Станок для изготовления тротуарной плитки
Особенно на промышленном рынке и в разных странах мира в настоящий день существует три способа изготовления тротуарной плитки или брусчатки для строительства. Вообще так бывает именно изготовление тротуарной плитки в больших компаниях ЖБИ методом литья в металлические формы с последующей шлифовкой на специальном оборудовании.
Такие тротуарной плитки и брусчатки в условиях новых экономических отношений и острой конкуренции практически не пользуется спросом вследствие своей невыразительности и крайне скудного ассортимента, делается скорее по старинке и видимо скоро совсем исчезнет, несмотря на то, что качество самого бетона достаточно высокое. Поэтому и это вообще производство тротуарной плитки удобно с вибропрессованием.
Если вы подумаете купить любой станок для изготовления тротуарной плитки тогда придется выбрать самый лучший вибропресс для вашего производства на промышленном рынке.
Преимущества производства вибропрессованной тротуарной плитки
• Вибропрессование в производстве бетонных блоков позволяет делать огромный ассортимент продукции на одном и том же оборудовании, это значит именно с вибропрессованием это возможно производить различные бетонные изделия с высокими качествами.
• Производствона станках всегда лучше если сравнить производство с ручным управлением. Мощности вибрации всегда бывают много с этими станками. Поэтому выпускают качественные бетонные изделия.
• С полуавтоматическими или автоматическими вибропрессами у которых два бункера можно производство двухслойной тротуарной плитки. В одним бункером вибропресса, заполняется растворный материал и в вторым бункером заполняется цветный материал.
• Вибропресованные плитки применяются различные комплексные химические добавки. И блоки тогда бывают более качественными.
• С вибропрессованием производство тротуарной плитки и использование качественных импортных пигментов позволяют получать насыщенные цвета продукции, не теряющие свою яркость в течение многих лет.
Метод вибропрессования в производстве тротуарной плитки показывает что с этими станками можно выпускать высококачственные блоки.
Станок для производства тротуарной плитки
Особенно в эти дни так считается что тротуарная плитка и брусчатки по популярности уже обошли и асфальт, и бетон тоже. Обычно ею выкладывают садовые дорожки, придомовые территории, аллеи, тротуары, подъезды к гаражу и многое другое, широко используют в ландшафтном дизайне.
Вообще людей заинтересоваются в создании дизайна им, и тогда возникает вопрос что как возможно изготовление тротуарной плитки или брусчатки самостоятельно. Чтобы производить тротуарную плитку тогда придется вам купить станок для изготовления брусчатки.
Продам вибропресс
Наша компания — Beyazli Group, расположенная в Турции, мы производим и экспортируем различные типы вибропресс для производства бетонных блоков, бетонных заводов и дробильных и сортировочных заводов в разные страны мира.
Автоматизация машин может быть различной, например, полуавтоматическая, автоматическая или полностью автоматическая. Все виды машин могут производить практически любой вид бетонных изделий, таких как шлакоблоки, тротуарной плитки, бордюры, желобы, лего блоки и т. Д.
Купить станок для изготовления бручатки
Но даже если приобретённый опыт не трансформируется в бизнес-идею, эстетическое удовольствие от процесса и гордость за проделанную работу останутся с вами навсегда. Мы рекомендуем именно купить станок для изготовления бручатки для того чтобы производить качественные и долговечные плитки.
Еще одно преимущество самостоятельного изготовления тротуарной плитки – уверенность в том, что были использованы только качественные материалы и компоненты и только в нужных пропорциях.
Недостатком же является меньшая прочность и долговечность, поскольку в заводских условиях используется метод вибропрессования. То есть бетонное изделие подвергается двум одновременным воздействиям – вибрации и прессованию.
То есть бетонное изделие подвергается двум одновременным воздействиям – вибрации и прессованию.
Это обеспечивает максимально возможную плотность каждой детали, и она способна выдержать значительную нагрузку при укладке в местах с оживленным пешеходным движением.
Технология производства тротуарной плитки методом вибропрессования
Плитка, изготовленная частным порядком методом вибролитья, получается менее плотной, впитывает больше влаги и со временем под воздействием пониженных температур начинает крошиться, стираться и покрываться трещинами.
Продлить время эксплуатации позволяют гидрофобные растворы, используемые в качестве защитного покрытия.
Производство двухслойной тротуарной плитки возможно с нашими станками. Для автоматизации вибропрессов, у нас есть всего три различных видов. Один из них полуавтоматический, другой автоматический и универсальный.
Один из них полуавтоматический, другой автоматический и универсальный.
Для начинающих мы всегда рекомендуем купить маленкий полуавтоматический вибропресс но если у вас есть любой станок который вы уже используетесь и тем более если у вас есть какой то опыт на рынке, тогда возможно купить автоматический или универсальный станок тоже.
Инертные материалны для производства тротуарной плитки
Для изготовления тротуарной плитки потребуется специальное оборудование хотя бы в минимальной комплектации и инструменты. Под «минимум» подразумевается бетономешалка с вибростолом и формами для плитки.
Замешивать раствор лучше всего в бетономешалке. Формы с раствором размещаются на вибростоле, интенсивное встряхивание вытесняет воздух из смеси, консистенция приобретает более плотный характер. Вибростол, по сути, это плита, прикрепленная пружинами к металлической раме.
Конструкцию дополняет вибродвигатель, приводящий поверхность стола в движение. Формы для плитки, в которые заливается раствор цемента, свободно продаются и вполне доступны по цене.
Формы для плитки, в которые заливается раствор цемента, свободно продаются и вполне доступны по цене.
В продаже представлены пластиковые, силиконовые, полиуретановые. Силиконовые имеют ярко выраженный рельеф. Гораздо интереснее для изготовления плитки в домашних условиях пластиковые формы. Производители обещают до 800 циклов заливки бетонной смеси.
Вибропрессы для производства тротуарной плитки купить
Кроме этих машин, мы производим различные виды пресс-форм для станков. С нашими машинами для производства стеновых блоков вы можете производить высококачественные бетонные изделия, наши формы формируют различные изделия, которые используются для создания самых впечатляющих зданий и пешеходных дорожек.
СВибропрессы для производства тротуарной плитки купить являются одним из самых популярных машин в строительной отрасли.
Потому что эти машины подходят для быстрого производства, и блоки могут быть изготовлены без каких-либо деформаций и трещин. в зависимости от качества вашей машины эти блоки могут быть довольно легко изготовлены.
в зависимости от качества вашей машины эти блоки могут быть довольно легко изготовлены.
| Название станка | Производственная мощность | Бункеры | Стоимость |
|
|
300 m² | Одной бункер | 42.300 USD |
|
Автоматический вибропресс PRS 400 |
300 m² | Одной бункер | 68.200 USD |
| Полуавтоматический вибропресс PRS 602 | 400 m² | Двойной бункер | 67.450 USD |
| Автоматический вибропресс PRS 602 | 400 m² | Двойной бункер |
87. 560 USD 560 USD |
Производство тротуарной плитки
Это очень полезный и прибыльный бизнес особенно за последнее время именно в эти дни, вся эта продукция весьма востребована в строительстве, а сама технология производства довольно проста и доступна.
