От ночлежек до дворцов: десять напечатанных на 3D-принтере зданий
Дома из мусора по цене iPhone и дворцы, напечатанные за несколько дней. Рассказываем, как 3D-печать трансформировала индустрию строительства и на что способны современные принтеры
Убежище от стихий в Амстердаме — 8 кв. м
В 2015 году нидерландское бюро Dus Architects построило крошечный дом площадью 8 кв. м. Он находится в промышленном районе Амстердама, и его может арендовать любой желающий. Несмотря на небольшую площадь, в убежище есть веранда и диван, который превращается в двуспальную кровать. Ванная, тоже созданная на 3D-принтере, вынесена на улицу. Убежище построили из биопластика на основе льняного масла. Чтобы сделать устойчивый дом без тяжелых каркасов, инженеры сконструировали стены в виде пчелиных сот.
«Городское убежище» — часть проекта по строительству временного функционального жилья. Власти Нидерландов надеются, что в будущем 3D-печать поможет обеспечить жильем жертв стихийных бедствий.
Власти Нидерландов надеются, что в будущем 3D-печать поможет обеспечить жильем жертв стихийных бедствий.
Дома из мусора и глины — 30 и 60 кв.м
Итальянская компания WASP напечатала крошечный дом площадью 30 кв. м, себестоимость которого составила всего около $1 000. Постройка получила символичное название Gaia — в честь Геи, древнегреческой богини Земли, поскольку при строительстве использовались только природные материалы.
Инженеры уверены, что экономичную технологию можно использовать для строительства временных убежищ для жертв природных катастроф или беженцев. Дом стал частью проекта «Деревня Шамбала» — первого в мире поселения, где все здания будут напечатанными.
Другой проект WASP — футуристичный дом Tecla, созданный в 2021 году вместе с бюро Mario Cucinella Architects. Жилое здание площадью 60 кв. м напечатали за 200 часов.
Жилое здание площадью 60 кв. м напечатали за 200 часов.
Принтер компании может использовать в качестве «чернил» как бетон, так и биоразлагаемую смесь из глины, соломы, рисовой шелухи и гидравлической извести. Строительство происходит в два этапа: сначала печатают бетонный каркас стены, а затем принтер заполняет ее внутренний слой глиной. Главное преимущество технологии, которую использует WASP — отсутствие строительного мусора.
Напечатанный дом в Подмосковье — 37 кв.
 м
мНеобычный дом в подмосковном Ступине — один из первых проектов Apis Cor, бостонского стартапа с российскими корнями. Строительство здания завершилось зимой 2017-го. Дом площадью 37 кв. м построили за 20 часов, а его себестоимость составила ₽590 тыс.
Для печати использовали специальную бетонную смесь — фибробетон. Материал схватывается только при температуре выше 5°С, поэтому место возведения накрывали шатром. При этом готовое здание выдерживает температуру до минус 35°C. Для строительства использовали промышленный принтер массой 2,5 т, который позволяет конструировать до 100 кв. м жилья в сутки.
В отличие от большинства конкурентов, Apis Cor печатает свои здания прямо на месте строительства, а не собирает их из заранее подготовленных блоков. Дом в Ступине стал рекламой технологий стартапа: основатель Apis Cor Никита Чен-юн-тай намеревался продавать принтеры, а не дома. Задумка российского стартапера была удачной — об инновационном доме в Подмосковье написали даже в Time.
Задумка российского стартапера была удачной — об инновационном доме в Подмосковье написали даже в Time.
Дома для бездомных — 38 и 45 кв. м
Icon — американский роботехнический стартап, который занимается 3D-печатью масштабных объектов. Например, вместе с NASA они сконструировали прототип ракетной посадочной площадки, а сейчас планируют проект напечатанной лунной космической станции «Олимпус». Но компания занимается и более приземленными постройками.
Вместе с дизайн-бюро Logan Architecture в 2020 году Icon напечатали шесть домов для бедных. Площадь каждого — 38 кв. м. Для строительства использовали 3D-принтер Vulcan II и специальный бетон. Во всех зданиях есть оборудованная кухня, гостиная, спальня и ванная комната. 3D-квартал возвели на территории уже существующего сообщества для бывших бездомных, где сейчас проживает более двухсот человек.
В Мексике Icon сотрудничает с New Story — фондом, который собирает пожертвования на строительство безопасного и дешевого жилья для бедного населения.
Фото: Icon
«Дом Лотоса» — 60 кв.м
В 2018 в Китае создали солнечный «Дом Лотоса» площадью 60 кв. м. Его спроектировали студенты Вашингтонского университета в рамках конкурса Solar Decathlon China 2018. Задачей участников было создать экологичное здание, которое будет работать от альтернативных источников энергии. Студенческая команда пошла дальше и решила, что даже сам процесс строительства должен быть безотходным и углеродно-нейтральным.
Задачей участников было создать экологичное здание, которое будет работать от альтернативных источников энергии. Студенческая команда пошла дальше и решила, что даже сам процесс строительства должен быть безотходным и углеродно-нейтральным.
Само здание только частично создано с помощью 3D-принтера. На нем инженеры изготовили формы для отливки бетонных стен. Преимущество такого подхода в том, что напечатанные конструкции можно использовать не менее ста раз. При обычном строительстве используют деревянные формы, которые изнашиваются уже после двух отливок.
Само здание было выполнено в форме лотоса — проектировщики заявили, что в дизайне они хотели подчеркнуть красоту и деликатность китайской культуры.
Фото: Liam Otten / Archinect
Первый двухэтажный напечатанный дом в Германии — 80 кв.
 м
мДвухэтажная вилла, которую напечатали в земле Северный Рейн-Вестфалия — пример использования 3D-печати в строительстве элитного жилья с нестандартным дизайном. Жилая площадь здания составила 80 кв. м. 3D-вилла — совместный проект бюро MENSE-KORTE ingenieure+architekten и застройщика PERI GmbH.
При возведении виллы использовали уникальный 3D-принтер BOD2, который умеет печатать трубы. Эта особенность «развязывает руки» дизайнерам: сложные инженерные решения на BOD2 можно выполнить быстрее и дешевле, чем при стандартном строительстве. ArchDaily пишет, что инновационный принтер, который использовали при строительстве немецкой виллы, может печатать 1 кв. м стены всего за пять минут.
ArchDaily пишет, что инновационный принтер, который использовали при строительстве немецкой виллы, может печатать 1 кв. м стены всего за пять минут.
Дом-экосистема Curve Appeal — 240 кв. м
Другой пример концептуальной 3D-печати — дом-экосистема Curve Appeal площадью 240 кв. м. Здание принадлежит бюро WATG Urban Architecture Studio. Печать здания завершилась в 2020 году.
Стройка продолжалась три года. Проект здания был создан еще в 2016, и тогда занял первое место на конкурсе The Freeform Home Design Challenge. От организаторов дизайнеры получили $8 тыс. на реализацию концепции.
Фото: WATG
Curve Appeal выполнено из 28 напечатанных панелей. Необычная конструкция поддерживает микроклимат дома: по словам дизайнеров, температура внутри здания не зависит от погоды снаружи.
Необычная конструкция поддерживает микроклимат дома: по словам дизайнеров, температура внутри здания не зависит от погоды снаружи.
Самое большое в мире напечатанное здание в Дубае — 641 кв. м
Крупнейшее в мире здание, напечатанное на 3D-принтере, находится в ОАЭ. Постройку площадью 641 кв. м для муниципалитета Дубая в 2019-м году возвел Apis Cor — тот самый стартап с российскими корнями, который напечатал дом в Подмосковье. По плану властей Дубая, к 2030 году 25% новых зданий будут построены с применением 3D-печати, поскольку технология позволяет снизить цену на строительство в шесть раз.
Фото: Thomas Page / CNN
По структуре и внешнему виду здание похоже на обычное, из бетона и арматуры. На его печать ушло 500 часов, но подготовка к возведению заняла целых три года. Создатель Apis Cor, россиянин Никита Чен-юн-тай, рассказал, что этот проект принес ему $1 млн выручки и привлек новых заказчиков. Среди них — киностудия Orwo из Луизианы, для которой стартап будет печать декорации к фильмам.
На его печать ушло 500 часов, но подготовка к возведению заняла целых три года. Создатель Apis Cor, россиянин Никита Чен-юн-тай, рассказал, что этот проект принес ему $1 млн выручки и привлек новых заказчиков. Среди них — киностудия Orwo из Луизианы, для которой стартап будет печать декорации к фильмам.
Ученые СПбПУ собрали 3D-принтер для скоростной печати изделий из титана
Российские ученые разработали 3D-принтер, который может печатать изделия даже из самых прочных материалов – в частности, из титана. Его производительность в четыре раза выше, чем у аналогов, рассказал один из разработчиков, руководитель Лаборатории легких материалов и конструкций Санкт-Петербургского университета Петра Великого (СПбПУ) Олег Панченко.
«Благодаря камере с инертной атмосферой мы можем печатать любые материалы. Причем, есть возможность использовать два разных материала во время 3D-печати.
Возможность использовать сразу две разные проволоки приводит нас к печати изделий из инновационных материалов с градиентными переходами в структуре», – сказал Панченко.
 Возможность использовать сразу две разные проволоки приводит нас к печати изделий из инновационных материалов с градиентными переходами в структуре», – сказал Панченко.
Возможность использовать сразу две разные проволоки приводит нас к печати изделий из инновационных материалов с градиентными переходами в структуре», – сказал Панченко.Основное предназначение разработки – печать изделий из титана, который часто используют из-за высокой прочности и небольшой, по сравнению с размерами, массы. Также установка может печатать детали из стали, а также алюминиевых, магниевых и никелевых сплавов.
По словам Панченко, в основе 3D-принтера лежат несколько уникальных технических решений. В частности, в нем производится послойная наплавка, при которой проволока плавится за счет горения электрической дуги. Это отличает разработанный принтер от тех, что обычно применяются для печати из титана. Также существует возможность подачи сразу двух видов проволоки. Благодаря этому разработчики увеличили производительность установки (она в четыре раза выше, чем у современных аналогов), а также обеспечили возможность создания композитов.
«Таким образом, мы можем изготавливать 4-килограммовое изделие из титана за один час.
 Нашу установку возможно адаптировать под конкретное предприятие, в частности, увеличить или наоборот уменьшить ее рабочее поле печати», – отметил Панченко.
Нашу установку возможно адаптировать под конкретное предприятие, в частности, увеличить или наоборот уменьшить ее рабочее поле печати», – отметил Панченко.
Поделиться записью
Какой вкус у стейков из 3D-принтера
«Что вам напечатать на обед?» – такой вопрос уже не из разряда фантастики. Израильский стартап Redefine Meat научился печатать на 3D-принтере стейки, которые не отличаются от настоящего мяса. В середине февраля стартап завершил очередной раунд финансирования, чтобы начать поставки своих принтеров по всему миру. По плану экспансия должна была начаться еще в прошлом году, но помешала пандемия: продвигать продукт стартап намерен поначалу через рестораны.
Многие компании выпускают искусственное мясо из соевого и горохового протеина, кокосового жира, подсолнечного масла, натуральных красителей и ароматизаторов. Но даже если у них вкус как у настоящего фарша, не хватает главного: текстуры и вида стейка. Основатель Redefine Meat Эшхар Бен-Шитрит придумал, что с этим делать. Его принтер печатает три типа вокселей, или миллиметровых трехмерных пикселей. Одни копируют мышцы, другие – жир, третьи – кровь. Каждый стейк состоит пример из 3 млн вокселей. Меняя рецептуру и собирая их в различной последовательности и пропорциях, можно воспроизводить вырезку, рибай, пиканью и другие виды стейков. А главное – они копируют не только вкус, но и вид мяса, и даже ощущения. «Стейк – это в основном мышцы, жир и кровь в сложной структуре, которая влияет на ощущение во рту и на то, как он готовится. Вкус зависит от того, как мраморные прожилки жира тают, когда вы готовите», – говорил Бен-Шитрит онлайн-изданию Israel21c.
Основатель Redefine Meat Эшхар Бен-Шитрит придумал, что с этим делать. Его принтер печатает три типа вокселей, или миллиметровых трехмерных пикселей. Одни копируют мышцы, другие – жир, третьи – кровь. Каждый стейк состоит пример из 3 млн вокселей. Меняя рецептуру и собирая их в различной последовательности и пропорциях, можно воспроизводить вырезку, рибай, пиканью и другие виды стейков. А главное – они копируют не только вкус, но и вид мяса, и даже ощущения. «Стейк – это в основном мышцы, жир и кровь в сложной структуре, которая влияет на ощущение во рту и на то, как он готовится. Вкус зависит от того, как мраморные прожилки жира тают, когда вы готовите», – говорил Бен-Шитрит онлайн-изданию Israel21c.
Как Бен-Шитрит познакомился с коровами
Бен-Шитрит вырос в кибуце, где его мать содержала молочную ферму. Мясо он любил с детства. А в 13 лет узнал, как готовить идеальный стейк, когда отправился летом подрабатывать в ресторан своего дяди в Тель-Авиве.
