит в Бостоне еще в 1795 году, его широкое распространение, по-видимому, началось после 1830–1840-х годов, когда производство кирпича быстро росло, а индустриализация производства кирпича привела к более равномерному обжигу, твердости и долговечности. кирпича, чем было раньше.Кирпичи, стоимость покупки и установки которых примерно вдвое меньше, чем плитняк, многие считали, что они обеспечивают более ровную и прочную поверхность, чем можно было бы создать из плитняка. Как и другие материалы для мощения того периода, кирпичи обычно укладывали на подушку из песка или «грязного песка», т. е. песка с небольшой долей примесей, таких как глина, которая помогала ему склеиваться, но этих примесей было недостаточно, чтобы остановить всасывание дождевой воды обратно в землю через швы.
кирпича, чем было раньше.Кирпичи, стоимость покупки и установки которых примерно вдвое меньше, чем плитняк, многие считали, что они обеспечивают более ровную и прочную поверхность, чем можно было бы создать из плитняка. Как и другие материалы для мощения того периода, кирпичи обычно укладывали на подушку из песка или «грязного песка», т. е. песка с небольшой долей примесей, таких как глина, которая помогала ему склеиваться, но этих примесей было недостаточно, чтобы остановить всасывание дождевой воды обратно в землю через швы.
Степень использования кирпича для мощения улиц недостаточно задокументирована.[Необходима дополнительная информация.] В 1902 году часть Мейн-стрит на Нантакете была вымощена стеклянным кирпичом, но на других улицах эта практика не применялась, возможно, из-за ее стоимости или более высокого уровня шума, создаваемого коваными копытами и металлом на кирпичные поверхности.
Тематические исследования Следующие тематические исследования содержат документацию, представленную участниками по выбранным темам, для которых они подготовили документацию. Необходимо больше примеров, чтобы понять материалы и образцы мощения в Новой Англии, а также идентифицировать те редкие сохранившиеся образцы мощения до двадцатого века.Если у вас есть документация, сообщите нам об этом, отправив заявку или отправив сообщение редактору.
Необходимо больше примеров, чтобы понять материалы и образцы мощения в Новой Англии, а также идентифицировать те редкие сохранившиеся образцы мощения до двадцатого века.Если у вас есть документация, сообщите нам об этом, отправив заявку или отправив сообщение редактору.
В 1830–1840-х годах, в разгар своего процветания, Нантакет приступил к постоянной программе мощения улиц и тротуаров в центре города. Большая часть мощения, уложенного в это время, а также некоторые из тех, что ему предшествовали, остается нетронутой до сих пор. До 1830 года некоторые тротуары и, возможно, участки улиц были вымощены владельцами примыкающих друг к другу домов.Существующее мощение косвенно упоминается в протоколах городского собрания 1830 года, когда часть Мейн-стрит было приказано вымостить от угла Фэйр-стрит до точки «в семи футах от стены Езекии Суэйна», где она должна была «присоединиться к бордюру улицы». Вывески на северной стороне…» (Nantucket General Accounts. 1826-1837, 16 сентября 1830 г., без номера страницы). О другом участке существующего мощения из плитняка можно судить по заказу камня, сделанному 13 декабря 1830 г. для мощения перед входом. Второго конгрегационалистского (унитарного) молитвенного дома.Пол Уэст заказал у капитана Тимоти Фицджеральда «дополнительное количество облицовочного камня того же типа, который вы ранее приносили для Южной башни». Камень должен был вымостить две отдельные области, одну 17 на 10 футов, другую 14 на 8 футов. Вполне вероятно, что этот камень предназначался для дополнения существующего мощения перед молитвенным домом. Приказ, возможно, был заменен в 1831 году более крупным приказом о единообразном ремонте всей территории, как это было нарисовано в более позднем приказе. [см. иллюстрацию Плиты выше] Площадь мощения до 1830 года в центре Нантакета не была полностью задокументирована.
1826-1837, 16 сентября 1830 г., без номера страницы). О другом участке существующего мощения из плитняка можно судить по заказу камня, сделанному 13 декабря 1830 г. для мощения перед входом. Второго конгрегационалистского (унитарного) молитвенного дома.Пол Уэст заказал у капитана Тимоти Фицджеральда «дополнительное количество облицовочного камня того же типа, который вы ранее приносили для Южной башни». Камень должен был вымостить две отдельные области, одну 17 на 10 футов, другую 14 на 8 футов. Вполне вероятно, что этот камень предназначался для дополнения существующего мощения перед молитвенным домом. Приказ, возможно, был заменен в 1831 году более крупным приказом о единообразном ремонте всей территории, как это было нарисовано в более позднем приказе. [см. иллюстрацию Плиты выше] Площадь мощения до 1830 года в центре Нантакета не была полностью задокументирована.
Толчок к более комплексному плану мощения возник в середине 1830-х годов из-за затрат и неудобств, связанных с содержанием городских песчаных улиц. В 1835 году комитет, назначенный избранниками для рассмотрения состояния улиц, сообщил:
В 1835 году комитет, назначенный избранниками для рассмотрения состояния улиц, сообщил:
Общеизвестно, что улицы в пределах Города, как правило, хуже, некоторые из них очень плохи, возможно, больше, чем в любом другом месте равного значения для населения, и Коммерческое значение хорошие дороги имеют первостепенное значение……. Комитет считает, что пришло время для города предпринять решительные и решительные шаги по улучшению улиц в компактной части города… .. что исправление, перевозка песка и временная система [так в оригинале] должны быть полностью прекращены… и что Теперь следует рекомендовать регулярный план постоянного улучшения путем выравнивания, бордюра и мощения улиц в соответствии с наиболее одобренным методом, используемым в настоящее время… (Nantucket General Accounts 1826-1937, 173-174.)
Кроме того, комитет рекомендовал городским властям разрешить получение займа в размере до 10 000 долларов США для начала работ.Внедрение началось в 1836 году, когда инспекторы автомобильных дорог потратили 7 108,12 доллара, которые сообщили, что были заасфальтированы следующие улицы:
.
- Гарднерс-стрит от Гидеона Фолгерса у главы улицы Свободы;
- Асфальтированная и бордюрная Саут-Уотер-стрит от Мейн-стрит до начала Нью-Норт-Уорф;
- Мощеная и бордюрная Перл-стрит [современная Индия-стрит] от ее начала на улице Свободы до дока;
- Мощеная и бордюрная Оранжевая улица от Мейн-стрит до Мартинс-лейн;
- Мощеная и бордюрная главная улица от Федерал-стрит до Уотерс-Эдж, начало улицы Стрейт [sic.] пристань;
- И в дополнение к вышеперечисленному замостили Концы различных Улиц, где они пересекаются с вышеназванными [так в оригинале]; в целях сохранения и содержания в порядке водоемов. (Общие счета Нантакета, 1826–1937, 191–192.)
Финансовая отчетность, прилагаемая к этому отчету, в первую очередь отражает объемный труд, необходимый для выполнения этой работы с использованием лошадей и людей в качестве основного источника движущей силы. Эти счета чередуются с недетализированными платежами физическим лицам. Некоторые из этих платежей содержат пометку «за груз камней»; однако небольшие расходы, которые сопровождают эти обозначения, позволяют предположить, что камни могли быть гравием или другим материалом для основания дороги. Платеж № 59 от 1836 года на сумму 41,44 доллара был произведен в октябре 1836 года компании T&N Fitzgerald — Тимоти и Натаниэлю Фицджеральдам, которые в 1833–1834 годах предоставили плиты и другой строительный камень Генри Коффину для строительства его дома и мощения его тротуара в 75 Мейн-стрит. Эта плата могла включать брусчатку.
Некоторые из этих платежей содержат пометку «за груз камней»; однако небольшие расходы, которые сопровождают эти обозначения, позволяют предположить, что камни могли быть гравием или другим материалом для основания дороги. Платеж № 59 от 1836 года на сумму 41,44 доллара был произведен в октябре 1836 года компании T&N Fitzgerald — Тимоти и Натаниэлю Фицджеральдам, которые в 1833–1834 годах предоставили плиты и другой строительный камень Генри Коффину для строительства его дома и мощения его тротуара в 75 Мейн-стрит. Эта плата могла включать брусчатку.
Тротуар и бордюр из сланца, установленные в 1833 и 1836 годах, так как они существовали ок. 1890 г., Мейн-стрит, 86, Нантакет, Массачусетс [Изображение предоставлено Исторической ассоциацией Нантакета — GPN4155]
г. После 1836 г. инспекторы автомобильных дорог сообщали о дополнительных мощеных улицах, простирающихся от центра города. 13 июля 1846 года ужасный пожар охватил тридцать три акра делового центра, уничтожив более трехсот зданий. Горожане, пережившие более ранние, менее разрушительные пожары, знали, что особую опасность представляют общинные каркасные дома, узкие улицы и большое количество запасенного китового жира.Реакция на Великий пожар 1846 года была быстрой. 16 июля 1846 года городские власти назначили комитет для разработки плана расширения Мейн-стрит, Жемчужной (ныне Индия) и Центральной улиц. План был составлен и утвержден 6 августа, а 14 августа начался первый отвод земли под расширение улицы. Существующие материалы для мощения, безусловно, были повторно использованы и дополнены новыми для покрытия площади Мейн-стрит; однако широкие гранитные бордюры («краевые камни») из темно-розового гранита, кажется, были установлены по всему периметру площади, чтобы создать более однородный вид того, что стало главным общественным пространством города.В том виде, в каком площадь и окружающие улицы сохранились сегодня, они сохранили подавляющее большинство своих мощений 1830-х и 1840-х годов, которые соответствуют аналогичным сооружениям на Док-сквер в Бостоне (до 1835 г.
Горожане, пережившие более ранние, менее разрушительные пожары, знали, что особую опасность представляют общинные каркасные дома, узкие улицы и большое количество запасенного китового жира.Реакция на Великий пожар 1846 года была быстрой. 16 июля 1846 года городские власти назначили комитет для разработки плана расширения Мейн-стрит, Жемчужной (ныне Индия) и Центральной улиц. План был составлен и утвержден 6 августа, а 14 августа начался первый отвод земли под расширение улицы. Существующие материалы для мощения, безусловно, были повторно использованы и дополнены новыми для покрытия площади Мейн-стрит; однако широкие гранитные бордюры («краевые камни») из темно-розового гранита, кажется, были установлены по всему периметру площади, чтобы создать более однородный вид того, что стало главным общественным пространством города.В том виде, в каком площадь и окружающие улицы сохранились сегодня, они сохранили подавляющее большинство своих мощений 1830-х и 1840-х годов, которые соответствуют аналогичным сооружениям на Док-сквер в Бостоне (до 1835 г. ) и Луисбург-сквер в Бостоне (ок. 1835-45 гг.) с мощеными улицами. , гранитные бордюры, пешеходные переходы, выложенные гранитными плитами, тротуары из кирпича. [см. Бостонское тематическое исследование ниже]
) и Луисбург-сквер в Бостоне (ок. 1835-45 гг.) с мощеными улицами. , гранитные бордюры, пешеходные переходы, выложенные гранитными плитами, тротуары из кирпича. [см. Бостонское тематическое исследование ниже]Площадь Мейн-Стрит, Нантакет, Массачусетс, 1916 год. Мощеные улицы и пешеходные переходы, вымощенные плиткой, были восстановлены в 1846 году после Великого пожара 1846 года, когда Мейн-стрит была расширена, чтобы образовать площадь Мейн-Стрит [Предоставлено Исторической ассоциацией Нантакета — F345.]
Большое количество раннего и оригинального дорожного покрытия, которое осталось в Нантакете, связано с несколькими факторами, уникальными для острова (Булыжник не собирает мох.) Коллапс экономики острова произошел стремительно в конце 1840-х годов, сразу после того, как сгорели участки центр города был перестроен. Между 1848 и 1870 годами местное население сократилось с 10 000 до 4 123 человек и продолжало падать до 2 800 человек в 1920 году. Без коммерческого и промышленного роста, наблюдаемого на материке, город оставался практически нетронутым до тех пор, пока туризм и дачники не превратились в основные элементы местной экономики в 1870–1890-е гг. Еще в 1875-1880 годах поступило частное предложение о бетонировании Главной улицы. Предложение было отклонено, и частный взнос был оплачен за подъем и повторную установку булыжников тем же методом, что и их первоначальная установка.
Еще в 1875-1880 годах поступило частное предложение о бетонировании Главной улицы. Предложение было отклонено, и частный взнос был оплачен за подъем и повторную установку булыжников тем же методом, что и их первоначальная установка. В начале двадцатого века город экспериментировал с асфальтированием и бетонированием улиц, хотя только в 1918 году запрет на автомобили был снят, и автомобили впервые появились на острове. Установка новых канализационных линий на Мейн-стрит в 1919 году и автомобильное движение привели к предложению вымостить Мэйн-стрит и Мейн-стрит-сквер бетоном.Дачники и Гражданская лига выступили против этого изменения и добились сохранения первоначального мощеного покрытия, собрав в частном порядке деньги на его ремонт. Дебаты продолжались и в 1920-е годы, когда из-за дополнительных водопроводных и канализационных сооружений мостовая из булыжника пришла в плохое состояние. Наконец, в 1931 году Фрэнк Гиффорд, президент водопроводной компании, попытался решить проблему, взяв на себя обязательство отремонтировать улицы традиционными методами после прокладки новых водопроводных линий. Антоне Ф. Сильвия, местный каменщик из компании John C. Ring Company, был обучен кладке булыжников и каменных плит, после чего он и другие, кого он обучал, поддерживали мощеные улицы до 1972 года, когда последний из его учеников умер, прежде чем он смог обучить преемника. . С 1970-х годов ремонт не соответствовал требованиям, в результате чего историческое дорожное покрытие пришло в еще большую негодность и снова оказалось под угрозой из-за реконструкции с использованием современных бетонных или асфальтовых оснований в соответствии с национальными стандартами дорожного строительства, которые не соответствуют историческому характеру или потребностям города. остров, и это коренным образом изменит их внешний вид и то, как они функционируют.На момент написания этой статьи в июне 2019 года будущее этих уникальных дорожных покрытий остается неопределенным.