Поэтому создать успешный бизнес по производству тротуарной плитки по силам большинству начинающих предпринимателей.Производство тротуарной плитки,в нашей компании мы тоже производим таких популярных материалов и если вы подумаете купить этого станка особенно для производства,можете с нами обращаться.
Вибропрессованная брусчатка
Брусчатка всегда была и остается одной из самых популярных стройматериалов которую производит: Оборудование для производства брусчатки. Это связано с тем, что она обладает хорошей прочностью и достаточно долго служит.
Станок для производства тротуарной плитки цена, это низкая цена. Поэтому всегда пользуется большим спросом на строительном рынке.Самое главное в нашей компании у нас ценовая гибкая политика и можете купить оборудование для производства брусчатки от нашей фирмы,для детальной информации обращайтесь к нам.
Поэтому всегда пользуется большим спросом на строительном рынке.Самое главное в нашей компании у нас ценовая гибкая политика и можете купить оборудование для производства брусчатки от нашей фирмы,для детальной информации обращайтесь к нам.
Компания BESS всегда в ответе за свое оборудование. Мы предоставляем нашим клиентам безпрерывные сервис 2 года. Также мы можем продлить срок годности до 5-лет за дополнительную оплату. Наша монтажная команда призжает после вызова на территории страны за 24 часа, при вызове сервиса за границе мы отправляем монтажников в течении 72 часов.
Некоторые технические характеристики и преимущества вибропрессов :
• Вибропресс может производить другие различные бетонные изделия как стеновой блок, тротуарная плитка, бордюр, теплоблок и т.д высотой от 5 см. до 25 см.
• Низкое энергопотребление, машина требует низкой энергии для работы.
• Машина может работать целыми днями 24 часа без каких-либо тормозов и деформаций.
• Вибропресс изготавливается по высоким стандартам качества.
• Всего 2 года гарантии на машину и другое оборудование.
• Машина может быть куплена как мини или полный завод.
• Возможность опционально добавлять и убирать количество оборудованияпо вашему усмотрению.
• Мы используем высококачественные листовые материалы и электрические блоки для вибропресса
• Мы можем предоставить все необходимые запчасти для машины, когда они вам нужны, и вы можете легко найти эти запчасти на своей земле.
• Можно отправить технический чертеж для каждой машины, которую вы планируете купить, и с этими чертежами легко подготовить свой собственный участок для установки машины.
• Детали кампании, включая информацию о ценах, также вы можете проверить на наших сайтах
Контактная информация:
Электронная почта : Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Номер : +90549 325 66 62 (Whatsapp) или (Viber)
Заключение
Если в эти дни у вас есть какие то планы для производства тротуарной плитки или брусчатки, тогда вам придется купить самый лучший и подходящий станок для изготовления тротуарной плитки.
В нашей компаний возможно найти любой вибропресс по вашему выбору. Для наших моделей и для детальную информацию можно зайти на наш сайт.
Самый маленький станок для изготовления тротуарной плитки имеет производить в день за восемь часов 300 квадратный метр и самый большой станок имеет производить в день за восемь часов 1.500 квадратный метр. Станки с двойными бункерами можно производить двухслойную плитку.
Станок для производства тротуарной плитки, как сделать и установка
Производство тротуарной плитки, широко использующейся для устройства различных покрытий, может стать прекрасным видом бизнеса. При сравнительно небольших первоначальных вложениях такое производство гарантирует постоянный доход ввиду высокой востребованности получаемых изделий как у индивидуальных застройщиков, так и у крупных строительных фирм. Для начала производства потребуются доступные материалы и небольшой станок для производства тротуарной плитки Тандем-2, работа которого показана на видео.
Виды станков для производства тротуарной плитки
Станок пресс для тротуарной плитки СПБ 1500Существует два метода изготовления искусственных тротуарной плитки:
- Метод вибропрессования, когда бетонная масса с низким содержанием воды зажимается при непрерывной вибрации между пуансоном и матрицей, определяющими плотность и форму готового изделия;
- Метод вибролитья, где более жидкий бетон разливается в специальные формы и уплотняется низкочастотной вибрацией до равномерного заполнения формы.
Метод вибропрессования требует меньших затрат, а готовая плитка при правильной геометрической форме имеет шершавую поверхность, образующую безопасное нескользкое покрытие, что вместе с высокой морозостойкостью и обусловило его широкое распространение.
Станки для вибропрессования
Вибростанок для плитки Тандем 2Для изготовления фасонных плит из прессованного бетона в условиях небольших мастерских применяются мини станки для производства тротуарной плитки, позволяющие получать за 8-часовую рабочую смену около 1000 изделий способных укрыть площадь 20 кв. м. На крупных производственных предприятиях, как правило, используется автоматизированная установка для производства тротуарной плитки, снабженная гидравлическим прессом производительностью 20-25 кВ.м/час готовых плит толщиной от 30 до 100 мм.
м. На крупных производственных предприятиях, как правило, используется автоматизированная установка для производства тротуарной плитки, снабженная гидравлическим прессом производительностью 20-25 кВ.м/час готовых плит толщиной от 30 до 100 мм.
Рекомендуем к прочтению:
Промышленностью выпускается несколько видов вибропрессовочного оборудования, снабженного сменными матрицами для изготовления различных видов брусчатки.
Станок для производства тротуарной плитки РПБ-1500, или как его называет производитель «Базовая установка для производства брусчатки» представляет собой металлическую раму, на которой удобно размещены загрузочное приспособление, стол для размещения выгружной плиты, пуансон с матрицей, определяющие форму брусчатки и электродвигатель, приводящий в движение вибратор. На рабочий стол могут устанавливаться четыре вида матриц, обеспечивающих изготовление различных видов брусчатки. Производительность станка РПБ 1500 составляет 1300-1500 штук в смену.
Основным преимуществом такого станка является его простота, отсутствие сложных высокоточных механизмов и минимальное количество операций по техническому обслуживанию, которые под силу выполнить персоналу средней квалификации.
Практически полным аналогом станка РПБ 1500 является поставляемый на рынок компанией MSD станок Тандем для производства плитки тротуарной. Основным недостатком первых модификаций станка Тандем было отсутствие возможности оперативной замены пуансона и матрицы, определяющих форму готовой плитки. От этих недостатков производители «вылечили» станок Тандем-2.
Потребителю уже в базовом варианте предлагается два вида сменной матрицы с соответствующим прижимом, причем их замена не представляет особой сложности и может быть произведена в процессе производства плитки. При необходимости производитель предлагает к этому станку несколько дополнительных унифицированных матриц для различно вида брусчатки.
Основным недостатком ручных станков, является неравномерное усилие прижима пуансона, влияющее на конечное качество продукции и требующее от работников определенных навыков.