Он получил диплом юриста в Еврейском университете в Иерусалиме, отработал полтора года клерком Верховного суда Израиля и в 2011 г. сменил стезю, став продакт-менеджером Hewlett-Packard. Отвечал за печать на картонных коробках. Следующим местом его работы стала израильская компания Highcon, специализирующаяся на картонной упаковке. В 2015–2017 гг. он был ее вице-президентом по маркетингу.
сменил стезю, став продакт-менеджером Hewlett-Packard. Отвечал за печать на картонных коробках. Следующим местом его работы стала израильская компания Highcon, специализирующаяся на картонной упаковке. В 2015–2017 гг. он был ее вице-президентом по маркетингу.
Итак, Бен-Шитрит обожал мясо. Но когда у него родился первенец, с удивлением обнаружил, что не может больше есть говядину. Сказывались воспоминания о детстве на молочной ферме, где он воочию видел, как коровы заботятся о своих телятах. Бен-Шитрит перепробовал множество заменителей мяса, но ни один из них не походил на настоящий стейк. Тогда у него родилась идея печатать мясо на принтере, чтобы скопировать его текстуру. Он уволился и в феврале 2018 г. основал стартап Jet-Eat, который позже был переименован в Redefine Meat.
«Компания занималась НИОКР почти два года, прежде чем [осенью 2019 г.] мы впервые привлекли серьезные инвестиции и набрали команду – за девять месяцев штат вырос с 6 до 25 человек», – рассказывал Бен-Шитрит Business Insider и июле прошлого года. Сейчас, судя по информации на сайте стартапа, в нем работает 36 человек.
Сейчас, судя по информации на сайте стартапа, в нем работает 36 человек.
Стартап разрабатывал свои продукты в сотрудничестве с учеными израильского технологического института «Технион», используя для экспериментов его лаборатории. В сентябре 2019 г. компания получила $6 млн посевного финансирования от венчурного фонда CPT Capital, в портфеле которого также есть доли других производителей искусственного мяса – Impossible Foods и Beyond Meat. В феврале этого года Redefine Meat привлекла $29 млн в рамках раунда А, в котором к CPT Capital присоединились новые инвесторы – Losa Group, Sake Bosch, K3 Ventures.
1/5 коровы в сутки
У Redefine Meat уже есть чем похвастаться. В июне прошлого года компания официально представила первый в мире стейк на растительной основе, созданный с помощью промышленной трехмерной печати, затем начала тестировать свой продукт в элитных ресторанах Израиля, а Бен-Шитрит стал героем израильских СМИ с фразой «Мы печатаем стейки на 3D-принтере».
Правда, самый быстрый принтер, имеющийся в его распоряжении, печатает около 6 кг мяса в час. Учитывая, что нужно перезаряжать три картриджа (для искусственного мяса, жира и крови) и обслуживать машину, в хорошие дни он производит примерно 90 кг мяса за сутки. Коровы мясных пород могут весить около полутонны, но на мясо может приходиться 60–70% всего веса.
Ни мяса в мясе, ни молока в шоколаде
Веганским становится не только мясо. В середине февраля Nestle сообщила, что выпустит первый веганский молочный шоколад под названием KitKat V. Продукт появится в нескольких странах, в том числе в Великобритании, и в случае успеха станет продаваться и на других рынках. На разработку батончика ушло около двух лет. Основной проблемой стало то, что заменители из сои и миндаля плохо смешиваются с какао и сахаром и в итоге не получается нужной кремообразной структуры. В KitKat V молоко заменили на рисовую смесь. Это уже не первый продукт, в котором заменены компоненты животного происхождения. В прошлом году Nestle выпустила колбасу без мяса, вегетарианский «мясной» фарш, мороженое без молока и корма для животных с белком насекомых и заменителями мясного белка из фасоли и проса.
В прошлом году Nestle выпустила колбасу без мяса, вегетарианский «мясной» фарш, мороженое без молока и корма для животных с белком насекомых и заменителями мясного белка из фасоли и проса.
Сейчас стартап завершает строительство первой производственной линии, на которой будет собираться новая модель принтера, рассчитанная на 10 кг мяса в час. «Это еще не машина для промпроизводства, мы называем ее полупромышленной», – объяснял Бен-Шитрит Business Insider.
Аппараты будут устанавливаться прямо у клиентов, чтобы те могли торговать свежим мясом. Технология, которую разрабатывает Redefine Meat, может нарушить глобальную цепочку поставок продуктов питания, делился Бен-Шитрит своими соображениями с интернет-изданием The Times of Israel. 3D-принтеры, которые производят мясо рядом с точками продаж, делают ненужными закупки мяса в других странах, считает он.
Мясо Redefine Meat должно было появиться в ресторанах в конце прошлого года, но помешал коронавирус. Во время пандемии Redefine Meat подписала договоры с несколькими организациями, заинтересованными в появлении в ассортименте искусственного мяса. Например, в январе этого года Redefine Meat объявила о стратегическом соглашении с израильским дистрибутором мяса Best Meister. Партнер займется поставками не только в рестораны Израиля, но и в мясные лавки. Соглашение было подписано после слепой дегустации альтернативного мяса в Тель-Авиве (обе компании уверяют, что она была крупнейшей в мире – в ней участвовало около 600 человек), которая показала, что 90% мясоедов нравится поддельное мясо. Такой же тест компания хочет провести с участием шеф-поваров в других странах и в конце этого года готовится выйти на рынки Европы, Азии и Северной Америки. «Это шаг на пути к тому, чтобы к 2030 г. стать крупнейшей в мире альтернативной мясной компанией», – сказал Бен-Шитрит The Times of Israel.
Например, в январе этого года Redefine Meat объявила о стратегическом соглашении с израильским дистрибутором мяса Best Meister. Партнер займется поставками не только в рестораны Израиля, но и в мясные лавки. Соглашение было подписано после слепой дегустации альтернативного мяса в Тель-Авиве (обе компании уверяют, что она была крупнейшей в мире – в ней участвовало около 600 человек), которая показала, что 90% мясоедов нравится поддельное мясо. Такой же тест компания хочет провести с участием шеф-поваров в других странах и в конце этого года готовится выйти на рынки Европы, Азии и Северной Америки. «Это шаг на пути к тому, чтобы к 2030 г. стать крупнейшей в мире альтернативной мясной компанией», – сказал Бен-Шитрит The Times of Israel.
На что рассчитывает стартап
Продавать свое мясо Бен-Шитрит собирается по цене настоящего. Он считает, что сейчас лучшее время для вывода продукта на рынок – многие крупные мясные компании инвестируют в альтернативу мясу для веганов, флекситаристов и т. д.
д.
По данным Euromonitor, в 2018 г. продажи заменителей мяса в мире достигли $19,5 млрд. В 2019 г. инвестбанк UBS прогнозировал, что к 2030 г. рынок мяса на растительной основе достигнет $85 млрд. А Barclays назвал заменители мяса самым быстрорастущим сегментом пищевой промышленности и оценил их рынок к 2030 г. в $140 млрд. Большой вклад в его популярность вносит спрос со стороны людей, обеспокоенных здоровым питанием, проблемами жестокого обращения с животными и изменения климата. Бен-Шитрит рассказывает, что на его оборудовании можно в будущем создавать аналоги со структурой куриного мяса, свинины, баранины и тунца. Но начал он с говядины по двум соображениям. «Говядина имеет самый большой бизнес-потенциал, это отрасль с оборотом около $500 млрд, причем она оказывает наиболее пагубное воздействие на окружающую среду, – объяснял он онлайн-изданию Food Ingredients First. – В категории говядины большое разнообразие продуктов, для которых не используется альтернативное мясо, – в основном это фарши и колбасы». Он говорит, что 20 000 л воды и 25 кг корма, необходимых для получения 1 кг мяса, – ужасная неэффективность и расточительность. К тому же мясо производства его стартапа почти не содержит холестерина и может похвастаться большим содержанием клетчатки.
Он говорит, что 20 000 л воды и 25 кг корма, необходимых для получения 1 кг мяса, – ужасная неэффективность и расточительность. К тому же мясо производства его стартапа почти не содержит холестерина и может похвастаться большим содержанием клетчатки.
3D принтер печатает фрукты — Экологический дайджест FacePla.net
Все мы любим спелые яблоки или груши, но часто сбор урожая сопровождается разболевшейся спиной и невероятной усталостью.
Одна компания решила не утруждать себя сбором фруктов, а просто напечатать их. Дизайнерская компания Кембриджа Dovetailed выпускает 3D принтер, который печатает вполне съедобные «фрукты».
Компания, сотрудничающая с корпорацией Microsoft в Кембридже, утверждает, что процесс печати занимает всего несколько секунд, напечатать себе яблоко, грушу или другой фрукт не составляет никакого труда.
Создание пищи при помощи 3D-принтера, безусловно является футуристическим концептом и не каждый сегодня придет в восторг от этой идеи. Напечатать 3D пиццу это безусловно весело, но постоянно питаться 3D стейком или 3D грушей, возможно не каждый будет рад. Хотя, если это будет вкусно и недорого, такая еда может приобрести популярность.
Напечатать 3D пиццу это безусловно весело, но постоянно питаться 3D стейком или 3D грушей, возможно не каждый будет рад. Хотя, если это будет вкусно и недорого, такая еда может приобрести популярность.
Как говорят разработчики, эта техника предназначена для шеф-поваров, гурманов и всех, кому интересно создание творческих обедов. Никаких специальных кулинарных знаний не требуется, а сам производимый фрукт органический.
Компания использует метод молекулярной гастрономии, который известен уже много лет как сферификация (придание жидкостям сферических форм).
С помощью этого метода жидкостям можно придать форму сферы двумя различными способами. По имеющимся данным, процесс был изначально разработан компанией Unilever в 50-х, однако только в последнем десятилетии этот процесс стали применять в современной кухне. Один способ может быть использован для формирования жидкостей, которые отличаются высоким содержанием кальция, такие как молоко, а другой идеально подходит для жидкостей, как фруктовый сок или пюре, в которых практически нет кальция.
Хотя точный процесс, используемый Dovetailed, пока не раскрывается, тем не менее, можно предположить, что они используют второй вариант.
При таком способе жидкость или фруктовое пюре смешивают с очень малым количеством вещества, называемым альгинат натрия, затем быстро помещают ее в чашу с растворяемой кальциевой солью. На этом этапе сок или пюре формируют очень маленькие сферы, очень похожие на мелкую рыбную икру, чьи оболочки удерживают содержимое внутри.
Дальше 3D-принтер объединяет эти маленькие ароматные сферы с другими сферами такого же или другого вкуса, чтобы сформировать индивидуальные съедобные «плоды», которые выглядят так, как захочет пользователь.
Вайва Калникайте (Vaiva Kalnikaitė), креативный директор и основатель Dovetailed, говорит: «Мы думали над созданием такого проекта уже некоторое время. Это такое же захватывающий проект для нас как инновационная лаборатория. Наш фруктовый 3D-принтер откроет новые возможности не только для профессиональных поваров, но и для домашних кухонь.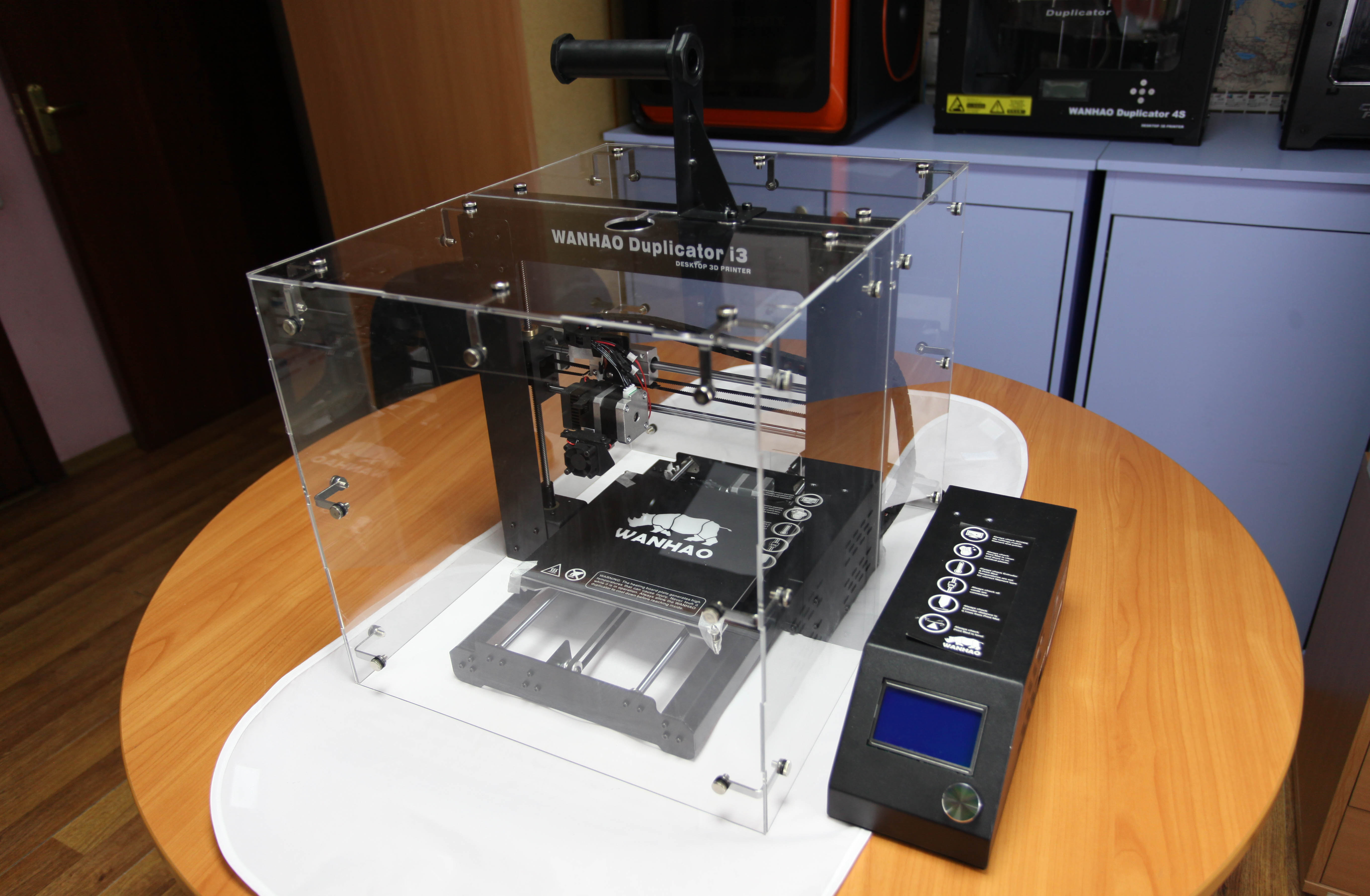 Мы заново изобрели концепцию свежих фруктов по требованию».