Антоне Ф. Сильвия, местный каменщик из компании John C. Ring Company, был обучен кладке булыжников и каменных плит, после чего он и другие, кого он обучал, поддерживали мощеные улицы до 1972 года, когда последний из его учеников умер, прежде чем он смог обучить преемника. . С 1970-х годов ремонт не соответствовал требованиям, в результате чего историческое дорожное покрытие пришло в еще большую негодность и снова оказалось под угрозой из-за реконструкции с использованием современных бетонных или асфальтовых оснований в соответствии с национальными стандартами дорожного строительства, которые не соответствуют историческому характеру или потребностям города. остров, и это коренным образом изменит их внешний вид и то, как они функционируют.На момент написания этой статьи в июне 2019 года будущее этих уникальных дорожных покрытий остается неопределенным.
Будучи крупнейшим городом региона, Бостон также, вероятно, был первым городом с тротуаром на улицах и обладал крупнейшей в регионе сетью мощеных улиц в семнадцатом, восемнадцатом и девятнадцатом веках. Исторические фотографии и литографические виды показывают мощение, в значительной степени похожее на то, что видели в Нантакете, а именно мощеные улицы, чеканные гранитные бордюры, плитняковые и кирпичные тротуары до второй половины века, когда брусчатка ( брусчатка ) заменила булыжники в большинстве мест.Два из наиболее хорошо сохранившихся в городе примеров раннего мощения существуют на Бикон-Хилл на Луисбург-сквер и на Акорн-стрит, первый из которых был застроен в основном в середине 1830-1840-х годов как дорогое жилье для представителей высшего класса, а второй — в 1828 году. как более скромные домики на узком переулке.
Исторические фотографии и литографические виды показывают мощение, в значительной степени похожее на то, что видели в Нантакете, а именно мощеные улицы, чеканные гранитные бордюры, плитняковые и кирпичные тротуары до второй половины века, когда брусчатка ( брусчатка ) заменила булыжники в большинстве мест.Два из наиболее хорошо сохранившихся в городе примеров раннего мощения существуют на Бикон-Хилл на Луисбург-сквер и на Акорн-стрит, первый из которых был застроен в основном в середине 1830-1840-х годов как дорогое жилье для представителей высшего класса, а второй — в 1828 году. как более скромные домики на узком переулке.
Площадь Луисбурга:
Луисбург-сквер изначально была частью более крупного участка пастбищ площадью 18,5 акров, купленного в 1796 году у художника Джона Синглтона Копли (1738–1815) владельцами Маунт-Вернон.Первоначально задуманный как район солидных отдельно стоящих домов, Бикон-Хилл быстро превратился в плотно застроенный район внушительных кирпичных домов. К 1820-м годам застройка заполнила все южную и восточную части первоначального участка, оставив неосвоенной только землю, которая впоследствии стала площадью Луисбурга, которая тогда находилась во владении четырех владельцев Маунт-Вернон, а именно: Харрисон Грей Отис, Джонатан Мейсон, Бенджамин Джой и Уильям Салливан. К 1826 году четыре инвестора выложили и передали себе по отдельности двадцать восемь участков под рядные дома на восточной и западной сторонах узкого парка, окруженного двумя дорогами, и на Пинкни-стрит в северной части парка.Чтобы гарантировать, что этот район будет застроен прекрасными домами в соответствии с остальной частью Бикон-Хилл, документы на участки предусматривали, что на участках можно строить только дома из кирпича или камня, что покупатели участков будут нести расходы по строительству. сторонние стены с соседними владельцами собственности, и что каждому дому будет разрешена «арка» в подвале для обеспечения доступа к задним дворам, поскольку по плану не было предусмотрено никаких задних переулков.
К 1820-м годам застройка заполнила все южную и восточную части первоначального участка, оставив неосвоенной только землю, которая впоследствии стала площадью Луисбурга, которая тогда находилась во владении четырех владельцев Маунт-Вернон, а именно: Харрисон Грей Отис, Джонатан Мейсон, Бенджамин Джой и Уильям Салливан. К 1826 году четыре инвестора выложили и передали себе по отдельности двадцать восемь участков под рядные дома на восточной и западной сторонах узкого парка, окруженного двумя дорогами, и на Пинкни-стрит в северной части парка.Чтобы гарантировать, что этот район будет застроен прекрасными домами в соответствии с остальной частью Бикон-Хилл, документы на участки предусматривали, что на участках можно строить только дома из кирпича или камня, что покупатели участков будут нести расходы по строительству. сторонние стены с соседними владельцами собственности, и что каждому дому будет разрешена «арка» в подвале для обеспечения доступа к задним дворам, поскольку по плану не было предусмотрено никаких задних переулков.
Строительство домов началось только в 1834 году и было почти завершено к 1844 году, когда владельцы собственности заключили соглашение о создании «Владельцев Луисбург-сквер».Это соглашение подтверждало прежние ограничения на типы зданий, которые можно было построить, и предусматривало расширение центрального парка за счет добавления четырех футов с каждой стороны (восток и запад) и пяти футов с каждого конца (север и юг) перед ограждением. был установлен. В протоколах ежегодных собраний не указывается, когда были заасфальтированы улицы и тротуары. Кажется вероятным, что часть мощения была уложена в 1830-х годах, но ее планировка отражает изменения, внесенные в парк в середине 1840-х годов.
Хотя первоначальные инвесторы и владельцы Луисбург-сквер зафиксировали намерение передать улицы городу Бостону всякий раз, когда город захочет их принять, владельцы постоянно отказывались от такой передачи.Начиная с 1850-х годов, они начали периодически закрывать дорожное полотно на день, после чего они записывали уведомления о закрытии в Реестр актов вместе с подтверждением того, что закрытие не оспаривалось, чтобы защитить себя от каких-либо публичных требований о праве проезда со стороны общего пользования или неправомерного владения. Последнее предложение передать дорожное полотно городу Бостону было сделано на ежегодном собрании 1901 года. Предложение не было поддержано, и вопрос был решен без голосования.
Последнее предложение передать дорожное полотно городу Бостону было сделано на ежегодном собрании 1901 года. Предложение не было поддержано, и вопрос был решен без голосования.
Частная собственность на дорожное полотно и тротуары сохранила замечательный ассортимент ранних материалов для мощения. Пешеходные переходы на северном и южном концах площади выложены гранитной брусчаткой среднего размера, которая, возможно, была одной из первых крупногабаритных брусчаток, изготовленных в 1830-х годах до того, как меньшие размеры стали стандартом. Желоба верхней проезжей части (восток) вымощены булыжником, как и участки на северной и южной окраинах парка, а водосточные желоба нижней проезжей части (запад) вымощены крупногабаритной брусчаткой, как на пешеходных переходах.Полосы движения на восточной и западной дорогах были вымощены утрамбованной землей и гравием, которые летом сбрызгивали водой, чтобы уменьшить количество пыли, возникающей в результате движения транспорта. Гравийное дорожное полотно, вероятно, было покрыто асфальтом в 1920-х годах, когда владельцы сделали предложение, от которого город Бостон отказался использовать своих подрядчиков по укладке дорожного покрытия. Последующие ремонты и повторное мощение дорожного полотна частными подрядчиками зарегистрированы в 1925 и 1928 годах. Бордюрные камни как на верхней, так и на нижней проезжей части, а также на тротуаре, окружающем парк, имеют характерные следы резца из чеканного гранита и вырезанные буквы или римские цифры. «V» рядом с серединами многих бордюров, особенно на тротуаре с западной стороны площади.В некоторых домах на западной стороне площади также сохранились угольные желоба, обрамленные чеканным гранитом на передних тротуарах. Кирпичные тротуары, вероятно, являются оригинальной чертой, поскольку они видны на всех исторических фотографиях этого района.
Последующие ремонты и повторное мощение дорожного полотна частными подрядчиками зарегистрированы в 1925 и 1928 годах. Бордюрные камни как на верхней, так и на нижней проезжей части, а также на тротуаре, окружающем парк, имеют характерные следы резца из чеканного гранита и вырезанные буквы или римские цифры. «V» рядом с серединами многих бордюров, особенно на тротуаре с западной стороны площади.В некоторых домах на западной стороне площади также сохранились угольные желоба, обрамленные чеканным гранитом на передних тротуарах. Кирпичные тротуары, вероятно, являются оригинальной чертой, поскольку они видны на всех исторических фотографиях этого района.
Затраты на техническое обслуживание первоначального дорожного покрытия кажутся низкими по сравнению с другими расходами, понесенными собственниками. В 1844 году владельцы согласились установить железный забор вокруг парка по цене 150 долларов за дом.После этих крупных расходов владельцы собственности оценивали себя в 5 долларов в год в течение большинства лет, чтобы покрыть расходы на содержание парка, уборку улиц и тротуаров и мелкий ремонт. Эта цифра колебалась от 5 до 10 долларов в год в большинстве лет между 1865 и 1880 годами и 10 долларов в год в большинстве лет между 1880 и 1920 годами. Хотя обслуживание чугунного забора было постоянной тратой денег, относительно немного крупных расходов были понесены за дорогу и тротуары. В 1870-71 гг. специальная оценка в размере 35 долларов.00 взимался «для покрытия расходов, понесенных на ремонт и покраску забора, мощение желобов, гравия и т. д.». В 1877 году были предприняты изменения уровня грунта на нижней (западной) проезжей части общей стоимостью 200 долларов, предположительно для улучшения отвода дождевой воды. В 1877 г. вопрос о «поливке мостовых площади» был передан на комиссию. Неспособность Собственников получить разрешение на использование воды из коммунального водопровода для этой цели побудила их задуматься о бурении скважины на Площади для этой воды.Неясно, была ли когда-либо пробурена скважина, поскольку платежи в размере 150 долларов в год за орошение дорожного полотна водой фигурируют в протоколах ежегодных собраний после 1885 года и продолжали оставаться источником дискуссий по крайней мере до 1907 года, когда ежегодное собрание призвало комитет « изучить более постоянный метод уменьшения пыли на дорожном полотне».
Эта цифра колебалась от 5 до 10 долларов в год в большинстве лет между 1865 и 1880 годами и 10 долларов в год в большинстве лет между 1880 и 1920 годами. Хотя обслуживание чугунного забора было постоянной тратой денег, относительно немного крупных расходов были понесены за дорогу и тротуары. В 1870-71 гг. специальная оценка в размере 35 долларов.00 взимался «для покрытия расходов, понесенных на ремонт и покраску забора, мощение желобов, гравия и т. д.». В 1877 году были предприняты изменения уровня грунта на нижней (западной) проезжей части общей стоимостью 200 долларов, предположительно для улучшения отвода дождевой воды. В 1877 г. вопрос о «поливке мостовых площади» был передан на комиссию. Неспособность Собственников получить разрешение на использование воды из коммунального водопровода для этой цели побудила их задуматься о бурении скважины на Площади для этой воды.Неясно, была ли когда-либо пробурена скважина, поскольку платежи в размере 150 долларов в год за орошение дорожного полотна водой фигурируют в протоколах ежегодных собраний после 1885 года и продолжали оставаться источником дискуссий по крайней мере до 1907 года, когда ежегодное собрание призвало комитет « изучить более постоянный метод уменьшения пыли на дорожном полотне». Самый крупный зарегистрированный проект по содержанию дорог был осуществлен в 1898 году, когда Brookline Gas Co. перестроила дорожное полотно без затрат для владельцев, предположительно для устранения повреждений, нанесенных установкой или заменой подземных газовых труб.Подробные ваучеры (квитанции) и корреспонденция были в основном выброшены в 1911 году после того, как владельцы проголосовали за то, чтобы разрешить клерку выбрасывать такие записи, оставив только протоколы ежегодных собраний и сводные бухгалтерские книги, в которых описывается ремонт в целом.
Самый крупный зарегистрированный проект по содержанию дорог был осуществлен в 1898 году, когда Brookline Gas Co. перестроила дорожное полотно без затрат для владельцев, предположительно для устранения повреждений, нанесенных установкой или заменой подземных газовых труб.Подробные ваучеры (квитанции) и корреспонденция были в основном выброшены в 1911 году после того, как владельцы проголосовали за то, чтобы разрешить клерку выбрасывать такие записи, оставив только протоколы ежегодных собраний и сводные бухгалтерские книги, в которых описывается ремонт в целом.
Первоначальный тротуар в южной части Луисбург-сквер, Бостон, Массачусетс — пешеходный переход может быть частично вымощен ранними крупногабаритными плитами (1830-е годы), которые были прорезаны канавками для уменьшения скользкости их поверхностей.
Вид на северную оконечность Луисбургской площади ок.1890-1910 гг., демонстрирующая оригинальное мощение, состоящее из булыжного дорожного полотна, гранитных бордюров и гранитной брусчатки на пешеходных переходах. [Изображение предоставлено Исторической Новой Англией — код ссылки: PC001.02.01.USMA.0340.5390.001]
[Изображение предоставлено Исторической Новой Англией — код ссылки: PC001.02.01.USMA.0340.5390.001]
Текущий вид на северную часть площади Луисбурга с оригинальными тротуарами, бордюрами, пешеходными переходами и булыжниками.
Вырезанная буква «V», найденная в чеканных гранитных бордюрах (1830-е годы) на западной стороне Луисбург-сквер, Бостон, Массачусетс — назначение неизвестно [необходима информация]
Угольный желоб на западной стороне Луисбург-сквер, Бостон, Массачусетс – гранитные кромки имеют параллельные канавки от ручной чеканки
Желудь-стрит:
Расположенная в одном квартале к югу от площади Луисбург, улица Желудь была застроена в 1828 году скромными рядными кирпичными домами на южной стороне узкой улочки, выходящей на задние дворы, и флигелями более амбициозных рядных домов на горе.Вернон-стрит напротив площади Луисбург. Улица, вероятно, с самого начала была вымощена булыжником, а дополнительные детали, такие как гранитные желоба для отвода дождевой воды из водосточных желобов в желоб, соответствуют деталям, обнаруженным в сохранившемся мощении того же периода на Нантакете. На некоторых чеканных гранитных бордюрах есть клейма каменщиков или каменщиков, состоящие из вырезанных греческих крестов и буквы или римской цифры «V». Записи о мощении и обслуживании Acorn Street могут оставаться в финансовых отчетах города Бостона.
На некоторых чеканных гранитных бордюрах есть клейма каменщиков или каменщиков, состоящие из вырезанных греческих крестов и буквы или римской цифры «V». Записи о мощении и обслуживании Acorn Street могут оставаться в финансовых отчетах города Бостона.
Канал из гранита и вырез в бордюре (1828-1830-е гг.) для слива водосточной трубы — Акорн-стрит, Бостон, Массачусетс
Канал каменщиков и вырез в бордюрном камне (1828-30-е годы) для слива водосточной трубы — Акорн-стрит, Бостон, Массачусетс
Добытые гранитные блоки:
В другом месте Бостона мощение тротуаров в виде больших добытых в карьере гранитных блоков сохранилось перед зданиями середины девятнадцатого века в коммерческом районе и перед массивными гранитными складами, построенными вдоль набережной, такими как State Street Block (1857 г.). – 177-199 State Street) и Mercantile Wharf (1855 – Atlantic Avenue).Мощение этого типа, менее распространенное в жилых районах, использовалось для небольшого количества жилых домов, из которых особняки Тайера (1847 г. — улица Маунт-Вернон, 70-72) являются одними из самых примечательных своими большими размерами и дизайном архитектора Ричарда Апджона. .
— улица Маунт-Вернон, 70-72) являются одними из самых примечательных своими большими размерами и дизайном архитектора Ричарда Апджона. .
Добытая в карьере гранитная брусчатка с рифленой поверхностью (1847 г.), уложенная перед особняками Thayer Mansions на Маунт-Вернон-стрит, 70-72, Бостон, Массачусетс
Добытая в карьере гранитная брусчатка с рифлеными поверхностями, расположенными в виде елочки на Торговой пристани (1855 г.) по адресу 71-111 Атлантик-авеню, Бостон, Массачусетс
Практический пример: Кембридж, МассачусетсГораздо менее густонаселенный, чем его сосед Бостон, Кембридж медленнее мостил улицы и тротуары.В начале девятнадцатого века через город было проложено несколько магистралей, чтобы обеспечить прямые маршруты в Бостон и соседние города. В 1821 году эти дороги были описаны наблюдателем:
. ….. Рядом с Крейги [современная Кембридж-стрит] наиболее часто используется дорога через Кембридж-Порт [современная Массачусетс-авеню], но часть этой дороги мягкая и грязная после дождя, а в сухой сезон такая пыльная, что сделать путешествие очень неприятным. Магистраль Конкорд [современный Бродвей] покрыта песком и часто не ремонтируется… (Maycock & Sullivan, 38.)
Магистраль Конкорд [современный Бродвей] покрыта песком и часто не ремонтируется… (Maycock & Sullivan, 38.)
В тот же период школьный учитель Уильям Уэллс описывал Брэттл-стрит, которая с XVII века была главной дорогой на запад в Уотертаун, как «простую улочку без мостовой и тротуара, где большую часть года сплошная трясина, без каких-либо средств связи с внешним миром, кроме двухконного дилижанса два раза в день». (Мейкок и Салливан, 46-47.)
Ко второй половине девятнадцатого века пригородная застройка распространилась вдоль Брэттл-стрит за счет строительства крупных дорогих домов между широко расставленными загородными постройками, которые были построены на северной стороне улицы в предыдущем столетии.К 1880-м годам вдоль северной стороны улицы был построен дощатый настил, но новые жители сочли его недостаточным и предложили городу построить на его месте мощеный тротуар. Последовали оживленные дебаты, когда Совет старейшин предложил вымостить кирпичом, в то время как жители выразили сильное предпочтение плитняку и обеспокоенность по поводу потенциального ущерба, который может быть нанесен уличным деревьям в результате земляных работ, чтобы создать ровное основание для мощения. 23 апреля 1887 года мэр написал совету олдерменов, чтобы рассмотреть ситуацию и встать на сторону жителей, заявив: «По моему мнению, мостовая из каменной плиты Норт-Ривер шириной не менее пяти футов, два и один- толщиной в полдюйма, во всех отношениях делает тротуар лучше и желательнее, чем тротуар из кирпича.(Cambridge Chronicle, 30 апреля 1887 г.) Цена была важным фактором, так как каменные плиты стоили в два раза дороже, чем кирпичи. Абаттерс согласился оплатить стоимость каменных плит, но олдермены потребовали дополнительных гарантий того, что абаттеры заплатят дополнительную сумму за замену материала, если он изнашивается. Пытаясь указать на несправедливость этого требования, мэр предположил, что «если плитка прослужит двадцать лет (обычный срок жизни кирпичной дорожки), а затем ее нужно будет заменить, город, приказав выложить кирпичную дорожку, или маркировка разной ширины, шире или уже, чем первоначальная дорожка, могла бы переоценить прилегающие поместья.Такая дискриминация в отношении пометки несправедлива».
23 апреля 1887 года мэр написал совету олдерменов, чтобы рассмотреть ситуацию и встать на сторону жителей, заявив: «По моему мнению, мостовая из каменной плиты Норт-Ривер шириной не менее пяти футов, два и один- толщиной в полдюйма, во всех отношениях делает тротуар лучше и желательнее, чем тротуар из кирпича.(Cambridge Chronicle, 30 апреля 1887 г.) Цена была важным фактором, так как каменные плиты стоили в два раза дороже, чем кирпичи. Абаттерс согласился оплатить стоимость каменных плит, но олдермены потребовали дополнительных гарантий того, что абаттеры заплатят дополнительную сумму за замену материала, если он изнашивается. Пытаясь указать на несправедливость этого требования, мэр предположил, что «если плитка прослужит двадцать лет (обычный срок жизни кирпичной дорожки), а затем ее нужно будет заменить, город, приказав выложить кирпичную дорожку, или маркировка разной ширины, шире или уже, чем первоначальная дорожка, могла бы переоценить прилегающие поместья.Такая дискриминация в отношении пометки несправедлива». (Кембриджские хроники, 30 апреля 1887 г.)
(Кембриджские хроники, 30 апреля 1887 г.)
В конце концов, вдоль большей части улицы было уложено каменное покрытие с опорами, покрывающими стоимость голубого камня. В июле 1887 года была уложена брусчатка длиной 6 футов, толщиной от 3 до 3½ дюймов и шириной от 2 до 4½ футов, чтобы создать дорожку шириной шесть футов. 3 декабря 1887 года Кембриджская хроника отметила, что «пространство по обе стороны от каменных плит… было хорошо задерновано, что значительно улучшило внешний вид тротуара.” Несмотря на первоначальное предположение о том, что срок службы каменных плит может составлять двадцать лет, они остаются лежать на песке и почве до настоящего времени – 2019 год.
Практический пример: Нью-Бедфорд, Массачусетс В публичных записях отмечается прокладка и открытие «шоссе» на Норт-Уотер-стрит, восточной части Мидл-стрит и Северной Второй улице еще в 1788 году, но ничего не говорится о том, были ли они вымощены или просто усыпаны землей. В 1830 году Городское собрание установило границы улиц и дорог, установив гранитные памятники на уровне земли в центрах перекрестков для обозначения границ.В то же время город опубликовал список всех принятых улиц и даты, когда они были приняты в государственную собственность. Шестьдесят списков зафиксировали различные участки тридцати одной улицы, принятые между 1769 и 1830 годами, но не упоминали дорожное покрытие или тротуары. В 1832 году город начал строить пожарные резервуары (предположительно своды под улицами в плотно застроенных частях города) и установил первые тротуары с плитами. В 1838 году «короткий участок улицы Саут-Уотер был заасфальтирован в качестве эксперимента по проверке метода улучшения шоссе.Он прошел успешно и был одобрен горожанами». Мощение продолжалось до 1839 года, хотя материалы, использованные для мощения, не упоминались. Отчет о местных записях:
В 1830 году Городское собрание установило границы улиц и дорог, установив гранитные памятники на уровне земли в центрах перекрестков для обозначения границ.В то же время город опубликовал список всех принятых улиц и даты, когда они были приняты в государственную собственность. Шестьдесят списков зафиксировали различные участки тридцати одной улицы, принятые между 1769 и 1830 годами, но не упоминали дорожное покрытие или тротуары. В 1832 году город начал строить пожарные резервуары (предположительно своды под улицами в плотно застроенных частях города) и установил первые тротуары с плитами. В 1838 году «короткий участок улицы Саут-Уотер был заасфальтирован в качестве эксперимента по проверке метода улучшения шоссе.Он прошел успешно и был одобрен горожанами». Мощение продолжалось до 1839 года, хотя материалы, использованные для мощения, не упоминались. Отчет о местных записях:
Возможно, первое упоминание о щебне, используемом в городе, находится здесь, когда Бридж-сквер, образованная продолжением Фронт-стрит, была покрыта щебнем, а стоимость, включая бордюры и переходы, составляла 1107 долларов.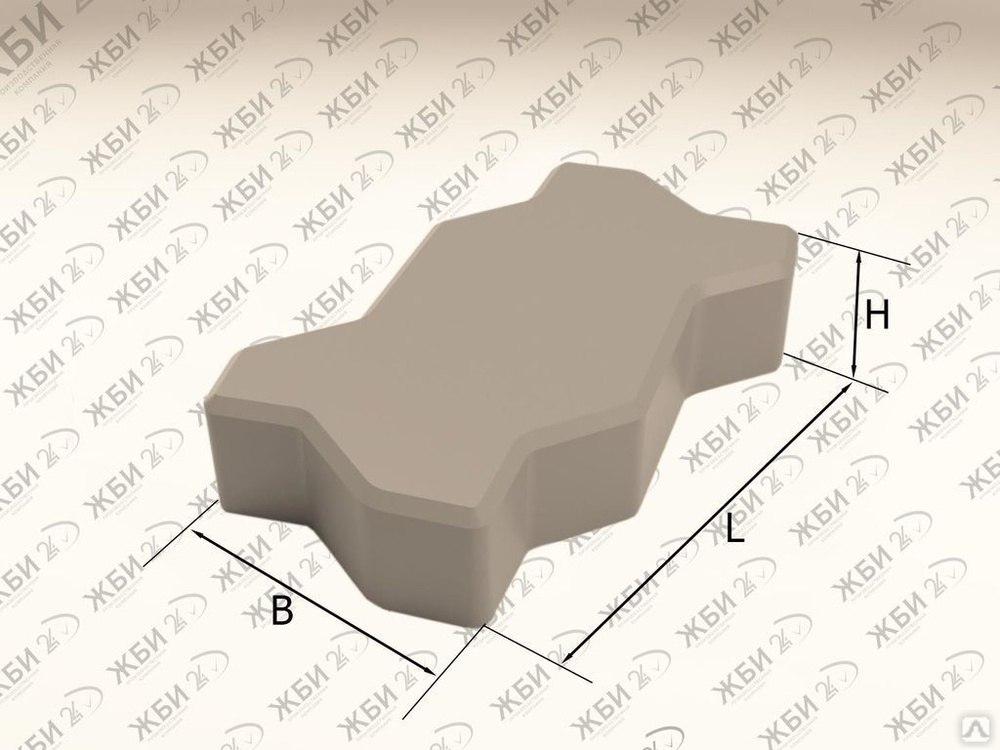 (Whaling City: веб-сайт Нью-Бедфорда.)
(Whaling City: веб-сайт Нью-Бедфорда.)
Более внимательное изучение городского собрания и городских записей, вероятно, даст более подробную информацию о материалах для мощения и последовательности их использования, а также об их источниках.
Коннектикутские (?) плиты из сланца, установленные на кованых ступенях из розового гранита в Доме собраний друзей (1822 г.) на Спринг-стрит, 83, Нью-Бедфорд, Массачусетс
Авторы:Хиллари Рэйпорт Хеджес
Чарльз Салливан
Брайан Пфайффер, историк архитектуры
июнь 2019 г.
Источники:
Брейли, Артур В. История гранитной промышленности в Новой Англии. Бостон: опубликовано Национальной ассоциацией гранитной промышленности США, 1913 г. Том 1. https://archive.org/details/historygranitei01braygoog/page/n12
Дейл, Т. Нельсон. Коммерческие граниты Новой Англии. Вашингтон: Правительственная типография, 1923 г. https://pubs.usgs.gov/bul/0738/report.pdf
https://pubs.usgs.gov/bul/0738/report.pdf
де Польд, Ганс. Бумный город Кворривилля. Историческое общество Болтона, 2001 г. http://www.boltoncthistory.org/quarryville.html
Гарвин, Джеймс. История строительства Северной Новой Англии. Ганновер, Нью-Хэмпшир: University Press of New England, 2001.
Гудман, Фиби. Садовые площади Бостона. Ганновер, Нью-Хэмпшир: University Press of New England, 2003.
Гуди, «В.Б.» Дуг. ACK in Ashes: Великий пожар в Нантакете 1846 года. 2016: Опубликовано автором.
Ингрэм, Генри Балч. Великая индустрия голубого камня. Ежемесячник популярной науки, т.45, июль 1894 г. 353-357. https://en.wikisource.org/wiki/Popular_Science_Monthly/Volume_45/July_1894/The_Great_Bluestone_Industry
Кэй, Клиффорд А. «Геология и ранняя история Бостона, штат Массачусетс, двухсотлетний подход». Бюллетень геологической службы 1476. Геологическая служба США. Типография правительства США, 1976 г. https://pubs.usgs.gov/bul/1476/report.pdf
https://pubs.usgs.gov/bul/1476/report.pdf
Мэйкок, Сьюзан и Салливан, Чарльз. Строительство Старого Кембриджа: Архитектура и развитие. Кембридж, Массачусетс: MIT Press, 2016.
Пипер, Ричард. Гранитные улицы и тротуары Нижнего Манхэттена. Бюллетень APT, 50: 2–3, 2019. 5–13.
Уайтхилл, Уолтер Мьюир. Топографическая история Бостона . Кембридж, Массачусетс: Belknap Press, 1968.
.Город Нантакет. Канцелярия городского писаря. Городские записи: 1826–1837 гг .; 1829-1834 гг.; 1834-1838 гг.; и 1838-1840 гг. (рукопись).
Путешествие по Америке: Джон Джосселин, документ AJ-107. http://www.americanjourneys.org/aj-107/summary/
Обзор исторических зданий Америки. Дом Исаака Ройалла, Медфорд, Массачусетс. https://www.loc.gov/pictures/item/ma0489/
Тротуары из голубого камня. Производитель и строитель, апрель 1890 г. 80-81. https://babel.hathitrust.org/cgi/pt?id=coo.31924080795275&view=1up&seq=87&size=125
Muddy River Musings: Долгая история деревянных тротуаров в Бруклине. , 28 августа 2018 г. http://brooklinehistory.blogspot.com/2018/08/the-long-history-of-wooden-sidewalks-in.html
, 28 августа 2018 г. http://brooklinehistory.blogspot.com/2018/08/the-long-history-of-wooden-sidewalks-in.html
Служба национальных парков: Номинация Национального реестра исторических мест — Офис компании Fitch Bluestone — https://www.nps.gov/nr/feature/places/pdfs/16000256.pdf.
Номинация Национального реестра исторических мест исторического района Провинстауна, Провинстаун, Массачусетс. http://mhc-macris.net/Details.aspx?MhcId=PRO.A
Надежная промышленность в Болтоне XIX века. История Коннектикута.org, 2019. https://connecticuthistory.org/rock-solid-industry-in-19th- Century-bolton/
«Вид на старое здание на углу Энн-стрит, Бостон, Массачусетс». Милтон, Уильям Х., владелец. Симпсон, Джон К., младший, владелец. Литография Пендлтона, литограф. 1835 [Boston Athenaeum, телефонный номер A B64B6 Sh.ol.1835]
Китобойный город: Нью-Бедфорд — Хронология истории Нью-Бедфорда по годам. http://www.whalingcity.net/new_bedford_local_history_1779_1799.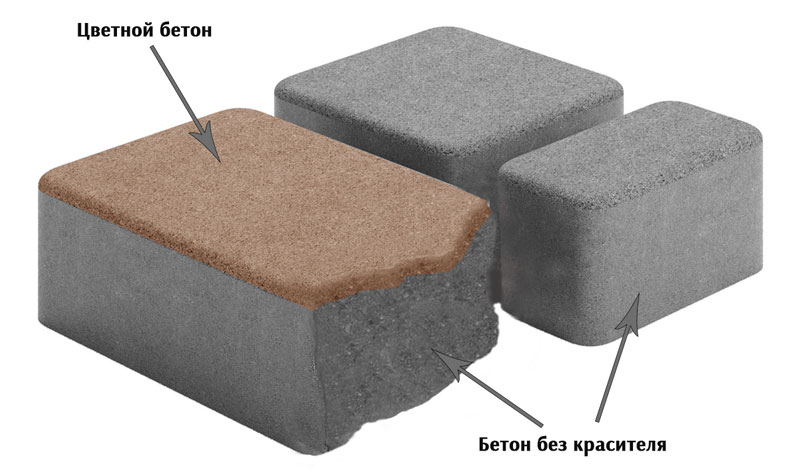 html
html
Википедия: Джон Синглтон Копли.https://en.wikipedia.org/wiki/John_Singleton_Copley
Википедия: Фитц Генри Лейн. https://en.wikipedia.org/wiki/Фитц_Генри_Лейн
Википедия: Блок Стейт-Стрит. https://en.wikipedia.org/wiki/State_Street_Block_(Бостон)
Википедия: Дом Тремонта. https://en.wikipedia.org/wiki/Tremont_House_(Бостон)
Википедия: Таможня США, Портленд, Мэн. https://en.wikipedia.org/wiki/United_States_Custom_House_(Портленд,_Мэн)
Тротуарная плитка вибропрессованная: Брусчатка и прочее, Чем лучше виброплитки, ГОСТ и производство плитки, как выбрать и технология укладки
Технологии изготовления фигурных элементов мощения разные.При этом вибропрессованная тротуарная плитка считается особо популярным продуктом среди строителей. Из материала этой статьи вы узнаете, что это такое, что это такое, из чего и как делается. Кроме того, мы рассмотрим нюансы ее выбора и укладки.
ИзображениеИзображениеИзображениеЧто это?
Плитка тротуарная вибропрессованная — вид бетонного покрытия, применяемого при обустройстве тротуаров, площадей и дорог.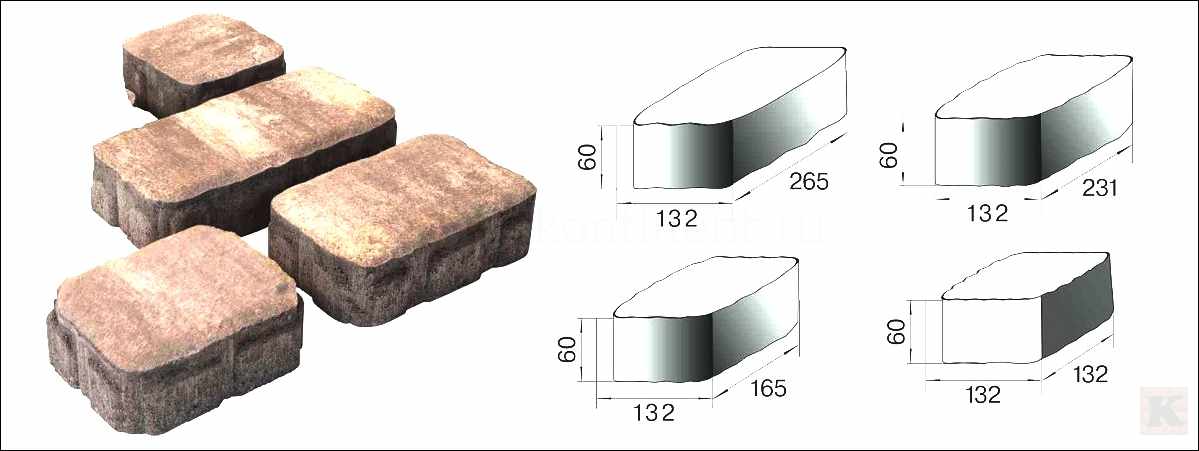 Строительный материал с отличными эксплуатационными характеристиками .Он максимально устойчив к температурным колебаниям, повышенной влажности.
Строительный материал с отличными эксплуатационными характеристиками .Он максимально устойчив к температурным колебаниям, повышенной влажности.
Прессованная плитка рассчитана на значительные общие и местные нагрузки . Производится с помощью вибропресса, этот процесс полностью автоматизирован. Это регламентируется ГОСТ 17608-2017 («Плиты тротуарные бетонные»).
ImageImageImageТехнология вибропрессования предполагает использование меньшего количества воды, чем при производстве обычного бетона.
Такой материал считается универсальным. Термостойкий, легко ложится на песчаную подушку, образует плотное и ровное покрытие . Плитка используется для оформления дорожек. Внешне он напоминает кирпичную кладку. Не выделяет токсичных веществ, экологически чистый.
В зависимости от разновидности выдерживает нагрузку до 15 тонн на 1 кв.м . Не разрушается под действием кислот, отличается сильным сжатием используемых пород. Отличается высокими эстетическими характеристиками. Может иметь различную форму, что дает возможность использовать разные схемы укладки при устройстве проезжей части.
Отличается высокими эстетическими характеристиками. Может иметь различную форму, что дает возможность использовать разные схемы укладки при устройстве проезжей части.
Подходит для мощения любых участков дорог. Не трескается на морозе, имеет широкую цветовую палитру. Он может иметь разные размеры, разную фактуру, предполагает долгий срок службы. Прекрасно украшает ландшафт, подходит для обустройства территорий возле зданий разных архитектурных стилей.
Технические характеристики материала следующие:
- истираемость — 0,21 г/кв.см;
- прочность — М-300 — М-500; морозостойкость
- — F 300; Водопроницаемость
- — W6.
Водоцементное отношение составляет 0,55. Благодаря размерной стабильности материал удобен в работе.
ИзображениеИзображениеИзображениеПосле укладки возможно заполнение швов обычным дешевым песком (не кварцевым). Его не смоет дождь и не развеет ветер.
Что используется для изготовления?
При производстве вибропрессованной тротуарной плитки используют цемент, заполнители, воду, модифицирующие добавки.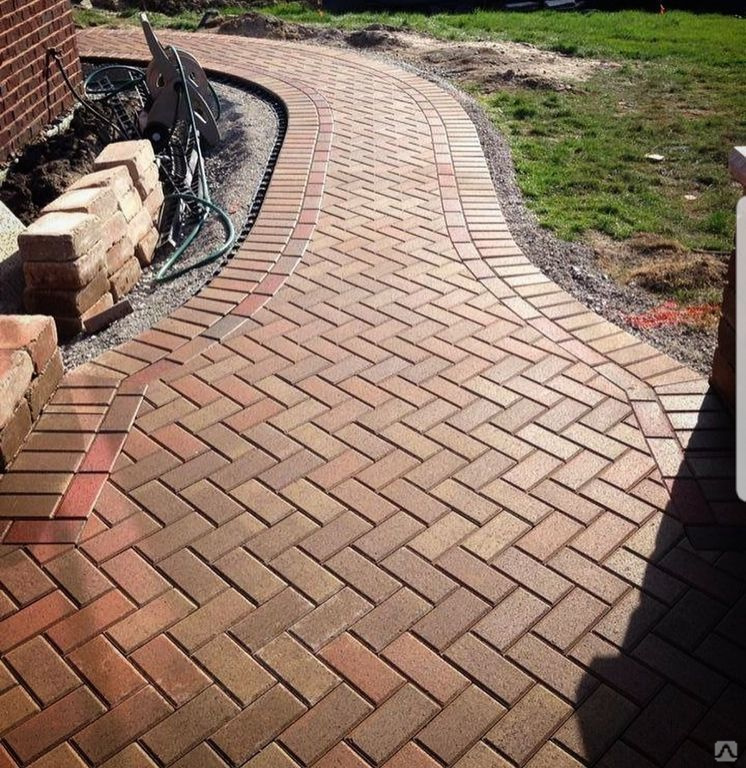 Основные ингредиенты смеси – песок, щебень, цемент, вода, пигменты. Каждый компонент придает раствору определенные свойства .
Основные ингредиенты смеси – песок, щебень, цемент, вода, пигменты. Каждый компонент придает раствору определенные свойства .
- Цемент является вяжущим. Его цвет может быть традиционным серым, белым. Белый цемент используется для производства плитки яркого чистого цвета. Цемент нужен для прочности и влагостойкости модулей.
- Используемый щебень придает плитке прочность на сжатие и увеличивает ее долговечность. Кроме того, он снижает ползучесть, усадку и расход цемента.
- Песок отвечает за пластичность смеси.Он предотвращает растрескивание бетона и отвечает за гладкость поверхности.
- Пигменты позволяют разнообразить оттенки рабочего раствора. Благодаря им можно выкладывать цветные дорожки разных оттенков, как однотонные, так и узорчатые.
Технология производства
Дозирование, смешивание, прессование смеси осуществляется автоматизированным способом. Благодаря такой системе производства выше и качество окрашивания смеси. В производстве используются формы и полусухая смесь бетона .
В производстве используются формы и полусухая смесь бетона .
Изделия формируются с помощью матрицы и пуансона, действием вибропресса. Этот процесс очень сложен и дорог, но считается лучшим способом производства брусчатки. Само производство напоминает вибролитье, но при автоматизации появляется возможность поставить производство бетона на поток.
Процесс выглядит так:
- оборудование дозирующее состав бетонной смеси в заданных пропорциях;
- перемешивание смеси до состояния однородности;
- оборудование для заполнения фигурных форм полусухим материалом;
- после этого модули прессуют станком под действием статических и динамических нагрузок;
- выполнять расформовку уплотненных заготовок.
Готовые модули после демонтажа хранятся на поддонах в обычных складских помещениях. Иногда строительные материалы хранятся на открытом воздухе . Использование автоматики вертикального давления обеспечивает одинаковую толщину модулей и одинаковую плотность.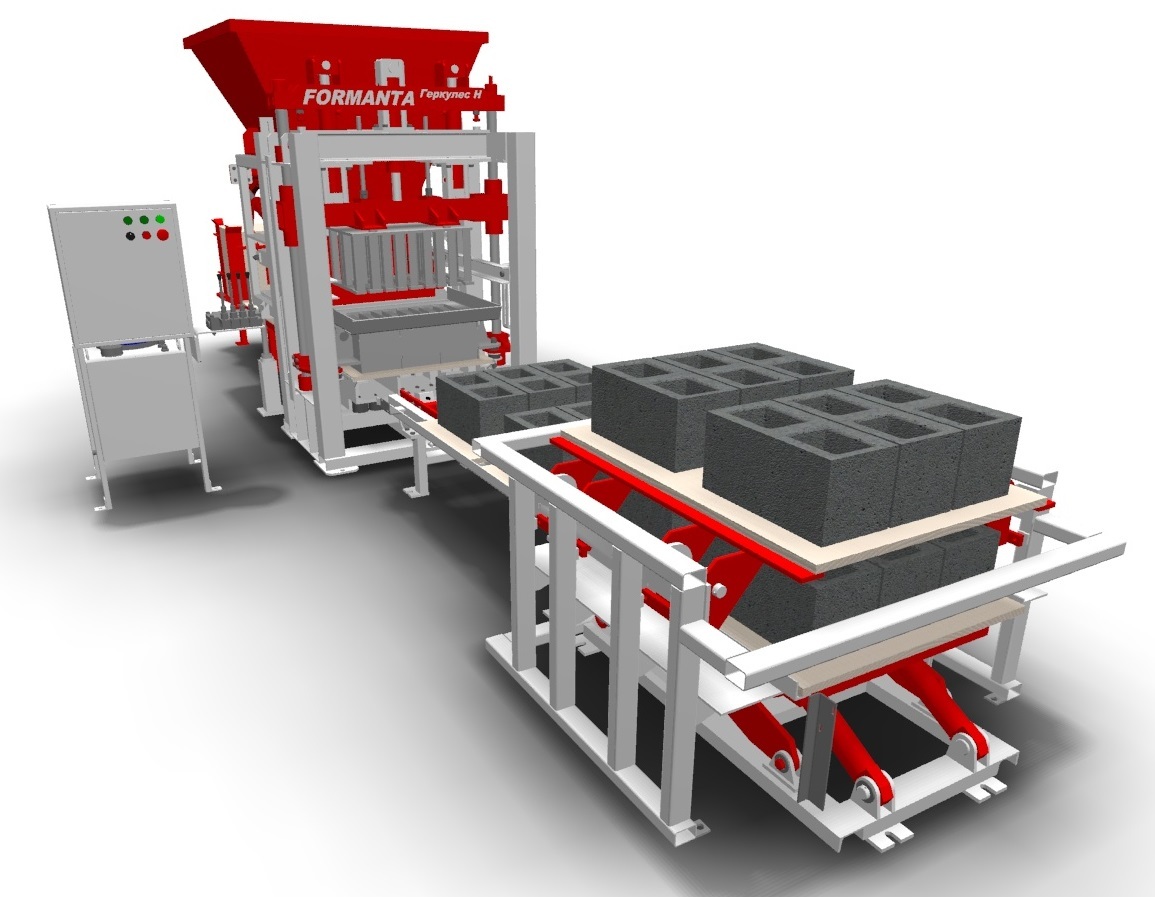 Автоматизация процесса упрощает распалубку, позволяет производить не только типовую однослойную, но и двухслойную плитку. При использовании станка повышаются прочностные характеристики модулей и готовой отделки.
Автоматизация процесса упрощает распалубку, позволяет производить не только типовую однослойную, но и двухслойную плитку. При использовании станка повышаются прочностные характеристики модулей и готовой отделки.
Поточное производство имеет явные преимущества перед другими технологиями изготовления брусчатки . Такой способ изготовления с вибрацией и одновременным прессованием смеси позволяет добиться однородного продукта.
Плитку можно гиперпрессовать. При этом пуансон давит на раствор внутри матрицы. В результате получаются плиты особой прочности и минимальной водопроницаемости . К сожалению, обработать их практически невозможно.
ИзображениеИзображениеИзображениеВвиду этого при выборе схемы отделки приходится отдавать предпочтение самым простым вариантам.
Сравнение с вибролитой плиткой
Основное отличие заключается в принципе формирования модулей. Литые прутки формируются под собственным весом. Вибропрессованное прессованием . Вибропрессованная тротуарная плитка опережает литую по многим параметрам, кроме стоимости. Его морозостойкость, прочность, срок службы, стойкость к истиранию выше в 2 раза.
Вибропрессованное прессованием . Вибропрессованная тротуарная плитка опережает литую по многим параметрам, кроме стоимости. Его морозостойкость, прочность, срок службы, стойкость к истиранию выше в 2 раза.
Может устанавливаться при строительстве дорог для легковых автомобилей . Оно более долговечно и практично, чем вибролитье. Его плотность заметно выше, чем у литья и вибролитья. Однако процесс его производства является более сложным и трудоемким. Он устойчив к атмосферным воздействиям и солнечному свету.
Различие между материалами заключается в типе поверхности . Вибропрессованная плитка имеет шероховатую структуру. В результате это обеспечивает повышенную безопасность пешеходов в условиях дождя и гололеда.Однако вибролитая плитка стоит дешевле. Поверхность вибросорта гладкая и скользкая, поэтому производители часто делают ее фактурной.
Image Кроме того, вибролитая плитка легко режется и быстро выцветает. Производится с использованием жидкого рабочего раствора. После испарения лишней влаги в конструкции остаются пустоты, чего нет у вибропрессованного аналога.
Производится с использованием жидкого рабочего раствора. После испарения лишней влаги в конструкции остаются пустоты, чего нет у вибропрессованного аналога.
Структура плитки, созданная по технологии вибропрессования, мелкопористая .Вода не может проникнуть в него. Литой материал пропускает дождевую воду, а в случае сильного мороза лед может сломать модуль изнутри, снизив его прочностные характеристики.
ImageImageКак показывает практика, уложенное сжатое дорожное полотно требует ремонта не менее чем через 25 лет с заменой порядка 20-30% модулей. Вибролитая плитка через 5-10 лет потребует ремонта. И около 70-80% напольного покрытия придется заменить.
Литейные плитки не всегда имеют идеальную геометрию и одинаковую толщину. От этого страдает прочность покрытия . Благодаря автоматизированному методу производства получают прутки точных форм и размеров. Однако по разнообразию форм вибролитая разновидность более разнообразна.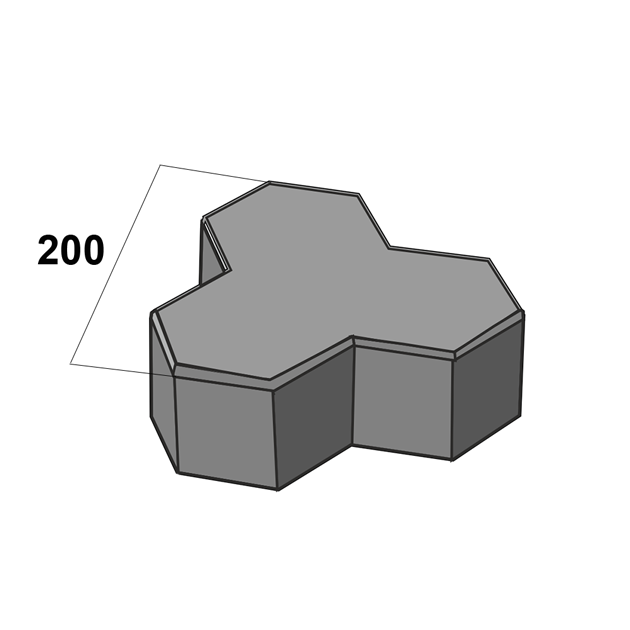
Разница между материалами видна и в структуре . Вибролитой материал имеет заметную неоднородность слоев. Это может привести к тому, что поверхностное полотно будет отслаиваться от основания. Вибропрессованная плитка лишена этого недостатка.У нее уникальная фактура и благородный вид, но ее тона не такие яркие.
ИзображениеИзображениеЧто происходит?
Плитка тротуарная вибропрессованная различается по цвету, размеру, форме, фактуре, количеству слоев. Его цветовые решения разнообразны: покупатель может приобрести модули серого, песочного, красного, черного цвета. Кроме того, в продаже есть материал коричневого, терракотового, зеленого, белого, болотного оттенков .
ImageImageПо фактуре материал бывает условно гладким, шероховатым и фактурным.Среди прочих вариантов в продаже есть модули тактильного типа. Формы прессованных модулей могут быть квадратными, прямоугольными, ромбовидными, шестигранными.
Размеры брусчатки также различаются. В продаже есть изделия с параметрами 300х300х60, 500х500х50, 100х200х60, 100х200х50 мм . Популярным материалом являются модули толщиной 20, 40, 60, 80 мм.
В продаже есть изделия с параметрами 300х300х60, 500х500х50, 100х200х60, 100х200х50 мм . Популярным материалом являются модули толщиной 20, 40, 60, 80 мм.
Вес материала также различается: квадратный модуль 40х40 см весит 21 кг. Камень размером 500х500 мм весит 38 кг при толщине камня 70 мм и 34 кг при толщине 60 мм.Вес брусчатки 200х200х60 мм 5,3 кг (1 шт). Кирпич с параметрами 200х100х60 мм весит 2,6 кг .
ИзображениеНюансы выбора
Вибропрессованная плитка – один из лучших материалов для отмостки любой территории. Однако для того, чтобы он прослужил долго, при закупке сырья необходимо учитывать ряд нюансов.
О качестве модулей свидетельствует их внешний вид . Если при визуальном осмотре на обратной стороне плашки заметны редкие ямки круглой или овальной формы (диаметром 2-6 мм, глубиной 1-2 мм), это свидетельствует о нарушении технологии производства строительного материала. .Или это плитка, изготовленная методом вибролитья.
Эксплуатационные свойства этого материала неизвестны. Чтобы не сомневаться в выборе, необходимо попросить у продавца сертификат соответствия или паспорт на товар . Качественный материал имеет всю необходимую документацию.
ImageImageПоэтому срок его службы исчисляется десятилетиями. В среднем такое покрытие служит до 30 лет.
Сертификат должен содержать номер протокола и дату сертификационных испытаний. При отсутствии этих данных качество материала не подтверждается, как и технология его изготовления и состав .
Если товар качественный, то толщину определяют с учетом вида загрузки . Модули толщиной 3-4 см используют для обустройства садовых и пешеходных дорожек, террас, отмостки возле дома. Когда строительный материал нужен для укладки участков с ограниченным движением легкового автотранспорта, выбирают плиты толщиной 4, 5-6, 5 см.
Плитка толщиной 7 см используется для мощения участков с интенсивным движением . Однако толщина – не самый важный показатель. Морозостойкость имеет значение. Если класс морозостойкости комплектующих не соответствует зимней температуре конкретного региона, от покупки следует отказаться. При низкой морозостойкости плитка начинает трескаться и крошиться через несколько лет с момента укладки.
Однако толщина – не самый важный показатель. Морозостойкость имеет значение. Если класс морозостойкости комплектующих не соответствует зимней температуре конкретного региона, от покупки следует отказаться. При низкой морозостойкости плитка начинает трескаться и крошиться через несколько лет с момента укладки.
Опытные подрядчики предпочитают закупать материал у заводов, которые строго контролируют качество продукции.При этом они отмечают, что хороший материал стоит не слишком дешево: зачастую дешевая плитка изготавливается с использованием некачественных красителей и цемента .
Важен критерий прижатия слоев. Двухслойная плитка представляет собой модуль с черновым базовым слоем и вторым декоративным слоем.
ImageОснование элемента из диабаза или гранитного щебня. Верхний слой устойчив к ударам и износу.
Однослойная плитка хоть и прочная, но не такая прочная. Кроме того, он не обладает такими декоративными свойствами, как двухслойный. Для оценки качества двухслойного модуля необходимо положить его конец в поддон и налить на дно (2-3 см) воды .Если через 5 минут уровень подъема больше половины кирпича , это означает низкое качество.
Для оценки качества двухслойного модуля необходимо положить его конец в поддон и налить на дно (2-3 см) воды .Если через 5 минут уровень подъема больше половины кирпича , это означает низкое качество.
Заочно выбрать хорошую плитку невозможно: необходимо осмотреть внешний вид стройматериала . На его поверхности не должно быть явных дефектов (трещин, скоплений зернистости, неровностей). Можно взять 2 модуля и слегка ударить друг друга: звенящий звук свидетельствует о хорошем качестве изделия.
Вам нужно взять пигментированную плитку из одной партии . Чтобы не покупать ненужный материал, перед укладкой выполняются расчеты. Однако материал тоже не берется впритык: необходим минимальный запас.
ИзображениеВарианты оформления
Схемы укладки вибропрессованной тротуарной плитки могут быть различными. Они зависят от формы используемого материала; это может быть классическая однотонная панель или покрытие с неординарным рисунком. При этом укладка может быть традиционной или со сдвигом .
При этом укладка может быть традиционной или со сдвигом .
ImageImageНапример, плитка может быть уложена по принципу диагональной елочки: материалом одного цвета или двух (трех) контрастных. Те же кирпичные модули можно укладывать зубцами, формируя из них волнообразные ряды.
Поверхность, выложенная методом обычной облицовки «кирпич со сдвигом», выглядит красиво . Если при монтаже отделки чередовать материал одинаковой формы, но разных тонов, получится покрытие с диагональными рядами.
ИзображениеПри выборе того или иного варианта укладки можно использовать те же схемы, что и при укладке напольной (настенной) плитки . Это может быть чередование перпендикулярно расположенных элементов, поворот плитки по принципу спирали. Некоторые мастера могут создавать полотна с эффектом объема из обычных геометрических брусков.
Благодаря одинаковым размерам блоки плитки можно поворачивать и сдвигать по желанию.

Обзор технологии производства сборных железобетонных покрытий | Сайед
Абдуалла, Х., Джейлан Х., Ким С., Тейлор П. К., Гопалакришнан К. и Кристен К. (2018). Гидравлическая система обогрева тротуаров с использованием сборного железобетона для применения в аэропортах. В материалах Международной конференции по транспорту и развитию 2, 16–24. https://doi.org/10.1061/9780784481554.003
Альвехайда, Н. М., и Рассел, Б. В. (2018). Анализ методом конечных элементов и нагрузочные испытания полномасштабного сборного предварительно напряженного бетонного покрытия переменной толщины на гранулированном основании.Журнал PCI, 63 (4), 54–61.
Андерсон, К.В., Пирс, Л.М., и Ульмейер, Дж.С. (2007). URETEK Stitch-In-Time ® Мост от гравийного озера до реки Пуяллап. Департамент транспорта Вашингтона, Вашингтон.
Аштиани, Р. С., и Харо, Г. Де. (2014). Определение характеристик сборных железобетонных плит, используемых для ремонта жестких покрытий. Департамент транспорта Техаса, Техас.
Барнетт, Г. Д. (1980). Проезжая часть из предварительно напряженного бетона. Патент США №4 191 490.
Блай, П.Г., Придди, Л.П., Джексон, С.Дж., и Мейсон, К.С. (2013). Оценка сборных панелей для ремонта аэродромного покрытия. Фаза 1: Оптимизация системы и построение тестовой секции. Инженер Центра исследований и разработок Виксбурга, г-жа Лаборатория геотехники и конструкций, Инженерный корпус армии США. https://doi.org/10.21236/ADA582186
Брабстон, В. Н. (1984). Конструкция сборных плит для ремонта повреждений от бомб. Экспериментальная станция инженерных водных путей армии США, США.
Бух, Н. (2007). Полевые испытания систем сборных железобетонных панелей для ремонта дорожного покрытия на всю глубину. Федеральное управление автомобильных дорог, США.
Булл, Дж. В. (1986). Аналитическое решение для проектирования сборных железобетонных покрытий. Международный журнал численных и аналитических методов в геомеханике, 10 (2), 115–123. https://doi.org/10. 1002/nag.1610100202
1002/nag.1610100202
Булл, Дж. В. (1991). Сборные железобетонные опоры. Сборные железобетонные опоры. Бостон, Массачусетс: Спрингер.https://doi.org/10.1007/978-1-4615-2644-5
Бернхэм, Т. Р. (2007). Панели дорожного покрытия из сборного железобетона на магистральном шоссе 62 в Миннесоте — Отчет об эффективности за первый год. Департамент транспорта Миннесоты, США.
Кейбл, Н.Д., Маккалоу, Б.Ф., и Бернс, Н.Х. (1985). Новые концепции в предварительно напряженном бетонном покрытии. Протокол транспортных исследований.
Чен, Ю. С., Мюррелл, С. Д., и Ларрасабаль, Э. (2004). Испытание покрытия из сборного железобетона (ПК) на рулежной дорожке DD в аэропорту Лагуардия.В материалах специальной конференции по аэродромным покрытиям 2003 г. (стр. 447–482). https://doi.org/10.1061/40711(141)30
Чен Ю. и Чанг Л. М. (2015). Мощение будущего – сборное предварительно напряженное бетонное покрытие (PPCP). Журнал научного сотрудничества в области гражданского строительства и архитектуры, 1 (1), 7–12.
Дейгл, JP (1974). Блокировка сборных железобетонных плит. USP 3,842,562.
ДеВитт, Г.Л. (2006). Сборные бетонные панели для мощения: опыт Министерства транспорта Колорадо, регион 4, 2000–2006 гг.Денвер. Департамент транспорта Колорадо, США.
Энрикес, М.М., Пабуна, Л.М.Ф., и Савали, Ф.К.А. (2013). Применимость сборного железобетона для предлагаемой реконструкции EDSA. Технологический институт Мапуа, Манила, Филиппины.
Форт Миллер. (н. д.). https://www.super-slab.com/.
Консультанты Фугро. (2012). Заключительный отчет Предлагаемый процесс проектирования сборных железобетонных покрытий Сакраменто, Калифорния.Департамент транспорта Калифорнии.
Гауделли, Э. Н., и Шеплер, Э. Э. (1987). Устройство и процедура для формирования предварительно формованных взаимосвязанных цементных плит. USP 4660344.
Гопаларатнам, В.С., Донахью, Дж., Дэвис, Б., и Дейли, К. (2006). Сборные предварительно напряженные панели для быстрого ремонта дорожного покрытия на всю глубину. В материалах Конгресса и выставки структур (стр. 155). 2006 г. https://doi.org/10.1061/40889(201)155
В материалах Конгресса и выставки структур (стр. 155). 2006 г. https://doi.org/10.1061/40889(201)155
Грин, М.Л. (1983).Переносная дорога. Патент США № 4,376,596.
Халфен. (2003). Сборные подъемные и крепежные системы. Получено с http://downloads.halfen.com/catalogues/uk/media/catalogues/liftingsystems/ Threaded_lifting_systems-uk.pdf
Хара, К., Такуя, И., Мацуно, С., и Нисидзава, Т. (1997). Долгосрочные характеристики предварительно напряженных бетонных покрытий в Японии. В материалах конференции Purdue по бетону. Индиана, США.
Hargett, ER (1986). Полевое исследование характеристик и стоимости композитного покрытия, состоящего из предварительно напряженных бетонных панелей, соединенных между собой и покрытых асфальтобетоном.Запись по дорожным исследованиям № 239, Совет по дорожным исследованиям, 137–149.
Клункер, Ф. (1981). Состояние и развитие строительства взлетно-посадочных полос из предварительно напряженного бетона в европейских аэропортах. В материалах 2-й Международной конференции по проектированию бетонных покрытий. Университет Пердью, Уэст-Лафайет, Индиана.
В материалах 2-й Международной конференции по проектированию бетонных покрытий. Университет Пердью, Уэст-Лафайет, Индиана.
Колер, Э., Смит, П.Дж., Харви, Дж., и Пайл, Т. (2007). Сборные железобетонные покрытия и результаты испытаний на ускоренную транспортную нагрузку. В материалах Международной конференции по оптимизации бетонных смесей для дорожного покрытия и ускоренному строительству и ремонту бетонных покрытий (стр.263–281).
Кумакура М., Кондо С., Кай К., Абэ Ю. и Сато Р. (1994). Разработка метода предварительного напряжения стыков сборных предварительно напряженных железобетонных плит дорожного покрытия. В материалах Международного симпозиума по бетонным дорогам (стр. 83–88).
Лейн, Б., и Казмеровский, Т. (2007). Краткосрочные результаты инновационного ремонта сборных железобетонных плит на шоссе 427, Торонто. На ежегодной конференции Транспортной ассоциации Канады. Саскатун.
Ларрард, Ф., Седран, Т., и Балай, Ж.-М. (2013). Съемные городские тротуары: инновационная, устойчивая технология. Международный журнал дорожного строительства, 14 (1), 1–11. https://doi.org/10.1080/10298436.2011.634912
Международный журнал дорожного строительства, 14 (1), 1–11. https://doi.org/10.1080/10298436.2011.634912
Ли, Х. Дж. (2004). Сборная цементобетонная плита для дорожного покрытия. Патент США № 6,688,808 B2.
Ли, Дж., Чжан, Ю., Лю, Г., и Пэн, X. (2017). Подготовка и оценка эффективности инновационного водопроницаемого бетонного покрытия. Строительство и строительные материалы, 138, 479–485.https://doi.org/10.1016/j.conbuildmat.2017.01.137
Мерритт, Д.К., Маккалоу, Б.Ф., и Бернс, Н.Х. (2002). Строительство и предварительный мониторинг сборного предварительно напряженного бетонного покрытия в Джорджтауне, штат Техас. Отчет № FHWA A/TX-03-1517-01-IMP-1 (Том 7). Получено с http://ctr.utexas.edu/wp-content/uploads/pubs/5_1517_1.pdf
Мерритт, Д.К., Маккалоу, Б.Ф., и Бернс, Н.Х. (2005). Проектирование-строительство сборного предварительно напряженного бетонного покрытия для межштатной автомагистрали 10, Эль-Монте, Калифорния.Журнал PCI, 50 (2), 18–27. https://doi. org/10.15554/pcij.03012005.18.27
org/10.15554/pcij.03012005.18.27
Мерритт, Д.К., Мирон, А.Дж., Роджерс, Р.Б., и Расмуссен, Р.О. (2007). Строительство демонстрационного проекта подъездной плиты моста из предварительно напряженного железобетона к мосту на шоссе 60 в штате Айова. Департамент транспорта штата Айова, США.
Мерритт, Д.К., Роджерс, Р., и Расмуссен, Р. (2008). Строительство демонстрационного проекта покрытия из предварительно напряженного железобетона на межштатной автомагистрали 57 недалеко от Сикестона, штат Миссури.Министерство транспорта США. Вашингтон.
Мерритт, Д., Маккалоу, Б., и Бернс, Н. (2001). Возможность использования сборных железобетонных панелей для ускорения строительства бетонных покрытий из портландцемента. Протокол транспортных исследований, 1761 (1), 3–9. https://doi.org/10.3141/1761-01
Мейер, А. Х., Маккалоу, Б. Ф., и Фаулер, Д. В. (1981). Полимербетон для сборного ремонта непрерывно армированного бетонного покрытия на IH 30, рядом с горой Плезант. Департамент транспорта Техаса, США.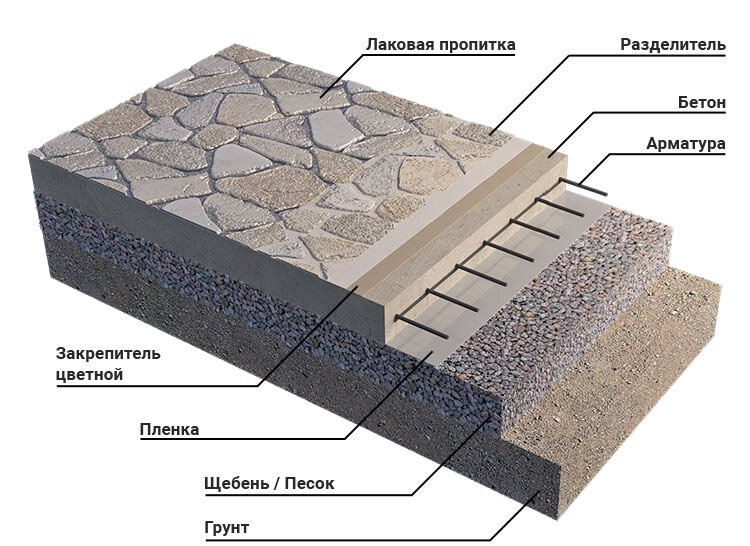
Нантунг, Т., Фирманджа, Дж., Суварто, Э., и Хидаят, Х.М. (2010). Проектирование и строительство дорожного покрытия из сборного предварительно напряженного бетона в Индонезии. На 89-м ежегодном собрании Совета по транспортным исследованиям.
Нурджаман, Х., Файзал, Л., Суарьяна, Н., и Харианджа, Б. (2017). Проектирование, разработка и применение системы сборного и предварительно напряженного бетона для жесткого покрытия в Индонезии. В материалах 3-й Международной конференции по строительству и строительству.Американский институт физики. https://doi.org/10.1063/1.5011510
Олидис, К., Свон, Д. Дж., и Саид, А. (2010). Отчет о обзоре литературы по сборным плитам: Ремонт жестких аэродромных покрытий с использованием сборных железобетонных панелей — современный обзор. Исследовательская лаборатория ВВС. https://doi.org/10.21236/ADA546971
Пак, С. Б., Ким, У. С., Чон, Ю., Сонг, Джей Джей, и Ли, С. Ю. (2015). Разработка и работа подвижного интеллектуального вертикального соединителя в модульной плите проезжей части. Scientia Iranica, 22 (6), 2118–2125.
Scientia Iranica, 22 (6), 2118–2125.
Priddy, LP (2015). Оценка сборных железобетонных панелей на портландцементе для ремонта аэродромных покрытий. Лаборатория геотехники и конструкций. Инженерный корпус армии США.
Priddy, LP, Bly, PG, & Flintsch, GW (2013). Обзор технологий сборных железобетонных панелей из портландцемента для использования в целесообразном ремонте аэродромных покрытий из бетона из портландцемента. Отчет о транспортных исследованиях: Журнал Совета по транспортным исследованиям, 1–20.
Цюй, Б., Венг, X.-z., Чжан, Дж., Мэй, Дж.-дж., Го, Т.-х., Ли, Р.-ф., и Ан, С.-х. . (2017). Анализ способности к прогибу и передаче нагрузки сборного железобетонного покрытия аэропорта. Строительство и строительные материалы, 157, 449–458. https://doi.org/10.1016/j.conbuildmat.2017.09.124
Рао, К., Садасивам, С., Литтлтон, П., Ульман, Г., и Маллела, Дж. (2012). Замена бетонного покрытия I-66 штата Вирджиния с использованием систем сборного железобетона.Получено с http://trid. trb.org/view.aspx?id=1143806
trb.org/view.aspx?id=1143806
Риз Р.В. и Кич С.В. (1992). Способ и изделие изготовления съемного покрытия для размещения подземных коммуникаций. Патент США № 5,098,218.
Роллингс, Р. С., и Чоу, Ю. Т. (1981). Сборные железобетонные покрытия. Инженерный корпус армии США. https://doi.org/10.21236/ADA108802
Строительная компания «Роман Стоун». (н. д.). https://www.romanstoneco.com/
Сапожников Н.и Роллингс, Р. (2007). Советские сборно-разборные конструкции для аэродромов. В материалах Всемирной конференции FAA по передаче технологий аэропортов 2007 г. (стр. 11). Атлантик Сити.
Сато, К., Фукуте, Т., и Инукай, Х. (1981). Некоторые новые методы строительства аэропортовых покрытий из предварительно напряженного бетона. На 2-й Международной конференции по дизайну бетонных покрытий (стр. 149–159). Университет Пердью, Западный Лафайет.
Шарма, А.К. (1990). Экспериментальное восстановление шовного бетонного покрытия на портландцементе.В Proceedings of Transportation Research Record 1272 (стр. 27–34).
27–34).
Шекхар А., Кумаравел В.К., Клеркс С., Де Вит С., Венугопал П., Нараян Н., Земан М. (2018). Сбор солнечной энергии проезжей части — производительность установленной инфраструктуры интегрированной фотоэлектрической велосипедной дорожки. IEEE Journal of Photovoltaics, 8(4), 1066–1073. https://doi.org/10.1109/JPHOTOV.2018.2820998
Симонсен, Дж. Э. (1971). Отчет о ходе работ Ремонт стыка бетонного покрытия с сборной плитой.
Смит, П.Дж. (2003). Способ формирования, установки и система крепления предварительно изготовленной тротуарной плиты к подстилающему основанию и предварительно изготовленной тротуарной плите, сформированной таким образом. Патент США № 6,607,329 B2.
Смит, П., и Снайдер, МБ (2016). Руководство по сборному железобетонному покрытию. Национальная ассоциация сборного железобетона.
Сайед, А., и Сонапроте, Р. (2019). Разработка и ранние эксплуатационные характеристики инновационного покрытия из предварительно напряженного сборного железобетона. Журнал строительной инженерии и управления, 146 (2), 1–9.https://doi.org/10.1061/(ASCE)CO.1943-7862.0001741
Журнал строительной инженерии и управления, 146 (2), 1–9.https://doi.org/10.1061/(ASCE)CO.1943-7862.0001741
Сайед, А., и Сонпароте, Р. С. (2017). Анализ предварительно напряженного железобетонного покрытия. Материалы сегодня: Слушания, 4 (9), 9713–9717. https://doi.org/10.1016/j.matpr.2017.06.253
Сайед, А., и Сонпароте, Р. С. (н. д.). Разработка самоподдерживающейся портативной системы предварительного натяжения панелей перекрытий. В материалах достижений в области строительных технологий и управления. ВНИТ, Нагпур, 21–23 января 2016 г.
Тауфик, К., и Армагани, Дж. (2016). Ускоренная замена плит с использованием временных сборных панелей и самоуплотняющегося бетона. Департамент транспорта Флориды, США.
Таябджи, С. (2001). Обновление технологии предварительно напряженного бетонного покрытия. В материалах 7-й Международной конференции по бетонным покрытиям. США, Флорида, Орландо, 9–13 сентября 2001 г.
Таябджи, С. (2010). Настольное сканирование технологии сборных железобетонных покрытий. Получено с http://www.precastconcretepavement.org/TechnologyPresentations/ PPCP65%20Desk%20Scan%20(PCPS)%20(26 ноября 2010 г.).pdf
Получено с http://www.precastconcretepavement.org/TechnologyPresentations/ PPCP65%20Desk%20Scan%20(PCPS)%20(26 ноября 2010 г.).pdf
Таябджи, С. (2014). Инновации, производительность и передовой опыт в области сборных железобетонных покрытий. В материалах 12-го Международного симпозиума по бетонным дорогам. Чехия, Прага.
Таябджи, С., Бух, Н., и Е, Д. (2011). Производительность сборных железобетонных покрытий. Конгресс Института транспорта и развития, 2011 г. https://doi.org/10.1061/41167(398)86
Таябджи, С., Бух, Н., и Колер, Э. (2008). Сборные железобетонные покрытия – современные технологии и направления будущего. В материалах 9-й Международной конференции по бетонным покрытиям. Сан-Франциско. Получено с https://trid.trb.org/view.aspx?id=1263154
.Таябджи, С., Дэн, Ю., и Нирадж, Б. (2013). Технология изготовления сборных железобетонных покрытий. SHRP 2, Министерство транспорта США, Вашингтон, США.
Таябджи, С., и Бринк, В. (2015). Сборные железобетонные опорные системы для дорожного покрытия. Техническое описание FHWA. https://doi.org/10.13140/RG.2.1.2238.3441
Техническое описание FHWA. https://doi.org/10.13140/RG.2.1.2238.3441
Трэшер. (н. д.). https://www.gothrasher.com/commercial/pavement-lifting-стабилизация/
Цудзи, Т. (1996). Совместная конструкция для соединения сборных железобетонных плит дорожного покрытия. Патент США № 5,586,834.
Тайсон, С., и Таябджи, С. (2009). Сборное предварительно напряженное железобетонное покрытие для реконструкции и восстановления существующих покрытий. Техническое описание FHWA, 8.
Улислам, А.(2014). Тротуарная плитка с выдвижными дюбелями. Патент США № 8,911,173 B2.
Уретек. (н. д.). http://uretekusa.com
Вайткус А., Гражулите Ю., Клейзене Р., Воробьевас В. и Шернас О. (2019). Бетонные модульные покрытия – типы, проблемы и проблемы. Балтийский журнал дорожного и мостового строительства, 14 (1), 80–103. https://doi.org/10.7250/bjrbe.2019-14.434
Вайткус, А., Клейзене, Р., Воробьев, В., и Чигас, Д. (2019). Влияние класса прочности смеси и размеров плиты на конструкционные характеристики сборного железобетона. Балтийский журнал дорожного и мостового строительства, 14 (3), 443–471. https://doi.org/10.7250/bjrbe.2019-14.452
Балтийский журнал дорожного и мостового строительства, 14 (3), 443–471. https://doi.org/10.7250/bjrbe.2019-14.452
Уайт, Д. Дж., Веннапуса, П., и Чжан. (2016). Улучшение слоев фундамента для бетонных покрытий Реабилитация объединенного бетонного покрытия с помощью сборного железобетонного покрытия – Калифорнийское полевое исследование I-15.
Йи, А.А. (2006). Система сборных железобетонных плит и способ ее изготовления. Патент США № 7,134,805 B2.
Йоман, Р. К. (1957). Способ укладки сборных плит.Патент США № 2780150.
Создан на века и быстро устанавливается
Автор Adam Brodal, P.E.
Фотографии предоставлены Roman Stone Construction Co.
Федеральное управление автомобильных дорог США и Группа технологий и внедрения AASHTO продвигают системы дорожных покрытий из сборного железобетона (PCPS) в рамках своей программы «Шоссе для жизни». PCPS хорошо соответствуют целям программы, которые заключаются в продвижении методов строительства, которые уменьшают заторы на дорогах, сокращают продолжительность проекта, повышают безопасность и производят долговечный ремонт.
О сборных бетонных дорожных покрытиях
PCPS представляют собой долгосрочные ремонтные работы по ремонту дорожного покрытия, которые лучше всего подходят для районов с интенсивным движением, где перекрытие полос движения во время строительства сопряжено с высокими затратами. Все PCPS включают методы производства сборных железобетонных изделий, транспортировки и обеспечения надлежащего прилегания панели к земляному полотну. Существуют как соединенные, так и не соединенные плиты, а также предварительно напряженные и ненапряженные системы.
Самым большим преимуществом PCPS является их способность выполнять поставленные муниципалитетами задачи по уменьшению трафика.Смягчение последствий дорожного движения — это способность уменьшить стресс и неэффективность, вызванные заторами и задержками на дорогах, с которыми сталкивается общественность во время строительства дорог. Сборный железобетон решает проблемы снижения дорожного движения по трем направлениям. Во-первых, общее время на выполнение проекта сведено к минимуму, поскольку большую часть работы можно выполнить за пределами площадки, на предприятии сборщика сборных железобетонных изделий. Во-вторых, время, когда полоса не обслуживается, можно запланировать на часы непиковой нагрузки, поскольку строительные работы могут вестись ночью, а отремонтированный участок может быть открыт для движения в утренний час пик.Наконец, строительная площадь сведена к минимуму. PCPS требуют перекрытия только одной полосы на двухполосных дорогах, включая обочину. Когда полос больше, а внутренняя полоса нуждается в ремонте, внутреннюю полосу и соседнюю полосу необходимо закрыть для безопасного размещения оборудования и рабочих. В любом случае движение транспорта может продолжаться, пока идет ремонт.
Во-первых, общее время на выполнение проекта сведено к минимуму, поскольку большую часть работы можно выполнить за пределами площадки, на предприятии сборщика сборных железобетонных изделий. Во-вторых, время, когда полоса не обслуживается, можно запланировать на часы непиковой нагрузки, поскольку строительные работы могут вестись ночью, а отремонтированный участок может быть открыт для движения в утренний час пик.Наконец, строительная площадь сведена к минимуму. PCPS требуют перекрытия только одной полосы на двухполосных дорогах, включая обочину. Когда полос больше, а внутренняя полоса нуждается в ремонте, внутреннюю полосу и соседнюю полосу необходимо закрыть для безопасного размещения оборудования и рабочих. В любом случае движение транспорта может продолжаться, пока идет ремонт.
Вторым по величине преимуществом использования PCPS является проверенная долговечность сборного железобетона. PCPS рассчитаны на длительный срок службы по тем же критериям, что и новые бетонные конструкции, уплотняемые катками, ожидаемый срок службы которых превышает 50 лет. Точность и качество материала зависят от контролируемых заводом условий производства сборных железобетонных изделий. Внутренний контроль качества и тестирование гарантируют высокое качество продукции. Кроме того, качество продукта достигается за счет государственного контроля процесса сборного железобетона и полевых испытаний установленного продукта. PCPS дополнительно проверяется путем прохождения предварительной квалификации со стороны государственного агентства, как правило, с полевыми испытаниями на дворе завода по производству сборных железобетонных изделий.
Точность и качество материала зависят от контролируемых заводом условий производства сборных железобетонных изделий. Внутренний контроль качества и тестирование гарантируют высокое качество продукции. Кроме того, качество продукта достигается за счет государственного контроля процесса сборного железобетона и полевых испытаний установленного продукта. PCPS дополнительно проверяется путем прохождения предварительной квалификации со стороны государственного агентства, как правило, с полевыми испытаниями на дворе завода по производству сборных железобетонных изделий.
Подробный обзор
В большинстве составных PCPS для поддержки, выравнивания или поднятия плит используются такие вещества, как заливка цементным раствором или впрыскивание полиуретана.Типичная панель имеет двойной мат из стальной арматуры с эпоксидным покрытием. Типичные размеры составляют 12 футов (3,7 м) в ширину и от 8 футов (2,4 м) до 12 футов в длину. Панели могут быть изготовлены длиной до 20 футов (6,1 м) или даже длиннее.
Процесс строительства начинается с вырезания существующей ремонтной площадки дорожного покрытия. Подрядчику обычно предоставляется распиленный шаблон для точной компоновки.
Затем строительная бригада убирает поврежденное дорожное покрытие, чтобы установить ремонтную плиту. В некоторых проектах PCPS земляное полотно подготавливается и выравнивается таким образом, чтобы плита ровно лежала на уровне грунта с помощью специального цементного раствора.В других конструкциях существующий грунт земляного полотна остается нетронутым, а плита изначально располагается на 1 дюйм (25 мм) ниже уровня земли, а для поднятия плиты до уровня используется специальная пена. Отремонтированный участок может быть открыт для движения через 15 минут.
В некоторых конструкциях PCPS установлены устройства переключения нагрузки. LTD представляют собой дюбельные механические соединения между плитами и необходимы в сборных покрытиях с соединениями. Время, отведенное до установки LTD, определяется муниципалитетом и обычно зависит от интенсивности движения. Как правило, муниципалитет требует, чтобы LTD были установлены на следующий рабочий день.
Как правило, муниципалитет требует, чтобы LTD были установлены на следующий рабочий день.
Например, в методе модернизации дюбелей DOT штата Нью-Йорк требуется, чтобы многодисковая пила разрезала четыре соединения на каждой колесной дорожке. Ребра, созданные распилом в каждом соединении, выбиваются домкратом, а паз очищается. 1,5 дюйма. Стальной стержень с эпоксидным покрытием (LTD) диаметром (38 мм) со стульями и расширительными колпачками помещается в каждый паз и заливается цементным раствором для плотной посадки.
Литье полиуретана
Roman Stone Construction Co.использует запатентованную процедуру впрыска полиуретана для своей римской дорожной системы. Эта система позволяет укладывать плиты и устанавливать их для выравнивания за одну смену. При использовании впрыска полиуретана практически не требуется подготовка основания. Плита доставляется на площадку с просверленными на заводе отверстиями для ввода полиуретана.
Полиуретан представляет собой двухкомпонентный полимер, который затвердевает за считанные секунды и достигает рабочей прочности через 15 минут. Этот материал любит сжатие; чем больше давление, необходимое для подъема плиты, тем выше будет конечная прочность полимера на сжатие.В дорожных проектах обычно используется смесь высокой плотности 6 фунтов/дюйм3 (0,2 кг/см3). Полимер устойчив к атмосферным воздействиям, холоду и дождю, экологически инертен. По мере расширения смесь обычно растекается на 3 фута (1 м) в диаметре, заполняя пустоты и вытесняя воду из-под дорожного покрытия.
Этот материал любит сжатие; чем больше давление, необходимое для подъема плиты, тем выше будет конечная прочность полимера на сжатие.В дорожных проектах обычно используется смесь высокой плотности 6 фунтов/дюйм3 (0,2 кг/см3). Полимер устойчив к атмосферным воздействиям, холоду и дождю, экологически инертен. По мере расширения смесь обычно растекается на 3 фута (1 м) в диаметре, заполняя пустоты и вытесняя воду из-под дорожного покрытия.
Спецификации торгов
Торги могут быть препятствием для PCPS из-за использования различных, нетрадиционных методов ремонта. У подрядчика, получающего заявки на PCPS, могут быть элементы, не связанные с работой сборщика сборных железобетонных изделий, которые влияют на стоимость, например, распиловка швов или сложные требования к сортировке.Например, NYSDOT отслеживает цены PCPS с помощью незаметной статьи оплаты. Этот пункт включает в себя бетонную плиту и доставку. Не все позиции, необходимые для PCPS, включены в статью оплаты, и разные системы имеют разные обязательные позиции. Это может затруднить сравнение затрат и сделать торги запутанными.
Это может затруднить сравнение затрат и сделать торги запутанными.
Например, во время торгов мы столкнулись со вторым препятствием. В нашей юрисдикции штат склонен использовать метод модернизации дюбелей NYSDOT для швов дорожного покрытия.Этот метод был камнем преткновения, потому что распиловка большого количества соединений обходится дорого. В проекте со 100 плитами может быть 2000 стыков, и каждый стык необходимо вырезать группой пильных полотен. В настоящее время разрабатываются несколько новых методов соединения, направленных на снижение затрат. Один из методов, который изучается с помощью PNA Construction Technologies, заключается в разработке системы крепления пластиной и дюбелем, в отличие от системы круглого дюбеля, с целью поддержания низкого внутреннего напряжения плиты.
PCPS быстро набирают популярность в нескольких штатах благодаря их успеху в ряде приложений.Поскольку Федеральное управление автомобильных дорог и AASHTO обратили свое внимание на PCPS, можно ожидать, что сборный железобетон станет основным средством ремонта дорожного покрытия.
Адам Бродал, PE, главный инженер Roman Stone Construction Co. Он имеет 10-летний опыт работы в сборном железобетоне и в качестве инженера-консультанта. Получив образование и подготовку в Миннесоте, Бродал работает в компании Roman Stone с января 2010 года. Компания Roman Stone снабжает территорию Нью-Йорка сборными железобетонными дорожными плитами, трубопроводами, подземными коммуникационными коробками и дорожными барьерами на территории Нью-Йорка (см.нояб.-дек. 2010).
Боковая панель: примеры проектов
Шоссе Санрайз
Шоссе Санрайз (Маршрут 27) — главная скоростная автомагистраль вдоль южного берега Лонг-Айленда, Нью-Йорк. Это главная артерия, по которой можно добраться до мест летнего отдыха в Хэмптоне. Roman Stone вместе с Ahern Contractors установили римскую дорожную систему на Sunrise Highway, чтобы исправить неисправные стыки. Строительство дороги велось за 12 дней. Всего на трассе 27 в Вестгемптоне между съездами 62 и 63 было установлено 35 плит, общий объем бетона составил более 78 ярдов3 (60 м3). Места ремонта были изолированы и разбросаны по проезжей части на расстоянии четырех миль (6,4 км). Плиты были заменены на обеих полосах движения как на восточном, так и на западном дорогах. У Ахерна было отведено шестичасовое рабочее окно каждый день, и он смог успешно установить от шести до семи деталей за смену с помощью всего одной бригады.
Места ремонта были изолированы и разбросаны по проезжей части на расстоянии четырех миль (6,4 км). Плиты были заменены на обеих полосах движения как на восточном, так и на западном дорогах. У Ахерна было отведено шестичасовое рабочее окно каждый день, и он смог успешно установить от шести до семи деталей за смену с помощью всего одной бригады.
Метод, используемый в настоящее время для проверки эксплуатационных характеристик дорожных одежд, представляет собой испытание на дефлектометр падающего груза (FWD). Этот тест измеряет способность сустава передавать нагрузку. LTD, использованный на Sunrise Highway, представлял собой метод модернизации дюбелей NYSDOT.Панели в этом проекте были испытаны дважды, и плиты показали себя хорошо. Была достигнута цель эффективности передачи нагрузки на уровне 85% или выше.
Скоростная автомагистраль Лонг-Айленда
Роман Стоун начал масштабный проект по скоростной автомагистрали Лонг-Айленда. LIE является основой инфраструктуры для более чем 5 миллионов жителей Лонг-Айленда и простирается на 70 миль (113 км) от Манхэттена до Риверхеда. Среднесуточная пропускная способность ремонтируемого участка составляет около 200 000 автомобилей в сутки.
Среднесуточная пропускная способность ремонтируемого участка составляет около 200 000 автомобилей в сутки.
Первоначально эта работа была разработана для высокопрочного монолитного бетона. Однако этот проект характеризовался особыми временными ограничениями, и инженеры NYDOT, принимая во внимание более плотное рабочее окно, решили, что сборный железобетон будет лучшим вариантом.
Ремонт начнется с алмазной шлифовки существующего верхнего слоя асфальта до существующего бетонного полотна с последующей заменой поврежденных участков. Затем проект получит новый верхний слой асфальта. Первоначальное обследование состоит из более чем 800 мест, подлежащих ремонту, в основном размером 8 футов x 12 футов (2.4 м х 3,7 м) сборные плиты. В проекте также будут использоваться плиты длиной 10 футов (3 м) и 12 футов (3,7 м). Протяженность ремонта дорог составляет восемь миль (13 км) шоссе, по четыре мили (6,4 км) в каждом направлении.
Роман Стоун начал проект LIE в начале 2011 года и нарастил производство этой весной. В настоящее время Roman Stone производит 10 плит в день и планирует увеличить производительность по мере начала строительного сезона.
В настоящее время Roman Stone производит 10 плит в день и планирует увеличить производительность по мере начала строительного сезона.
HD² | Техноблок
HD² | Техо-Блок Асфальтоукладчик, отвечающий всем требованиям.
Наши асфальтоукладчики HD
2 отличаются прочностью, привлекательным внешним видом и долговечностью, благодаря чему ваш ландшафтный дизайн сохранит свою красоту на долгие годы.
Высокое разрешение и плотность
HD 2 всегда готов к крупным планам. Благодаря более высокому количеству частиц на квадратный дюйм эта технология обеспечивает более плотную поверхность для самой красивой отделки.
Превосходная прочность
Этот запатентованный процесс превращает продукты HD 2 в 1.В 5 раз прочнее промышленного стандарта 8000 psi. Более того, эта брусчатка наполнена ингредиентами, благодаря которым она занимает первое место по шкале твердости по шкале Мооса.
Это означает, что смесь высококачественных крупнозернистых и мелкозернистых заполнителей усиливает целостность запатентованной технологии плавки HD 2 .
 Его устойчивость к изгибу и сжатию гарантирует отсутствие крошения.
Его устойчивость к изгибу и сжатию гарантирует отсутствие крошения.Долговечность
HD 2 борется со старением брусчатки.Его более высокие частицы на квадратный дюйм резко снижают уровень поглощения камня, а камень, который удерживает меньше воды, менее уязвим для элементов.
Это означает, что заморозки и оттепели и кислотные дожди не повлияют на целостность брусчатки HD 2 и не ухудшат ее.
Яркий цвет
Запатентованный процесс HD 2 с ослепительным распределением цвета, яркостью, более высоким содержанием пигмента и тонким оттенком обеспечивает насыщенные, аутентичные цветовые сочетания.
Более того, HD 2 содержит термодинамически стабилизированные пигменты, обеспечивающие устойчивость к ультрафиолетовым лучам, химическим веществам и экстремальным температурам.
 Головокружительные цвета, яркость которых выдерживает испытание временем!
Головокружительные цвета, яркость которых выдерживает испытание временем!
Ультрадетальная текстура
Посмотрите внимательно, въезжайте и любуйтесь этой сверхгладкой отделкой. HD 2 всегда готов к крупным планам. Благодаря более высокому количеству частиц на квадратный дюйм эта технология позволяет получить более плотную поверхность с меньшим количеством пор.HD 2 переводится в отделку, которая всегда ультра-детальна и изысканна для самых гладких гладких и замысловатых текстур, которые вы можете почувствовать своими глазами.
А теперь…
Дополнительная защита
Вывод нашей и без того передовой технологии на новый уровень. HD 2 + обладает дополнительными преимуществами заводской пломбы, обеспечивающей дополнительную устойчивость к пятнам, усиление насыщенности цвета и снижение скорости впитывания.
Нужна дополнительная информация?
Пролистайте нашу цифровую брошюру, чтобы получить более подробную информацию о наших эксклюзивных технологиях, или загрузите ее в формате PDF для дальнейшего использования!
Посмотрите это видео, чтобы узнать, что делает нашу технологию HD
2 такой уникальной!  youtube.com/embed/LsRXQd2q3uo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/LsRXQd2q3uo» frameborder=»0″ allowfullscreen=»»/>
Рекомендуемые продукты с технологией HD
2Плиты для патио
Para — это очень большие современные бетонные плиты для патио с гипергладкой текстурой для современной земли. пейзажные конструкции…. Узнать больше Читать меньше
асфальтоукладчики
Sleek — это ультрасовременный крупногабаритный асфальтоукладчик со сверхгладким покрытием (HD²), идеально подходящий для современных и бесшовных дорожных работ. ивэй дизайн….
Узнать больше
Читать меньше
ивэй дизайн….
Узнать больше
Читать меньше
Плиты для патио
Многокомпонентные террасные камни с гладкой текстурой для современного ландшафтного дизайна жилых и общественных помещений. эрциальное использование…. Узнать больше Читать меньше
Рекомендуемые продукты с HD
2 + ТехнологияПлиты для патио
Мы создали плиту, которая изменит правила игры, и вы убедитесь, что это настоящий камень.Эверест — перформанс ect плита для любителей современного дизайна. Благодаря нашей технологии HD2+ эта плита имеет заводское уплотнение, обеспечивающее дополнительную устойчивость к пятнам, яркий цвет и сниженную скорость впитывания. … Узнать больше Читать меньше
асфальтоукладчики
Брусчатка шестиугольной формы для современного коммерческого или жилого ландшафтного дизайна.
СТРОИТЕЛЬНЫЕ МАШИНЫ
Лаконичный и прямолинейный внешний вид для долговечного городского дизайна.
Начните планировать задний двор своей мечты
Нужна помощь в воплощении мечты? Найдите свою идеальную пару
Найдите профессионалаПодпишитесь на наши сообщения!
Нужна помощь? Мы доступны
Понедельник — пятница, 8 час.м. — 17:00 ЭСТ
.