Рекомендуем к прочтению:
Станки для вибролитья
Вибростол для производства плитки методом литьяСтанок для изготовления плитки методом вибролитья представляет собой стол, установленные на пружинной подвеске и снабженный вибратором, предназначенным для уплотнения разлитого в формы материала. Мощность вибратора зависит от размеров стола и количества одновременно обрабатываемых форм с разлитым в них бетонным раствором.
Станок представляет собой прочную стальную раму, на которой установлен специальный стол с выступающими ограждающими элементами, рассчитанный на установку нескольких пластиковых форм.
Заводской или самодельный
Начиная любой вид деятельности производитель, как правило, рассчитывает затраты на изготовление или приобретение оборудования и материалов. А если частный застройщик хочет изготовить необходимое количество плитки самостоятельно? Как сделать станок для изготовления тротуарной плитки, сэкономив значительные средства.
Изготовление вибростола, необходимого для литья плитки не представляет никаких сложностей, достаточно только сварить из подходящего металлопроката прочную раму, закрепить на нем при помощи резиновой ленты или пружин стол и установить вибратор из завалявшегося в хозяйстве электродвигателя.
Небольшое количество плитки на таком столе сделать можно с достаточно высоким качеством.
 Небольшое количество плитки на таком столе сделать можно с достаточно высоким качеством.
Небольшое количество плитки на таком столе сделать можно с достаточно высоким качеством.Другое дело вибропрессование. Если с рамой проблем нет и в этом случае, то пуансон и матрица требуют определенной точности изготовления. Здесь нужны как минимум чертежи станка для производства тротуарной плитки, наличие режуще гибочного оборудования и достаточно высокая квалификация мастера. Если все операции делать своими руками, то можно потратив значительное время сделать станок и получить некоторую экономию, но если заказывать комплектующие и их изготовление, то проще и выгоднее купить готовый станок, который впоследствии можно продать или сдать в аренду, получив дополнительную выгоду.
Оборудование для производства тротуарной плитки, в том числе станок для изготовления плитки методом прессования. Подходит для производства всех типов тротуарной и газонной плитки.
 Доставка, гарантия!
Доставка, гарантия!Вы решили начать производство тротуарной плитки? Такой бизнес можно считать эффективным и высокодоходным. Правда, потребуется для начала позаботиться о том, чтобы процесс изготовления вышеуказанной продукции проходил быстро, соответствовал всем нормам и требованиям в отношении качества. А для этого необходимо выбрать технологию и приобрести оборудование для производства. ООО НПК «ЭКОТЕХНОСЕРВИС» предлагает вашему вниманию качественные и доступные по цене станки, которые применяются для производства тротуарной плитки.
Полимерная тротуарная плитка и ее преимущества
Мы рады предложить вашему вниманию оборудование для производства тротуарной плитки из полимерных материалов. Она широко используется в хозяйственных, технических постройках, как отделочный материал для зданий, с целью укладки тротуаров небольшой площади и т.д. В состав полимерной тротуарной плитки входит полимерный материал, песок, красящее вещество. Производство осуществляется на станках, где из смеси вышеуказанных компонентов под прессом формируются плитки. Почему именно станки для изготовления тротуарной плитки из полимерных материалов приобрели большую популярность? Дело в том, что получаемая продукция обладает большим количеством преимуществ:
Почему именно станки для изготовления тротуарной плитки из полимерных материалов приобрели большую популярность? Дело в том, что получаемая продукция обладает большим количеством преимуществ:
- высокая технологичность – для укладки можно использовать машинный или ручной труд
- удобство – на такой плитке не появляются лужи после выпадения осадков
- экологичность – изготовленная на станке тротуарная плитка из полимеров не выделяет вредных веществ в атмосферу
- долговечность – возможность эксплуатации до 50-ти лет
- ремонтопригодность – тротуарная плитка из полимеров легко поддается восстановлению
- эстетичность – привлекательный внешний вид в течение всего периода эксплуатации.
Оборудование для изготовления тротуарной плитки
Конечно, в зависимости от того, какими финансовыми возможностями обладает компания, и какую технологию она выбирает, оборудование может быть разным. Но чаще всего требуется приобрести:
- станки для изготовления тротуарной плитки
- вибростолы
- бетоносмесители
- электронные (до 5 килограммов) и напольные (не менее 50 килограммов) весы
- формы
- стеллажи для готовой продукции
Технологии изготовления тротуарной плитки на современных станках
На сегодняшний день широко известны две основные технологии производства тротуарной плитки – это вибропрессование и вибролитье. Обе операции производятся на специальном оборудовании и имеют некоторые отличия, о которых нужно знать при выборе технологии, которая будет применяться на вашем предприятии.
Обе операции производятся на специальном оборудовании и имеют некоторые отличия, о которых нужно знать при выборе технологии, которая будет применяться на вашем предприятии.
Вибропрессование
Эта технология часто используется при массовом выпуске продукции. Если ваш бизнес ориентирован на крупных клиентов, то целесообразно приобрести станки для изготовления тротуарной плитки методом вибропрессования, а также бетономешалку. Организовать работу на базе вибропрессовальных станков намного проще, поскольку данное производство является более технологичным и, как правило, легко поддается автоматизации.
При вибропрессовании специальную матрицу заполняют бетоном, а затем на специальном станке для изготовления тротуарной плитки уплотняют его под действием вибрации. Как правило, цикл формовки одного изделия занимает примерно 30 секунд. Произведенная таким способом тротуарная плитка отлично подходит для обустройства дорожек, аллей, придомовых территорий. Если в процессе изготовления использовать качественное оборудование, то плитка будет морозостойкой, водостойкой, малочувствительной к механическим повреждениям.
Используя полный набор оборудования для производства тротуарной плитки (станки, формы и т.д.), вы можете производить фигурные изделия в нескольких оттенках. Стоит заметить, что по сравнению с вибролитьем возможности оформления тротуарной плитки несколько меньше, но зато по своим свойствам такая продукция будет превосходить изделия, произведенные по указанной выше технологии. Кстати, производство тротуарной плитки методом вибропрессования на 15-20% дешевле. И для больших компаний с массовым выпуском изделий станки для изготовления тротуарной плитки подойдут как нельзя лучше.
Вибролитье
Для небольшого бизнеса целесообразно приобретать оборудование для производства тротуарной плитки по технологии вибролитья: вибростолы и формы. В данном случае бетонную смесь соединяют с пластификаторами, увеличивающими показатели. Сырье помещают в форму на вибрационном столе, а затем направляют в теплокамеру. Обычно 24 часов достаточно для того, чтобы смесь затвердела, и готовую плитку можно было достать из формы. Кстати, окончательно прочным такое изделие становится только спустя 28 дней после производства.
Кстати, окончательно прочным такое изделие становится только спустя 28 дней после производства.
При помощи технологии вибролитья можно производить тротуарную плитку разных цветов и форм, но по сравнению с изготовленной на станке методом вибропрессования, она отличается более низкими показателями морозостойкости и долговечности. Но производить ее легче, что и обуславливает популярность данной технологии на небольших предприятиях.
Вне зависимости от того, как вы решили организовать производство тротуарной плитки, станки и другое оборудование понадобятся вам обязательно. И очень важно, чтобы их покупка, действительно, оправдала ваши ожидания, позволила выполнять план работы, получая не только готовую продукцию, но и прибыль от ее реализации. В ООО НПК «ЭКОТЕХНОСЕРВИС» трудятся специалисты, готовые в любой момент проконсультировать клиента по вопросам выбора станков для изготовления тротуарной плитки. Обратитесь к нам прямо сейчас! Мы сделаем все, чтобы приобретение оборудования для производства тротуарной плитки стало простым и выгодным решением для технического оснащения вашей компании!
Станок для производства тротуарной плитки своими руками
Чтобы приступить к изготовлению больших объемов тротуарной плитки, понадобится станок, его несложно сделать своими руками. Разумеется, он будет уступать профессиональному оборудованию, но тем не менее сократит расходы на производство.
Разумеется, он будет уступать профессиональному оборудованию, но тем не менее сократит расходы на производство.
Подобная конструкция повышает качество изделий и скорость изготовления
Что собой представляет профессиональный станок
Стандартное устройство имеет вид комплексной установки. Несмотря на скромные габариты, с его помощью организуют не только производство уличной плитки, но и налаживают массовый выпуск, то есть открывают свой бизнес. Во втором случае целесообразнее купить уже готовое устройство. Такой станок имеет пять основных частей:
- матрица;
- платформа;
- емкость под раствор;
- виброустановка;
- пресс.
Принцип работы организован следующим образом:
- В резервуар закладывается смесь. Она перемещается к формам и через дно бетон подается в матрицы.
- После этого сверху накладываются пластины и прижимают массу к платформе.
- С целью лучшей утрамбовки и удаления пустот подается вибрация. Колебания в сочетании с большим давлением мгновенно уплотняют раствор.
- После формы приподнимаются, а на платформе остаются готовые элементы.
- Далее их забирают вместе с подставкой и сушат.
 Колебания в сочетании с большим давлением мгновенно уплотняют раствор.
Колебания в сочетании с большим давлением мгновенно уплотняют раствор.Профессиональный станок предназначен для изготовления прочной уличной плитки в больших объемах
Подобную конструкцию делают и своими руками, однако, её мощность будет значительно меньше по сравнению с профессиональным оборудованием.
Приспособления для домашнего производства
Чтобы самостоятельно сделать качественную тротуарную плитку, необходимо подготовить соответствующее оборудование. В противном случае вы не добьетесь идеального состояния бетона после заливки в матрицы.
В производстве стандартных изделий применяют следующие приспособления:
- вибростол;
- прессовальный станок;
- полиуретановые формы под заливку.
Вибрационный стол может быть усовершенствован и оснащен прижимной пластиной.
Качественный облицовочный материал производят с использованием вибростола
Человек без опыта конструирования вряд ли изготовит подобное оборудование без ошибок, но попробовать все же стоит.
Как сделать вибрационную прессовальную установку
Самый простой вариант – изготовление вибростола. Чтобы сконструировать такое оборудование, понадобится:
- сварочный аппарат;
- болгарка;
- дрель;
- крепежные болты.
Предварительно тщательно прорабатывают чертежи, чтобы рассчитать оптимальное положение двигателя под столешницей. Затем сваривается каркас из уголков 50х50 мм и закрепляется на ножках с пластинами в нижнем торце. Они пригодятся, чтобы фиксировать установку на одном месте. Далее по углам и посередине закрепляют прочные металлические пружины. На них устанавливают ровную столешницу с бортиками. Снизу привинчивается двигатель, например, от стиральной машины.
Схема самодельного вибростола
Для обустройства пресса на вибрационном столе закрепляют дополнительную панель в виде плоской крышки, на неё оказывается большое давление. Используются отдельные элементы, которые по размерам чуть меньше форм и входят в них, чтобы прессовать раствор.
Если опираться на производственный образец станка, то понадобится листовой металл и профиль. Из последних сваривается каркас. Емкость с раствором должна иметь вид трапеции, сужающейся книзу. Дно откидное и обеспечивает подачу смеси в матрицы, представляющие собой опалубку из металла и деревянных планок. Сверху делают придвижной пресс из пластин, входящих в форму прижимного механизма. Для обеспечения высвобождения воздуха добавляют вибрацию. Такой вариант применим в производстве обычной прямоугольной плитки.
Полноценную установку самостоятельно собрать непросто, но возможно
Как сделать формы
Если вы хотите изготовить фигурную уличную плитку, понадобятся формы для заливки раствора. Их можно сделать самостоятельно. Потребуется полиуретан с отвердителем и плитка-образец либо самодельный элемент. Его изготавливают из гипса – оптимальный вариант для создания фигур любой сложности и конфигурации. Объемный элемент заливают жидким полиуретаном. Так как он смешивается с отвердителем, через некоторое время получится мягкое, но цельное изделие, снимающееся с заготовки после полного высыхания.
Полиуретан отпечатывает на себе каждый изгиб, углубление или выступ матрицы, поэтому подбирайте в качестве шаблона только эталонные образцы.
Чтобы обеспечить достаточные объемы выпуска изделий, понадобится не менее 10 форм.
Лучше купить готовые полиуретановые матрицы под раствор
Рекомендации по производству
Для полноценного выпуска тротуарной плитки, недостаточно просто закупить нужное оборудование, важно соблюдать технологию и учитывать все ключевые моменты, связанные с этим процессом:
- Станок с прессом должен подавать равномерное одинаковое давление на каждый сантиметр раствора.
- Сильная вибрация нарушает целостность массы и ломает плитку.
- В приготовлении бетона используют щебень и пластификаторы, увеличивающие прочность и эластичность раствора.
- Марка цемента не должна быть ниже М500.
- Перед использованием плитки полностью просушивают заготовки, на это обычно уходит не менее суток. С целью ускорения процесса используются специальные сушилки.
- Важно поддерживать в производственном помещении оптимальные условия хранения плитки: влажность, температуру, уровень пыли и т. д.
- Оборудование регулярно чистят и проверяют его исправность.
- При планировании массового выпуска изделий, потребуется подготовить площадь для хранения продукции.
 С целью ускорения процесса используются специальные сушилки.
С целью ускорения процесса используются специальные сушилки.Если вы хотите заняться бизнесом по производству тротуарной плитки в домашних условиях, лучше все же приобрести фабричное оборудование. А вот для личных потребностей станок, сделанный своими руками, – это вполне подходящая замена.
вибропресс (станок) для изготовления брусчатки вибропрессованием и другое оборудование
Производство тротуарной плитки может оказаться неплохим вариантом собственного дела – чтобы открыть мастерскую, понадобится не так уж много капиталовложений. При этом важно закупить правильное оборудование, которое поможет производить качественный и долговечный товар, способный обеспечить своему производителю достойную репутацию.
При этом важно закупить правильное оборудование, которое поможет производить качественный и долговечный товар, способный обеспечить своему производителю достойную репутацию.
Если вы решились производить плитку самостоятельно, надо будет выбрать один из двух способов её производства – вибролитьё либо вибропрессование. Оборудование в двух случаях будет совершенно разным, поэтому рассмотрим, что именно пригодится.
Что нужно для изготовления плитки вибролитьём?
Для производства тротуарной плитки методом вибролитья в качестве сырья используют густую, но при этом сравнительно жидкую бетонную массу. Вкратце принцип изготовления товара выглядит следующим образом: в специальные формы заливают бетон, а затем выставляют ёмкости на вибростол. Последний, вибрируя, обеспечивает надлежащее уплотнение вещества, благодаря чему в его толще не остаётся каких-либо воздушных пузырьков. Таким образом масса уплотняется без использования пресса до той степени, которая позволяет в застывшем виде дать тротуарной плитке требуемую прочность и долговечность.
Вкратце принцип изготовления товара выглядит следующим образом: в специальные формы заливают бетон, а затем выставляют ёмкости на вибростол. Последний, вибрируя, обеспечивает надлежащее уплотнение вещества, благодаря чему в его толще не остаётся каких-либо воздушных пузырьков. Таким образом масса уплотняется без использования пресса до той степени, которая позволяет в застывшем виде дать тротуарной плитке требуемую прочность и долговечность.
Сразу уточним, что вибролитьё – не оптимальный способ производства брусчатки. При том, что плитка имеет шанс получиться неплохой, у неё всё же будет довольно высокий коэффициент водопоглощения и это не в лучшую сторону скажется на прочности и долговечности. Тем не менее в самостоятельном домашнем производстве именно этот способ оказывается дешевле и проще, поэтому его выбирают отдельные хозяева лично для себя и даже маленькие провинциальные мастерские.
Бетоносмеситель
Тут изобретать велосипед не придётся – для использования в домашнем производстве сгодится обыкновенная бетономешалка, работающая благодаря принципу гравитации. Купить такую можно в любом крупном строительном магазине и стоить она будет недорого.
Важно правильно выбрать объём груши бетономешалки. Если вы на самом деле не планируете открывать собственное дело, а просто хотите сделать тротуарную плитку для собственного двора своими руками, маленького объёма хватит вполне – так будет дешевле.
Большую бетономешалку для любительского производства покупать бессмысленно – если не хватит форм для заливки, оставшийся бетон будет испорчен.
Формы
Суть производства плитки заключается в формовке бетона, поэтому обойтись без форм не получится. Чтобы продукция получилась разнообразной и в наборе выглядела красиво, формочки желательно брать разные – хотя бы двух видов. Обычно специалисты советуют не экспериментировать с самостоятельным производством форм, потому что часть из них изначально окажется бракованной, а другая часть не выдержит нагрузки и вибрации или элементарно будет липнуть к бетону, делая невозможным извлечение плитки. Не имея опыта, вы вряд ли сумеете сделать хорошие формы вручную, поэтому их куда практичнее купить.
Чтобы продукция получилась разнообразной и в наборе выглядела красиво, формочки желательно брать разные – хотя бы двух видов. Обычно специалисты советуют не экспериментировать с самостоятельным производством форм, потому что часть из них изначально окажется бракованной, а другая часть не выдержит нагрузки и вибрации или элементарно будет липнуть к бетону, делая невозможным извлечение плитки. Не имея опыта, вы вряд ли сумеете сделать хорошие формы вручную, поэтому их куда практичнее купить.
Наиболее распространёнными материалами для производства форм на сегодняшний день являются пластик, стекловолокно и силикон. Силиконовые пустышки стоят дороже остальных, однако именно они считаются наиболее практичным и уместным выбором.
Дело в том, что они, в отличие от конкурентов, имеют определённую эластичность, поэтому снять их с самодельной брусчатки не так сложно. Пластиковые и стекловолоконные формы перед извлечением готовых изделий придётся нагревать, а это в принципе не получится сделать мгновенно, тем более в домашних условиях, где нагрев возможен будет только небольшими партиями.
Формовочный вибростол
Собственно, самое главное приспособление для производства брусчатки, без которого никакое производство вообще не получится. Выглядит он как прочная и надёжная столешница, которая крепится к станине подвижно. В толще агрегата скрыт двигатель, обеспечивающий столешнице непрерывную вибрацию – из-за этого установленные формы с жидким бетоном постоянно дрожат на протяжении многих часов.
В таких условиях любые воздушные пузырьки в толще жидкого материала поднимаются к поверхности. Получившаяся плитка оказывается плотной и без посторонних вкраплений, что самым положительным образом сказывается на её прочности.
Термокамера и расформовочный вибростол
Выше мы сказали, что в домашних условиях многие разновидности формочек будет сложно освободить от содержимого без нагрева. При этом промышленные предприятия, естественно, не делают этого на обыкновенной кухонной плите, как уже, возможно, собрались делать вы – вместо этого они закупают специальное оборудование.
При этом промышленные предприятия, естественно, не делают этого на обыкновенной кухонной плите, как уже, возможно, собрались делать вы – вместо этого они закупают специальное оборудование.
Одним из вариантов является термованна – особая ёмкость с постоянно поддерживаемой высокой температурой внутри. Помещённые в неё формы быстро нагреваются и от этого расширяются, благодаря чему застывший бетон можно отделить от них. Расформовочный вибростол действует по принципу, похожему на работу формовочного вибростола, – мелкая вибрация призвана разорвать неустойчивые соединения, а таковым является линия контакта отвердевшего бетона с формой.
Оборудование для вибропрессования
Вибропрессование уже более типично для крупных предприятий в том плане, что для производства товара потребуется закупка серьёзного оборудования. Впрочем, в этом можно усмотреть и очевидный плюс – процесс формовки полностью автоматизирован. Кроме того, сейчас уже можно купить ручной мини-станок, который стоит значительно дешевле и может окупиться по результатам производства даже небольшой партии продукции.
Впрочем, в этом можно усмотреть и очевидный плюс – процесс формовки полностью автоматизирован. Кроме того, сейчас уже можно купить ручной мини-станок, который стоит значительно дешевле и может окупиться по результатам производства даже небольшой партии продукции.
Принципиальным отличием производства тротуарной плитки методом прессования является то, что бетон в данном случае нужен не влажный, а полусухой. Из-за этого обыкновенная гравитационная бетономешалка нам уже не подойдёт – густая масса внутри будет липнуть к ней и приставать к стенкам, из-за чего никакого перемешивания толком не получится. Желающему освоить этот способ производства придётся купить более дорогую бетономешалку с принудительным вымешиванием.
Обратите внимание, что имеется в виду не просто груша, вращающаяся благодаря электрическому двигателю, а конструкция, внутри которой есть вращающиеся лопасти, которые обеспечивают примерно такой эффект, какой даёт кухонный венчик.

Вибропресс принято расценивать как серьёзное промышленное оборудование – по крайней мере, у него предусмотрены встроенная гидравлическая система для достаточной степени сжатия и собственный блок управления. В этом контексте ручной пресс может подвергаться критике того же рода, что и оборудование для вибролитья – без гидравлического привода сила прессования будет не такой уж впечатляющей, и это неизбежно скажется на эксплуатационных характеристиках готовой продукции. По этой причине предприятие, рассчитывающее на прибыль, должно потратиться на вибропресс – эта инвестиция должна со временем окупиться.
Человеку, только что впервые узнавшему о существовании формовочного вибростола, вибропресс может показаться им же, поскольку это тоже станина с вибромотором. Однако в данном случае оборудование более сложное – оно дополнено прижимным прессом, который также оснащён вибромотором.
Если для вибролитья необходимы полноценные формы для производства плитки, то в вибропрессовании используются только рамки, напоминающие пчелиные соты требуемой формы. Поскольку для производства используется полусухая смесь, не склонная к растеканию, её засыпают в рамки без дна, установленные прямо на станину, – материал всё равно никак не сможет вытечь. После этого рамка накрывается прижимными листами (по сути, обычными металлическими пластинами с декоративными насечками), и нагрузка с сопутствующей вибрацией сверху передаётся именно на эти пластины.
Получается, что полусухая смесь в рамке испытывает вибрацию и сверху, и снизу – такое интенсивное вибрирование позволяет полностью избавить массу от малейших вкраплений воздуха. Усилить эффект помогает и то, что вещество спрессовывается под большим давлением. Благодаря тому, что в нём изначально практически не было влаги, она не может испариться и оставить после себя пустоты – значит, в толще бетонного изделия не может замерзать впитываемая атмосферная или грунтовая вода, которая постепенно разрушила бы брусчатку.
Усилить эффект помогает и то, что вещество спрессовывается под большим давлением. Благодаря тому, что в нём изначально практически не было влаги, она не может испариться и оставить после себя пустоты – значит, в толще бетонного изделия не может замерзать впитываемая атмосферная или грунтовая вода, которая постепенно разрушила бы брусчатку.
Именно поэтому продукция, изготовленная методом вибропрессования, считается более надёжной, и чем суше была смесь, из которой её сделали, тем лучше.
Нюансы приобретения
Обратите внимание, что закупка специального оборудования для изготовления тротуарной плитки только для собственных потребностей никогда не будет оптимальным вариантом с точки зрения практичности – просто потому, что нужная техника не успеет окупиться на столь маленькой партии товара. Именно поэтому вибролитьё в домашних условиях популярнее вибропрессования – формовочный вибростол можно сконструировать даже собственными руками из подручных материалов, а расформовочная его версия или термованна не понадобятся, если используются силиконовые формы.
Именно поэтому вибролитьё в домашних условиях популярнее вибропрессования – формовочный вибростол можно сконструировать даже собственными руками из подручных материалов, а расформовочная его версия или термованна не понадобятся, если используются силиконовые формы.
Для производства вибростола нужен обыкновенный стол, который не будет стоять на полу, а зависнет в воздухе, будучи закреплённым на самодельном прочном металлическом каркасе через пружины или резиновые прокладки. С нижней стороны к нему крепится любой достаточно мощный электродвигатель, который в ходе работы неизбежно даёт вибрацию, – вот техника и готова.
С вибропрессом задача самостоятельного производства намного сложнее – там нужен предельно точный чертёж, иначе рисунок на плитке будет безнадёжно испорчен. Ввиду этого, в большинстве случаев практичнее именно купить вибропресс, а не изготавливать его самостоятельно – даже если он не окупится на реализации ваших потребностей, то хотя бы может быть продан в будущем. Самостоятельное изготовление такого оборудования чревато не только катастрофическими ошибками, но и огромными затратами времени при том, что особой финансовой экономии не наблюдается.
Ввиду этого, в большинстве случаев практичнее именно купить вибропресс, а не изготавливать его самостоятельно – даже если он не окупится на реализации ваших потребностей, то хотя бы может быть продан в будущем. Самостоятельное изготовление такого оборудования чревато не только катастрофическими ошибками, но и огромными затратами времени при том, что особой финансовой экономии не наблюдается.
Серьёзнейшим недостатком вибропресса является то, что он настроен на производство брусчатки одного конкретного вида, и прижимные пластины по площади поверхности должны в точности соответствовать размерам стола. Чтобы сделать какую-то совсем другую плитку, придётся продемонстрировать танцы с бубном – купить новый матричный блок и заняться перенастройкой агрегата. Во многих случаях для обывателя это настолько сложно, что он предпочитает отдать преимущество вибролитью – там ассортимент меняется простой покупкой новой формы.
Во многих случаях для обывателя это настолько сложно, что он предпочитает отдать преимущество вибролитью – там ассортимент меняется простой покупкой новой формы.
Станок для изготовления брусчатки своими руками чертежи
Чтобы приступить к изготовлению больших объемов тротуарной плитки, понадобится станок, его несложно сделать своими руками. Разумеется, он будет уступать профессиональному оборудованию, но тем не менее сократит расходы на производство.
Что собой представляет профессиональный станок
Стандартное устройство имеет вид комплексной установки. Несмотря на скромные габариты, с его помощью организуют не только производство уличной плитки, но и налаживают массовый выпуск, то есть открывают свой бизнес. Во втором случае целесообразнее купить уже готовое устройство. Такой станок имеет пять основных частей:
- матрица;
- платформа;
- емкость под раствор;
- виброустановка;
- пресс.

Принцип работы организован следующим образом:
- В резервуар закладывается смесь. Она перемещается к формам и через дно бетон подается в матрицы.
- После этого сверху накладываются пластины и прижимают массу к платформе.
- С целью лучшей утрамбовки и удаления пустот подается вибрация. Колебания в сочетании с большим давлением мгновенно уплотняют раствор.
- После формы приподнимаются, а на платформе остаются готовые элементы.
- Далее их забирают вместе с подставкой и сушат.
Подобную конструкцию делают и своими руками, однако, её мощность будет значительно меньше по сравнению с профессиональным оборудованием.
Приспособления для домашнего производства
Чтобы самостоятельно сделать качественную тротуарную плитку, необходимо подготовить соответствующее оборудование. В противном случае вы не добьетесь идеального состояния бетона после заливки в матрицы.
В производстве стандартных изделий применяют следующие приспособления:
- вибростол;
- прессовальный станок;
- полиуретановые формы под заливку.

Вибрационный стол может быть усовершенствован и оснащен прижимной пластиной.
Человек без опыта конструирования вряд ли изготовит подобное оборудование без ошибок, но попробовать все же стоит.
Как сделать вибрационную прессовальную установку
Самый простой вариант – изготовление вибростола. Чтобы сконструировать такое оборудование, понадобится:
- сварочный аппарат;
- болгарка;
- дрель;
- крепежные болты.
Предварительно тщательно прорабатывают чертежи, чтобы рассчитать оптимальное положение двигателя под столешницей. Затем сваривается каркас из уголков 50х50 мм и закрепляется на ножках с пластинами в нижнем торце. Они пригодятся, чтобы фиксировать установку на одном месте. Далее по углам и посередине закрепляют прочные металлические пружины. На них устанавливают ровную столешницу с бортиками. Снизу привинчивается двигатель, например, от стиральной машины.
Для обустройства пресса на вибрационном столе закрепляют дополнительную панель в виде плоской крышки, на неё оказывается большое давление. Используются отдельные элементы, которые по размерам чуть меньше форм и входят в них, чтобы прессовать раствор.
Используются отдельные элементы, которые по размерам чуть меньше форм и входят в них, чтобы прессовать раствор.
Если опираться на производственный образец станка, то понадобится листовой металл и профиль. Из последних сваривается каркас. Емкость с раствором должна иметь вид трапеции, сужающейся книзу. Дно откидное и обеспечивает подачу смеси в матрицы, представляющие собой опалубку из металла и деревянных планок. Сверху делают придвижной пресс из пластин, входящих в форму прижимного механизма. Для обеспечения высвобождения воздуха добавляют вибрацию. Такой вариант применим в производстве обычной прямоугольной плитки.
Как сделать формы
Если вы хотите изготовить фигурную уличную плитку, понадобятся формы для заливки раствора. Их можно сделать самостоятельно. Потребуется полиуретан с отвердителем и плитка-образец либо самодельный элемент. Его изготавливают из гипса – оптимальный вариант для создания фигур любой сложности и конфигурации. Объемный элемент заливают жидким полиуретаном. Так как он смешивается с отвердителем, через некоторое время получится мягкое, но цельное изделие, снимающееся с заготовки после полного высыхания.
Полиуретан отпечатывает на себе каждый изгиб, углубление или выступ матрицы, поэтому подбирайте в качестве шаблона только эталонные образцы.
Чтобы обеспечить достаточные объемы выпуска изделий, понадобится не менее 10 форм.
Рекомендации по производству
Для полноценного выпуска тротуарной плитки, недостаточно просто закупить нужное оборудование, важно соблюдать технологию и учитывать все ключевые моменты, связанные с этим процессом:
- Станок с прессом должен подавать равномерное одинаковое давление на каждый сантиметр раствора.
- Сильная вибрация нарушает целостность массы и ломает плитку.
- В приготовлении бетона используют щебень и пластификаторы, увеличивающие прочность и эластичность раствора.
- Марка цемента не должна быть ниже М500.
- Перед использованием плитки полностью просушивают заготовки, на это обычно уходит не менее суток. С целью ускорения процесса используются специальные сушилки.
- Важно поддерживать в производственном помещении оптимальные условия хранения плитки: влажность, температуру, уровень пыли и т. д.
- Оборудование регулярно чистят и проверяют его исправность.
- При планировании массового выпуска изделий, потребуется подготовить площадь для хранения продукции.
 С целью ускорения процесса используются специальные сушилки.
С целью ускорения процесса используются специальные сушилки.Если вы хотите заняться бизнесом по производству тротуарной плитки в домашних условиях, лучше все же приобрести фабричное оборудование. А вот для личных потребностей станок, сделанный своими руками, – это вполне подходящая замена.
Чем выложить дорожки в саду? Вариантов очень много! Один из самых предпочтительных – брусчатка. Преимущества материала, помимо всего прочего, в том, что его можно сделать и выложить своими руками. Как это сделать? Читайте далее!
Изготовление брусчатки своими руками
Изготавливаем брусчатку
Что нам нужно?
- Форма.
- Компоненты для приготовления смеси.
- Сухая краска (при необходимости).
Делаем форму
Готовые формы для брусчатки
Вы можете купить готовую форму в любом строительном магазине, но гораздо выгоднее сделать такое изделие своими руками. Мы рассмотрим пример изготовления деревянной квадратной формы. Аналогичным образом вы можете изготовить шаблон в виде треугольника, ромба, прямоугольника и пр.
Форма с закрепленной арматурой для создания узорчатой брусчатки
Простая квадратная форма, сбитая из брусков
Работаем в следующем порядке.
Первый шаг. Размечаем бруски на куски нужных нам размеров. Учитываем, что габариты готовой брусчатки будут равны внутренним размерам шаблона. Нарезаем материал по разметке.
Второй шаг. Собираем бруски в квадрат. С наружной стороны соединяем элементы формы в углах с помощью уголков и шурупов.
Третий шаг. Зашкуриваем форму.
Четвертый шаг. При желании покрываем рамку двойным слоем лака. В будущем благодаря этому плитки будет проще доставать из шаблона.
В будущем благодаря этому плитки будет проще доставать из шаблона.
Чтобы работа шла быстрее, лучше сделать сразу несколько таких форм. Конкретное количество подбирайте индивидуально с учетом масштабов запланированного мероприятия.
Формочки можно изготовить, нарезав пластиковые трубы разного диаметра
Видео — Как сделать форму для брусчатки
Готовим раствор
Брусчатку можно отливать из разных растворов, но каждый из них готовится на основе цемента и песка.
Если вы планируете изготовить светлую плитку, берите белый цемент и кварцевый песок. Рецепт простой:
- цемент – 1 часть;
- кварцевый песок – 3 части;
- вода – до получения смеси вязкой консистенции.
Чтобы визуально приблизить вид брусчатки к внешности природного камня, добавляем в смесь мелкий гравий. Рецепт элементарный: песок, цемент и гравий смешиваем в равных количествах и добавляем воду до получения раствора вязкой консистенции.
Для увеличения прочности и срока службы плиток можем добавить в смесь немного пластификатора (буквально 1-2 г на плитку).
Если нужна цветная брусчатка, добавляем сухую краску прямо в смесь. Однако в этом случае цвет плиток будет не очень ярким. Если нужен более насыщенный оттенок, красьте брусчатку сверху, вскоре после заливки формы. Принцип прост: раствор в рамке чуть застывает, вы посыпаете заливку красителем желаемого цвета и аккуратно втираете его в основной материал железной гладилкой.
Красители для бетона
Заливаем формы
Первый шаг. Устанавливаем формы на ровную горизонтальную поверхность.
Второй шаг. Заливаем раствор примерно на половину объема формы.
Третий шаг. Выкладываем армирующую сетку из проволоки или обрезков стальных прутьев.
Четвертый шаг. Полностью заливаем форму.
Пятый шаг. Тщательно утрамбовываем заливку, выравниваем и заглаживаем поверхность изделий.
Далее работаем в зависимости от того, какой мы хотим видеть свою брусчатку.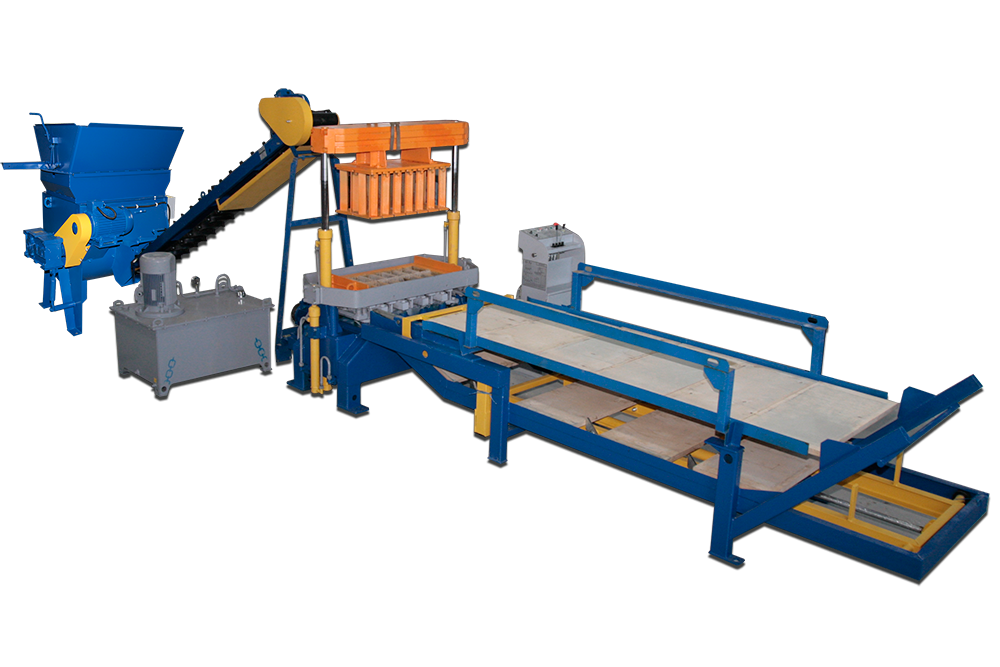 Если нужна брусчатка с узором, делаем следующее:
Если нужна брусчатка с узором, делаем следующее:
- берем жесткую проволоку и выгибаем из нее узор нужной формы;
- вдавливаем полученное клеймо в сырую заливку на желаемую глубину.
Сделать красивый узор можно даже листом лопуха
Если нужна гладкая и блестящая плитка, выполняем ее железнение. Для этого на поверхность еще не успевшего застыть изделия равномерно насыпаем немного цемента и аккуратно втираем его гладилкой. По такой же технологии в плитку можно втереть различные мелкие камушки.
Даем брусчатке высохнуть. Продолжительность высыхания зависит от толщины изделий. В среднем на это уходит 2-3 дня. По возможности оставляйте брусчатку сохнуть прямо в формах – так она точно не треснет. Если на улице жара, периодически смачиваем поверхность изделий водой.
Видео — Технология изготовления тротуарной плитки, брусчатки, бордюров
Выкладываем дорожки
Инструменты для укладки брусчатки
Мы сделали нужное количество брусчатки и готовы к дальнейшей работе.
Первый этап – подготовка проекта и разметка площадки
Берем план нашего участка и прямо на нем вырисовываем будущие дорожки. Продумываем все до мелочей.
Переносим план с бумаги на участок. Для разметки используем любые устойчивые колышки и веревку. Вбиваем колышки с метровым шагом и натягиваем между ними шнур.
Как выложить садовую дорожку
Второй этап – земляные работы
Приступаем к рытью траншеи по ширине и длине будущей дорожки. Глубину ямы подбираем так, чтобы после укладки брусчатки ее верхняя поверхность находилась на одном уровне с грунтом либо же немного возвышалась над ним.
Глубину ямы подбираем так, чтобы после укладки брусчатки ее верхняя поверхность находилась на одном уровне с грунтом либо же немного возвышалась над ним
В противном случае в углублении будет застаиваться вода. Дополнительно к рассчитанной глубине добавляем 10-15 см для слоя песка, порядка 10 см для гравийной подушки и 4-5 см для цементной заливки (на участках со сложным рельефом).
Удаляем мусор и корни, выравниваем стенки и дно ямы, тщательно утрамбовываем землю. Застилаем траншею геотекстилем, чтобы сорняки не смогли прорасти к нашей брусчатке и испортить ее.
Засыпаем порядка 10 см гравия и 10-15 см песка. Каждый слой утрамбовываем. Вместо гравия можно использовать щебенку – так даже лучше.
Отсыпка и выравнивание песка
Отсыпка и выравнивание песка
Трамбовка песка виброплитой
Заливаем траншею 4-5-сантиметровым слоем цементного раствора (часть цемента, три части песка, вода). Тщательно разравниваем заливку по уровню. Даем цементу несколько суток, чтобы набрать прочность.
Важно! Цемент нужно обязательно заливать только на участках со сложным рельефом. Если местность имеет нормальный рельеф, можно обойтись и без такой заливки.
Третий этап – устанавливаем бордюры
Простой ленточный бордюр
Простой ленточный бордюр
Бордюры сделают наши дорожки более красивыми и аккуратными. Мы можем купить готовые изделия или сделать их самостоятельно, к примеру, из той же брусчатки, только немного более толстой.
Мы можем купить готовые изделия или сделать их самостоятельно, к примеру, из той же брусчатки, только немного более толстой.
Или можно использовать длинный бетонный бордюр, заранее отлитый в узких формах
Для обустройства бордюра роем дополнительные траншеи вдоль будущих дорожек. Устанавливаем в вырытую траншею опалубку и плотно выставляем элементы бордюра, скрепляя их цементным раствором. Высоту окантовки делайте на свое усмотрение. Бордюру даем хотя бы сутки на высыхание и продолжаем работу.
Четвертый этап – укладываем основное полотно
Натягиваем вдоль бордюра шнур – по нему мы будем выкладывать первый ряд брусчатки.
Если вы не заливали цемент, пролейте песчаную подушку водой для дополнительного уплотнения. Цементная заливка в предварительной обработке не нуждается.
Для большего удобства перед началом работы сбиваем из досок короба размерами 100 х 70 см. Устанавливаем такой короб на основание и начинаем мостить брусчатку.
Укладка брусчатки в форме размерами 100 х 70 см
Плитки выкладываем максимально плотно друг к другу, оформляя желаемый рисунок. В этом моменте ориентируйтесь исключительно на свои предпочтения. Максимальная ширина швов – 1-2 мм. Чтобы они были одинаковыми, устанавливаем пластиковые крестики. Для дополнительного сплочения элементов отделки используем деревянный молоток.
Таблица 1. Расход материала (г/м² ) на облицовку дорожки в зависимости от размеров брусчатки и толщины швов
| Размеры плитки (см) | Ширина шва 2 мм | Ширина шва 4 мм | Ширина шва 6 мм | