Технология изготовления резиновой обуви
Резиновая обувь известна отечественному потребителю уже более ста лет. Эти простые в изготовлении, дешевые и практичные изделия стали верными спутниками человека в непогоду. Без пары непромокаемых ботинок и сапог навряд ли можно успешно сходить в поход по лесу, на рыбалку или охоту. На производстве резиновые сапоги также востребованы, т.к. легко моются, защищают не только от брызг воды, но и от едких кислотных и щелочных растворов, жиров и масел.С ростом спроса на качественную резиновую обувь совершенствовались технологии производства и сами материалы для её изготовления. Пришло время разобраться, как делают резиновую обувь на данный момент.
Материалы
Резина
На производстве сапог и галош используют резину из бутадиенового каучука. В зависимости от назначения конечного изделия в состав добавляются присадки для придания морозостойких и кислотостойких свойств, повышения пластичности.
Две основные разновидности резины – пористая и непористая. Первая за счет наличия воздушных пор обладает улучшенными теплоизолирующими свойствам, поэтому оптимально подходит для создания обуви. Она более мягкая, гибкая и хорошо амортизирует удары. Пористые резины все чаще применяются для изготовления обуви литьевым способом. Смесь, которая идет на отливку подошв усиливается добавлением полистрирола, повышающим её твердость.
Специфические разновидности резины – транспарентная и кожеподобная. Первая представляет собой материал с повышенным содержанием натурального каучука. Как можно догадаться, изделия из неё стоят дороже. Из транспарентных резин собирают обувь клеевым способом. По сравнению с обычными они более прочные, устойчивы к истиранию. Типичный пример обуви такого плана – ботинки для охоты с мощными протекторами на подошве.
Кожеподобные резины – это резиновая смесь, нанесенная на волоконную основу. Внешне во многом похожи на натуральную кожу, но при этом легче, эластичнее и долговечнее. Подходят для производства как демисезонных, так и летних моделей.
Подходят для производства как демисезонных, так и летних моделей.
ПВХ
Поливинилхлорид хорошо зарекомендовал себя благодаря следующим качествам:— сохраняет эластичность при температуре от -30 до +30 °С;
— прост в обработке и недорогой.
Сапоги из ПВХ получают методом формовки. Расплавленная смесь наносится на основу из полиамидной ткани. ПВХ идет на изготовление только верха ботинка, тогда как подошва формируется из резины.
Из ПВХ часто делают непромокаемую обувь для повседневного ношения. Такие сапоги ценятся за счет декоративных свойств: тканевую основу украшают разнообразные узоры яркого цвета. В промышленности, особенно химической и нефтеперерабатывающей, ПВХ-изделия полезны за счет кислото- и щелочестойкости. Добавление нитрила в состав придает дополнительную стойкость к нефтепродуктам.
Полиуретан
Полиуретан все чаще используется при создании обуви для рыбалки и охоты, рабочей спецобуви и ботинок для активного отдыха. Как материал он обладает повышенной прочностью, стойкостью к истиранию и проколам, устойчив к воздействию высоких температур и химически агрессивных сред. В производстве обуви он служит для изготовления подов и защитных элементов (подносок, задник).
Как материал он обладает повышенной прочностью, стойкостью к истиранию и проколам, устойчив к воздействию высоких температур и химически агрессивных сред. В производстве обуви он служит для изготовления подов и защитных элементов (подносок, задник).
Технологии изготовления обуви из резины
Основан на использовании заготовок, которые соединяются между собой на клей. На производство таким способом затрачивается прилично времени и труда, поэтому данный способ редко применяется в случае резиновых изделий. Клеевым методом изготавливают галоши.
Производство выстроено вокруг конвейерной линии, на отдельных участках которой выполняются определенные операции. Сперва осуществляется выкройка втачной стельки и подкладки. После на подкладку в области пятки клеятся части задника (тонкий и толстый). Снизу последовательно крепятся полустелька и пятка, после – черна стелька и подошва. Детали садят на клей на основе каучука. Детали выкройки фиксируются на алюминиевых колодках соответствующего размера, на них наносят клей и прижимают прикаточными роликами.
Штамповка
Данный метод заметно быстрее предыдущего. Верх изделия штампуют из шнура заготовки, который получают продавливанием резины через червячный пресс. Шнур режется на равные отрезки, заготовки помещают под матричный пресс. Они помещены поверх готового текстильного каркаса, т.е. готовое изделие будет смотреть подошвой вверх. Пресс смыкается, полуматрицы складываются по форме верха обуви, а сверху заготовка вдавливается пуансоном, и резина обтекает тканевый каркас.Метод формовки
Наиболее распространенный метод, по которому изготавливается большая часть резиновой обуви для охоты, работы и повседневной носки. В ход идут готовые заготовки текстильного каркаса и резиновые детали: голенище, подошва и каблук. Каркас одевается на стальной сердечник, его обкладывают резиновыми частями. После сердечник с заготовками помещается в пресс для вулканизации. Там будущее изделие одновременно нагревается и выжимается, после чего приобретает готовый вид.
Плакаты ПРОФТЕХ «Технология изготовления обуви» (6 пл, винил, 70х100)
Стенды для школьных кабинетов
Цифровые лаборатории и датчики для учебных кабинетов
Робототехника
Общее и вспомогательное оборудование для учебных кабинетов
Кабинет начальной школы
Кабинет физики
Кабинет биологии
Кабинет русского языка и литературы
Кабинет математики
Кабинет истории
Кабинет английского языка
Кабинет немецкого языка
Кабинет французского языка
Кабинет информатики
Кабинет черчения и ИЗО
Кабинет музыки
Кабинет астрономии
Кабинет технологии для девочек
Кабинет ОБЖ
Кабинет НВП
Кабинет ПДД
Кабинет психолога
Кабинет логопеда
Медицинский кабинет
Школьная мебель эконом класса
Школьная мебель класса стандарт
Школьные доски, классные доски, мольберты
Бытовая техника
Актовый зал для школы
Шторы и жалюзи для школы
Посуда
Постельные принадлежности
Хозяйственный инвентарь
Металлические стеллажи, шкафы, сейфы
Методическая разработка открытого урока по дисциплине «Технология изготовления обуви» Тема урока: «Формование заготовок верха обуви обтяжно-затяжным ручным способом» Тип урока: «Урок изучения технологической операции»
Методическая разработка открытого урока
по дисциплине «Технология изготовления обуви»
Тема урока: «Формование заготовок верха обуви обтяжно-затяжным ручным способом»
Тип урока: «Урок изучения технологической операции»
Профессия: «Обувщик по индивидуальному пошиву обуви»
Код профессии: 15393
Квалификация: «Обувщик по индивидуальному пошиву обуви
4-го квалификационного разряда»
Форма обучения: очная
Разработал преподаватель: А. Ю. Уксусов
Красноярск 2020г.
Пояснительная записка
Открытый урок теоретического обучения по теме: «Формование заготовок верха обуви обтяжно-затяжным ручным способом» проводится в учебном кабинете Тема открытого урока «Формование заготовок верха обуви обтяжно-затяж-ным ручным способом». Открытый урок расчитан на 45 минут. На данном уроке рассматриваются вопросы и отрабатываются навыки по закреплению знаний по формованию заготовок верха обуви обтяжно-затяжным ручным способом.
В результате изучения данной темы обучающийся должен иметь теоретические знания всего процесса формования заготовки верха обуви ручным способом,
овладеть профессиональными и общими компетенциями всего процесса формования заготовки верха обуви ручным способом.
1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
2. Организовывать собственную деятельность, изходя из цели и способов её достижения определённых преподавателем.
3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку собственной деятельности, нести ответственность за результаты своей работы.
4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
5. Работать в команде, эффективно общаться с обучающимися профессии «Обувщик по индивидуальному пошиву обуви».
В результате изучения данной темы обучающийся должен знать:
— весь процесс формования заготовки верха обуви ручным способом;
— как надевается заготовка верха на колодку и устанавливается её пяточная часть;
— как производится обтяжка заготовки верха обуви;
— как производится перетяжка носочно-пучковой и геленочной частей;
— как производится затяжка пяточной, геленочной и носочно-пучковой частей заго
товки верха обуви.
В результате изучения данной темы обучающийся должен уметь:
— читать и понимать схемы затяжки заготовки верха обуви и технологические карты;
— работать с дидактическими материалами и учебной литературой.
Тема: «Формование заготовок верха обуви
обтяжно-затяжным ручным способом»
Цели урока:
Образовательная: формирование первичных знаний по последовательности технологических операций, по подготовительным операциям и собственно по формованию заготовок верха обуви. Соблюдение техники безопасности при выполнении ручных работ, умение работать с ручным инструментом и приспособлениями.
Развивающая: развивать умения правильно и осознанно выполнять последовательность технологических операций.
Воспитательная: воспитание ответственного отношения к качеству выполнения операций, бережному отношению к используемому материалу, оборудованию, инструменту и приспособлениям.
Тип урока: Урок изучения технологической операции.
Вид урока: Лекция с комментированием и обсуждением просмотренного материала.
Метод проведения урока:
— словесный: повторение ранее пройденного материала, объяснение темы урока
— наглядный: демонстрация технологической операции преподавателем.
Используемые методы обучения:
— демонстрация приёмов работы преподавателем;
— самостоятельная работа обучающихся под контролем преподавателя.
Форма работы:
— индивидуальная:
— фронтальная.
Междисциплинарные связи: материаловедение, оборудование обувного производства, специальный рисунок.
Материально – техническое оснащение урока
и дидактический материал:
Методико – дидактическое:
готовые изделия, образцы заготовок верха обуви, учебник по дисциплине И.Н.Леденева «Индивидуальное изготовление и ремонт обуви», схемы технологического процесса формования заготовок верха обуви.
Материально – техническое:
заготовка туфель домашних, затянутых на колодке, затяжные клещи, обувной молоток, гвоздевытаскиватель.
Технологическая карта урока
Этап урока | Деятельность преподавателя | Деятельность обучающихся |
I.Организационный момент (5 мин) | Приветствие, создание благоприятной психологической обстановки. Проверка явки обучающихся, готовности к уроку. | Настраиваются на работу. |
II. Актуализация опорных знаний | ||
2.1. Мотивация познавательной деятельности (5 мин) | Формулирование темы урока, постановка целей и задач урока. Преподаватель выдвигает учебную проблему. | Просматривают образцы заготовок верха обуви, слушают, обсуждают совместно с преподавателем. |
2.2. Актуализация знаний обучающихся (5 мин) | Определяет актуальность темы в соответствии с междисциплинарными связями. Подготавливает к усвоению нового материала, стимулируя к рассуждениям. | Отвечают на вопросы ранее пройденного материала (опросный лист-приложение 1) |
III. Усвоение новых знаний | ||
3.1 Изучение новой темы (20 мин.) | Преподаватель объясняет новый учебный материал, показывает процесс формования заготовки туфель домашних, инструкционную карту (учебник), раздаточный материал. | Внимательно слушают, используют учебник, раздаточный материал (приложение 2), отвечают на вопросы. |
IV. Закрепление новых знаний | ||
4.1. Закрепление новых знаний (5 мин) | Предлагает ответить на проверочный тест по теме урока | Отвечают на вопросы проверочного теста. |
V. Заключительная часть урока | ||
5.1 Анализ, дать оценку деятельности обучающихся.(5 мин) | Подводит итоги урока. Выставляет и комментирует оценки за работу на уроке. | Обучающиеся дают оценку своей работы на уроке. |

 (приложение 3). Затем проверяют методом взаимопроверки.
(приложение 3). Затем проверяют методом взаимопроверки.Ход урока
I.Организационный момент
Приветствие обучающихся, уточнение присутствующих на уроке, подготовка к уроку (подготовка обучающихся к уроку, необходимые принадлежности).
II. Актуализация опорных знаний
2.1. Мотивация познавательной деятельности
Слова преподавателя
Прежде чем мы приступим к изучению новой темы, предлагаю вам ответить на вопрос.
Вопрос к обучающимся:
Почему так важно правильно уметь формовать заготовки верха обуви обтяжно — затяжным ручным способом?
Ответ: Формование является ключевым технологическим процессом в процессе производства обуви.
Пояснение преподавателя:
Если процесс формования заготовки верха обуви выполнен неправильно, то это приведет:
— к уменьшению срока службы обуви;
— к уменьшению прочности изделий;
— к дискомфорту клиента;
— к несоответствию внешнего вида каждой из полупар.
Слова преподавателя:
Итак, из всего выше сказанного можно определить тему нашего с Вами урока: «Формование заготовок верха обуви обтяжно-затяжным ручным способом».
Основные цели нашего урока: ознакомиться с формованием, изучить способы формования обуви на колодки, повторить правила техники безопасности при работе с ручным инструментом, тем самым мы с вами расширим свой кругозор по дисциплине «Технология изготовления обуви».
2.2. Актуализация знаний обучающихся
Слова преподавателя:
А сейчас давайте вспомним основные процессы, которые предшествуют формованию. (Приложение 1 «Вопросы входного контроля знаний»)
(Приложение 1 «Вопросы входного контроля знаний»)
III. Усвоение новых знаний
3.1. Изучение новой темы Объяснение нового материала и демонстрация процесса формования
Приложение № 1
Вопросы входного контроля знаний по теме:
«Формование заготовок верха обуви обтяжно-затяжным ручным способом»
Вопросы и ответы по основным технологическим
операциям предшествующим формованию
Вопрос № 1: Как осуществляют увлажнение заготовок верха обуви на обувном производстве?
Ответ № 1: Заготовки верха обуви увлажняют в увлажняющих установках паровоздушной смесью 45-60 минут.
Вопрос № 2: Сколько времени затрачивается на увлажнение и провяливание кожаных подносков и задников в увлажнительном шкафу?
Ответ № 2: Увлажнение и провяливание кожаных подносков и задников в увлажнительном шкафу осуществляют в течении 1,5-2 часа.
Вопрос № 3: По каким параметрам подбирают обувные колодки?
Ответ № 3: Обувные колодки подбирают по фасону, размеру и полноте.
Вопрос № 4: По каким параметрам осуществляют подгонку обувных колодок?
Ответ № 4: Обувные колодки подгоняют по снятой мерке стопы заказчика с помощью кусочков кожи.
Вопрос № 5: Между какими деталями верха обуви вклеивают жесткие задники и подноски?
Ответ № 5: Жесткие задники и подноски вклеивают между верхом и подкладкой.
Вопрос № 6: В каких частях колодок забиваются гвозди для прикрепления основных стелек?
Ответ № 6: Для прикрепления основных стелек гвозди забиваются в носочной, геленочной и пяточной частях.
Вопрос № 7: Какой стороной к следу колодки прибивают основную кожаную стельку?
Ответ № 7: К следу колодки прибивают основную кожаную стельку лицевой стороной.
Вопрос № 8: Что делают с основными стельками, если они выступают за грань следа обувных колодок?
Ответ № 8: Если основные стельки выступают за грань следа обувных колодок, то их срезают и фрезеруют.
Вопрос № 9: Что делают, чтобы создать узел основных стелек?
Ответ № 9: Чтобы создать узел основных стелек, для этого основные стельки, геленки и полустельки склеивают между собой и приформовывают по следу колодок.
Вопрос № 10: Что делают в носочной и пяточной частях деревянных колодок перед надеванием заготовок на колодки?
Ответ № 10: Перед надеванием заготовок на колодки в носочной и пяточной частях деревянные колодки посыпают тонким слоем сухого талька.
Приложение № 2
Слова преподавателя.
Вставка кожаных задников и вклеивание их в заготовку
На увлажненные кожаные задники с бахтармянной стороны наносят клей и вклеивают в заготовку между верхом и кожподкладкой так, чтобы их бахтармянная сторона прилегала к верху заготовки, а лицевая сторона была обращена к кожподкладке. Отогнув кожподкладку, промазывают клеем лицевую сторону задника и приклеивают его к кожподкладке. Задники не должны доходить до края затяжной кромки заготовки на 2-3 мм. Верх и подкладка заготовки, должны бытъ, хорошо расправлены и склеены с задником так, чтобы на поверхностях заготовки не было складок.
Задники не должны доходить до края затяжной кромки заготовки на 2-3 мм. Верх и подкладка заготовки, должны бытъ, хорошо расправлены и склеены с задником так, чтобы на поверхностях заготовки не было складок.
Оборудование, инструменты и приспособления | Вспомогательные материалы |
Рабочий стол, стул СЛ-Ш, сосуд для клея, кисть | Клей казеиновый (на 1 литр разведённого казеинового клея, 2 столовые ложки латексного клея) |
Обтяжка заготовок
Задний шов должен быть расположен по середине закругления пяточной части колодки. Носочную часть заготовки вытягивают затяжными клещами, загибают за грань стельки и прикрепляют к стельке на 5-9 обувных гвоздей с плоской головкой. Одним в передней части носка и двумя с каждой стороны. Заготовку хорошо вытягивают так, чтобы союзки в паре были одинаковыми по длине и положению на колодках. Расстояние центров гвоздей от грани стельки 8-10 мм. Обувные гвозди должны быть забиты на 2/3 длины гвоздя и выступать над поверхностью затяжной кромки на 1/3 длины гвоздя.
Заготовку хорошо вытягивают так, чтобы союзки в паре были одинаковыми по длине и положению на колодках. Расстояние центров гвоздей от грани стельки 8-10 мм. Обувные гвозди должны быть забиты на 2/3 длины гвоздя и выступать над поверхностью затяжной кромки на 1/3 длины гвоздя.
Оборудование, инструменты и приспособления | Вспомогательные материалы |
Рабочий стол, стул СЛ-Ш, обувной молоток, затяжные клещи, гвоздевытаскиватель, клещи, стойка-упор | Обувные гвозди с плоской головкой № 24-28 |
Затяжка пяточной и геленочной частей заготовок
Заготовку верха обуви с нелицевой стороны по затяжной кромке между верхом и подкладкой отгибают и основную стельку промазывают клеем. Ширина затяжной кромки должна быть в готовом виде 15±1 мм. Верх и подкладка должны быть хорошо вытянуты, плотно облегать пяточную и геленочную часть обувной колодки. Затяжная кромка приклеивается клеем и прикрепляется к следу колодки гвоздями. Расстояние от центров гвоздей до грани следа
Верх и подкладка должны быть хорошо вытянуты, плотно облегать пяточную и геленочную часть обувной колодки. Затяжная кромка приклеивается клеем и прикрепляется к следу колодки гвоздями. Расстояние от центров гвоздей до грани следа
9±1 мм, расстояние между гвоздями в пяточной части 5-6 мм и 7-8 мм, а в геленочной части расстояние между гвоздями 10-12 мм. Обувные гвозди должны быть забиты на 2/3 длины гвоздя и выступать над поверхностью затяжной кромки на 1/3 длины гвоздя.
Оборудование, инструменты и приспособления | Вспомогательные материалы |
Рабочий стол, стул СЛ-Ш, обувной молоток, затяжные клещи, гвоздевытаскиватель, клещи, стойка-упор, сосуд для клея, кисть | Обувные гвозди с плоской головкой № 24-28 Клей казеиновый (на 1 литр разведённого казеинового клея, 2 столовые ложки латексного клея) |
Затяжка носочно-пучковой части заготовок
Заготовку верха обуви с нелицевой стороны по затяжной кромке между верхом и подкладкой отгибают и основную стельку промазывают клеем.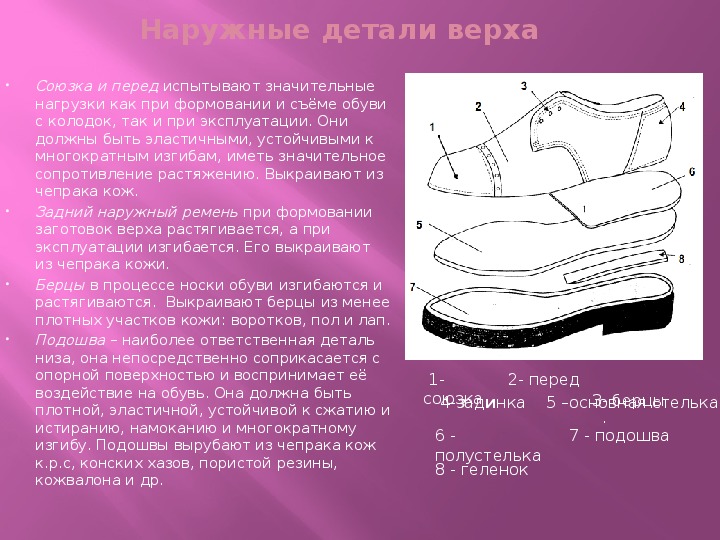 Ширина затяжной кромки должна быть в готовом виде 15±1 мм. Верх и подкладка должны быть хорошо вытянуты, плотно облегать носочно-пучковую часть обувной колодки. Затяжная кромка приклеивается клеем и прикрепляется к следу колодки гвоздями. Расстояние от центров гвоздей до грани следа 9±1 мм, расстояние между гвоздями в носочной части 4-5 мм и 5-6 мм, а в пучковой 6-8 мм. Обувные гвозди должны быть забиты на 2/3 длины гвоздя и выступать над поверхностью затяжной кромки на 1/3 длины гвоздя.
Ширина затяжной кромки должна быть в готовом виде 15±1 мм. Верх и подкладка должны быть хорошо вытянуты, плотно облегать носочно-пучковую часть обувной колодки. Затяжная кромка приклеивается клеем и прикрепляется к следу колодки гвоздями. Расстояние от центров гвоздей до грани следа 9±1 мм, расстояние между гвоздями в носочной части 4-5 мм и 5-6 мм, а в пучковой 6-8 мм. Обувные гвозди должны быть забиты на 2/3 длины гвоздя и выступать над поверхностью затяжной кромки на 1/3 длины гвоздя.
Затяжная кромка должна быть прочно приклеена. Затянутую заготовку верха обуви тщательно околачивают обувным молотком. Заготовка должна быть хорошо вытянута при помощи затяжных клещей. Затянутую обувь подвергают сушке в течении 24 часов при комнатной температуре или в сушильном шкафу 1,5-2 часа, при температуре 40-60 С◦.
Оборудование, инструменты и приспособления | Вспомогательные материалы |
Рабочий стол, стул СЛ-Ш, обувной молоток, затяжные клещи, гвоздевытас-киватель, клещи, стойка-упор, сосуд для клея, кисть | Обувные гвозди с плоской головкой № 24-28 Клей казеиновый (на 1 литр разведённого казеинового клея 2 столовые ложки латексного клея) |
Приложение № 3
Тест
по теме: «Формование заготовок верха обуви
обтяжно-затяжным ручным способом»
Вариант 1
В каждом вопросе может быть только один правильный ответ
1. Обтяжку заготовки при ручном способе формования выполняют на количе-
Обтяжку заготовки при ручном способе формования выполняют на количе-
ство гвоздей:
а) 2-3
б) 4-5
в) 5-9
г) 10-14
д) 14-17
2. Ширина затяжной кромки из натуральной кожи в готовом виде после
обрезки её излишков для клеевого метода крепления составляет:
а) 8-10 мм
б) 10-12 мм
в) 12-14 мм
г) 14-16 мм
д) 18-20 мм
3. При ручном способе формования заготовки гвозди для формова-
ния забивают на расстоянии от грани стельки:
а) 6-8 мм
б) 8-10мм
в) 10-12 мм
г) 14-16 мм
д) 18-20 мм
4. При ручном способе формования заготовки начинают затяжку с части:
а) Носочной
б) Пучковой
в) Геленочной
г) Пяточной
д) Носочно-пучковой
5. При ручном способе формования заготовки задний наружный ремень (ЗНР) устанавливают:
а) Ровно вдоль осевой линии носочного закругления
б) Ровно вдоль осевой линии закругления геленка
в) Ровно вдоль осевой линии пяточного закругления
г) Ровно вдоль осевой линии закругления пучков
д) Ровно вдоль осевой линии закругления кармана
Тест
по теме: «Формование заготовок верха обуви
обтяжно-затяжным ручным способом»
Вариант 2
В каждом вопросе может быть только один правильный ответ
1. При ручном способе формования заготовки обуви гвозди для формования забивают на глубину от длины гвоздя:
При ручном способе формования заготовки обуви гвозди для формования забивают на глубину от длины гвоздя:
а) 1/3
б) 2/3
в) 4/5
г) 5/9
д) 6/8
2. При ручном способе формования заготовки обуви в пяточной части гвозди для формования забивают на расстоянии между собой:
а) 5-8 мм
б) 10-12 мм
в) 12-14 мм
г) 14-16 мм
д) 18-20 мм
3. При ручном способе формования заготовки обуви в носочной части гвозди для формования забивают на расстоянии между собой:
а) 4-6 мм
б) 6-7 мм
в) 10-12 мм
г) 14-16 мм
д) 18-20 мм
4. При ручном способе формования заготовки обуви в пучковой части гвозди для формования забивают на расстоянии между собой:
а) 4-5 мм
б) 6-8мм
в) 9-10 мм
г) 12-14 мм
д) 16-18 мм
5. При ручном способе формования заготовки обуви в геленочной части гвозди для формования забивают на расстоянии между собой:
а) 6-7
б) 8-9
в) 10-12
г) 14-16
д) 18-20
Ответы
Вариант 1
1 — в
2 — г
3 — б
4 — г
5 — в
Вариант 2
1 — б
2 — а
3 — а
4 — б
5 — в
IV. Закрепление изученного материала
Закрепление изученного материала
4.1. Контролирующее задание
Слова преподавателя. Для закрепления полученных знаний предлагаю ответить на вопросы теста.
Комментарий: Преподаватель раздаёт тестовые задания (Приложение № 3), объясняет принцип работы с ним:
— Задание составлено в 2-х вариантах. Ваша задача – ответить на вопросы выбрав один из предложенных ответов.
Комментарий. Обучающиеся выполняют задание, затем меняются работами, проверяют правильность друг у друга и выставляют оценки, сверяясь с преподавателем.
V. Заключительная часть урока
5.1. По окончанию выполнения тестов преподаватель проводит анализ, даёт оценку деятельности обучающихся
Слова преподавателя.
Домашнее задание
Итак, цели нашего урока достигнуты, и ваше домашнее задание:
Подготовиться к теоретическому занятию по теме: «Подготовка следа обуви к прикреплению подошв. Перечень технологических операций и нормативов».
Перечень технологических операций и нормативов».
Спасибо за урок! Мне было приятно с Вами работать.
Производство валенок: технология и оборудование
Производство валенок остается неизменным на протяжении нескольких сотен лет. Сырьем служит натуральная шерсть, которая в процессе изготовления сильно усаживается, в результате чего получается лучшая зимняя обувь для морозной и сухой зимы.
Что такое валенки
Валенки – это вид зимней обуви, изготовленный из плотно сбитой натуральной шерсти. В самые лютые морозы они сохраняют тепло и спасают ноги от обморожения, а весь организм — от переохлаждения даже в условиях Крайнего Севера. Материалом для обуви служит овечья шерсть, которую валяют (катают). Технология обработки шерсти проходит стадию одновременного распаривания и усадки в плотный материал, из которого формуют изделие. Название обуви, столь распространенной в прошлом, произошло от названия процесса производства – валяния.
Валенки производятся во множестве видов. Классические модели изготавливаются из плотно сбитой толстой шерсти с голенищем средней высоты. Они удобные, легкие, долговечные. Носят их в холодное время года при сухой погоде. В осенний период или в слякотные зимы на валенки надевают резиновые галоши. Натуральная шерсть довольно быстро протаптывается, поэтому подошву раньше часто подшивали кожей. В городских условиях валенки были мало востребованы, но на просторах провинции они по-прежнему актуальны.
До последнего времени традиционная обувь не интересовала большую часть населения, надевали валеночки только на маленьких детей. Сейчас началось возвращение моды к натуральным материалам и традиционным ремеслам, что связано с новыми возможностями, дизайнерскими находками.
История валенок
Были времена, когда валенки считались символом зажиточности и большого достатка, а продавцов обуви облагали большими налогами. Производство валенок было тайной для большинства смертных, а мастера-валяльщики хранили в тайне свои секреты, предпочитая передавать их только членам семьи. Предполагается, что прообразом валенок были пимы, обувь кочевников.
Предполагается, что прообразом валенок были пимы, обувь кочевников.
Считается, что валяная обувь появилась в конце 18 века в городке Мышкин Ярославской губернии. Моду на валенки при дворе ввел Петр I, он надевал их после бани или носил зимой. Царица Екатерина Великая с помощью валенок лечила болезнь ног, а Елизавета своим указом разрешила ношение этой обуви придворным дамам в комплекте с пышными платьями. Бурные нововведения на Руси были периодическими, одни из них спровоцировал Петр I, отличавшийся широтой взглядов и практичностью, при его правлении валенки стали доступны всем слоям населения.
Производство валяной обуви в промышленных масштабах началось в 19 веке. Любителями валенок были Ленин, Сталин, Хрущев. В военные годы валенки входили в комплект зимнего обмундирования для солдат и высшего офицерского состава. Сегодня обязательная комплектация традиционной обувью осталась актуальной для спецподразделений МЧС и МВД.
Производство валенок сегодня испытывает ренессанс, они становятся излюбленными объектами для приложения сил и фантазии у дизайнеров, что находит отклик у покупателя. Украшенные искусной вышивкой, лентами, натуральным мехом валенки, как и в древности, создают комфортные условия для своего хозяина, выполняя главное предназначение – сохранение тепла в морозы.
Украшенные искусной вышивкой, лентами, натуральным мехом валенки, как и в древности, создают комфортные условия для своего хозяина, выполняя главное предназначение – сохранение тепла в морозы.
Виды шерсти
Для изготовления лучших валенок на Руси чаще всего использовалась овечья шерсть, но в ход также шла козья, собачья, кроличья. Шерсть овцы ценили за высокие ноские и лечебные качества. Шерсть чесали, уплотняли (валяли) и получали прочный нетканый материал. Дальнейшие манипуляции по формовке производились вручную.
Конечный цвет изделия зависел от сырья, белые считались самыми роскошными, на их производство шла шерсть монгольских тонкорунных овец, серые валенки получались из овечьей шерсти, завезенной из Средней Азии или Кавказа. Иногда обувь изготавливали из верблюжьей шерсти, которая по качествам не уступает аналогам, но валенки из нее получаются более пушистые и не такие легкие.
Виды валенок
Современные модели изготавливаются из кроличьей, овечьей, козьей шерсти, встречаются изделия из мохера и войлока. Валенки делят на несколько видов, в зависимости от использованных материалов и моделей:
Валенки делят на несколько видов, в зависимости от использованных материалов и моделей:
- Классические валенки из 100% шерсти, изготовленные методом оббивки материала.
- Обувь на подошве.
- Классические валенки с приваренной резиновой подошвой.
- Валенки с мехом. Такие модели изготавливаются из тонкого войлока, утепляются несколькими слоями ватина, внутренняя часть отделывается байковой подкладкой. Подошва резиновая. Это более современный вариант, который пришелся по вкусу городским жителям, носить можно в любую погоду.
Технологический процесс
Одним из лучших вариантов обуви для зимних холодов остаются валенки. Производство (Россия) основывается на старых принципах, которые не изменились с 19 века. Технология схематично выглядит таким образом:
- Шерсть, получаемую в рулонах, разрывают на мелкие волокна и просушивают, для этого ее отправляют в чесальную машину. Используемый материал не моют, что важно для соблюдения технологии.

- Просушенное сырье отправляется на обработку в шерсточесальную машину, где материал получает единую структуру. После чего изделия кроят по размерам. На этом этапе валенок в четыре раза больше, чем должен быть.
- Скроенные детали отправляются в катальную машину, где их подвергают обработке водяным паром и механической усадке, после чего проваривают в горячей воде. На этом этапе происходит уплотнение, шерсть дает усадку до 80% первоначальной заготовки. Затем надевают на колодку, растягивая и придавая окончательную форму, после чего сушат.
- Высушенную обувь дополнительно оббивают березовыми колотушками для придания большей плотности.
- В отделочном цехе в классических моделях срезают верхнюю часть голенища для получения ровного края. Но современность внесла свои коррективы, и теперь валенки вышивают нитками, бисером, стразами. Частой отделкой стало применение техники художественного рисования войлоком, добавление натурального меха и прочих дизайнерских находок.

Оборудование
Сегодня многие открыли небольшие компании, где изготавливаются валенки. Производство (Россия) и раньше делилось на промышленное и кустарное. Оснащение для маленького и большого цеха необходимо одинаковое, разница лишь в масштабах и производительности. Какое требуется оборудование для производства валенок?
Производство (Россия) и раньше делилось на промышленное и кустарное. Оснащение для маленького и большого цеха необходимо одинаковое, разница лишь в масштабах и производительности. Какое требуется оборудование для производства валенок?
- Промышленная или бытовая чесальная машина.
- Вибропресс с подачей пара.
- Промышленная стиральная машина.
- Сушильная камера.
- Дополнительное оборудование, если модельный ряд будет представлен не только классикой (полуавтоматический пресс для вулканизации резиновой подошвы, вышивальная машина и пр.).
- Приспособления: колодки, колотушки и пр.
Промышленное и кустарное производство
Промышленное производство валенок позволяет выпускать до 60 пар обуви в сутки, кустарный вариант — до 2-3 пар. Любой завод по производству валенок выпускает не только обувь, но сопутствующую продукцию: одеяла, подушки, тапочки, коврики и многое другое.
Сегодня популярны изделия ручной работы, в том числе и валенки. У опытных мастеров они получаются эстетичными, с современным модельным рядом. Но никакие усилия рук не могут свалять шерсть до нужного состояния, описанного в ГОСТах. Фабрика по производству валенок всегда снабдит свой товар сертификатом соответствия и полезными советами по уходу за приобретенной парой.
У опытных мастеров они получаются эстетичными, с современным модельным рядом. Но никакие усилия рук не могут свалять шерсть до нужного состояния, описанного в ГОСТах. Фабрика по производству валенок всегда снабдит свой товар сертификатом соответствия и полезными советами по уходу за приобретенной парой.
Заводы по производству валяной обуви
В старину валянием занимались целыми волостями, занятие было трудным, но приносило артелям достаточный доход. Сейчас в России такая обувь производится промышленным способом. Фабрики по производству валенок расположены в нескольких регионах, всего их насчитывается около пятнадцати, пятерка лидеров такова:
- Крупнейшим игроком на этом рынке является Ярославская фабрика валяной обуви, выпускающая за год до 600 тысяч пар обуви.
- Не теряет своих позиций один из старейших заводов – Кукморский валяльно-войлочный комбинат, годовой выпуск валенок здесь составляет до 900 тысяч пар.
- Компания «Элви-Плюс», объем производства – 300 тысяч пар валенок за год.
- Омский комбинат валяной обуви выпускает 170 тысяч пар в год.

Остальные предприятия выпускают гораздо меньший объем валенок, от 45 до 150 тысяч пар в год. Валенки российского производства составили удачную альтернативу зарубежной обуви, называемой уггами. У каждого покупателя свои вкусы, пристрастия и шкала ценностей, по которым выбирается тот или иной товар. Но что касается валенок, в сравнении с зарубежными аналогами, по многим показателям это старинное русское изобретение демонстрирует лучшие характеристики для наших широт.
Производство валенок в Москве налажено на «Битцевской фабрике», что изготавливает обувь уже более 150 лет. Розничная сеть магазинов раскинулась по всей стране, а москвичи могут приобрести понравившуюся пару, не выезжая за пределы столицы, по адресу: улица Строителей, дом 6, корпус 4 (метро «Университет»).
Как выбрать валенки
Удачная пара валенок прослужит не один год и будет согревать владельца в самые суровые морозы. Выбор обуви из валяной шерсти осуществляется по следующим принципам:
Выбор обуви из валяной шерсти осуществляется по следующим принципам:
- Настоящие валенки на 100% состоят из шерсти. Материал должен быть плотным и однородным по составу. Если наблюдаются проплешины, утолщения, комки, то обувь быстро порвется.
- Валенки не делятся на правый и левый, их производят одинаковыми. Форму обувь приобретает во время носки. Покупая пару, убедитесь, что оба валенка одинаковы по форме, высоте носка, внутренней и внешней длине стопы, размерам голенища.
- Запах. Единственный запах, который может быть у валенка – это запах припаленной шерсти, он быстро выветрится. Если присутствует запах мокрой шерсти, это означает нарушение технологического процесса, на каком-то этапе изделие плохо промыли или просушили, избавиться от него невозможно.
- У настоящего валенка подошва и пятка изготовлены с заметным утолщением, поскольку в этих местах обувь быстрее протирается и теряет форму. Чтобы определить – достаточно прощупать.
- Упругость. Обувь из шерсти не должна быть слишком мягкой (недоваляное полотно) или слишком плотной. Чтобы оценить это качество, достаточно немного согнуть голенище, под руками качественная шерсть будет немного пружинить и быстро разгибаться.
- Размер. Валенки могут растаптываться в ширину, а в длину они усаживаются, поэтому покупать необходимо пару на 1-2 размера больше. Для определения необходимого существует таблица соответствия размера ноги и валенка.
- Самые натуральные — валенки из неокрашенной шерсти, даже натуральные красители уменьшают лечебные качества овечьей шерсти.
 Чтобы оценить это качество, достаточно немного согнуть голенище, под руками качественная шерсть будет немного пружинить и быстро разгибаться.
Чтобы оценить это качество, достаточно немного согнуть голенище, под руками качественная шерсть будет немного пружинить и быстро разгибаться.новая 3D технология с использованием полиуретана
Инновационный способ изготовления обуви: новая 3D технология с использованием полиуретана
Новый материал для обуви от Huntsman Polyurethanes (Эверберг, Бельгия) занимает центральное место в инновационном новом способе изготовления обуви. Новая технология 3D-склеивания не требует ни сшивания, ни затяжки. Процесс соединяет все детали обуви одновременно, буквально за несколько секунд. Испанская компания Simplicity Works (Эльче, Испания) работала над этим проектом совместно с Huntsman Polyurethanes и Desma GmbH (Фридинген, Германия).
Новая технология «3D Bonding Technology» использует 3D-констуркцию формы, специально разработанную Simplicity Works, инъекционный материал от Huntsman Polyurethanes и термопласт-автомат от Desma. На первом этапе отдельные верхние компоненты помещаются в форму, в пазы, разделенные узкими каналами – немного похоже на сборку пазла. Затем противоположная пресс-форма продавливает каждую деталь на место. После этого сеть каналов между верхними компонентами вводится одним выстрелом с полиуретаном. Конечным результатом является обувная заготовка верхней части обуви, удерживаемая вместе с помощью гибкого полиуретанового каркаса. Доступная в разных цветах, текстура связанных полиуретановых линий (или «рёбер») может варьироваться, что означает возможность для дизайнеров выбрать глянцевый или матовый варианты в сочетании с несколькими другими текстиле подобными отделками поверхностями.
Обувь, действующая как носки
Этот метод подходит для создания всех видов обуви и совместим с различными синтетическими и натуральными материалами. Без швов, которые было бы необходимо соединить, общий производственный процесс становится менее трудоемким. Материальные затраты также ниже, поскольку нет перекрывающихся областей материала и получается гораздо меньше обрезков и излишков. За отсутствием строчек и линий сшивания, а также без наслоения материала обувь имеет меньшее количество точек давления и трения и ведет себя как пара носков. Обувь также намного более водонепроницаема, так как нет отверстий от игл или негерметичных, пропускающих жидкость шовных линий.
Без швов, которые было бы необходимо соединить, общий производственный процесс становится менее трудоемким. Материальные затраты также ниже, поскольку нет перекрывающихся областей материала и получается гораздо меньше обрезков и излишков. За отсутствием строчек и линий сшивания, а также без наслоения материала обувь имеет меньшее количество точек давления и трения и ведет себя как пара носков. Обувь также намного более водонепроницаема, так как нет отверстий от игл или негерметичных, пропускающих жидкость шовных линий.
Производители обуви могут использовать технологию 3D Bonding Technology в качестве основного метода соединения или комбинировать ее с традиционными методами сшивания для функциональных или декоративных целей. Simplicity Works имеет патентные права на разработку своих технологий и инженерных разработок для клиентов, использующих программное обеспечение САПР (система автоматизированного проектирования). Как только продукт был разработан, Simplicity Works приступило к разработке других инструментов и форм, необходимых для производства обуви. Это ноу-хау затем передается производителям в комплекте с техникой и полиуретановыми спецификациями, определенными в сотрудничестве с Huntsman и Desma.
Это ноу-хау затем передается производителям в комплекте с техникой и полиуретановыми спецификациями, определенными в сотрудничестве с Huntsman и Desma.
Вовлечённые в разработку компании надеются, что технология сможет повысить эффективность производства не только в обувной промышленности. Компании изучают возможности использования этого метода производства для изготовления одежды, аксессуаров и даже мебели.
Технологии в кроссовках (23 фото): новые материалы и особенности
В современном мире высоких технологий и инноваций конкурировать в сфере спортивной обуви становится все сложнее. Мировые компании по производству спортивной одежды и обуви в гонке за лидерством регулярно представляют новые модели кроссовок с использованием новейших разработок, призванных сделать занятия спортом комфортнее и эффективнее.
Ниже приведены самые неожиданные и прогрессивные технологии, использованные в современных кроссовках, которые внесли значительный вклад в развитие спортивной обуви для разных видов спорта.
Кроссовки Adidas
Подошва Boost
Не так давно немецкая компания Adidas представила новую модель для спортсменов-бегунов со специальной подошвой Boost. Разработчики компании трудились над созданием новой технологии в сотрудничестве с ведущей немецкой компанией в области химии.
Основу подошвы составляет материал под названием термопластик в виде гранул, которые образуют энергосберегающие капсулы. При помощи этих гранул спортсмен во время пробежек может добиваться максимальной энергоотдачи и высокого уровня амортизации.
Протектор Traxion
Модель кроссовок Adidas Response Trail 17, оснащенная запатентованным протектором на подошве Traxion, дают возможность беспрепятственно передвигаться по скользким и мокрым поверхностям. Уникальная форма шипов на подошве позволяет равномерно распределить давление на ногу, обеспечивая максимальный комфорт. Таким образом, дождливая погода или легкие заморозки теперь не будут поводом отменить тренировку.
Печать кроссовок на 3D принтере
Кроссовки Futurecraft 3D стали первой моделью Adidas, которые были частично напечатаны на принтере. Эта инновация позволяет внести в кроссовки, изготовленные по общим стандартам, элементы, выполненные по индивидуальным меркам.
Эта инновация позволяет внести в кроссовки, изготовленные по общим стандартам, элементы, выполненные по индивидуальным меркам.
Производство таких кроссовок в скором будущем планируется полностью роботизировать, уже сегодня большую часть работы по производству этой модели выполняют роботы.
Кроссовки Nike
Плетение верхней части кроссовка Flyknit
Отличительной особенностью такого плетения является отсутствие каких-либо швов. К цельно сплетенной части кроссовка пришивается только язычок. Никаких дополнительных вставок и подкладного материала в кроссовках попросту нет.
К цельно сплетенной части кроссовка пришивается только язычок. Никаких дополнительных вставок и подкладного материала в кроссовках попросту нет.
В зависимости от того, насколько плотное плетение у кроссовок, варьируется их воздухопроницаемость и гибкость. Значительное преимущество таких цельных кроссовок в том, что при эксплуатации любой дискомфорт, связанный со швами, невозможен.
При длительной эксплуатации верхняя часть кроссовка, как и подобает вязаным и плетеным вещам, растягивается, и кроссовки сидят на ноге свободнее. Проблема легко решается стиркой.
Система поддержки Shox
После создания легендарной воздушной подушки в подошве кроссовок по технологии Nike Air, разработчики компании трудились над новыми проектами полтора десятка лет. И результатом их работы стала технология Shox. Она заключается в специальных пружинах, расположенных в задней части подошвы кроссовка, которые дают отличную амортизацию и энергоотдачу во время тренировок.
И результатом их работы стала технология Shox. Она заключается в специальных пружинах, расположенных в задней части подошвы кроссовка, которые дают отличную амортизацию и энергоотдачу во время тренировок.
Пружины для кроссовок производятся из инновационной пены, обладающей особой упругостью. Такой же материал используют при изготовлении бамперов для машин Формулы-1. В соответствии с размером кроссовок подбирается величина и размер этих пружин.
Кроссовки Reebok
Система подкачки воздуха Pump
Технология закачки воздуха от компании Reebok призвана сделать посадку кроссовок удобной для каждого. Она подразумевает наличие в кроссовках специального каркаса, образующего воздушные каналы по всему периметру обуви.
При помощи насоса, который выглядит как мягкая кнопка на верхней части кроссовка, воздух накачивается и заполняет каналы в нужных местах. Изначально эта технология была придумана для баскетбольных кроссовок Reebok, но позже начала широко использоваться и в других спортивных направлениях.
Изначально эта технология была придумана для баскетбольных кроссовок Reebok, но позже начала широко использоваться и в других спортивных направлениях.
Подошва ZigTech
Технология ZigTech заключается в зигзагообразной подошве кроссовок марки Reebok. Благодаря этой инновации кроссовки способны очень сильно сгибаться, что особенно важно во время пробежек.
К тому же технология помогает защищать стопы от механических повреждений и способствует снижению нагрузки на ноги во время занятий спортом.
 youtube.com/embed/tAD440QT5EE?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/tAD440QT5EE?modestbranding=1&iv_load_policy=3&rel=0″/>
Подошва Hexalite
Подошва, выполненная по этой технологии, внешне напоминает соты в местах наибольшего воздействия на стопы. По своей сути Hexalite – это слой прочного уретана, обладающего высокими амортизационными свойствами. Эта технология позже была усовершенствована и дала жизнь новой, более совершенной Hexride.
Технология изготовления коми национальной ижемской обуви
Традиционная мужская
и женская обувь у коми-ижемцев почти не различалась по покрою. Зимой носили:
тобаки —
сапоги с голенищем выше колен, сшитые из оленьего меха ворсом наружу; бурки — сапоги высотой
40 см из оленьего меха ворсом наружу, чуни – домашняя обувь без голенища, также
сшитая из оленьего меха ворсом наружу.
Обычно обувь шьется в зимнее время после забоя, с ноября месяца. Выделкой шкур оленей и пушных зверей, пошивом одежды, сумок, обуви, покрышек чума занимаются женщины. Пимы шьются вручную из камуса (шкура, снятая с ног любимого или особого оленя). Созданию обуви для мужчины уделяется особое внимание. Поэтому шкурки обрабатываются, разбираются и подготавливаются мастерицами задолго до начала пошива. Ненецкие женщины для отделки мужской обуви используют простейший древний орнамент, такой как «оленья тропа», «рога лося» (считается особенно мужественным, выразительным и монументальным орнаментом), «мужская голова», «медвежьи ушки» и т.д. Коми же женщины в украшении мужских пим использовали только прямые линии.
Крой ненецкой обуви от коми отличается, тем что головка (юр) у ненцев более широкая, а у коми обуви заужена, более плотно прилегает к стопе, более плотно облегает ноги, что способствует сохранению тепла и удобству при длительных переходах.
Для
хранения женской обуви шьётся специальный мешок (шуипаты) из замши. Мешок и
сама женская обувь ненецких женщин хранятся на специальной нарте, отдельно от
других вещей. Это связано с представлением ненцев о способности женщины, а
точнее, её шага и соответственно ног и обуви, «общения» с силами Нижнего мира.
У коми оленеводов обувь и одежда, как
мужская так и женская хранятся и перевозятся на одной нарте.
Мешок и
сама женская обувь ненецких женщин хранятся на специальной нарте, отдельно от
других вещей. Это связано с представлением ненцев о способности женщины, а
точнее, её шага и соответственно ног и обуви, «общения» с силами Нижнего мира.
У коми оленеводов обувь и одежда, как
мужская так и женская хранятся и перевозятся на одной нарте.
На первый взгляд технология изготовления очень проста, но на деле это очень трудоёмкая и тяжелая работа, на которую затрачивается много сил и времени. Скорняжное дело атрофирует пальцы рук, потому что в основном физическая нагрузка приходится на руки. Технология изготовления обуви состоит из двух этапов:
— выделки камуса, меха с лобной части головы, передних и задних ног;
— кроя и пошива изделия.
Мужские тобаки Женские тобаки Женские бурки Чуни
Полная статья: Передовая статья: Дизайн и производство обуви
1. Введение
Производство было основной движущей силой эволюции общества от сельскохозяйственного центра к индустриальному. Однако производство также развивалось с течением времени, и можно выделить несколько парадигм, как описано в таблице 1 (Jovane и др. ). Таблица 1.Эволюция производственных парадигм
Однако производство также развивалось с течением времени, и можно выделить несколько парадигм, как описано в таблице 1 (Jovane и др. ). Таблица 1.Эволюция производственных парадигм
Одной из основных тенденций современного рынка является «массовая кастомизация». Это представляет собой новую рыночную парадигму, которая меняет способ проектирования, производства, доставки и переработки потребительских товаров.
Производственная технология началась с того, что ремесленник за работой изготовил один продукт для одного покупателя, и как таковой был хорошо известен как ремесленное производство, как показано на рис. 1. Производство продолжало развиваться в конце 1800-х годов во время промышленной производства начала 20 века.Сегодня этот рынок массового производства меняется и движется к новой парадигме массовой кастомизации. Таким образом, признано, что текущие и будущие производственные проблемы возвращаются к проблемам первоначального ремесленного производства, но с дополнительными преимуществами и сложностями использования современных передовых производственных систем и технологий. Таким образом, одним из взглядов на массовую индивидуализацию может быть выражение идеалов ремесленного производства с помощью современных промышленных технологий.
Рис. 1.Эволюция производства в соответствии с потребностями общества и спросом на рынке.
По данным Piller et al . (), массовая индивидуализация направлена на то, чтобы предложить потребителям товары и услуги, которые в большей степени соответствуют их конкретным потребностям и вкусам. Это подразумевает способность сочетать эффективность и экономию за счет масштаба массового производства с возможностью производства небольших партий и партий одной, очень диверсифицированной и персонализированной продукции. Результатом этого является очень напряженная задача для всей организации компании, чьи процедуры и подходы к управлению затем требуют тщательного пересмотра, особенно в производственной сфере.Это, безусловно, верно и для производства обуви; поскольку производство обуви все чаще сталкивается с прогрессивным сокращением размера производственных партий. В сочетании с вариативностью стилей, которая приводит к чрезмерной нагрузке на традиционную организацию труда, и требованием свести к минимуму сроки поставки, системы производственной поддержки пока еще не приближаются к уровням гибкости и быстрого реагирования, необходимым для массового производства индивидуальных продуктов. Однако, поскольку среди потребителей обуви становится очевидным заметный спрос на такие продукты, обувным компаниям вскоре придется столкнуться с техническими проблемами, упомянутыми выше.
В сочетании с вариативностью стилей, которая приводит к чрезмерной нагрузке на традиционную организацию труда, и требованием свести к минимуму сроки поставки, системы производственной поддержки пока еще не приближаются к уровням гибкости и быстрого реагирования, необходимым для массового производства индивидуальных продуктов. Однако, поскольку среди потребителей обуви становится очевидным заметный спрос на такие продукты, обувным компаниям вскоре придется столкнуться с техническими проблемами, упомянутыми выше.
Чтобы понять значение массовой кастомизации для производства обуви, исследователям необходимо найти более точное определение, позволяющее применить эту концепцию кастомизации к обуви. Если кастомизация, в общих чертах, означает придание продукту определенного количества персонализированных характеристик, которые каким-то образом отражают желания потребителей, то кастомизацию обуви можно рассматривать на нескольких уровнях, а именно (Боер и Дулио ():
1. | Индивидуализация дизайна: в этом случае только отдельные аспекты, связанные с сочетанием цветов и материалов, или мелкие детали и украшения могут быть настроены в соответствии с конкретными пожеланиями потребителей.Этот первый уровень настройки имеет ограниченное влияние на организацию производства и требуемую технологию, но увеличивает сложность всего процесса и требует высокоэффективных инструментов планирования и управления. | ||||
| 2. | Индивидуализация по размеру и посадке: помимо требований предыдущего уровня подразумевает изготовление обуви под конкретные размеры и особенности стопы конкретного потребителя; этот второй уровень может быть дополнительно детализирован как наиболее подходящий или сделанный на заказ. | ||||
| 3. | Наилучший подход : размер и подгонка по индивидуальному заказу достигается путем определения для последней комбинации стилей, которая является наилучшим приближением размеров стопы и желаний потребителя. | ||||
| 4. | Индивидуальный подход : — это высший уровень индивидуализации, для которого обувь фактически спроектирована и изготовлена точно в соответствии с размерными (и другими) требованиями потребителя. | ||||

Оба эти последние два уровня индивидуализации обуви оказывают все более значительное влияние на производство. Самый сложный случай, принятый для лучшего понимания конечных последствий кастомизации в производстве обуви, связан с производством обуви на заказ.
При проектировании и производстве обуви следует учитывать, как изготавливается обувь и каковы ее основные компоненты. Основные компоненты обуви показаны на рисунке 2 и состоят из последних , которые представляют собой форму стопы.Затем определенное количество компонентов, во-первых, верхняя часть , которая представляет собой кожу ботинка и состоит из различных частей, таких как подкладки, стойки, накладки на носки, ребра жесткости и т. д.; стелька (иногда в виде контурной стельки, подошва , обычно сделанная из кожи или пластика) и, наконец, каблук .
д.; стелька (иногда в виде контурной стельки, подошва , обычно сделанная из кожи или пластика) и, наконец, каблук .
Рисунок 2. Компоненты обуви и колодки.
Для строго индивидуальной обуви большинство этих компонентов, если не все, зависят от конкретных размеров стопы отдельного покупателя.При рассмотрении обуви, сделанной на заказ, ситуация совершенно иная; при сохранении «модульного» подхода к выбору желаемого стиля маловероятно, что каждый отдельный потребитель когда-либо станет дизайнером собственной обуви. На самом деле все компоненты обуви соответствуют разным критериям, называемым «параметричностью». Это общий дизайн обуви, который может быть сформирован в виде «нейтрального» размера, который должен быть адаптирован в индивидуальном порядке в соответствии с параметрами стопы потребителя (длина стопы, длина обхвата и т. д.).). Негативным последствием является то, что предприятие по производству обуви не может производить продукцию до тех пор, пока заказы клиентов не будут переданы производителю обуви. Для обувной промышленности это представляет собой полный поворот на 180 градусов от подхода «сделано на складе» к производству на заказ.
Для обувной промышленности это представляет собой полный поворот на 180 градусов от подхода «сделано на складе» к производству на заказ.
2. Дизайн и производство по индивидуальному заказу
Целью массового производства обуви по индивидуальному заказу является производство отдельных единиц обуви, в которых каждая пара обуви, включая левый и правый ботинок, отличается.Чтобы получить конкурентные преимущества, обещанные парадигмой массовой настройки, необходимо обновить как организационную структуру, так и производственный процесс (Кэрри). Возникающая у производителей капитальных товаров тенденция становиться поставщиком услуг, а не продуктов — в соответствии с философией Global Service — помогает сделать весь сценарий более однородным в контексте массовой настройки и связанных с ней требований. Таким образом, производственным компаниям необходимо быть «ориентированными на клиента», а не «на продукт», что влечет за собой изменение их собственной организационной структуры. Существует идентифицируемая тенденция запрашивать производственные услуги (а не производственные единицы), которые можно арендовать только на раз использования; это справедливо для всех МСП, поскольку они не располагают большими финансовыми ресурсами.
Существует идентифицируемая тенденция запрашивать производственные услуги (а не производственные единицы), которые можно арендовать только на раз использования; это справедливо для всех МСП, поскольку они не располагают большими финансовыми ресурсами.
Наряду с разработкой систем, способных развиваться в течение собственного жизненного цикла и адаптироваться к требованиям рынка (описанным выше), аренда желаемой конфигурации такой производственной системы может быть «финансовым» инструментом массовой кастомизации.Ряд различных новых стратегий разрабатывается для того, чтобы справиться с этими рыночными изменениями, которые требуют изменения структуры рынка. Со стороны производителя системы производитель оборудования может сохранить за собой право собственности и сдавать в аренду «часы производства» или «продукты в месяц», взяв на себя ответственность за эксплуатацию, программирование, обслуживание, техническое обслуживание и т. д. Заказчик (поставщик материальных товаров) будет оплатить эту услугу. В качестве альтернативы «системный интегратор» может выступать в роли «технологического брокера», выступая в роли посредника и арбитра между компанией, которой необходима данная производственная мощность, и группой функциональных возможностей и одним производителем модульных макрокомпонентов производства. средство (Чайлд).Этот участник, возможно, поддерживаемый финансовой или лизинговой компанией, будет отвечать за выбор модулей, их настройку для требуемого процесса и их интеграцию. Этот новый участник может сдавать в аренду индивидуальные производственные мощности конечному пользователю вместе с эксплуатацией и техническим обслуживанием. После завершения периода аренды объект можно было разобрать на основные «строительные блоки» и снова использовать повторно, а также собрать для новой производственной мощности, которая соответствовала бы новым требованиям конечного пользователя.
В качестве альтернативы «системный интегратор» может выступать в роли «технологического брокера», выступая в роли посредника и арбитра между компанией, которой необходима данная производственная мощность, и группой функциональных возможностей и одним производителем модульных макрокомпонентов производства. средство (Чайлд).Этот участник, возможно, поддерживаемый финансовой или лизинговой компанией, будет отвечать за выбор модулей, их настройку для требуемого процесса и их интеграцию. Этот новый участник может сдавать в аренду индивидуальные производственные мощности конечному пользователю вместе с эксплуатацией и техническим обслуживанием. После завершения периода аренды объект можно было разобрать на основные «строительные блоки» и снова использовать повторно, а также собрать для новой производственной мощности, которая соответствовала бы новым требованиям конечного пользователя.
Дорогостоящие и трудоемкие задачи, такие как техническое обслуживание и обеспечение надежности, становятся критически важными аспектами этих эволюционирующих компоновок. Техническое обслуживание фактически будет частью предоставляемой услуги, поэтому поставщик заинтересован в минимизации поломок. Таким образом, оборудование должно быть рассчитано на техническое обслуживание. Модульность и реконфигурируемость производственных систем и системных компонентов также следует рассматривать как ключевые факторы такой новой структуры рынка (Wiendhal и др. ).Следует отметить, что в такой схеме провайдер системы становится провайдером процесса. Это согласуется с парадигмой массовой кастомизации, в которой, как описано выше, акцент должен делаться на процессе и его жизненном цикле, а не на продукте: многие продукты реализуются в рамках одного процесса, и каждый процесс длится дольше, чем продукт. реализуется внутри него. Тип обновления в организационной структуре предприятия для этого изменения структуры рынка можно рассматривать как часть подхода расширенного предприятия (Childe).Это кажется многообещающей парадигмой, которая позволяет предприятиям, и в частности МСП, справляться с динамичным характером современного глобального рынка и конкурировать с более крупными организациями (Wiendhal и др.
Техническое обслуживание фактически будет частью предоставляемой услуги, поэтому поставщик заинтересован в минимизации поломок. Таким образом, оборудование должно быть рассчитано на техническое обслуживание. Модульность и реконфигурируемость производственных систем и системных компонентов также следует рассматривать как ключевые факторы такой новой структуры рынка (Wiendhal и др. ).Следует отметить, что в такой схеме провайдер системы становится провайдером процесса. Это согласуется с парадигмой массовой кастомизации, в которой, как описано выше, акцент должен делаться на процессе и его жизненном цикле, а не на продукте: многие продукты реализуются в рамках одного процесса, и каждый процесс длится дольше, чем продукт. реализуется внутри него. Тип обновления в организационной структуре предприятия для этого изменения структуры рынка можно рассматривать как часть подхода расширенного предприятия (Childe).Это кажется многообещающей парадигмой, которая позволяет предприятиям, и в частности МСП, справляться с динамичным характером современного глобального рынка и конкурировать с более крупными организациями (Wiendhal и др. ).
).
3. Проект EUROSHOE в рамках Пятой рамочной программы ЕС
Проект EUROSHOE является частью Пятой рамочной программы Европейской комиссии в рамках специальной программы «Конкурентоспособный и устойчивый рост – Call Growth 2000» и является ответом на ключевые действия инновационные продукты, процессы и организации.Проект направлен на радикальное обновление концепции обуви как продукта и ее производства, основанное на преобразовании продукта массового производства в продукт массового производства. Эта эволюция продукта идет параллельно с преобразованием обувной компании в расширенное и гибкое предприятие (Boër и др. . ). Таким образом, он должен быть в состоянии справиться со сложностью, которую влечет за собой такое изменение характера продукта, а также справиться с новыми проблемами, связанными с непосредственным участием потребителя в процессе проектирования и производства обуви.Проблемы, которые решает проект, имеют большое значение для обувной промышленности, которая очень внимательно следит за ними; таким образом позволяя короткое время эксплуатации результатов.
EUROShoE – сложный и амбициозный проект, направленный на важную трансформацию современного способа проектирования, производства и продажи обуви. Проект направлен на то, чтобы проложить путь к разработке полного спектра передовых технологий, которые, с аспектом персонализации продукта или без него, установят новые стандарты с точки зрения гибкости, эффективности процессов и технического уровня практически для всех видов обуви. производство.Это также испытательный полигон для интегрированных проектов (IP) в рамках Шестой рамочной программы Европейской комиссии, имеющих дальновидные цели, амбициозные результаты, с критической массой партнеров, охватывающих весь жизненный цикл продукта и процесса.
Для решения такой сложной задачи был сформирован консорциум из 34 европейских партнеров. Это считалось необходимым по двум различным причинам: во-первых, ноу-хау, которое считается необходимым для достижения целей исследования, не может быть найдено в одной стране и должно быть получено от частных компаний, университетов и исследовательских центров, как с общим и конкретной экспертизы. Вторая причина связана с целью разработки решений, которые были бы применимы для обувных компаний из всех основных европейских стран-производителей обуви. Результаты которого внесут значительный вклад в общее улучшение отрасли. По этой причине вклад сапожников из разных стран был жизненно важен для его успеха.
Вторая причина связана с целью разработки решений, которые были бы применимы для обувных компаний из всех основных европейских стран-производителей обуви. Результаты которого внесут значительный вклад в общее улучшение отрасли. По этой причине вклад сапожников из разных стран был жизненно важен для его успеха.
4. Полный пересмотр жизненного цикла продукт-процесс
Такое радикальное изменение в природе продукта требует полного пересмотра процессов, которые поддерживают различные этапы жизненного цикла продукта, а именно проектирование, производство, продажу и распространение, использование , увольнение и переработка, как у модели Manu F uturing (Boër and Jovane).Для обувного сектора это показано на рис. 3, где в рамках проекта EUROSHOE разработан системный взгляд в соответствии с моделью матрицы «продукт-процессы». Это привело к исследовательской работе, которая охватывает разработку для каждой из фаз жизненного цикла и всех соответствующих критических технологий.
Рис. 3. Матрица жизненного цикла «продукт-процесс».
Это полное и глобальное переосмысление обувного бизнеса требует больших ресурсов, поэтому проект EUROSHOE стал амбициозной и масштабной исследовательской инициативой с участием всех участников цепочки создания добавленной стоимости (www.евро-обувь.net). Проект использует две основные точки зрения для исследования: во-первых, изучение требований к «обувной системе» и, во-вторых, разработка необходимых методологий и технологий, необходимых на каждом этапе цепочки добавленной стоимости. Более того, весь проект направлен на веб-ориентированную трансформацию бизнеса и операционных механизмов традиционных предприятий, таких как обувные компании. Это позволяет типичному производственному бизнесу «старой экономики» превратиться в бизнес «новой экономики» с трансформацией его производственной базы.
Вышеупомянутое преобразование требует действий в ряде взаимосвязанных областей:
1. | Определение «эталонной модели» бизнеса и его операционных процессов (Боер и Джоване). | ||||
| 2. | Разработка набора программных инструментов и процедур для выбора, настройки и интеграции планирования ресурсов предприятия, управления данными о продуктах, автоматизированного проектирования и производства (ERP/PDM/CAD/CAM) ( см. Zangiacomi и др. .Эта проблема). | ||||
| 3. | Внедрение полной среды ERP/PDM/CAD/CAM (см. Dulio and Boër, этот выпуск). | ||||
| 4. | Проектирование и разработка нового поколения устройств захвата признаков стопы и сканеров стопы на базе камеры. | ||||
| 5. | Создание основанного на знаниях программного обеспечения CAD/CAM для проектирования индивидуальной обуви (см. | ||||
| 6. | Разработка универсальных, многоцелевых обувных машин и систем (см. Jatta et al ., в этом выпуске). | ||||
| 7. | Реализация компонентов физических и виртуальных (веб-ориентированных) центров продаж, где можно измерять стопы клиентов, выбирать стили, передавать данные производителям и проводить транзакции (см. Vigano и др. ., этот выпуск; Fornasiero и др. ., Эта проблема). | ||||
 Paris and Handley, этот выпуск).
Paris and Handley, этот выпуск).Статьи в этом выпуске поддерживают эти действия и обеспечивают основу для реализации массового индивидуального дизайна и производства для обувной промышленности.
| Paradigm | Массовое производство | Гибкое производство | Массовая настройка и персонализация | 1 Устойчивое производство|||
|---|---|---|---|---|---|---|
| Начало парадигмы | ∼1850 | 1913 | ∼1980 | 2000 | 2020? | ОБЩЕСТВЕННЫЕ ПРОДУКТЫ | Индивидуальные продукты | низкая стоимость продуктов | Разнообразие Продукты | Индивидуальные продукты | Чистые продукты |
| Market | Очень небольшой объем объема | Спрос> Поставка устойчивого спроса | > Спрос меньшего объема на товар | Globalization | окружающей среды | |
| Business модель | Pull Sell-Design-Make-Make Change | Push проектирование-создание-сборка-продажа | Push-Pull проектирование-создание-продажа-сборка | Pull проектирование-продажа-сборка-сборка | Pull проектирование для окружающей среды-продажа-создание-сборка | |
| Технологии | Электричество | Interchang Ibibies parts | Компьютеры | Информационные технологии | Информационные технологии | Nano / Bio / Matical Technology | Master Tools | Moving Assemblic Line и DML | FMS Robots | RMS | 7 Увеличение производства |
Глава 1: Введение
1. 1. Описание отчета
1. Описание отчета
1.2. Ключевые преимущества для заинтересованных сторон
1.3. Ключевые сегменты рынка
1.4. Методология исследования
1.4.1. Первичные исследования
1.4.2. Вторичные исследования
1.4.3. Аналитические инструменты и модели
Глава 2: Краткий обзор
2.1. Взгляд CXO
Глава 3: ОБЗОР РЫНКА
3.1. Определение и объем рынка
3.2. Основные выводы
3.2.1. Основные воздействующие факторы
3.2.2. Верхние инвестиционные карманы
3.3. Анализ пяти сил Портера
3.4. Позиционирование ключевых игроков, 2018 г.
3.5. Динамика рынка
3.5.1. Водители
3.5.1.1. Растущая потребность в обувном производстве, чтобы соответствовать меняющимся тенденциям моды, увеличивает спрос на производственные машины
3.5.1.2. Улучшение экономических условий/рост располагаемого дохода
3.5.1.3. Увеличение производительности при сокращении времени работы
3.5.2. Ограничения
3. 5.2.1. Неопределенность в глобальном производстве
5.2.1. Неопределенность в глобальном производстве
3.5.2.2. Высокие инвестиции, связанные с первоначальной настройкой
3.5.3. Возможности
3.5.3.1. Эволюция умного и устойчивого производства
Глава 4: Рынок машин для производства обуви, решение BY
4.1. Обзор рынка
4.1.1. Размер рынка и прогноз по решениям
4.2. Тип продукта
4.2.1. Ключевые тенденции рынка, факторы роста и возможности
4.2.2. Объем рынка и прогноз по регионам
4.2.3. Размер рынка и прогноз по типам
4.2.3.1. Станок для резки
4.2.3.2. Прочная машина
4.2.3.3. Швейная машина для обуви
4.2.3.4. Укупорочная машина (верхний узел)
4.2.3.5. Дноукладчик
4.2.3.6. Отделочная машина
4.2.3.7. Прочее
4.2.4. Анализ рынка по странам
4.3. Услуги
4.3.1. Ключевые тенденции рынка, факторы роста и возможности
4.3.2. Объем рынка и прогноз по регионам
4.3.2.1. Техническое обслуживание
4. 3.2.2. Техническое обслуживание и ремонт
3.2.2. Техническое обслуживание и ремонт
4.3.3. Анализ рынка по странам
Глава 5: Рынок машин для производства обуви, BY Тип машины
5.1. Обзор рынка
5.1.1. Объем рынка и прогноз по регионам
5.2. Руководство
5.2.1. Ключевые тенденции рынка, факторы роста и возможности
5.2.2. Объем рынка и прогноз по регионам
5.2.3. Анализ рынка по странам
5.3. Полуавтоматический
5.3.1. Ключевые тенденции рынка, факторы роста и возможности
5.3.2. Объем рынка и прогноз по регионам
5.3.3. Анализ рынка по странам
5.4. Автоматический
5.4.1. Ключевые тенденции рынка, факторы роста и возможности
5.4.2. Объем рынка и прогноз по регионам
5.4.3. Анализ рынка по странам
Глава 6: Рынок машин для производства обуви по регионам
6.1. Обзор рынка
6.2. Северная Америка
6.2.1. Ключевые тенденции рынка, факторы роста и возможности
6.2.2. Размер рынка и прогноз по решению
6. 2.3. Размер рынка и прогноз по типам машин
2.3. Размер рынка и прогноз по типам машин
6.2.4. Анализ рынка по странам
6.2.4.1. США
6.2.4.1.1. Размер рынка и прогноз по решению
6.2.4.1.2. Размер рынка и прогноз по типам машин
6.2.4.2. Канада
6.2.4.2.1. Объем рынка и прогноз по решению
6.2.4.2.2. Объем рынка и прогноз по типам машин
6.2.4.3. Мексика
6.2.4.3.1. Размер рынка и прогноз по решению
6.2.4.3.2. Размер рынка и прогноз по типам машин
6.3. Европа
6.3.1. Ключевые тенденции рынка, факторы роста и возможности
6.3.2. Размер рынка и прогноз по решению
6.3.3. Объем рынка и прогноз по типам машин
6.3.4. Анализ рынка по странам
6.3.4.1. Италия
6.3.4.1.1. Размер рынка и прогноз по решению
6.3.4.1.2. Размер рынка и прогноз по типам машин
6.3.4.2. Германия
6.3.4.2.1. Размер рынка и прогноз по решению
6.3.4.2.2. Размер рынка и прогноз по типам машин
6.3.4.3. Испания
6. 3.4.3.1. Размер рынка и прогноз по решению
3.4.3.1. Размер рынка и прогноз по решению
6.3.4.3.2. Размер рынка и прогноз по типам машин
6.3.4.4. Румыния
6.3.4.4.1. Объем рынка и прогноз по решению
6.3.4.4.2. Объем рынка и прогноз по типам машин
6.3.4.5. Остальная Европа
6.3.4.5.1. Размер рынка и прогноз по решению
6.3.4.5.2. Размер рынка и прогноз по типам машин
6.4. Азиатско-Тихоокеанский регион
6.4.1. Ключевые тенденции рынка, факторы роста и возможности
6.4.2. Размер рынка и прогноз по решению
6.4.3. Объем рынка и прогноз по типам машин
6.4.4. Анализ рынка по странам
6.4.4.1. Китай
6.4.4.1.1. Размер рынка и прогноз по решению
6.4.4.1.2. Размер рынка и прогноз по типам машин
6.4.4.2. Япония
6.4.4.2.1. Размер рынка и прогноз по решению
6.4.4.2.2. Размер рынка и прогноз по типам машин
6.4.4.3. Индия
6.4.4.3.1. Размер рынка и прогноз по решению
6.4.4.3.2. Размер рынка и прогноз по типам машин
6. 4.4.4. Остальные страны Азиатско-Тихоокеанского региона
4.4.4. Остальные страны Азиатско-Тихоокеанского региона
6.4.4.4.1. Размер рынка и прогноз по решению
6.4.4.4.2. Объем рынка и прогноз по типам машин
6.5. ЛАМЕА
6.5.1. Ключевые тенденции рынка, факторы роста и возможности
6.5.2. Размер рынка и прогноз по решению
6.5.3. Размер рынка и прогноз по типам машин
6.5.4. Анализ рынка по странам
6.5.4.1. Латинская Америка
6.5.4.1.1. Размер рынка и прогноз по решению
6.5.4.1.2. Размер рынка и прогноз по типам машин
6.5.4.2. Ближний Восток
6.5.4.2.1. Размер рынка и прогноз по решению
6.5.4.2.2. Размер рынка и прогноз по типам машин
6.5.4.3. Африка
6.5.4.3.1. Размер рынка и прогноз по решению
6.5.4.3.2. Объем рынка и прогноз по типам машин
Глава 7: Профили компаний
7.1. ALC Tecnologie Adesive S.r.l.
7.1.1. Обзор компании
7.1.2. Снимок компании
7.1.3. Ассортимент продукции
7.2. Atom S. p.A
p.A
7.2.1. Обзор компании
7.2.2. Снимок компании
7.2.3. Сегменты операционной деятельности
7.2.4. Ассортимент продукции
7.3. Brustia Alfameccanica S.r.l.
7.3.1. Обзор компании
7.3.2. Снимок компании
7.3.3. Ассортимент продукции
7.4. Комек
7.4.1. Обзор компании
7.4.2. Снимок компании
7.4.3. Ассортимент продукции
7.5. Комельц С.п.А.
7.5.1. Обзор компании
7.5.2. Снимок компании
7.5.3. Ассортимент продукции
7.6. Компания Dongguan Kingstone Shoe-making Machinery Co. Ltd.
7.6.1. Обзор компании
7.6.2. Снимок компании
7.6.3. Ассортимент продукции
7.7. Элитрон ИПМ С.р.л.
7.7.1. Обзор компании
7.7.2. Снимок компании
7.7.3. Ассортимент продукции
7.7.4. Ключевые стратегические ходы и разработки
7.8. Коу И Айрон Воркс Ко., ООО
7.8.1. Обзор компании
7.8.2. Снимок компании
7.8.3. Ассортимент продукции
7. 9. Orisol Taiwan Ltd
9. Orisol Taiwan Ltd
7.9.1. Обзор компании
7.9.2. Снимок компании
7.9.3. Ассортимент продукции
7.10. True Ten Industrial Co., Ltd
7.10.1. Обзор компании
7.10.2. Снимок компании
7.10.3. Ассортимент продукции
СПИСОК ТАБЛИЦ
ТАБЛИЦА 01. МИРОВОЙ РЫНОК ОБУВНЫХ МАШИН, ПО РЕШЕНИЯМ, 2017–2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 02.Обувь Производственные машины Рыночные доходы для продукта, по регионам 2017-2025 (млн. Долл. США)
Таблица 03. Обувь Машины для производства на рынке Выручка для продукта, по типу, 2017-2025 (млн. Долл. США)
Таблица 04. Обувь Производство машины Выручка рынка для услуг , По регионам 2017-2025 (млн. Долл. США)
Таблица 05. Глобальная обувь для производства машин для производства обуви, Machine Type, 2017-2025 (млн. Долл. США)
Таблица 06. Машины для производства обуви на рынке выручки на руку, по регионам 2017-2025 МЛН)
ТАБЛИЦА 07.Обувь Производственные машины Рыночные доходы для полуавтоматов, по регионам 2017-2025 (млн. Долл. США)
Таблица 08. Обувь производства машин на рынке выручка для полуавтоматов, по регионам 2017-2025 (миллион долларов)
Таблица 09. Североамериканская обувь Машины рынка, посредством решения, 2017-2025 (млн. Долл. США)
Таблица 10. Машины для производства обуви в североамериканской американке, на машине типа, 2017-2025 (млн. Долл. США)
Таблица 11. Машины для обуви США, по технологии, 2017- 2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 12.Машины для производства обуви США, на рынке машинного типа, 2017-2025 (млн. Долл. США)
Таблица 13. Канада Обувь Машины для производства обуви, по технологиям, 2017-2025 (млн. Долл. США)
Таблица 14. Канада Обувь Машины для производства машин, по типу машины , 2017-2025 (млн. Долл. США)
Таблица 15. Мексиканский рынок машин для обуви, по технологиям, 2017-2025 (млн. Долл. США)
Таблица 16. Мексиканская обувь для обуви. Производственные машины Markine, на машине типа, 2017-2025 (млн. Долл. США)
ТАБЛИЦА 17.Машины для обуви Europe Machines Machines, по решению, 2017-2025 долл. США (млн. Долл. США)
США (млн. Долл. США)
Таблица 18. Машины для обуви Europe Machines, на машине типа, 2017-2025 (млн. Долл. США)
Таблица 19. Машины для обуви Италии, по технологии, 2017-2025 (млн. Долл. США)
Таблица 20. Машины для обуви для обуви Италии, на машине Тип, 2017-2025 (млн. Долл. США)
Таблица 21. Германия Обувь Машины для производства машин, по технологиям, 2017-2025 (млн. Долл. США)
Таблица 22.Германия Обувь Производственные машины Machine Machine, Machine Type, 2017-2025 (млн. Долл. США)
Таблица 23. Машины для производства обуви Испании, по технологии, 2017-2025 (млн. Долл. США)
Таблица 24. Машины для производства обуви Испании, по типу машины , 2017-2025 (млн. Долл. США)
Таблица 25. Машины для производства обуви Румынии, по технологии, 2017-2025 (млн. Долл. США)
Таблица 26. Рынок машин для производства обуви Румынии, на машине, 2017-2025 (миллион долларов)
ТАБЛИЦА 27.Остальные машины для обуви Europe Machines, по технологии, 2017-2025 годы (млн. Долл. США)
Долл. США)
Таблица 28. Отдых в Европе Обувь для производства машин, на машине типа, 2017-2025 (млн. Долл. США)
Таблица 29. Азиатско-Тихоокеанская обувь Машины на рынке машин, по решению, 2017-2025 (млн. Долл. США)
Таблица 30. Азиатско-Тихоокеанская обувь Производственные машины Machines, Machine Type, 2017-2025 (млн. Долл. США)
Таблица 31. Китай Машины для производства обуви, по технологиям, 2017 –2025 (МЛН.$)
ТАБЛИЦА 32.Китай Машины для производства обуви, на рынке машины типа, 2017-2025 (млн. Долл. США)
Таблица 33. Машины для производства обуви Японии, по технологиям, 2017-2025 (млн. Долл. США)
Таблица 34. Япония Обувь Машины для производства машин, по типу машины , 2017-2025 (млн. Долл. США)
Таблица 35. Машины для обуви для обуви Индии, по технологиям, 2017-2025 (млн. Долл. США)
Таблица 36. Машины для обуви для обуви Индии, по типу машины, 2017-2025 (миллион долларов)
ТАБЛИЦА 37.ТАБЛИЦА 38. ОСТАЛЬНОЙ РЫНОК ОБУВНЫХ МАШИН В АЗИАТСКО-ТИХООКЕАНСКОМ РЕГИОНЕ, ПО ТИПУ МАШИН, 2017–2025 ГГ. (МЛН. ДОЛЛ. США)
Машины для производства обуви, по решению, 2017-2025 (млн. Долл. США)
Таблица 40. Машины для производства обуви Ламея, Machine, 2017-2025 (млн. Долл. США)
Таблица 41. Машины для производства обуви Латинской Америки, по технологиям, 2017–2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 42.Машины для обуви Латинской Америки Machine Machine By Machine Type, 2017-2025 (млн. Долл. США)
Таблица 43. Рынок машин для обуви на Ближнем Востоке, по технологии, 2017-2025 (млн. Долл. США)
Таблица 44. Средней Восточной Обувь Машины для обуви, ПО ТИПУ МАШИН, 2017–2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 45. РЫНОК МАШИН ДЛЯ ПРОИЗВОДСТВА ОБУВИ В АФРИКЕ, ПО ТЕХНОЛОГИЯМ, 2017–2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 46. МЛН)
ТАБЛИЦА 47.ALC Tecnologie Adesive SRL: Компания Snapshot
Таблица 48. alc tecnologie adesive srl: productfolio
Таблица 49. Атом Спа: Компания Снимок
Таблица 50. Атом Спа: Категории товаров
Таблица 51. Атом Спа: Products Protolleio
Таблица 52. Brustia ALFAMECCANICA SRL: ОБОЗНАЧЕНИЕ КОМПАНИИ
Brustia ALFAMECCANICA SRL: ОБОЗНАЧЕНИЕ КОМПАНИИ
ТАБЛИЦА 53. BRUSTIA ALFAMECCANICA SRL: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 54. COMEC: ОБОЗНАЧЕНИЕ КОМПАНИИ
ТАБЛИЦА 55. COMEC: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 56.Comelz Spa: Компания Snapshot
Таблица 57. Comelz Spa: Productfolio
Таблица 58. Dongguan Kingstone Book-Mailing Mailery Co. Ltd: Компания Снимок
Таблица 59. Donggoan Kingstone Chareery Mailery Co. Ltd: Портфолио продукта
Таблица 60. ЭЛИТРОН ИПМ ООО : ОБЗОР КОМПАНИИ
ТАБЛИЦА 61. ELITRON IPM S.R.L. : АССОРТИМЕНТ ПРОДУКЦИИ
ТАБЛИЦА 62. KOU YI IRON WORKS CO.,LTD: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 63. KOU YI IRON WORKS CO.,LTD: АССОРТИМЕНТ ПРОДУКЦИИ
ТАБЛИЦА 64.ORISOL TAIWAN LTD: Компания Snapshot
Таблица 65. Orisol Taiwan Ltd: Product Portfolio
Таблица 66. Истинные десять промышленных CO., Ltd: Компания Снимок
Таблица 67. Истинные десять промышленных CO., Ltd: Портфолио продукта
Список рисунков
Рисунок 01. Глобальные машины производства обуви.Умеренная до высокой договору о поставщиках
Глобальные машины производства обуви.Умеренная до высокой договору о поставщиках
Рисунок 06. Угрозняя угроза умеренных до новых участников
Рисунок 07. Умеренная угроза заместителей
Рисунок 08. Высокая интенсивность соперничества
Рисунок 09. Умеренная переговорная мощность покупателей
Рисунок 10 . ПОЗИЦИОНИРОВАНИЕ КЛЮЧЕВЫХ ИГРОКОВ, 2018
РИСУНОК 11. РЫНОК ОБУВНЫХ МАШИН: ВОДИТЕЛИ, БЕЗОПАСНОСТИ И ВОЗМОЖНОСТИ
РИСУНОК 12. ДОЛЯ МИРОВОГО РЫНКА ОБУВНЫХ МАШИН (3) РИСУНОК 934–2, ПО РЕШЕНИЮ, 2018 г.Сравнительный анализ акций Markines Machine Machines для производства обуви для типа продукта, по стране, 2017 и 2025 (%)
Рисунок 14. Сравнительная акция анализ рынка машин для производства обуви для услуг, по странам, 2017 и 2025 (%)
Рисунок 15. Глобальный
СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА ПОЛУАВТОМАТИЧЕСКИХ МАШИН ДЛЯ ПРОИЗВОДСТВА ОБУВИ ПО СТРАНАМ, 2017 И 2025 ГГ. (%)
19. Рынок машин для производства обуви, по регионам, 2017-2025 (%)
Рисунок 20. Сравнительная акция анализ рынка машин для производства обуви, по стране, 2017-2025 (%)
Сравнительная акция анализ рынка машин для производства обуви, по стране, 2017-2025 (%)
Рисунок 21. Машины для производства обуви США, 2017- 2025 (МЛН. ДОЛЛ. США)
РИСУНОК 22.Машины для обуви для обуви Канады, 2017-2025 (млн. Долл. США)
Рисунок 23. Мексиканская обувь на производстве машин, 2017-2025 (млн. Долл. США)
Рисунок 24. Сравнительная акция анализ рынка машин для производства обуви, по стране, 2017-2025 годы, %)
Рисунок 25. Машины для производства обуви Италии, 2017-2025 (млн. Долл. США)
Рисунок 26. Германия Обувь Машины для производства обуви, 2017-2025 (млн. Долл. США)
Рисунок 27. На рынок машин для производства обуви Испании, 2017-2025 годы, 2017-2025 МЛН долларов)
РИСУНОК 28.Рынок для производства обуви Румынии, 2017-2025 долл. (Млн. Долл. США)
Рисунок 29. Остальная часть обуви Europe Matchines Machines, 2017-2025 (млн. Долл. США)
Рисунок 30. Сравнительная акция анализ рынка машин для производства обуви, по странам, 2017- 2025 (%)
Рисунок 31. Китай Машины для производства обуви для обуви, 2017-2025 (млн. Долл. США)
Китай Машины для производства обуви для обуви, 2017-2025 (млн. Долл. США)
Рисунок 32. Япония Обувь Машины для производства обуви, 2017-2025 (млн. Долл. США)
Рисунок 33. Индия Обувь Производственные машины Markine, 2017- 2025 (МЛН. ДОЛЛ. США)
РИСУНОК 34.Отдых азиатско-тихоокеанских средств Обувь машин, 2017-2025 (млн долл. США)
Рисунок 35. Сравнительная акция анализ рынка машин производства обуви, по стране, 2017-2025 (%)
Рисунок 36. Машины для обуви латинской америки, 2017-2025 (млн долл. США)
Рисунок 37. Рынок производства обуви на среднем Востоке, 2017-2025 (млн. Долл. США)
Рисунок 38. Африканский рынок машин для производства обуви Африки, 2017-2025 (млн. Долл. США)
Оперативность добавки Производство обуви и одежды после пандемии
Изречение Перемены — это хорошо , безусловно, проверено за последние 12+ месяцев.Связанные с Covid остановки и сбои в глобальной цепочке поставок, усугубляемые зыбучими песками геополитики в США, ЕС и Азии, вызвали проблемы со сроками выполнения заказов, рисками, управлением запасами, фрахтом и тарифами. Предпочтения потребительских товаров изменились в связи с изменениями в работе и образе жизни, связанными с Covid. Тенденции индустрии до COVID-19 в области массовой персонализации и устойчивого развития набрали обороты и еще больше усугубили проблемы в цепочке поставок. Как индустрия отреагирует на то, что на горизонте появится эпоха пост-Ковида? Вернется ли он к прежней форме или воспользуется возможностью измениться? Давайте рассмотрим возможности в трех жизненно важных областях.
Предпочтения потребительских товаров изменились в связи с изменениями в работе и образе жизни, связанными с Covid. Тенденции индустрии до COVID-19 в области массовой персонализации и устойчивого развития набрали обороты и еще больше усугубили проблемы в цепочке поставок. Как индустрия отреагирует на то, что на горизонте появится эпоха пост-Ковида? Вернется ли он к прежней форме или воспользуется возможностью измениться? Давайте рассмотрим возможности в трех жизненно важных областях.
Местное производство
Давайте сделаем шаг назад и посмотрим, как сегодня производится обувь. Типичная пара обуви состоит из более чем 100 деталей и включает в себя более 200 производственных этапов с несколькими операциями, такими как литье под давлением, высечка, трафаретная печать, стробирование, термопрессование и обработка паром. Верх представляет собой большую часть количества деталей и производственных этапов, но не видел такого уровня внедрения новых технологий, как подошвы. Ручные операции и соответствующие затраты на рабочую силу ограничивают производство недорогими странами Азии, далекими от потребителей в Европе и Америке, что, безусловно, не является исключительно обувным явлением.Covid выявил отсутствие устойчивости в глобальной цепочке поставок обуви и одежды. Задержки доставки, более высокие уровни запасов и более высокие тарифы нарушили эту, казалось бы, хорошо смазанную машину.
Ручные операции и соответствующие затраты на рабочую силу ограничивают производство недорогими странами Азии, далекими от потребителей в Европе и Америке, что, безусловно, не является исключительно обувным явлением.Covid выявил отсутствие устойчивости в глобальной цепочке поставок обуви и одежды. Задержки доставки, более высокие уровни запасов и более высокие тарифы нарушили эту, казалось бы, хорошо смазанную машину.
Позволит ли это брендам обуви и одежды снизить риски за счет целенаправленного увеличения производства в альтернативных регионах с более низкими издержками, например, в Восточная Европа, Северная Африка, Центральная Америка или даже в пределах Западной Европы и США и использовать их для дифференциации бренда? Для брендов речь пойдет о капитальных вложениях, наличии навыков и опыта, а также о принятии потребителями потенциально более высокой стоимости.
Автоматизированные методы аддитивного производства могут облегчить локальное производство, а также массовую настройку. Такие технологии, как Carbon®, уже используются в коммерческих целях для производства промежуточных подошв спортивной обуви. Мы работаем над устранением технологического разрыва в верхах обуви с помощью многокомпонентной технологии аддитивного производства Voxel8 — цифровой печати гибких эластомерных материалов с оперативной настройкой механических свойств на текстиле, что обеспечивает встроенную функциональность и графику с высоким разрешением. за один проход.
Это своего рода революционное мышление, которое может сократить количество деталей обуви и производственных операций более чем на 50%, обеспечивая при этом быструю разработку продукта для производства. Его можно распространить на другие текстильные изделия, такие как бюстгальтеры и уникальные украшения на одежде и аксессуарах, а другие новаторы решают давние производственные проблемы и узкие места по-своему. Установка таких передовых технологий на «локальных» сайтах позволит брендам быстро реагировать на рыночные тенденции и запросы потребителей в режиме реального времени и предлагать потребителям уникальные дизайны в кратчайшие сроки.
Установка таких передовых технологий на «локальных» сайтах позволит брендам быстро реагировать на рыночные тенденции и запросы потребителей в режиме реального времени и предлагать потребителям уникальные дизайны в кратчайшие сроки.
Массовая настройка
Несколько мировых брендов обуви и одежды тестируют бизнес-модели массовой кастомизации на усовершенствованных онлайн-платформах. Это удовлетворяет потребности потребителей в более индивидуальном выборе дизайна или просто в обуви, бюстгальтерах или джинсах с лучшей и более удобной посадкой. Однако внедрение нестандартных моделей проектирования, разработки, производства и доставки идет медленно. Будь то из-за ограничений в технологии, цепочке поставок или стоимости, у брендов есть возможность активизировать свою игру и воспользоваться этой скрытой неудовлетворенной потребностью.
Вернемся к нашему примеру с производством обуви. Многие из традиционных производственных операций требуют оснастки, а учитывая большое количество размеров мужской и женской обуви, каждая из которых имеет правую и левую обувь, нередко стоимость одной только линейки продукции составляет 100 000 долларов только на оснастку. Эта фиксированная стоимость должна быть распределена на большое количество идентичных пар обуви, которые не поддаются индивидуальной настройке. Аддитивные методы производства, управляемые программным обеспечением, не требующие инструментов, позволяют создавать индивидуальные конструкции практически без дополнительных затрат.Технология для верха обуви, подобная той, которую мы впервые внедряем в Voxel8, имеет уникальные возможности для создания индивидуального дизайна, а в сочетании с местным производством может позволить брендам быстро доставлять потребителям индивидуальные продукты.
Эта фиксированная стоимость должна быть распределена на большое количество идентичных пар обуви, которые не поддаются индивидуальной настройке. Аддитивные методы производства, управляемые программным обеспечением, не требующие инструментов, позволяют создавать индивидуальные конструкции практически без дополнительных затрат.Технология для верха обуви, подобная той, которую мы впервые внедряем в Voxel8, имеет уникальные возможности для создания индивидуального дизайна, а в сочетании с местным производством может позволить брендам быстро доставлять потребителям индивидуальные продукты.
Устойчивое развитие
Устойчивое развитие было основным двигателем обувной и швейной промышленности еще до появления Covid. Ежегодно во всем мире производится 25 миллиардов пар обуви, поэтому существует огромная возможность уменьшить выбросы CO 2 в процессе производства и возможность вторичной переработки в конце срока службы.Потребители требуют этого больше, чем когда-либо, поскольку бренды продолжают развивать свою стратегию устойчивого развития. Исследование** парниковых газов при производстве обуви, проведенное Массачусетским технологическим институтом в 2012 году, показало, что на производственные процессы приходится 68 % выбросов CO 2 , а на материалы — 29 %, что в сумме составляет 97 % воздействия на общие выбросы CO 2 . Это включает в себя около 10% доли лома, образующегося в процессе производства. Сокращение брака — это низко висящий плод, который может быть напрямую решен с помощью технологий аддитивного производства, таких как Voxel8, которые практически не производят брака.
Исследование** парниковых газов при производстве обуви, проведенное Массачусетским технологическим институтом в 2012 году, показало, что на производственные процессы приходится 68 % выбросов CO 2 , а на материалы — 29 %, что в сумме составляет 97 % воздействия на общие выбросы CO 2 . Это включает в себя около 10% доли лома, образующегося в процессе производства. Сокращение брака — это низко висящий плод, который может быть напрямую решен с помощью технологий аддитивного производства, таких как Voxel8, которые практически не производят брака.
Исследование Массачусетского технологического института также показало, что, хотя верхняя часть составляет 23% от веса обуви, на нее приходится 41% занимаемой площади из-за большого количества производственных операций, связанных с верхней частью. Технология аддитивного производства, которая сокращает количество производственных операций для верха обуви, может привести к снижению общего объема выбросов CO 2 на 20%, что соответствует примерно 3 кг эквивалента CO 2 на пару обуви. Кроме того, есть возможность для дальнейшего улучшения с использованием материалов из биологического сырья.Святой Грааль — это полностью круглая модель, которая включает в себя разборку обуви в конце срока службы и полностью перерабатываемые материалы. Некоторые компании начали делать это, но есть проблемы, которые необходимо решить в плане дизайна, производительности, стоимости и масштаба.
Кроме того, есть возможность для дальнейшего улучшения с использованием материалов из биологического сырья.Святой Грааль — это полностью круглая модель, которая включает в себя разборку обуви в конце срока службы и полностью перерабатываемые материалы. Некоторые компании начали делать это, но есть проблемы, которые необходимо решить в плане дизайна, производительности, стоимости и масштаба.
Пища для размышлений
Умные компании будут использовать эти неспокойные времена как катализатор перемен. Переосмыслите то, как обувь и одежда не только разрабатываются, но и производятся. Бренды, которые ранее были сосредоточены на дизайне и маркетинге с практическим подходом к производству, получат больше возможностей для более активного участия в том, где и как производится их продукция.Думайте об обновленной производственной стратегии не только как о способе снижения рисков цепочки поставок, но и как об источнике конкурентного преимущества. Небольшие и более гибкие компании будут лучше конкурировать в этой новой реальности, но им может не хватать ресурсов и масштаба. Более крупным компаниям с большими ресурсами и масштабами, возможно, придется преодолевать институциональную инерцию и нежелание вкладывать капитал. Это не будет легким путем ни для кого, но есть ощущение неизбежности.
Более крупным компаниям с большими ресурсами и масштабами, возможно, придется преодолевать институциональную инерцию и нежелание вкладывать капитал. Это не будет легким путем ни для кого, но есть ощущение неизбежности.
** «Сокращение выбросов при производстве обуви, ориентированное на производство», Journal of Cleaner Production, 44, 18-29, 2013.
О нашем партнере: Компания Voxel8, основанная в 2014 году Гарвардским университетом, разработала устойчивую цифровую технологию производства различных материалов, которая меняет подход к разработке и производству обуви, одежды и сопутствующих товаров. Решение Voxel8 ActiveLab® предназначено для цифровой печати гибких эластомерных материалов с оперативной настройкой механических свойств, что обеспечивает встроенную функциональность и графику высокого разрешения в производственном процессе без инструментов.Voxel8 обеспечивает быструю разработку продукта от прототипирования до производства, позволяя брендам быстро реагировать на рыночные тенденции и требования потребителей в режиме реального времени, а также реализовывать потенциал для индивидуальной настройки и локального производства.
Интегрированные технологии для спортивной обуви
Karl Mayer Stoll и Desma Schuhmaschinen со штаб-квартирой в Ахиме, Германия, участвуют в совместном проекте по ускорению процессов и экономии рабочей силы в обувной промышленности, которая, как и сектор моды, ориентирована на короткие коллекции циклы и огромное давление с точки зрения времени и стоимости.
Два партнера считают, что объединение их специализаций на каждом этапе глобальной цепочки создания стоимости в обувной промышленности — это возможность, которая обещает большой потенциал для оптимизации.
Они совместно разработали комплексное решение, которое начинается с производства бесшовного 3D-вязаного верха, который затем закаляется, чтобы активировать вплетенные в него функциональные нити, прежде чем прикрепляться непосредственно к двухслойной конструкции подошвы.
Это сводит к минимуму время выполнения заказа в процессе разработки и производства и позволяет настраивать параметры машины для достижения оптимального качества продукции без каких-либо дополнительных инвестиций.
Машинные технологии, используемые для этого процесса – вязание с плоским утком Stoll и технология прямого крепления подошвы Desma – уже широко используются в обувной промышленности.
Что особенно важно, новое решение сокращает количество трудоемких производственных операций, таких как сборка верха и ручное соединение верха и подошвы из разных компонентов. Это также устойчивая инновация, потому что технология бесшовного производства означает отсутствие брака или отходов.Кроме того, бесшовный верх из 3D-трикотажа более удобен в носке, поскольку его форма обеспечивает идеальную посадку.
Производительность и новаторский дизайн также были учтены в процессе, и теперь стало возможным производить высокоэффективную обувь по индивидуальному дизайну с использованием промышленных процессов.
«Эта модель обуви является прекрасным примером того, как мы можем производить сложные продукты с высокой степенью эффективности и устойчивости, работая вместе и гармонизируя наши технологические процессы», — говорит Андреас Шеллхаммер, глава Stoll.
Обувь производится с использованием плоскоуточной вязальной машины ADF 330-32 ki BcW, которая, как и все машины ADF, взаимодействует с рядом различных компонентов трикотажа, обеспечивая эффективный, автоматический и полностью цифровой производственный процесс.
Он также может обрабатывать огромное количество различных дизайнов. Благодаря таким технологиям, как инверсное покрытие, покрытие Stoll-ikat и вплетение Stoll-in, он может включать широкий спектр трикотажных изделий и все компоненты верха непосредственно в ткань, ускоряя процесс сборки.
Потенциал дизайна может быть еще больше расширен за счет использования многокалиберного калибра E 9.2 в соответствии с современными тенденциями на рынке верхней части текстильной обуви.
Ткани, созданные с использованием этого процесса, могут похвастаться дизайнерскими текстурами с уровнем детализации, невиданным ранее в вязаном верхе с плоским утком, и с модными непористыми поверхностями. Текстуры стежков на ткани почти незаметны.
www.stoll.com
Прикладные науки | Бесплатный полнотекстовый | Концептуальный и предварительный проект фабрики по производству обуви
Существует некоторое исследование экспертных систем в отрасли.Это важный инструмент для повышения эффективности процессов. В статье Линко [16] объясняются преимущества, которые может иметь экспертная система в пищевой промышленности. В последние годы, с ростом искусственного интеллекта, экспертные системы считаются подходом к искусственному интеллекту и используются для улучшения их решений в [17,18,19]. В то время как [17] посвящен обзору химической промышленности, [18] посвящен обнаружению фальсификации пищевых продуктов. В случае [19] Jha et al.представить также обзор, но в данном случае посвящен автоматизации в сельском хозяйстве. Поэтому экспертные системы широко используются в промышленности для автоматизации и улучшения процесса. Обувная промышленность является высококонкурентной из-за глобализации производства и количества крупных компаний, конкурирующих на одном рынке. В этом контексте сапожники достигли уровня конкурентоспособности, при котором каждая деталь тщательно анализируется для получения наилучшего результата или максимальной производительности. Много раз внимание было сосредоточено на дизайне макета, оборудовании и человеческих ресурсах.Для анализа этих факторов можно использовать несколько методов, наиболее репрезентативные из которых описаны ниже. Соответствующий случай показан в [20], где целью является определение оптимальной производственной политики в отношении комбинаций моделей, которые будут изготавливаться в ежедневном рабочем графике при производстве мужской обуви. Исследование моделирования, разработанное с использованием Arena, чтобы увидеть, в какой степени вариации моделей влияют на пропускную способность, проведено и представлено в этой работе. В [21] основная цель состоит в том, чтобы использовать инструмент моделирования для проверки проблемы балансировки производственной линии в конкретном случае, который относится к обувной промышленности, где производство должно будет реагировать на индивидуальные запросы клиентов в отношении обуви.
В этом контексте сапожники достигли уровня конкурентоспособности, при котором каждая деталь тщательно анализируется для получения наилучшего результата или максимальной производительности. Много раз внимание было сосредоточено на дизайне макета, оборудовании и человеческих ресурсах.Для анализа этих факторов можно использовать несколько методов, наиболее репрезентативные из которых описаны ниже. Соответствующий случай показан в [20], где целью является определение оптимальной производственной политики в отношении комбинаций моделей, которые будут изготавливаться в ежедневном рабочем графике при производстве мужской обуви. Исследование моделирования, разработанное с использованием Arena, чтобы увидеть, в какой степени вариации моделей влияют на пропускную способность, проведено и представлено в этой работе. В [21] основная цель состоит в том, чтобы использовать инструмент моделирования для проверки проблемы балансировки производственной линии в конкретном случае, который относится к обувной промышленности, где производство должно будет реагировать на индивидуальные запросы клиентов в отношении обуви. промышленность.В документе представлены три варианта моделирования производства обуви: Arena, Flexsim и Simio. Наконец, Simio был выбран для моделирования и анализа. В [22] показано, как выбрать количество единиц для планирования продолжительности смены, вычислить количество операторов, необходимых на линии, установить скорость конвейера и координировать основную линию с линиями сборки. Он также назначает рабочие элементы операторам на линии и последовательности моделей на линии.Для руководства завода важно иметь систематический способ определения количества колодок для каждой модели. В статье Бэнгсоу [23] она предназначена для исследователей, которые в своей работе имеют дело с дискретно-событийным моделированием. В статье Нисанчи [24] представлено имитационное исследование завода по производству обуви, состоящего из семи отделов. Это исследование является частью исследования, направленного на понимание характеристик производственной системы и оценку ее поведения при альтернативных операционных стратегиях.
промышленность.В документе представлены три варианта моделирования производства обуви: Arena, Flexsim и Simio. Наконец, Simio был выбран для моделирования и анализа. В [22] показано, как выбрать количество единиц для планирования продолжительности смены, вычислить количество операторов, необходимых на линии, установить скорость конвейера и координировать основную линию с линиями сборки. Он также назначает рабочие элементы операторам на линии и последовательности моделей на линии.Для руководства завода важно иметь систематический способ определения количества колодок для каждой модели. В статье Бэнгсоу [23] она предназначена для исследователей, которые в своей работе имеют дело с дискретно-событийным моделированием. В статье Нисанчи [24] представлено имитационное исследование завода по производству обуви, состоящего из семи отделов. Это исследование является частью исследования, направленного на понимание характеристик производственной системы и оценку ее поведения при альтернативных операционных стратегиях. Эффективность установки оценивается для выбора критерия производительности. Другие решения, такие как [25], основаны на эвристической имитационной модели Adaptive Large Neighborhood Search (ALNS) для поиска проблемной области. В этом случае авторы представляют тематическое исследование завода по производству промышленной обуви, чтобы продемонстрировать эффективность предложенного подхода. Это альтернативный способ проектирования планировки предприятия без использования теории очередей. Работа, представленная [26], предлагает модуль планирования, ориентированный на краткосрочную перспективу, чтобы гибко реагировать на потребности рынка и изменения.Модуль состоит из планировщика конечной мощности, интегрированного с новым программным обеспечением, основанным на системе поддержки принятия решений Analytical Hierarchy Process (AHP). Этот модуль рассматривает такие аспекты важности заказа, как сложность или срочность, и присваивает каждому заказу приоритет.
Эффективность установки оценивается для выбора критерия производительности. Другие решения, такие как [25], основаны на эвристической имитационной модели Adaptive Large Neighborhood Search (ALNS) для поиска проблемной области. В этом случае авторы представляют тематическое исследование завода по производству промышленной обуви, чтобы продемонстрировать эффективность предложенного подхода. Это альтернативный способ проектирования планировки предприятия без использования теории очередей. Работа, представленная [26], предлагает модуль планирования, ориентированный на краткосрочную перспективу, чтобы гибко реагировать на потребности рынка и изменения.Модуль состоит из планировщика конечной мощности, интегрированного с новым программным обеспечением, основанным на системе поддержки принятия решений Analytical Hierarchy Process (AHP). Этот модуль рассматривает такие аспекты важности заказа, как сложность или срочность, и присваивает каждому заказу приоритет.Как New Balance привносит Индустрию 4.
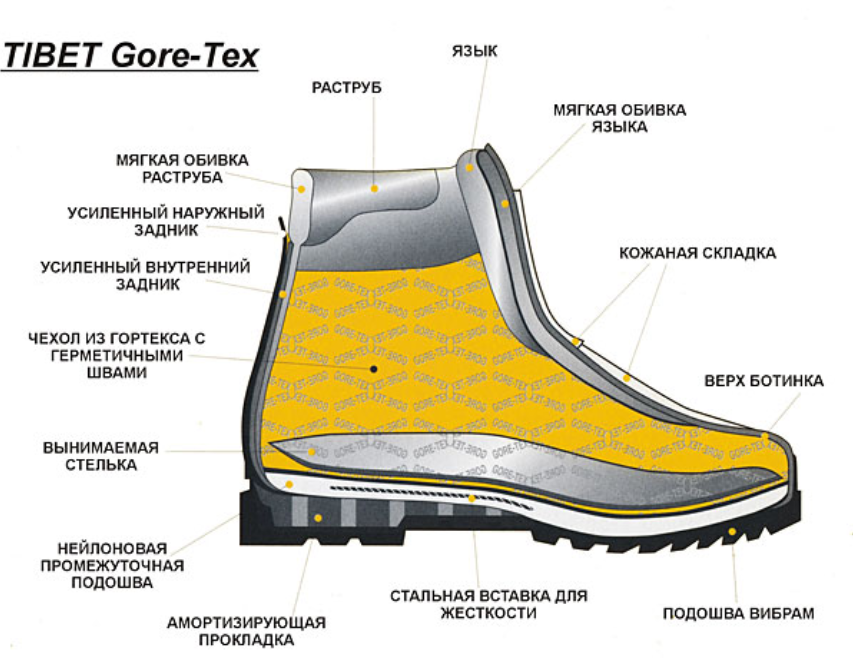 0 в обувное производство
0 в обувное производствоПередовые производственные системы Индустрии 4.0 обладают потенциалом радикально изменить экономику глобального производства, сделав более рентабельной и практичной доставку товаров ближе к месту их потребления.Однако производство спортивной обуви долгое время было одной из самых сложных отраслей для автоматизации.
Несмотря на трудности, бостонская компания New Balance Athletics производит спортивную обувь в США уже более 75 лет. Премиальная коллекция New Balance Made составляет часть ее продаж в США, и не менее 70% стоимости обуви производится в США. Компания также является лидером в области внедрения передовых производственных технологий в индустрию спортивной обуви.
Эдит Хармон, вице-президент New Balance по производственным инновациям, объяснила, как компания внедряет цифровые технологии, а также каковы текущие ограничения этих технологий в производстве обуви, в интервью с партнером BCG Владимиром Лукичем и старшим писатель Пит Энгардио. До прихода в New Balance в 1991 году Хармон работал в General Electric Aircraft Engine Group. Она занимала ряд должностей в НИОКР и производственных инновациях в New Balance и в настоящее время возглавляет усилия компании по внедрению цифровой фабрики.
До прихода в New Balance в 1991 году Хармон работал в General Electric Aircraft Engine Group. Она занимала ряд должностей в НИОКР и производственных инновациях в New Balance и в настоящее время возглавляет усилия компании по внедрению цифровой фабрики.
Производство спортивной обуви считается одним из самых трудоемких продуктов. Тем не менее, New Balance продолжает производить ограниченную часть своей спортивной обуви на своих пяти фабриках в Новой Англии. Это сложно?
Да, но отечественное производство является частью нашей корпоративной культуры, и нам это нравится. Я пришел в эту отрасль много лет назад из авиационных двигателей. Я думал, что с обувью будет легко. Но это очень сложно. Производство спортивной обуви представляет собой почти идеальный шторм для автоматизации, но по-прежнему требует много ручного труда.Вам предстоит столкнуться со сложностью многих моделей и со сложностью работы с мягкими товарами. Общая проблема при изготовлении обуви заключается в том, что допуски, диапазоны размеров продукта и разнообразие натуральных и искусственных материалов сильно отличаются от тех, что используются в технических продуктах.
Однако одним из преимуществ производства в США является доступ к мастерству изготовления спортивной обуви. У нас есть пять заводов в США, на которых работают опытные и преданные своему делу люди, которые очень хорошо умеют делать обувь.Кроме того, у нас есть две производственные линии в США, предназначенные для изготовления продукции на заказ. Мы можем поставлять изготовленную по индивидуальному заказу обувь отечественным потребителям в срок от десяти дней до двух недель, что намного быстрее, чем если бы мы производили ее за границей.
Как в настоящее время New Balance использует автоматизацию в производственном процессе?
Мы очень рано внедрили некоторые технологии, и это позволило нам сохранить конкурентоспособность и рост наших заводов в США. В 1980-х годах наши отечественные фабрики начали использовать компьютеризированную строчку, которая позволяет размещать материалы на поддоне и доставлять их к швейным машинам по цифровому пути.И мы начали использовать 3D-печать в начале 1990-х годов.
Автоматизированные программы выбора вышивки, которые мы используем в наших пользовательских линиях, позволяют нам быстро менять цвета нитей. Другие технологии помогают нам автоматизировать этапы прикрепления формованной нижней части обуви к мягкой верхней части. Последние три года мы внедряем цифровую систему отслеживания брака на производственной линии. Мы также используем 3D-сканирование стопы в некоторых торговых точках по всему миру, чтобы предоставить нашим клиентам улучшенный опыт посадки.
Вы упомянули, что New Balance использует 3D-печать. Чем в настоящее время аддитивное производство полезно для вашего бизнеса, а в чем оно еще не применимо?
3D-печать теперь является частью нашей ДНК. Он встроен в наш процесс разработки продуктов и продвигается вперед, чтобы играть еще более заметную роль в нашем портфолио продуктов. Каждый год мы делаем более 4000 3D-принтеров, которые используются для принятия решений об эстетике и функциональности продукта. Мы также используем 3D-печать для светильников и световых инструментов.
3D-печать особенно ценна для изготовления деталей индивидуальной обуви, таких как пластины — формованная деталь в нижней части спортивной обуви, которая может иметь шипы или шипы, — и амортизирующих материалов, таких как промежуточные подошвы. Если вы можете привести спортсменов в спортивный исследовательский центр для изучения их биомеханики, вы можете собрать данные, передать их в лабораторию и проанализировать. Затем вы можете перейти в среду создания и печати 3D.
Печатные детали, которые мы изготавливаем для спортсменов, занимающихся бейсболом, легкой атлетикой и футболом, великолепны и хорошо приняты.В 2013 году мы изготовили пластины с шипами на 3D-принтере для бегуна на средние дистанции Джека Боласа. Совсем недавно, этой весной, мы сделали специальную 3D-печатную тарелку для Кори Клубера, питчера команды Cleveland Indians. Он был первым спортсменом, который надел бутсы с пластинами, напечатанными на 3D-принтере, на матче Высшей бейсбольной лиги.
Текущие ограничения для 3D видны в окончательной доработке набора полнофункциональных обувных материалов и внедрении технологии в действие на производственной линии. Преобразование верхней части обуви из 2D в 3D — сложная задача, которая потребует нового подхода к конструированию продукта и автоматизации.Люди все еще работают с большим количеством вырезанных деталей. Это не скоростное производство. Всегда найдутся детали ручной работы. Кроме того, у нас еще нет полной палитры различных материалов, которые могут работать с 3D, хотя были достигнуты огромные успехи. Еще одним приоритетом является сокращение отходов материалов при 3D-печати.
Преобразование верхней части обуви из 2D в 3D — сложная задача, которая потребует нового подхода к конструированию продукта и автоматизации.Люди все еще работают с большим количеством вырезанных деталей. Это не скоростное производство. Всегда найдутся детали ручной работы. Кроме того, у нас еще нет полной палитры различных материалов, которые могут работать с 3D, хотя были достигнуты огромные успехи. Еще одним приоритетом является сокращение отходов материалов при 3D-печати.
Как насчет передовых робототехнических систем?
Мы используем роботов уже три десятилетия. Существенными проблемами для роботизированных систем в производстве обуви являются переналадка и сложность из-за широкого диапазона размеров, стилей и мягких материалов.Мы работаем в партнерстве с избранной группой экспертов по автоматизации поставщиков, чтобы внедрить технологию, которая позволяет нам справляться с этой сложной производственной средой. Роботизированные системы дают нам контроль над критически важными операциями для повышения согласованности и производительности. Они помогают сотрудникам, выполняющим повторяющиеся движения, и делают рабочую среду более безопасной. Роботизированная автоматизация будет играть более важную роль в наших операциях как средства совместной работы и обеспечения безопасности.
Они помогают сотрудникам, выполняющим повторяющиеся движения, и делают рабочую среду более безопасной. Роботизированная автоматизация будет играть более важную роль в наших операциях как средства совместной работы и обеспечения безопасности.
Как вы используете технологии для сокращения дефектов?
Мы привыкли отслеживать все наши переработанные детали, ремонты и неисправности на бумаге.Три года назад мы начали работать с системой от Tulip, разработчика программного обеспечения для оцифровки цехов производителей обуви и одежды. Мы заменяем бумажные формы своими производственными приложениями, которые работают на планшетах или других устройствах с сенсорным экраном. Работникам не нужны знания в области информационных технологий, чтобы использовать систему. Они вызывают изображение стиля обуви, над которым работают, и отмечают дефекты. Наши инженеры могут адаптировать приложение к нашим точным требованиям без необходимости программирования.Приложения Tulip подключаются к нашему производственному оборудованию, поэтому мы можем сопоставлять машинные и человеческие данные с помощью встроенного аналитического механизма. А предоставляя нашим поставщикам материалов четкие и точные данные с производственной линии, мы можем устранить двусмысленность и задержки при решении проблем.
New Balance уже внедрила методы бережливого производства и другие методы, которые сокращают отходы и дефекты. Остаются ли пробелы, которые могут быть заполнены цифровыми технологиями?
Мы внедрили бережливое производство, но оно по-прежнему было очень ручным.Когда мы полагались на людей для записи результатов работы на бумаге, сбор данных был рутинной работой. Вы можете собирать данные каждый час в течение десяти лет, но это не значит, что вы можете их использовать. Данные парализуют. Трудно уложить в голове все, что происходит на заводе. Многие данные теряются. Таким образом, хотя данные могут быть не только ценными, вопрос в том, насколько они действенны?
Также было трудно обмениваться собранной нами информацией о дефектах между одной производственной линией и другой, не говоря уже о фабриках. Вы в конечном итоге с племенными знаниями. Отклонение происходит в одном рабочем подразделении, и эта команда решает проблему и учится на ней. Если супервайзер решает проблему в автономном режиме, это похоже на скрытую фабрику. Вы не можете выполнить гэп-анализ. И проблема может быть намного больше, потому что команда, которая решает проблему самостоятельно, не имеет данных о первопричинах.
Вы в конечном итоге с племенными знаниями. Отклонение происходит в одном рабочем подразделении, и эта команда решает проблему и учится на ней. Если супервайзер решает проблему в автономном режиме, это похоже на скрытую фабрику. Вы не можете выполнить гэп-анализ. И проблема может быть намного больше, потому что команда, которая решает проблему самостоятельно, не имеет данных о первопричинах.
Мы не решали проблемы на постоянной основе — проблемы возникали и исчезали. Та же проблема могла возникнуть в другом потоке создания ценности в другом месте, но мы не увидели связи.Производственные линии в штатах Мэн и Массачусетс могли использовать различные контрмеры для продвижения вперед, не зная, что они создают дефект где-то еще.
Теперь с Tulip мы можем собирать все эти данные в режиме реального времени и получать представление об основных причинах производственных проблем. Теперь у нас гораздо больше уверенности в данных, и мы можем оцифровать анализ. Мы можем передать его обратно дизайнеру. Мы можем использовать данные, чтобы отслеживать производство от фабрики к фабрике и от потока создания ценности к потоку создания ценности.Мы также можем оцифровать наши методы бережливого производства и продвигать стандартизированную работу на всех наших объектах, чтобы лучше измерять качество и производительность.
Мы можем использовать данные, чтобы отслеживать производство от фабрики к фабрике и от потока создания ценности к потоку создания ценности.Мы также можем оцифровать наши методы бережливого производства и продвигать стандартизированную работу на всех наших объектах, чтобы лучше измерять качество и производительность.
Вы представляете себе, как New Balance движется к комплексному решению Industry 4.0?
Прямо сейчас мы внедряем отдельные технологии, потому что нам нужно поддерживать гибкость. Мы трансформируем ручные процессы один за другим и внедряем отдельные единицы оборудования, которые мы можем быстро развернуть на наших заводах.
Но комплексное решение — наша путеводная звезда. Мы также рассматриваем возможность подключения отдельных решений с использованием цифровой магистрали для более комплексного подхода. Мы движемся к внедрению цифровых технологий от проектирования до производства. Это очень амбициозная цель, однако она может быть достигнута не для каждого продукта.
Безусловно, система все равно должна быть гибкой, потому что у нас очень разнообразный ассортимент продукции. Мы нацелены на то, чтобы продукты доходили до потребителя быстрее.Наша цель — создать гибридные решения, которые позволят нам гибко переключаться между аналоговым и цифровым подходами по мере необходимости.
Как New Balance взаимодействует с экосистемой внешних поставщиков для Индустрии 4.0?
Наш подход заключается в поиске ключевых партнеров для различных проектов, поскольку у нас нет достаточного опыта разработки программного обеспечения для разработки всех решений собственными силами. Ключевые партнеры включают Tulip для цифрового управления производством, Nervous System для поддержки проектирования и данных и IPSUMM для робототехники. Это примеры местных компаний Новой Англии, с которыми мы тесно сотрудничаем.Мы очень открыты для работы со стартапами и компаниями любого размера. Наша задача состоит в том, чтобы не отставать от краткосрочных потребностей наших производственных мощностей, не забывая при этом и предоставляя пространство для изучения более долгосрочных возможностей.
Каковы последствия Индустрии 4.0 для вашей рабочей силы? Трудно ли найти работников, владеющих передовыми технологиями производства?
Нам по-прежнему нужны люди, понимающие ремесло. Конечно, за последние 20 лет мы наняли больше специалистов в таких областях, как IT, инжиниринг, промышленный дизайн.Например, если вы производите печатную машину, вам нужен человек с докторской степенью в области пластмасс.
Но мы не считаем людей большим камнем преткновения. Независимо от того, где наши сотрудники находятся в своем технологическом путешествии, они хотят учиться и работать с новыми технологиями. Одна из причин, по которой люди хорошо реагируют, заключается в том, что пользовательский интерфейс программного обеспечения полезен и знаком.
Люди, которые сейчас входят в состав рабочей силы, выросли в цифровом мире. У рабочей силы поколения миллениалов всегда были технологии под рукой, и они очень комфортно использовали облачное программное обеспечение. Они рассматривают новые технологии как вызовы, на которых они могут учиться. Они хотят присоединиться к компаниям, где они могут использовать эти навыки и интересы. Наша геймификация производственного цеха и передача инструментов в руки наших техников, инженеров и мастеров, безусловно, сделает нас более конкурентоспособными и привлекательными как работодатель.
Они рассматривают новые технологии как вызовы, на которых они могут учиться. Они хотят присоединиться к компаниям, где они могут использовать эти навыки и интересы. Наша геймификация производственного цеха и передача инструментов в руки наших техников, инженеров и мастеров, безусловно, сделает нас более конкурентоспособными и привлекательными как работодатель.
Проблема кадров во многом связана с развитием вашей рабочей силы и партнерством с университетами. Мы очень активно обучаем людей через стажировки.Мы также работаем с несколькими университетами над исследовательскими проектами.
BASF переопределяет будущее обувной промышленности, открывая свой первый глобальный центр инноваций в области обуви на Тайване
- Новые объекты для поддержки глобальной сети центров разработки обуви BASF
- Особенности включают интерактивные выставки обуви, лабораторию биомеханики и производственные мощности для расширения возможностей дизайна обуви
- Интерактивные зоны позволяют брендам и производителям выбирать материалы для обуви и улучшать производственные процессы
Сегодня концерн BASF открыл двери своего первого глобального инновационного центра обуви на Тайване, ключевого центра производства обуви в Азии. Инновационный центр обуви BASF, расположенный на территории производства обуви своего стратегического партнера Longterm Concept (LTC) в Чанхуа, Тайвань, объединит профессионалов, производителей и дизайнеров обуви для совместного создания обуви нового поколения.
Инновационный центр обуви BASF, расположенный на территории производства обуви своего стратегического партнера Longterm Concept (LTC) в Чанхуа, Тайвань, объединит профессионалов, производителей и дизайнеров обуви для совместного создания обуви нового поколения.
Центр площадью 7000 квадратных футов представляет собой иммерсивную среду, в которой BASF может помочь различным брендам трансформировать обувь. Это единственное в своем роде пространство демонстрирует революционные обувные материалы BASF, инновационную культуру и новейшие технологии производства обуви от LTC для удовлетворения потребностей в инновационном дизайне обуви.
«Тайвань является центром Азии для многих фирм по производству обуви и имеет давнюю историю с мощной сетью дизайнеров. Дифференциация — ключевой ингредиент, необходимый для победы в обувной индустрии. Мы стремимся к постоянным инновациям и совместному творчеству с нашими клиентами. Инновационный центр обуви предлагает покупателям обуви захватывающий и совместный опыт совместного создания инновационных компонентов, обработки и решений», — сказал Энди Постлетуэйт, старший вице-президент Азиатско-Тихоокеанского региона по материалам с высокими эксплуатационными характеристиками, BASF. «Кроме того, центр предоставит нашим стратегическим партнерам и клиентам прямой доступ к передовым технологиям и высокоэффективным материалам в одном месте, помогая им продвигаться на рынке обуви».
«Кроме того, центр предоставит нашим стратегическим партнерам и клиентам прямой доступ к передовым технологиям и высокоэффективным материалам в одном месте, помогая им продвигаться на рынке обуви».
Глобальное сотрудничество и инновационные материалы помогают брендам раскрывать потенциал роста решений для обуви
Сочетая новейшие технологии производства обуви LTC с опытом BASF в области производства обуви, центр позволит брендам решать общие операционные задачи, оптимизировать производственные процессы и повышать эффективность.На новом объекте также будут тестироваться и совершенствоваться инновационные материалы в более короткие сроки, а также оцениваться концепции в глобальном масштабе. Предыдущая совместная работа BASF и LTC над X-Swift — спортивной обувью, демонстрирующей пять передовых инновационных материалов BASF — также стала возможной благодаря полностью подключенному производственному предприятию LTC.
Предложение материалов для обуви и производственных решений под одной крышей
В Центре инноваций в области обуви также будет лаборатория биомеханики, где будут проводиться научные испытания для разработки новых решений для обуви, повышающих производительность, комфорт и улучшающих спортивные результаты.
Инновационный центр обуви включает в себя три основные зоны:
- Зона дизайна – интерактивная зона демонстрации материалов и произведений искусства, которые стимулируют процессы проектирования обуви. В этой области представлены два материала с высокими эксплуатационными характеристиками BASF. Haptex™ — это синтетическая кожа с низким уровнем выбросов, которая не содержит растворителей, предлагает свободу дизайна и эффективность производства верха обуви. Freeflex™, термопластичное полиуретановое (ТПУ) волокно, изготовленное из Elastollan ® , раскрывает безграничный потенциал дизайна для вязаного верха.
- Функциональная зона – иммерсивная зона, стимулирующая посетителей к созданию перспективных решений в области обуви для промышленности. Он включает в себя широкий спектр материалов, таких как Elastopan ® и решения из полиуретана (PU), которые обеспечивают широкие возможности настройки, отличную техническую поддержку и новый уровень производительности. Infinergy ® , вспененный термопластичный полиуретан (E-TPU), который произвел революцию в производстве спортивной обуви, теперь доступен для защитной и парадной обуви.Forward AM, бренд BASF, специализирующийся на 3D-печати, среди прочего производит материалы Ultrasint ® TPU и Ultracur 3D ® EL UV, которые идеально подходят для 3D-печати обуви благодаря их высокой амортизации и резиноподобной эластичности. .
- Зона творчества – зона вдохновения, в которой демонстрируются существующие дизайнерские работы, поощряющие идеи и совместное создание революционных решений для обуви. Он также включает в себя серию спортивных напольных покрытий, изготовленных из Infinergy SP, специального класса E-TPU от BASF и полностью непроницаемой полиуретановой структуры, сертифицированной Международной ассоциацией легкоатлетических федераций (IAAF).Центр включает в себя самое современное программное обеспечение для проектирования обуви, собственные станки с числовым программным управлением для изготовления пресс-форм, автоматические машины для литья полиуретана и верхние вязальные машины, которые открывают новые возможности дизайна обуви.
 Infinergy ® , вспененный термопластичный полиуретан (E-TPU), который произвел революцию в производстве спортивной обуви, теперь доступен для защитной и парадной обуви.Forward AM, бренд BASF, специализирующийся на 3D-печати, среди прочего производит материалы Ultrasint ® TPU и Ultracur 3D ® EL UV, которые идеально подходят для 3D-печати обуви благодаря их высокой амортизации и резиноподобной эластичности. .
Infinergy ® , вспененный термопластичный полиуретан (E-TPU), который произвел революцию в производстве спортивной обуви, теперь доступен для защитной и парадной обуви.Forward AM, бренд BASF, специализирующийся на 3D-печати, среди прочего производит материалы Ultrasint ® TPU и Ultracur 3D ® EL UV, которые идеально подходят для 3D-печати обуви благодаря их высокой амортизации и резиноподобной эластичности. .
«Открытие Инновационного центра обуви — это важная веха для обувной промышленности Тайваня и Азии, цель которой — объединить бренды, производителей и дизайнеров. Это ускорит внедрение новейших обувных технологий и материалов для лучшего обслуживания отрасли», — сказал Смит Ши, президент Longterm Concept Industry Corp.
У BASF есть еще три центра разработки обуви, расположенные в Италии, США и Таиланде. Инновационный центр обуви также дополнит опыт и компетенции центра разработки продуктов в Шанхае и Наньше на материковом Китае.
Для получения дополнительной информации нажмите здесь.
.