Мы заново изобрели концепцию свежих фруктов по требованию».
Компания утверждает, что с помощью этого принтера можно не только воссоздать существующие фрукты, но и придумать свои собственные. «Вкус, текстура, размер и форма плодов, все можно регулировать в настройках».
Facepla.net по материалам dovetailed.co
Технологии 3D-печати и принтеры лаборатории 3DLab
Оборудование для 3D-печати
При подборе оборудования и материалов для 3D-печати в первую очередь мы учитывали потребности медицинских работников и специфику применения 3D-изделий для хирургической стоматологии и черепно-челюстно-лицевой хирургии.
Критерии выбора
- Качество печати: точность, разрешение до 25 микрон
- Прочность, ударо- и износостойкость готовой модели
- Сохранение структуры и геометрии готовой модели на протяжении продолжительного времени (6-9 месяцев)
- Нетоксичность, безвредность используемых материалов
- Возможность печати сложных по геометрии деталей объемом от 10 см3 и деталей, достигающих габаритов 400х400х600мм
3D-принтеры лаборатории
Технологии 3D-печати
Для создания индивидуальных изделий для медицины 3D Lab применяет следующие технологии 3D-печати:
- Стереолитография (Stereolitography, SLA)
- Моделирование методом наплавления (Fused deposition modeling, FDM)
- Цветная струйная печать (Color Jet Printing, CJP)
1.
 Стереолитография (Stereolithography, SLA)
Стереолитография (Stereolithography, SLA)Печать моделей методом стереолитографии происходит за счет послойного засвечивания и полимеризации жидкого материала — фотополимерной смолы — под воздействием ультрафиолетового лазера.
Используемый материал: фотополимерная смола, биосовместимая фотополимерная смола
1 этап — подготовка к печати. Жидкий фотополимер поступает в специальную ванночку; устанавливается устройство для перемешивания смолы, происходит нагрев материала.
2 этап — платформа, на которой послойно формируется модель, опускается в ванночку с
материалом на глубину от 0,050 мм до 0, 025 мм. Снизу, через прозрачное дно емкости, лазер засвечивает
первый слой по заданным цифровым контурам модели. 1 слой прилипает к подвижной платформе, и она поднимает
его вверх.
3 этап — платформа вновь опускается в емкость с материалом. Лазер засвечивает новый слой, и платформа вытягивает его вверх. В той же последовательности идет печать остальных слоев, пока платформа 3D-принтера полностью не поднимет готовую модель вверх.
Готовая 3D-модель на платформе принтера, первичная обработка изделия.
4 этап — обработка: модель промывают в два этапа в техническом спирте, удаляют поддерживающие конструкции.
Необходимости в шлифовке моделей, напечатанных без поддержки (на фотографии) нет — модель имеет гладкую поверхность.
Диагностические 3D-модели без поддержек и шаблон с направляющими втулками.
Модели и хирургические шаблоны печатаются с поддержками и после печати подлежат обязательной шлифовке.
Шлифовка основы хирургического шаблона.
Что печатает студия 3DLab с помощью лазерной стереолитографии?
Технология позволяет создавать 3D-модели с высоким уровнем детализации и гладкой поверхностью для челюстно-лицевой хирургии и хирургические шаблоны для стоматологии. Подробнее
Основа хирургического шаблона.
2. Метод наплавления нити (Fused deposition modeling, FDM)
В данной технологии модель производится нанесением микрокапель расплавленного термопластика и формированием последовательных слоев.
Используемый материал: PLA-пластик представляет собой нетоксичный, биоразлагаемый и биосовместимый термопластик.
Пластиковая нить разматывается с катушки и попадает в печатающую головку, где материал плавится под
воздействием нагревательного элемента. Затем капли нагретого пластика высвобождаются из печатающей головки
по мере движения, выстраивая объект тонкими слоями.
Пост-обработка изделия: по желанию — шлифовка готовой детали для придания дополнительной гладкости и окрашивание изделия.
Что печатает студия 3DLab с помощью FDM технологии?
С помощью FDM-технологии студия 3DLab изготавливает ортезы для верхних конечностей человека по индивидуальным анатомическим параметрам, анатомически точные модели костей скелета, а также двухцветные реалистичные учебные модели. Подробнее
Ортез 3DLab
Время производства ортеза: 1-2 дня
Свойства готового изделия: гладкая поверхность, прочность, удароустойчивость, способность сохранять форму от нескольких месяцев до нескольких лет.
3. Цветная струйная 3D-печать (Color Jet Printing, CJP)
В основе данной технология 3D-печати лежит послойное склеивание композитного порошка на основе
гипса или пластика.
Используемый материал: композитный порошок на основе известняка
В видео показан принцип работы 3D-принтера по созданию модели нижней челюсти по технологии CJP.
Видео: Процесс печати нижней челюсти на 3D-принтере
1 этап — подготовка к печати. Порошковый материал равномерно тонким слоем распределяется по плоскости платформы камеры построения 3D-объекта.
2 этап работы 3D-принтера — на слой порошкового материала наносится связующее вещество, склеивая частицы материала между собой согласно компьютерной 3D-модели.
После нанесения клея платформа смещается вниз, и процесс повторяется: печатающая головка снова начинает
запрограммированное движение, наносит связующее вещество на новый слой порошка. Так принтер слой за слоем
создает модель.
Так принтер слой за слоем
создает модель.
3 этап — извлечение модели из области печати 3D-принтера.
Неизрасходованные материалы выступают как опора для последующих слоев и позволяют создавать объекты высокой геометрической сложности. Для извлечения готовой модели из области печати этот “лишний” порошок убирают, как показано в видео.
4 этап — очистка модели. Когда модель извлекли из 3D-принтера, работы по очистке и закреплению модели ведут в камере пост-обработки. Остатки лишнего порошка сдувают компрессором.
5 этап — обработка модели. Деталь закрепляют специальным клеевым составом и оставляют сохнуть.
3D-модель черепа на этапе пост-обработки.
Что печатает студия 3DLab с помощью CJP технологии?
Данная технология позволяет быстро создавать сложнейшие, анатомически точные 3D-модели костей черепа с
мельчайшими перегородками для хирургического планирования, практики и изготовления индивидуальных
реконструктивных пластин. На печать нижней челюсти уходит около 2 часов, глазницы — 1,5 часа.
Подробнее
На печать нижней челюсти уходит около 2 часов, глазницы — 1,5 часа.
Подробнее
Материалы для 3D-печати
1. Фотополимерная смола
Описание: фотополимер — вещество, которое изменяет свойства под воздействием света. Жидкие смолы чувствительны к ультрафиолету, поэтому при попадании под УФ-излучение электромагнитного диапазона приобретают прочность и затвердевают. Фотополимерные смолы для медицинских нужд – прозрачные или имеют разные оттенки бежевого, розового цветов. Для изделий, применяемых в непосредственном контакте с тканями пациента применяют специализированные биосовместимые смолы.2. PLA-пластик
Описание: Экологичный и безопасный для здоровья человека материал. PLA пластик синтезируется из кукурузы, картофеля или сахарного тростника. Полилактид растительного происхождения вязкий и стойкий к ударам и изменениям температуры.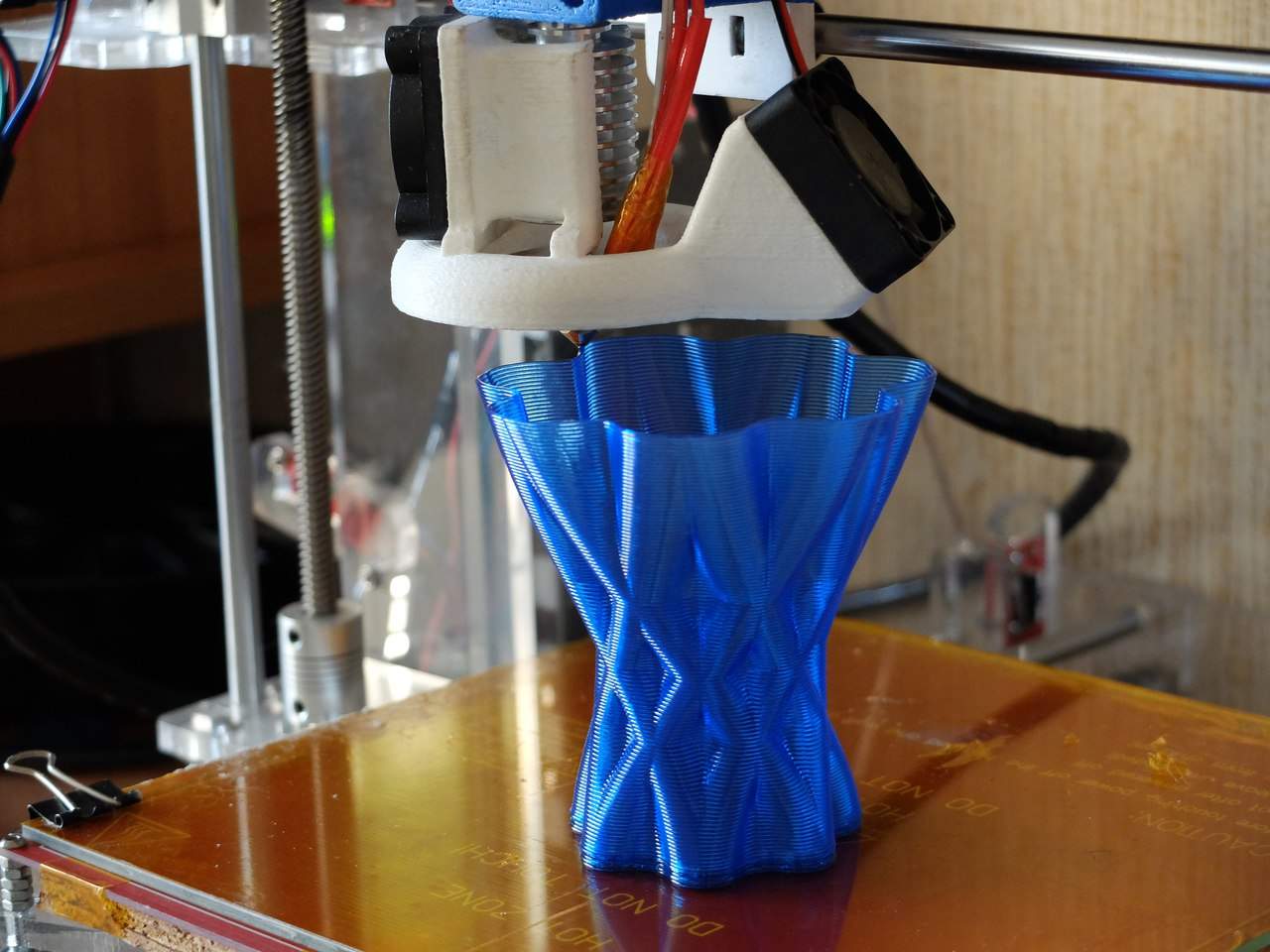 Позволяет печатать 3D-изделия с высокой детализацией.
Позволяет печатать 3D-изделия с высокой детализацией.Напечатанная из PLA-пластика модель не меняет размеры, имеет гладкую поверхность.
Катушки пластика в лаборатории 3DLab
Характеристики PLA-пластика:
| Температура плавления | 173-178°C |
| Температура размягчения | 50°C |
| Твердость (по Роквеллу) | R70-R90 |
| Относительное удлинение при разрыве | 3,8% |
| Прочность на изгиб | 55,3 МПа |
| Прочность на разрыв | 57,8 МПа |
| Модуль упругости при растяжении | 3,3 ГПа |
| Модуль упругости при изгибе | 2,3 ГПа |
| Температура стеклования | 60-65°C |
| Плотность | 1,23-1,25 г/см³ |
| Минимальная толщина стенок | 1 мм |
| Точность печати | ± 0,1% |
| Размер мельчайших деталей | 0,3 мм |
| Усадка при изготовлении изделий | нет |
| Влагопоглощение | 0,5-50% |
Источник
3.
 Композитный материал на основе известняка Описание: высококачественный композитный порошок на основе известняка. Влагоустойчивый, цвет:
белый, позволяет печатать с толщиной слоя 0,05 мм. Мелкодисперсность крошки обеспечивает точность печати и
меньший уровень “зернистости” готовой модели.
Композитный материал на основе известняка Описание: высококачественный композитный порошок на основе известняка. Влагоустойчивый, цвет:
белый, позволяет печатать с толщиной слоя 0,05 мм. Мелкодисперсность крошки обеспечивает точность печати и
меньший уровень “зернистости” готовой модели.Твоя первая 3D-печать на Flying Bear Ghost 5 / Амперка
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Flying Bear Ghost 5 и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D-модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Мы покажем, как выглядит эта операция на примере 3D-принтера Flying Bear Ghost 5. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.
Пропустите приветственные экраны и примите условия использования.
Настройка принтера в слайсере
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
Выберете из списка «Flying Bear Ghost 4S». Это предыдущая модель, у которой похожие характеристики на Flying Bear Ghost 5.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Flying Bear Ghost 5».
Поменяйте область печати по оси Z на 200mm. За это отвечает поле «Z (Height)». Поле «Gantry Height» изменится автоматически. Остальные поля оставьте без изменений. Нажмите кнопку «Next».
Изменение языка программы
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»
Выберите русский язык в выпадающем меню «Language».
Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.
Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Flying Bear Ghost 5.
Выбор пластика и сопла на принтере
Ваш принтер Flying Bear Ghost 5 позволяет печатать различными видами пластика и использовать сопло с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберете ваш пластик. Если вы печатаете тестовой катушкой пластика из комплекта принтера, то выберете «PLA» в разделе «Универсальные».
Выбор настроек слайсинга
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики CURA постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.
При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.
Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.
Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.
Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.
Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут. Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.
Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.
Предварительный просмотр
Нажмите кнопку «Нарезка на слои». После этого слайсер просчитает траекторию головки и сгенерирует G-код.
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.
Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.
Калибровка стола
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.
Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.
Если винты выкручены до предела или, наоборот, максимально сжимают пружины, подрегулируйте калибровочный винт оси Z.
Для настройки стола разработчиками предусмотрен специальный режим. Зайдите во вкладку «Tool».
Перейдите во вкладку «Leveling».
Нажмите на кнопку «1». Принтер должен установить сопло в один из углов
Подложите лист бумаги между соплом и столом. Регулировочным винтом отрегулируйте стол так, чтобы лист бумаги застревал. Повторите калибровку в каждом углу стола.
Смена пластика
Перед тестовой печатью мы уже заправили тестовую катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Сменим пластик на другой, либо удалим остатки старого.
Принтер не даст вам управлять экструдером, пока сопло холоднее 190 градусов, и перед любой операцией автоматически поднимет температуру. Однако высокотемпературные пластики могут оставаться твёрдыми, и экструдер не сможет продавить или вытянуть нитку. Для них необходимо дополнительно разогревать сопло выше 190 градусов с помощью меню «Preheat».
Зайдите в меню «Filament».
С помощью двух больших стрелок на экране можно либо протолкнуть пруток вниз либо вытянуть его обратно.
Кнопкой с изображением спидометра можно переключать скорость подачи пластика.
«High» — высокая. Её лучше использовать, когда пластик подаётся по тефлоновой трубке, но ещё не дошёл до сопла.
«Low» — низкая. Установите эту скорость, чтоб выдавить пластик из сопла. На высокой скорости сечения сопла недостаточно.
Для того чтобы вытащить нитку пластика, нажмите на стрелочку вверх. Дождитесь, когда нитка пластика полностью вытянется экструдером из тефлоновой трубки.
Принтер предупредит, если температура сопла будет меньше 190 градусов.
После нагрева сопла до рабочей температуры необходимо нажать на кнопку «Confirm», и экструдер включится.
После того как конец старой нитки появится из экструдера, нажмите на стрелку вниз. Экструдер начнёт проталкивать нить к соплу.
Конец пластиковой нити на новой катушке обычно продет через отверстия, чтобы она не разматывалась. Обрежьте его, так как деформированный конец может застрять в датчике филамента или экструдере.
Удалите кусачками неровный конец пластика.
Пропустите пруток через датчик филамента, а затем в экструдер.
Подождите, пока пруток не дойдёт до сопла. Как только из сопла начнёт течь пластик, переключите скорость на низкую, чтобы не испортить экструдер. Подождите немного, чтобы остатки старого пластика вылились из сопла. Цвет должен смениться на новый.
Затем нажмите «Stop» на экране.
Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.
С помощью стрелочки в верхнем левом углу экрана выйдите в основное меню.
Зайдите в раздел «Printing».
Выберите файл для печати с карты памяти.
Подтвердите печать, нажав «Confirm».
После этого вы увидите прогресс-бар с состоянием печати и несколько кнопок.
Процесс печати стартует не сразу. Подождите несколько минут, пока принтер не нагреет стол и сопло до рабочей температуры.
Красная кнопка со знаком «Стоп» нужна, чтобы экстренно остановить печать, если что-то пошло не так, а зеленая со знаком «Пауза» — чтобы приостановить её.
На экране есть индикация температуры стола и сопла, мощности охлаждения, скорости печати и коэффициента экструзии. Если нажать на иконку, можно изменить соответствующий параметр прямо во время печати. Нам все параметры из слайсера подходят, поэтому менять на принтере ничего не надо.
Если нажать на иконку, можно изменить соответствующий параметр прямо во время печати. Нам все параметры из слайсера подходят, поэтому менять на принтере ничего не надо.
После печати подождите, когда стол остынет. С горячего или тёплого стола деталь снимать гораздо труднее. Снимите деталь шпателем.
Печать по Wi-Fi
Принтер Flying Bear Ghost 5 поддерживает печать по Wi-Fi. Можно не скидывать файл на карту памяти, а сразу отдать команду на печать из слайсера. Для этого принтер надо подключить к вашей беспроводной сети и добавить поддержку печати по Wi-Fi в слайсере.
Подключение принтера к сети Wi-Fi
Нажмите на кнопку «Tool».
Зайдите в раздел «WiFi»
Выберете вашу беспроводную сеть из списка.
Введите пароль от точки доступа Wi-Fi.
Принтер подключился к роутеру. Запишите IP-адрес принтера. Он понадобится при настройке соединения в слайсере.
Подключение по Wi-Fi в Cura
Нажмите на кнопку «Магазин». Откроется окно с плагинами к слайсеру. Дополнения нужны, чтобы расширить стандартные возможности программы.
Откроется окно с плагинами к слайсеру. Дополнения нужны, чтобы расширить стандартные возможности программы.
В магазине дополнений в списке выберите «MKS WiFi Plugin».
Установите плагин.
Согласитесь с условиями использования.
Нажмите на кнопку «Управление принтерами».
Нажмите на кнопку «MKS WiFi», чтобы подключить ваш принтер по Wi-Fi.
Нажмите на кнопку «Добавить».
Введите записанный IP-адрес принтера в окошко. Нажмите кнопку «OK».
Выберите ваш принтер в списке слева и нажмите «Подключить».
Теперь при сохранении G-кода у вас появился пункт, позволяющий печатать по Wi-Fi.
Также во вкладке «Монитор» можно управлять принтером. Из вкладки доступно управление перемещением, нагрев, отправка команд G-кода и файлов, остановка печати.
В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Flying Bear Ghost 5 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D-моделей и экспериментов с разными типами пластика. Дерзайте!
Это послужит вам шпаргалкой для печати произвольных 3D-моделей и экспериментов с разными типами пластика. Дерзайте!
Полезные ссылки
Всё о 3D-принтере в стоматологии: особенности, применение, технологии
Первые попытки применения 3D-печати в стоматологии предприняли специалисты компании Align Technology в 1990-х годах. При помощи 3D-принтера изготавливали капы для зубов, что послужило стартом для развития этой технологии в стоматологической отрасли. На процесс изготовления зубов взглянули с кардинально новой точки зрения.
Но развитие продвигалось не так быстро, как хотелось бы: понадобилось почти 20 лет, чтобы добиться удовлетворительного качества печати и оптимизировать работу. Первый имплантат был напечатан фирмой Layer Wise в 2012 году. В этом же году впервые удалось вживить пациенту титановую нижнюю челюсть, которая была сделана с помощью 3D-принтера. С тех пор технология развивалась и поднимала планку качества.
Преимущества применения 3D-принтера
Сегодня 3D-принтер для стоматологов позволяет выпускать долговечные и качественные модели коронок, мостов, виниров и др. Это существенно облегчает и ускоряет работу зуботехнической лаборатории: широкий ассортимент материалов позволяет в короткие сроки решить практически любую задачу. С помощью стоматологического 3D-принтера можно моделировать значительное количество необходимых экземпляров за одну сессию. Все проекты сохраняются в файлах, поэтому в будущем можно повторно изготовить такую же модель при необходимости.
Это существенно облегчает и ускоряет работу зуботехнической лаборатории: широкий ассортимент материалов позволяет в короткие сроки решить практически любую задачу. С помощью стоматологического 3D-принтера можно моделировать значительное количество необходимых экземпляров за одну сессию. Все проекты сохраняются в файлах, поэтому в будущем можно повторно изготовить такую же модель при необходимости.
Больше не нужно отправлять пациента на 2-3 дня, чтобы дождаться изготовления гипсовых моделей. Теперь всё происходит значительно быстрее: врач за несколько минут строит 3D-модель с помощью интраорального сканера и моментально передаёт данные в лабораторию, где печать также не займёт много времени. Скорость и максимальная точность повышают уровень лечения и действительно экономят ресурсы и время.
Что именно можно печатать
Выделим самые распространённые направления использования 3D-печати в стоматологии. При помощи принтера можно создавать:
При помощи принтера можно создавать:
- демонстрационные и разборные модели челюсти, секторальное воспроизведение верхней и нижней челюсти в прикусе;
- беззольно выгораемые конструкции, колпачки, основы под коронки и мосты, бюгельные протезы;
- хирургические шаблоны для имплантации, индивидуальные капы, направляющие для челюстно-лицевой хирургии.
Активно развивается такое перспективное направление, как печать постоянных и временных ортопедических конструкций, базисов съёмных протезов.
О видах печати
Как мы уже выяснили, основная задача 3D-принтера для стоматологии – сокращение времени изготовления реставраций и удешевление производства без потери качества и точности. Разберёмся в технологиях печати и их особенностях.
Стереолитография (SLA или SL). При использовании этой технологии лазерный луч избирательно воздействует на ёмкость с жидкой смолой через область печати. Таким образом, смола послойно затвердевает в конкретных местах и образует трёхмерную фигуру.
Таким образом, смола послойно затвердевает в конкретных местах и образует трёхмерную фигуру.
Стереолитография даёт наилучшее качество поверхности деталей и наиболее часто используется в современных моделях 3D-принтеров. SLA аппараты обеспечивают большую область построения реставрации и работают с широким спектром материалов, предназначенных для разнообразных задач.
Чтобы переключиться с одного материала на другой, достаточно заменить картридж и ёмкость с полимерной смолой. Относительно компактные габариты, простота рабочего процесса и доступная цена делают SLA принтеры оптимальным выбором для зуботехнических лабораторий. Пример моделей SLA – Form 2 и Form 3 от Formlabs, SLASH PLUS производства Uniz Technology, Basic Dental от Omaker, Asiga PICO2.
Цифровая светодиодная проекция (DLP). Здесь химический процесс схож с SLA, однако в роли источника света для затвердевания смолы вместо лазера применяется цифровой проектор.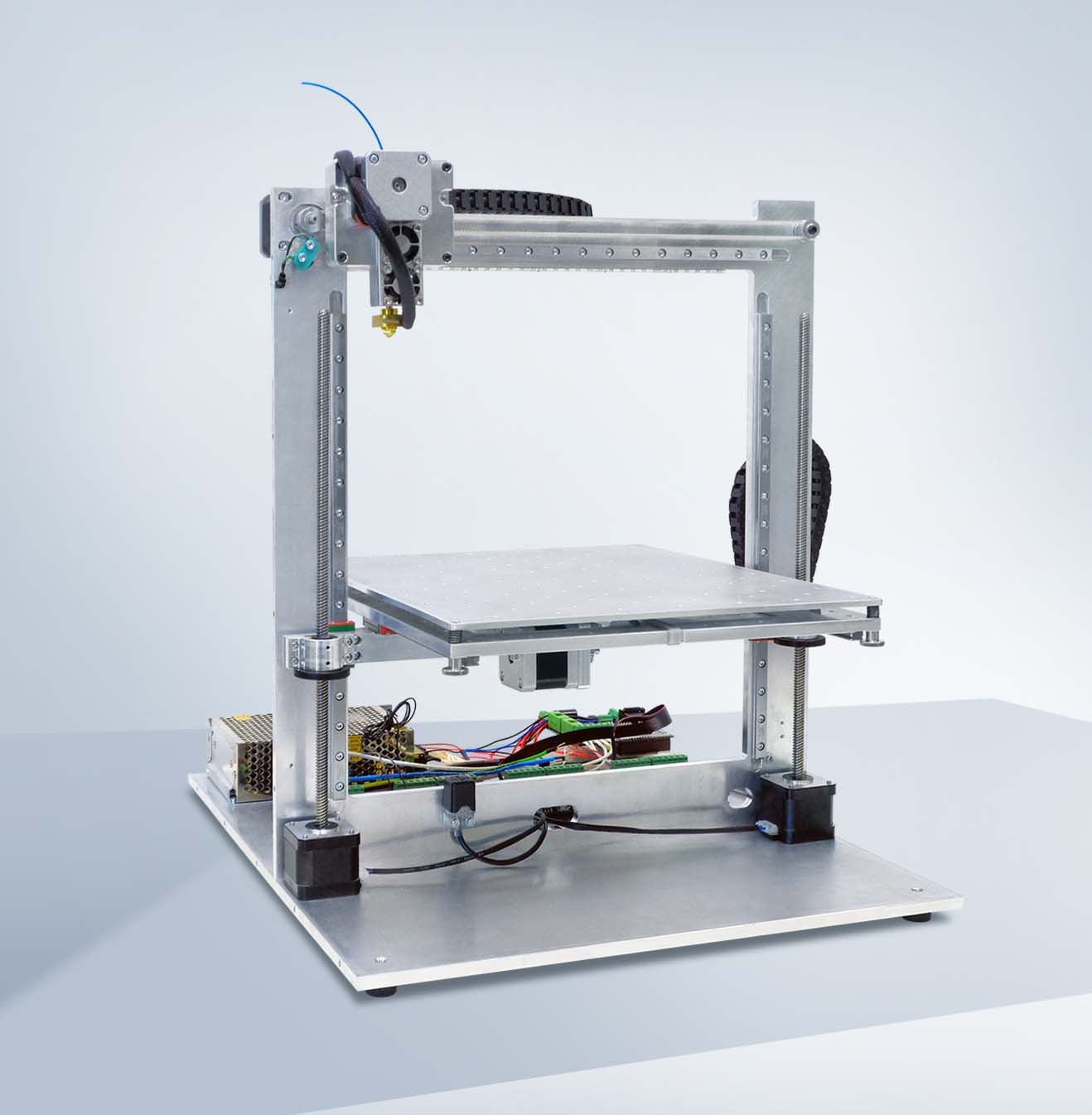 У DLP принтеров простой процесс взаимодействия, довольно скромная рабочая площадь и неплохой выбор вариантов материала, но по более высокой цене в сравнении с SLA.
У DLP принтеров простой процесс взаимодействия, довольно скромная рабочая площадь и неплохой выбор вариантов материала, но по более высокой цене в сравнении с SLA.
Из-за особенностей засветки светодиодным проектором, наблюдается тенденция появления воксельных линий-слоёв, образованных небольшими прямоугольными кирпичами материала. У моделей, изготовленных по DLP, качество поверхности уступает SLA моделям. Но стоит отметить, что DLP принтеры печатают намного быстрее, чем лазерные. В качестве примеров принтеров DLP можно привести Varseo S от Bego, AccuFab-D1 бренда Shining 3D, D2-150 производства Veltz 3D, Versus от Microlay.
Технология PolyJet. Процесс напоминает работу обычного струйного принтера, но вместо струйных чернильных капель на бумаге 3D-принтер выдувает слои жидкой смолы на область печати. Слои затвердевают под воздействием света.
Когда-то PolyJet набирала популярность в стоматологической отрасли, но её развитие затормозили два фактора: высокая стоимость оборудования и внушительные габариты аппаратов. Модели, изготовленные по технологии PolyJet, требуют длительной постобработки и в плане качества поверхностей опять же уступают SLA.
Модели, изготовленные по технологии PolyJet, требуют длительной постобработки и в плане качества поверхностей опять же уступают SLA.
Системы PolyJet изготавливают детали очень быстро, но применимы для ограниченного круга изделий из-за дорогих запатентованных расходников. Поэтому в контексте нашей отрасли лучше купить 3D-принтер для стоматологии с SLA технологией.
SLS и EBM. Позволяют печатать титаном уже готовые элементы для замены частей челюсти. Эти технологии работают по принципу лазерного спекания металлоглины – специального металлического порошка для стоматологии. Так, системы SLS и EBM позволяют работать с биосовместимым титановым сплавом. Так как чистый металлический порошок не требует связующего наполнителя, готовые модели не отличаются пористостью. Для достижения необходимой механической прочности изделиям не требуется дополнительный обжиг. Пример принтера, способного печатать металлами – EP-M150T от Shining 3D.
Филаментная печать. Технология не актуальна в стоматологии и сейчас мы объясним, почему.
Печать производится с помощью филамента – материала, похожего на тонкую проволоку для садового триммера. Смотанный филамент заряжают напрямую в головку 3D-принтера, которая движется на трёх осях.
По сравнению с другими материалами для 3D-печати такая нить стоит совсем недорого, но даёт низкую точность в сравнении с порошками. Самые популярные виды филамента – ABS и PLA пластик.
Сравнение основных технологий 3D-печати, применяемых в стоматологии
Чтобы наглядно показать основные плюсы и минусы каждой технологии, сравним их в формате таблицы.
| Стереолитография (SLA) | Цифровая обработка света (DLP) | Технология PolyJet | Технологии SLS и EBM | |
| Точность | ★★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
| Чистота поверхности | ★★★★★ | ★★★★☆ | ★★★☆☆ | ★★★★☆ |
| Скорость печати | ★★★★☆ | ★★★★★ | ★★★★★ | ★★★☆☆ |
| Доступность материалов | ★★★★★ | ★★★★★ | ★★★★☆ | ★★☆☆☆ |
| Печать металлом | ||||
| Преимущества |
|
|
|
|
| Недостатки | Невысокая скорость печати одного изделия |
|
|
|
Отметим, что в таблице приведены выводы в формате общего обзора и параметры могут варьироваться в зависимости от конкретной модели 3D-принтера.
Наше резюме
Технология PolyJet уходит в прошлое из-за дороговизны и несовершенных результатов печати. SLS и EBM скорее актуальны для больших лабораторий, нежели рядовых клиник. Поэтому стоит рассматривать SLA и DLP принтеры для решения повседневных задач. Например, присмотритесь к Bego Varseo S, Formlabs Form 2. Эти аппараты уже хорошо зарекомендовали себя на стоматологическом рынке и дают гарантированно качественный результат. Все 3D-принтеры, представленные в StomShop.pro, вы можете посмотреть здесь.
Как работает 3D-принтер?
Цены, характеристики, доступность и условия предложений могут быть изменены без предварительного уведомления. Защита цен, согласование цен или гарантии цены не распространяются на внутридневные, ежедневные предложения или акции с ограниченным сроком действия. Ограничения по количеству могут применяться к заказам, включая заказы на товары со скидкой и рекламные товары. Несмотря на все наши усилия, небольшое количество товаров может содержать ошибки в ценах, опечатках или фотографиях. Правильные цены и акции проверяются в момент размещения заказа.Эти условия применяются только к продуктам, продаваемым HP.com; Предложения реселлера могут различаться. Товары, продаваемые HP.com, не предназначены для немедленной перепродажи. Заказы, которые не соответствуют положениям, условиям и ограничениям HP.com, могут быть отменены. Контрактные и оптовые клиенты не имеют права.
Несмотря на все наши усилия, небольшое количество товаров может содержать ошибки в ценах, опечатках или фотографиях. Правильные цены и акции проверяются в момент размещения заказа.Эти условия применяются только к продуктам, продаваемым HP.com; Предложения реселлера могут различаться. Товары, продаваемые HP.com, не предназначены для немедленной перепродажи. Заказы, которые не соответствуют положениям, условиям и ограничениям HP.com, могут быть отменены. Контрактные и оптовые клиенты не имеют права.
Рекомендуемая производителем розничная цена HP может быть снижена. Рекомендованная производителем розничная цена HP указана либо как отдельная цена, либо как зачеркнутая цена, а также указана цена со скидкой или рекламная цена. На скидки или рекламные цены указывает наличие дополнительной более высокой рекомендованной розничной цены зачеркнутой цены
Следующее относится к системам HP с процессорами Intel 6-го поколения и других будущих поколений в системах, поставляемых с Windows 7, Windows 8, Windows 8. 1 или Windows 10 Pro с понижением до Windows 7 Professional, Windows 8 Pro или Windows 8.1: эта версия Windows, работающая с процессором или наборами микросхем, используемыми в этой системе, имеет ограниченную поддержку со стороны Microsoft. Дополнительные сведения о поддержке Microsoft см. в разделе часто задаваемых вопросов о жизненном цикле поддержки Microsoft по адресу https://support.microsoft.com/lifecycle
1 или Windows 10 Pro с понижением до Windows 7 Professional, Windows 8 Pro или Windows 8.1: эта версия Windows, работающая с процессором или наборами микросхем, используемыми в этой системе, имеет ограниченную поддержку со стороны Microsoft. Дополнительные сведения о поддержке Microsoft см. в разделе часто задаваемых вопросов о жизненном цикле поддержки Microsoft по адресу https://support.microsoft.com/lifecycle
Ultrabook, Celeron, Celeron Inside, Core Inside, Intel, логотип Intel, Intel Atom, Intel Atom Inside, Intel Core, Intel Inside, логотип Intel Inside, Intel vPro, Itanium, Itanium Inside, Pentium, Pentium Inside, vPro Inside, Xeon, Xeon Phi, Xeon Inside и Intel Optane являются товарными знаками корпорации Intel или ее дочерних компаний в США.С. и/или другие страны.
Гарантия на дом доступна только для некоторых настраиваемых настольных ПК HP. Необходимость обслуживания на дому определяется представителем службы поддержки HP. Заказчику может потребоваться запустить программы самопроверки системы или исправить выявленные неисправности, следуя советам, полученным по телефону. Услуги на месте предоставляются только в том случае, если проблема не может быть устранена удаленно. Услуга недоступна в праздничные и выходные дни.
Услуги на месте предоставляются только в том случае, если проблема не может быть устранена удаленно. Услуга недоступна в праздничные и выходные дни.
Компания HP передаст ваше имя и адрес, IP-адрес, заказанные продукты и связанные с ними расходы, а также другую личную информацию, связанную с обработкой вашего заявления, в Bill Me Later®.Bill Me Later будет использовать эти данные в соответствии со своей политикой конфиденциальности.
Microsoft Windows 10: не все функции доступны во всех выпусках или версиях Windows 10. Для использования всех возможностей Windows 10 может потребоваться обновление и/или приобретение отдельно аппаратного обеспечения, драйверов, программного обеспечения или обновления BIOS. Windows 10 автоматически обновляется, что всегда включено. Могут взиматься сборы с интернет-провайдера, и со временем могут применяться дополнительные требования к обновлениям. См. http://www.microsoft.com.
Участвующие в программе HP Rewards продукты/покупки относятся к следующим категориям: принтеры, бизнес-ПК (марки Elite, Pro и рабочие станции), выберите аксессуары для бизнеса и выберите чернила, тонер и бумага.
Район публичной библиотеки реки Пудре
Я слышал о 3D-печати, но что это такое?
3D-печать — это действие или процесс создания физического объекта из трехмерной цифровой модели, как правило, путем последовательного наложения множества тонких слоев материала. — Оксфордские словари онлайн
Этот процесс существует с 1980-х годов, но со снижением стоимости 3D-принтеров и материалов и повышением простоты использования все больше людей, чем когда-либо, используют 3D-принтеры для развлечения, творчества и даже изменения жизни.
Видео
Какое отношение 3D-печать имеет к библиотеке?
Библиотеки всегда были великим уравнителем информации и доступа к компьютеру, а наличие общедоступного и бесплатного 3D-принтера открывает технологию для всех возрастов и навыков. 3D-печать также поддерживает насущную и растущую потребность людей в развитии знаний и навыков в деятельности STREAM (наука, технология, чтение, инженерия, искусство и математика), позволяя членам сообщества создавать, проектировать и внедрять инновации новыми и вдохновляющими способами.
Какие принтеры и материалы вы используете?
В настоящее время в библиотеке есть один 3D-принтер «LulzBot Mini 2», расположенный на 2-м этаже библиотеки Старого города. Принтеры LulzBot производятся в Лавленде, штат Колорадо. Принтер печатает объекты размером до 5,8 x 5,8 x 6,7 дюймов различными цветами.
Объекты, созданные на 3D-принтере, НЕ безопасны для пищевых продуктов. В библиотеке используется перерабатываемый PLA-пластик растительного происхождения (№7). PLA не содержит BPA и НЕ является термостойким.
Кто-нибудь может использовать 3D-принтер?
Все сообщество публичной библиотеки Poudre River может воспользоваться этой услугой печати. Вам не нужна библиотечная карточка для печати или просмотра материалов, распечатываемых на принтере. Однако только обученный персонал библиотеки будет работать с 3D-принтером и сопутствующим оборудованием.
Сколько это стоит?
Стоимость печати составляет 0,10 доллара США за грамм нити. Общая стоимость основана на оценке, предоставленной программой печати (плюс налог).Сборы за печать взимаются в пункте выдачи при получении. Большинство предметов, напечатанных на 3D-принтере, стоят 5 долларов или меньше.
Общая стоимость основана на оценке, предоставленной программой печати (плюс налог).Сборы за печать взимаются в пункте выдачи при получении. Большинство предметов, напечатанных на 3D-принтере, стоят 5 долларов или меньше.
Когда я получу 3D-печатный предмет?
Время печати варьируется в зависимости от размера, сложности и любого незавершенного производства.
Как мне начать?
- Посетите нашу страницу ресурсов, чтобы найти программное обеспечение для моделирования, библиотеки проектирования и учебные пособия
- Выберите или создайте 3D-модель для печати
- Сохранить модель как файл .stl (максимальный размер 50 МБ)
- Отправьте запрос на 3D-печать
Свяжитесь с нами
3DPrinting@poudrelibraries.организация
3D-печать доступна по адресу:
Poudre River Public Library District
Old Town Library
201 Peterson Street
Fort Collins CO 80524
Что можно сделать с помощью 3D-печати металлом?
3D-печать металлом меняет способ создания деталей. В малых и средних производственных циклах сами детали могут изготавливаться быстрее, дешевле и с меньшими усилиями, чем традиционные производственные процессы. Поскольку аддитивное производство формирует детали совершенно по-другому, это значительно упрощает производство определенных типов деталей, требующих сложных функций.В этом процессе не используются инструменты, он почти полностью автоматизирован и добавляет, а не удаляет материал, чтобы обеспечить более оптимизированную геометрию. Это делает металлическую 3D-печать отлично подходящей для деталей, которые традиционно могут быть очень сложными или дорогими в производстве, включая устаревшие детали, инструменты автоматизации линии и функциональные прототипы литья.
В малых и средних производственных циклах сами детали могут изготавливаться быстрее, дешевле и с меньшими усилиями, чем традиционные производственные процессы. Поскольку аддитивное производство формирует детали совершенно по-другому, это значительно упрощает производство определенных типов деталей, требующих сложных функций.В этом процессе не используются инструменты, он почти полностью автоматизирован и добавляет, а не удаляет материал, чтобы обеспечить более оптимизированную геометрию. Это делает металлическую 3D-печать отлично подходящей для деталей, которые традиционно могут быть очень сложными или дорогими в производстве, включая устаревшие детали, инструменты автоматизации линии и функциональные прототипы литья.
Металлическая 3D-печать сделала эти захваты более эффективными на производственной линии.
Этот набор захватных губок, например, перемещает куски листового металла на листогибочный пресс и обратно.Эти губки были напечатаны на 3D-принтере из металла и решают три проблемы мастерской, которая их использует:
1. Губки захвата напечатаны из нержавеющей стали 17-4 PH, которая обладает высокой стойкостью к истиранию. Это означает, что губки не будут изнашиваться от многократного контакта с деталями из стального листа.
Губки захвата напечатаны из нержавеющей стали 17-4 PH, которая обладает высокой стойкостью к истиранию. Это означает, что губки не будут изнашиваться от многократного контакта с деталями из стального листа.
2. Заполнение с закрытыми порами внутри детали делает ее намного легче, чем традиционная стальная деталь, что означает, что рычаг может двигаться быстрее, чем с механически обработанным эквивалентом, и дает более высокий выход.
3.Наконечники губок имеют форму и низкопрофильную форму, позволяющую избежать использования листогибочного пресса, но предназначены для надежного захвата детали. Это было бы сложно и дорого изготовить из того же материала, поэтому вместо этого они решили напечатать сложную геометрию.
Metal X может решить множество проблем, связанных с производством, и вы можете увидеть больше этих решений на нашей странице приложений. Многие из этих примеров связаны с тремя основными преимуществами аддитивного производства и тем, как они могут помочь снизить стоимость детали:
Запросить предложение Metal X
Три преимущества аддитивного производства металлов
Геометрическая свобода: Сложность и оптимизация обходится дорого для большинства традиционных производственных процессов — дополнительные функции означают большее количество операций, более длительное время обработки или многокомпонентные пресс-формы. Все это сильно отнимает как материал, так и время ваших машинистов. Аддитивное производство устраняет многие из этих ограничений. Этот процесс наращивает материал, а не сокращает его, поэтому его методология проектирования поощряет размещение материала именно там, где это необходимо, без каких-либо затрат для оператора. На самом деле, при этом вы тратите меньше материала и времени.
Все это сильно отнимает как материал, так и время ваших машинистов. Аддитивное производство устраняет многие из этих ограничений. Этот процесс наращивает материал, а не сокращает его, поэтому его методология проектирования поощряет размещение материала именно там, где это необходимо, без каких-либо затрат для оператора. На самом деле, при этом вы тратите меньше материала и времени.
Полная автоматизация: Металлические 3D-принтеры требуют минимального времени, затрачиваемого оператором. Программное обеспечение принтера автоматически генерирует траектории движения инструмента на основе настраиваемых параметров, поэтому для работы с заданным материалом не требуются специальные производственные знания. — машина обрабатывает все это на основе вашего выбора.Как только вы начнете печать, она может работать без присмотра, поэтому вы можете максимально увеличить время безотказной работы машины, позволив принтеру работать в нерабочее время.
Минимальный набор инструментов или настройка: При изготовлении детали традиционными методами, такими как фрезерование, токарная обработка или литье, необходимо затратить некоторое количество усилий и времени на изготовление деталей, не приносящих дохода. Это детали, которые поддерживают производство конечной детали, включая нестандартные инструменты, зажимные приспособления или пресс-формы. Металлические 3D-принтеры могут создавать детали без дополнительных производственных работ или настройки машины — все, что вам нужно сделать, это нажать «Печать», чтобы запустить машину!
Это детали, которые поддерживают производство конечной детали, включая нестандартные инструменты, зажимные приспособления или пресс-формы. Металлические 3D-принтеры могут создавать детали без дополнительных производственных работ или настройки машины — все, что вам нужно сделать, это нажать «Печать», чтобы запустить машину!
Какие задачи решает аддитивное производство?
Благодаря этим трем преимуществам мы можем найти множество различных применений в самых разных отраслях.Ключом к обнаружению наиболее важных составляющих является понимание того, как они могут повлиять на вас и на итоговую прибыль вашего бизнеса. Где вы сталкиваетесь с проблемами, которые влияют на урожайность? Какова цена этой неэффективности? Когда металлические детали, напечатанные на 3D-принтере, улучшают или сохраняют рабочие характеристики деталей с меньшими усилиями, затратами или временем, они ценны. В нашем информационном документе мы показываем, как можно использовать аддитивное производство металлов для решения трех задач, актуальных для многих отраслей.
Прочитать технический документ
Корпус привода на этом стояковом приводе Stanley Black & Decker PD45 был уменьшен с 4 частей до одной за счет использования 3D-печати металлом, что позволило сократить затраты и время сборки.
Упрощенные сборки: Аддитивное производство металлов способствует консолидации деталей с большей геометрической свободой для сложных геометрий. Объединяйте детали, которые были разделены на несколько сегментов из-за производственных ограничений.
Оптимизированная геометрия: Пространство проектирования для аддитивного производства сильно отличается от традиционных производственных процессов, поэтому вы можете учитывать, сколько материала вы добавляете к своей детали, а не то, что вы забираете.Уменьшите вес критических компонентов, добавляя материал только там, где это необходимо для обеспечения работоспособности вашей детали.
Цифровой инвентарь и старые детали: Используя металлические 3D-принтеры и облачную систему управления парком, вы можете проектировать и производить детали везде, где есть принтер. Управляйте своими запасами без складов, заполненных запасными частями, печатая запасные части на месте и по требованию.
Управляйте своими запасами без складов, заполненных запасными частями, печатая запасные части на месте и по требованию.
Загрузите наш информационный документ о проблемах, которые необходимо решить с помощью аддитивного производства металлов, чтобы увидеть примеры и подробную информацию о каждом из этих вариантов использования!
Сколько стоит 3D-принтер? Стоимость 3D-принтера
Вот краткое руководство по стоимости 3D-принтера; какие цены вы должны заплатить и какие функции будут сопровождать каждый:
3D-принтеры начального уровня (от 100 до 500 долларов США):
Принтеры в этой категории в первую очередь игрушки, но это отличный способ поэкспериментировать и узнать о 3D-печати.Скорее всего, вам придется потратить значительное время на сборку, калибровку и тестирование, прежде чем вы сможете печатать. Они смогут печатать только объекты размером около 3-4 дюймов в каждом измерении (ширина, длина, высота) и, вероятно, будут ограничены печатью одним материалом. Эти принтеры медленные, шумные, имеют плохое качество печати и не очень долговечны. Отсутствие закрытого пространства для печати ограничит вас печатью только низкотемпературных материалов, таких как PLA . Тем не менее, для печати небольших объектов и понимания того, как работает 3D-принтер, они справляются со своей задачей.
Эти принтеры медленные, шумные, имеют плохое качество печати и не очень долговечны. Отсутствие закрытого пространства для печати ограничит вас печатью только низкотемпературных материалов, таких как PLA . Тем не менее, для печати небольших объектов и понимания того, как работает 3D-принтер, они справляются со своей задачей.
3D-принтеры для любителей (от 400 до 1500 долларов США):
Принтеры этой категории часто удивительно эффективны, но часто имеют 1-2 фатальных недостатка, которые снижают их ценность. Многие 3D-принтеры в этой категории требуют, чтобы вы потратили значительное время на сборку, калибровку и тестирование, прежде чем вы сможете печатать. Эти отпечатки часто могут печатать немного больше, чем принтеры начального уровня, возможно, 5-6 дюймов в каждом измерении. Они немного быстрее и могут печатать несколько разных материалов.Вы часто обнаружите, что их скорости и качеству печати не хватает. Большинство принтеров этого класса не предназначены для работы в течение длительного времени, и вам придется выполнять много ремонтных работ/обслуживания, чтобы поддерживать их в рабочем состоянии. Большинство 3D-принтеров в этой категории не будут закрыты, также ограничивает вас только печатью низкотемпературных материалов, таких как PLA . Эти принтеры хороши для тех, кто любит 3D-печать в качестве хобби, возможно, для использования в начальной школе. Однако эти принтеры совсем не подходят для коммерческого использования или в учебных заведениях, где вам нужно, чтобы они надежно печатали в определенное время.
Большинство 3D-принтеров в этой категории не будут закрыты, также ограничивает вас только печатью низкотемпературных материалов, таких как PLA . Эти принтеры хороши для тех, кто любит 3D-печать в качестве хобби, возможно, для использования в начальной школе. Однако эти принтеры совсем не подходят для коммерческого использования или в учебных заведениях, где вам нужно, чтобы они надежно печатали в определенное время.
3D-принтеры для энтузиастов (от 1000 до 4000 долларов США):
Категория энтузиастов стремительно развивается и поставляет надежные принтеры, которые отлично подходят для определенных приложений. Принтеры этой категории могут печатать отпечатки хорошего размера; часто размером от 8 до 12 дюймов в каждом измерении. Принтеры этой категории имеют приемлемую скорость и приличное качество печати (примечание: большинству принтеров требуется более низкая скорость для получения хорошего качества печати; и наоборот, чем быстрее они печатают, тем хуже качество печати). В этой категории у вас будет более широкий выбор материалов, которые можно печатать, хотя некоторые принтеры для энтузиастов требуют, чтобы вы использовали стандартные материалы производителя, что ограничивает ваши возможности. К сожалению, многие принтеры в этом ценовом диапазоне по-прежнему не очень долговечны и потребуют серьезного обслуживания и ремонта, если вы планируете эксплуатировать их в течение значительного времени (40+ часов в месяц). Эти принтеры подходят для использования в начальных школах и нечасто используются в средних школах. Некоторым предприятиям они могут показаться подходящими, но при частом использовании их часто разочаровывает ремонт.
В этой категории у вас будет более широкий выбор материалов, которые можно печатать, хотя некоторые принтеры для энтузиастов требуют, чтобы вы использовали стандартные материалы производителя, что ограничивает ваши возможности. К сожалению, многие принтеры в этом ценовом диапазоне по-прежнему не очень долговечны и потребуют серьезного обслуживания и ремонта, если вы планируете эксплуатировать их в течение значительного времени (40+ часов в месяц). Эти принтеры подходят для использования в начальных школах и нечасто используются в средних школах. Некоторым предприятиям они могут показаться подходящими, но при частом использовании их часто разочаровывает ремонт.
Профессиональные 3D-принтеры / высокопроизводительные 3D-принтеры (4000–20 000 долл. США):
Категория производительности обещает наибольшую ценность в 3D-печати на сегодняшний день и способна значительно изменить продажи принтеров в промышленном сегменте. Некоторые 3D-принтеры в этой категории имеют большие закрытые области сборки (12 дюймов в каждом измерении) и часто могут печатать довольно качественные детали из высокотемпературных материалов, таких как ABS, нейлон, армированный углеродным волокном и поликарбонат. Большинство принтеров этой категории могут печатать на широком спектре материалов, хотя для их качественной печати производитель должен предоставить «профилей» печати, оптимизированных для каждого материала, для своего программного обеспечения для слайсера .
Большинство принтеров этой категории могут печатать на широком спектре материалов, хотя для их качественной печати производитель должен предоставить «профилей» печати, оптимизированных для каждого материала, для своего программного обеспечения для слайсера .
При покупке высокопроизводительного принтера обратите внимание на две основные характеристики:
Во-первых, самые производительные принтеры способны быстро печатать детали, сохраняя при этом превосходное разрешение печати. Не полагайтесь только на опубликованные спецификации; вам нужно посмотреть на физический образец печати и оценить настройки печати, а также фактическое время печати.
Во-вторых, при значительных инвестициях, необходимых для этого ценового класса, вы должны оценить долговечность принтера и необходимое техническое обслуживание, поскольку они по-прежнему сильно различаются.
Принтеры этого класса идеально подходят для Education (средние школы, старшие школы, университеты и клубы робототехники), а также для широкого диапазона коммерческих сред (от малого бизнеса до крупных предприятий).
Fusion3 предлагает 3D-принтер класса Performance, который является одним из самых доступных на рынке и обладает всеми возможностями, которые вы ищете в 3D-принтере Professional/Performance.
Корпоративные (промышленные) 3D-принтеры (от 20 000 до 100 000 долларов США):
Принтеры класса Enterprise несколько отличаются от класса Performance. Эти принтеры могут печатать в высоком качестве на хороших скоростях, однако вы платите за эту привилегию значительную надбавку. Эти принтеры имеют очень приятный интерфейс, прочную конструкцию и металлический корпус. Корпоративные производители взимают высокую цену за базовый принтер, но также взимают ежегодные контракты на техническое обслуживание, а также требуют, чтобы вы приобретали собственные материалы по более высокой цене, чем те, которые доступны на открытом рынке.Кроме того, выбор материалов в этом пространстве на удивление ограничен и дорог, часто в три-пять раз дороже, чем материал стоил бы на открытом рынке. Хотя эти принтеры долговечны и надежны, их цена делает их подходящими только для крупных предприятий, которые могут позволить себе их высокую цену. Этот ценник делает этот класс принтеров непомерно дорогим для большинства университетов. Ирония этих машин в том, что из-за высоких эксплуатационных расходов можно утверждать, что нет стимула для поощрения их использования сотрудниками и студентами. Благодаря этому 3D-принтеры класса Performance становятся привлекательной альтернативой корпоративным принтерам для самых разных предприятий.
Хотя эти принтеры долговечны и надежны, их цена делает их подходящими только для крупных предприятий, которые могут позволить себе их высокую цену. Этот ценник делает этот класс принтеров непомерно дорогим для большинства университетов. Ирония этих машин в том, что из-за высоких эксплуатационных расходов можно утверждать, что нет стимула для поощрения их использования сотрудниками и студентами. Благодаря этому 3D-принтеры класса Performance становятся привлекательной альтернативой корпоративным принтерам для самых разных предприятий.
Можете ли вы напечатать 3D-принтер? Как это сделать на самом деле — 3D Printerly
Возможность напечатать принтер на 3D-принтере в этой области является шуткой, но возможно ли это на самом деле? Эта статья поможет ответить на этот вопрос, а также предоставит вам дополнительные сведения.
Напечатать на 3D-принтере 3D-принтер не совсем возможно, потому что существует много электроники и специализированных деталей, которые нельзя изготовить на 3D-принтере, но большую часть из них определенно можно напечатать в 3D.
Многие проекты 3D-печати сосредоточены на печати большей части 3D-принтера, прежде чем добавлять другие детали для его завершения.
Обучение самовоспроизведению таких машин может изменить способ функционирования мира. Он может открыть так много дверей в разных секторах, не говоря уже о самоисследовании и свободе дизайна, которые он предлагает.
В этой статье подробно рассказывается, как именно люди печатают 3D-принтер.
Может ли 3D-принтер печатать на другом 3D-принтере?
Создание 3D-принтера с помощью 3D-принтера на первый взгляд может показаться невероятно захватывающим и непостижимым.Но это не совсем невозможно. Да, вы можете распечатать 3D-принтер с нуля.
Однако вы должны распечатать каждую часть 3D-принтера по отдельности, а затем собрать их вместе. Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Есть несколько компонентов, таких как электроника и металлические детали, которые нужно добавить при сборке 3D-принтера.
Первые попытки 3D-печати на 3D-принтере были предприняты около пятнадцати лет назад доктором Адрианом Бойером.Работая старшим преподавателем в Университете Бата в Англии, он начал свои исследования в 2005 году.
Его проект был известен как RepRap Project (RepRap, сокращение от , быстро воспроизводящий прототип). После долгой череды проб, ошибок и всего, что между ними, он придумал свою первую функциональную машину — RepRap «Darwin».
Этот 3D-принтер на 50% состоял из самовоспроизводящихся деталей и был выпущен в 2008 году.
Вы можете посмотреть замедленное видео доктора Адриана Бойера, собирающего RepRap Darwin, ниже.
 0 "Darwin"» src=»https://www.youtube.com/embed/Mo5Hp_6uD-E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
0 "Darwin"» src=»https://www.youtube.com/embed/Mo5Hp_6uD-E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> После выпуска 3D-принтера Darwin появилось несколько других улучшенных вариантов. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Кроме того, идея создания 3D-принтера с нуля звучит довольно увлекательно, не так ли? Это захватывающая возможность узнать и понять нюансы 3D-печати. Вы не только получите знания, но и разгадаете тайну, окружающую 3D-печать.
3D-печать 3D-принтер дает вам свободу настраивать его по своему усмотрению. Ни одна другая технология не позволяет вам это сделать, что дает вам еще больше причин попробовать ее.
Кто знает, может быть, у вас даже есть к этому способности!
Как напечатать 3D-принтер?
Так как теперь мы знаем, что вы можете на самом деле 3D-печатать 3D-принтер. Следующий шаг — научиться это делать. Приготовьтесь: мы предлагаем вам подробное, но простое руководство по печати на 3D-принтере.
Следующий шаг — научиться это делать. Приготовьтесь: мы предлагаем вам подробное, но простое руководство по печати на 3D-принтере.
В этой статье мы обсудим 3D-принтер Mulbot, где вы можете ознакомиться с инструкцией, перейдя по ссылке.
Если вам нужна история и подробная информация о Mulbot, посетите страницу Mulbot RepRap.
Mulbot — это широкопечатный 3D-принтер с открытым исходным кодом, оснащенный напечатанной на 3D-принтере рамой, подшипниковыми блоками и приводными системами.
Основным мотивом этого проекта является вывод концепции RepRap на новый уровень и 3D-печать компонентов, отличных от рамы.Как следствие этого, в этот принтер не включены приобретенные подшипники или приводные системы.
3D-принтер Mulbot использует корпуса с квадратными направляющими для печати линейных подшипников. Поскольку подшипники и рельсы напечатаны на 3D-принтере, они интегрированы в сам каркас. Все три системы привода Mulbot также напечатаны на 3D-принтере.
В оси X используется напечатанный на 3D-принтере зубчатый ремень двойной ширины из ТПУ, соединенный с напечатанным приводным и холостым шкивами, приводящими в движение каретку горячего конца. Ось Y приводится в движение напечатанной на 3D-принтере зубчатой рейкой и шестерней.
Наконец, ось Z приводится в движение двумя большими трапециевидными винтами и гайками, напечатанными на 3D-принтере.
3D-принтер Mulbot использует технологию изготовления плавленых нитей (FFF) и может быть построен менее чем за 300 долларов.
Ниже приведены инструкции, которые помогут вам начать работу.
Требования к печати
— Размер печати — 175 мм x 200 мм x 150 мм (двойной кожух вентилятора)
145 мм x 200 мм x 150 мм (окружающий кожух)
– Объем печати – 250 мм x 210 мм x 210 мм
Оригинальный Mulbot был напечатан на оригинальном Prusa MK3.
Поверхность для печати
Плавающая стеклянная кровать квадратного сечения 8-1 ½ дюйма
Стандартная литая алюминиевая станина Prusa MK3 с гибкой пластиной PEI использовалась в качестве поверхности для печати при изготовлении 3D-принтера Mulbot. Тем не менее, стеклянная кровать предпочтительнее.
Тем не менее, стеклянная кровать предпочтительнее.
Выбор нити
Все компоненты Mulbot изготовлены из PLA, за исключением ремня и монтажных ножек. Предполагается, что они будут напечатаны из ТПУ. Бренд Solutech рекомендуется для печатных деталей из PLA, а Sainsmart — для печатных деталей из TPU.
PLA лучше всего подходит, так как он очень стабилен, не деформируется и не дает усадку. Кроме того, ТПУ обладает отличной межслойной адгезией и не скручивается в процессе печати.
Вы будете рады узнать, что для изготовления 3D-принтера Mulbot требуется менее 2 кг нити.
Подшипники Первые
Очень важно начать с печати подшипников и направляющих. Таким образом, если подшипники не работают, вы избавите себя от необходимости печатать остальную часть принтера.
Вы должны начать с печати подшипника оси X, так как он самый маленький и требует минимального количества нити для печати. Убедитесь, что подшипники установлены точно, иначе шарики не будут циркулировать точно.
Когда вы закончите с подшипниками, вы можете приступить к сборке остальной части принтера.
Части без печати
Для изготовления 3D-принтера Mulbot вам потребуются следующие непечатные детали —
- Экструдер SeeMeCNC EZR
- E3D V6 Lite Хотенд
- Рампы 1.4 мегаконтроллера
- Трубка Боудена Capricorn XC 1,75
- 5630 Светодиодные ленты
- Блок питания 150 Вт, 12 В
- Входная заглушка IEC320 с выключателем
- Вентилятор
Полный список предметов можно найти на странице Mulbot Thingiverse.
Вы можете просмотреть это видео на YouTube, чтобы лучше понять, как печатать на 3D-принтере Mulbot.
Лучшие самовоспроизводящиеся 3D-принтеры
3D-принтер Snappy и 3D-принтер Dollo — два самых популярных самовоспроизводящихся принтера в индустрии 3D-печати.Основной целью проекта RepRap является разработка полнофункционального самовоспроизводящегося 3D-принтера. Эти два 3D-принтера сделали замечательные шаги к достижению этой цели.
Быстрый 3D-принтер
Snappy 3D Printer от RevarBat — это 3D-принтер RepRap с открытым исходным кодом. Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования наплавленных материалов (FDM).
Snappy занесен в Книгу рекордов Гиннеса как самый 3D-принтер в мире, напечатанный на 3D-принтере.
Как следует из названия, 3D-принтер Snappy состоит из частей, которые соединяются друг с другом, что в значительной степени исключает использование деталей, не напечатанных на 3D-принтере. После печати отдельных компонентов 3D-принтера на их сборку у вас вряд ли уйдет пара часов.
3D-принтер Snappy на 73% подходит для 3D-печати, за исключением двигателей, электроники, стеклянной рабочей пластины и подшипника.Несколько необходимых деталей, не предназначенных для печати, легко доступны в различных магазинах расходных материалов.
Что еще более интересно, так это то, что общая стоимость сборки 3D-принтера Snappy составляет менее 300 долларов, что делает его одним из самых дешевых и лучших самовоспроизводящихся 3D-принтеров в индустрии 3D-печати.
3D-принтер Dollo
3D-принтер Dollo — это 3D-принтер с открытым исходным кодом, разработанный дуэтом отца и сына — Беном и Бенджамином Энгель.
 youtube.com/embed/0F85JjzUExQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/0F85JjzUExQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Это результат того, что по сути начиналось как проект.Бен и Бенджамин уже много лет являются активными членами сообщества RepRap.
После печати нескольких принтеров с открытым исходным кодом они пришли к выводу, что способность к самовоспроизведению может быть увеличена путем замены металлических стержней напечатанными частями.
Dollo выполнен в форме просторного куба; его стороны сконструированы таким образом, что вы можете масштабировать размер печати, добавляя или удаляя блоки по бокам.
Благодаря множеству деталей для 3D-печати, распространенным исключениям и простоте сборки без дополнительной поддержки 3D-принтер Dollo приближается к 3D-принтеру Snappy.
Весьма интересно отметить, что Dollo не имеет в своей конструкции ремней, что предотвращает неточности, вызванные креплением. Эта функция помогает создавать объекты с аккуратностью и точностью.
Эта функция помогает создавать объекты с аккуратностью и точностью.
Он также имеет функцию, позволяющую заменить печатающую головку дополнительным инструментом, превращающим ваш 3D-принтер в лазерный резак или фрезерный станок с компьютерным управлением. Это универсальность в лучшем виде.
Не так много витрин 3D-принтера Dollo, поэтому я бы больше ориентировался на 3D-принтеры Mulbot или Snappy.
Введение в 3D-печать металлом
Характеристики SLM и DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем станка. Высота слоя , используемая в 3D-печати металлом, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (сыпучесть, распределение частиц по размерам, форма и т. д.).
Типичный размер сборки металлической системы 3D-печати составляет 250 x 150 x 150 мм, но также доступны машины большего размера (до 500 x 280 x 360 мм). Точность размеров , которую может достичь металлический 3D-принтер, составляет примерно ± 0,1 мм.
Точность размеров , которую может достичь металлический 3D-принтер, составляет примерно ± 0,1 мм.
Металлические принтеры могут быть использованы для мелкосерийного производства , но возможности систем 3D-печати металлом больше напоминают возможности серийного производства машин FDM или SLA, чем принтеры SLS: они ограничены доступной областью печати (в направлении XY). ), так как детали должны быть прикреплены к платформе сборки.
Металлический порошок в SLM и DMLS легко перерабатывается : обычно менее 5% отходов.После каждого отпечатка неиспользованный порошок собирают, просеивают, а затем добавляют свежий материал до уровня, необходимого для следующего построения.
Отходы металлической печати, однако, представлены в виде опорной конструкции , которые имеют решающее значение для успешного завершения сборки, но могут резко увеличить количество необходимого материала (и стоимость).
Мелкосерийное производство велосипедной рамы с использованием SLM. Предоставлено Renishaw и Empire Cycles
Предоставлено Renishaw и Empire CyclesАдгезия слоев
Металлические детали SLM и DMLS имеют почти изотропные механические и термические свойства.Они твердые с очень небольшой внутренней пористостью (менее 0,2–0,5% в состоянии после печати и почти нулевой после термической обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто более гибкие , чем детали, изготовленные традиционным способом. Однако они более склонны к утомлению.
Например, взгляните на механические свойства металлического сплава для 3D-печати AlSi10Mg EOS и литого под давлением сплава A360 .Эти два материала имеют очень похожий химический состав с высоким содержанием кремния и магния. Печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с кованым материалом.
Из-за гранулированной формы необработанного материала шероховатость поверхности (Ra) металлической 3D-печатной детали в исходном состоянии составляет примерно 6–10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность .
Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность .
| AlSi10Mg (сплав для 3D-печати) | A360 (литой под давлением сплав) | |
|---|---|---|
| Предел текучести (0.2% деформация) * | XY : 230 МПа Z : 230 МПа | 165 МПа |
| Прочность на растяжение * | XY : 345 МПа Z : 350 МПа | 317 МПа |
| Модуль * | XY : 70 ГПа Z : 60 ГПа | 71 ГПа |
| Удлинение при разрыве * | XY : 12% Z : 11% | 3. 5% 5% |
| Твердость ** | 119 HBW | 75 Вес |
| Усталостная прочность ** | 97 МПа | 124 МПа |
&аст; : Термическая обработка: отжиг при температуре 300℃ в течение 2 часов. &аст;&аст; : Протестировано на готовых образцах
Опорная конструкция и ориентация деталей
Опорные конструкции всегда требуются при печати металлом из-за очень высокой температуры обработки, и они обычно строятся с использованием решетчатого рисунка.
Опора из металла 3D-печать выполняет 3 разные функции:
- Они предлагают подходящую платформу для следующего уровня, на котором будет построено.
- Они прикрепляют деталь к рабочей пластине и предотвращают деформацию.
- Они действуют как теплоотвод , отводя тепло от детали и позволяя ей охлаждаться с более контролируемой скоростью.

Детали часто ориентированы под углом, чтобы свести к минимуму вероятность деформации и максимизировать прочность детали в критических направлениях.Однако это увеличит объем необходимой поддержки, время сборки, потери материалов и (в конечном счете) общую стоимость.
Деформация также может быть сведена к минимуму с помощью рандомизированных шаблонов сканирования . Эта стратегия сканирования предотвращает накопление остаточных напряжений в любом конкретном направлении и придает детали характерную текстуру поверхности.
Поскольку стоимость металлической печати очень высока, для прогнозирования поведения детали во время обработки часто используется моделирование. Алгоритмы оптимизации топологии также используются не только для максимизации механических характеристик и создания легких деталей, но и для сведения к минимуму потребности в опорной конструкции и вероятности коробления.
Металлический кронштейн перед снятием опоры под углом 45 o . Предоставлено: Concept Laser
Предоставлено: Concept Laser
Полые профили и легкие конструкции
В отличие от процессов сплавления полимерного порошкового слоя, таких как SLS, большие полые секции обычно не используются в металлической печати, поскольку опорные конструкции не могут быть легко удалены.
Для внутренних каналов диаметром более 8 мм рекомендуется использовать ромбовидное или каплевидное сечение вместо круглого, так как они не требуют опорных конструкций. Дополнительные рекомендации по проектированию SLM и DMLS можно найти в этой статье.
В качестве альтернативы полым профилям детали могут быть выполнены с обшивкой и стержнями. Кожа и сердцевины обрабатываются с использованием лазера различной мощности и скорости сканирования, что приводит к различным свойствам материала. Использование кожи и стержней очень полезно при изготовлении деталей с большим сплошным сечением, так как они значительно сокращают время печати и вероятность коробления и позволяют получать детали с высокой стабильностью и отличным качеством поверхности.
Использование решетчатой структуры также является распространенной стратегией в 3D-печати металлом для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке упрощенной органической формы .
Удаление порошка вокруг металлических деталей, полученных в процессе печати SLMКак печатать в 3D? Руководство для начинающих по 3D-печати
Научиться 3D-печати еще никогда не было так просто!3D-печать — это постоянно развивающаяся и расширяющаяся область.Если вы новичок в 3D-печати, количество возможностей и приложений может показаться таким огромным, что может быть немного ошеломляющим, когда вы только начинаете знать как 3D-печать и как использовать 3D-принтер .
В этом руководстве для начинающих по 3D-печати мы объясним, что такое 3D-печать, как она работает, как 3D-печать, лучшие материалы для начинающих и что вам нужно для начала.
3D-печать — это процесс создания трехмерного объекта, обычно выполняемый путем систематического наложения материала поверх самого себя.Принтер считывает с компьютера цифровой файл, в котором указывается, как накладывать материал для создания объекта.
Вот почему 3D-печать также известна как аддитивное производство. 3D-печать и аддитивное производство в основном являются синонимами, хотя вы можете слышать, что аддитивное производство чаще используется в контексте массового потребления или массового производства.
Как 3D-печать:В зависимости от конкретной печати, которую вы планируете делать, в вашем процессе может быть больше или меньше шагов.Но в целом 3D-печать предполагает следующие действия:
Шаг 1. Создайте или найдите дизайн Первый этап 3D-печати обычно начинается на компьютере. Вы должны создать свой дизайн, используя программное обеспечение для 3D-дизайна, обычно это программное обеспечение CAD (автоматизированное проектирование). Если вы не можете создать дизайн самостоятельно, вы также можете найти множество бесплатных онлайн-ресурсов с бесплатными дизайнами.
Если вы не можете создать дизайн самостоятельно, вы также можете найти множество бесплатных онлайн-ресурсов с бесплатными дизайнами.
После того, как вы создали или выбрали дизайн, вы должны либо экспортировать, либо загрузить файл STL.Файл STL хранит информацию о вашем концептуальном 3D-объекте.
Шаг 3. Выберите материалыОбычно у вас может быть представление о том, какой материал вы будете использовать, прежде чем печатать. Существует множество различных материалов для 3D-печати, и вы можете выбрать их в зависимости от свойств, которыми должен обладать ваш объект. Мы обсудим это более подробно ниже.
Шаг 4. Выберите параметрыСледующим шагом будет определение различных параметров вашего объекта и процесса печати.Это включает в себя принятие решения о размере и размещении вашего отпечатка.
Шаг 5. Создайте Gcode Затем вы импортируете файл STL в программу для нарезки, например BCN3D Cura. Программное обеспечение для нарезки преобразует информацию из файла STL в Gcode , который представляет собой специальный код, содержащий точные инструкции для принтера.
Программное обеспечение для нарезки преобразует информацию из файла STL в Gcode , который представляет собой специальный код, содержащий точные инструкции для принтера.
Вот когда происходит волшебство! Принтер будет создавать объект слой за слоем.В зависимости от размера вашего объекта, вашего принтера и используемых материалов, работа может быть выполнена в течение нескольких минут или нескольких часов.
В зависимости от того, каким должен быть конечный продукт или какой материал вы использовали, после печати могут потребоваться дополнительные этапы постобработки, такие как покраска, удаление пудры и т. д.
Для чего используется 3D-печать?3D-печать можно использовать как в рекреационных, так и в профессиональных целях в различных отраслях.Он находит применение во многих областях и секторах, от индустрии здравоохранения до машиностроения и даже моды.
3D-печать все чаще рассматривается как устойчивое и экономичное решение для создания прототипов и инструментов для различных производственных проектов и процессов. Традиционно приобретение прототипов может занимать много времени и средств, требуя от компаний зависимости от сторонних производителей. 3D-печать позволяет компаниям быстро изготавливать единицы объекта, инструмента или прототипа своими силами.
Традиционно приобретение прототипов может занимать много времени и средств, требуя от компаний зависимости от сторонних производителей. 3D-печать позволяет компаниям быстро изготавливать единицы объекта, инструмента или прототипа своими силами.
Отличным примером этого является обувная компания Camper . Собственная 3D-печать позволила им превратить полуторамесячный процесс моделирования и проектирования в операцию, занимающую всего несколько дней.
3D-печать для начинающих: с чего начать
Итак, что вам нужно, чтобы начать работу с 3D-печатью? Ваши конкретные потребности будут зависеть от того, почему и что вы хотите печатать, но в целом есть три соображения для начала работы:
- 3D-принтер
- Нить
- Программное обеспечение для нарезки
Если вы планируете создавать свои собственные проекты, вам также потребуется соответствующее программное обеспечение для проектирования. Но, как мы упоминали ранее, вы также можете найти множество бесплатных онлайн-ресурсов для загрузки дизайнов.
Но, как мы упоминали ранее, вы также можете найти множество бесплатных онлайн-ресурсов для загрузки дизайнов.
Если вы еще не приобрели 3D-принтер, у нас есть руководство, которое поможет вам разобраться с наиболее важными аспектами.
Нити для 3D-принтераМатериал, также называемый филаментом, который вы выберете для своей печати, будет зависеть от многих различных факторов:
- Вы хотите, чтобы ваш объект был гибким?
- Термостойкий?
- Он должен быть очень прочным?
Это лишь некоторые из факторов, которые следует учитывать при выборе нити.
Обычно большинство новичков начинают с PLA. Это связано с тем, что PLA экономически эффективен и обычно легко печатается со стандартной конфигурацией. В зависимости от вашего конкретного проекта, PLA может быть хорошим стартовым материалом.
PET-G также считается материалом, подходящим для начинающих, хотя он немного более технический, чем PLA. Тем не менее, он отлично подходит для таких отраслей, как машиностроение и производство. Это хороший материал для функциональных прототипов, потому что он может выдерживать более высокие температуры и имеет другой химический состав, который идеально подходит для этих целей.
Тем не менее, он отлично подходит для таких отраслей, как машиностроение и производство. Это хороший материал для функциональных прототипов, потому что он может выдерживать более высокие температуры и имеет другой химический состав, который идеально подходит для этих целей.
Есть две важные части программного обеспечения для 3D-печати: CAD и программное обеспечение для нарезки.
Как правило, можно использовать любую CAD-систему, способную создать функциональную модель. CAD необходим, если вы хотите создавать свои собственные модели и объекты. У вас должна быть возможность экспортировать файл STL из вашего программного обеспечения САПР.
Программное обеспечение для нарезки — вторая часть уравнения. Это программное обеспечение переводит файл STL на язык, понятный принтеру.G-код содержит информацию о перемещении, которая сообщает принтеру, как и куда перемещать его ось, а также сколько материала вносить.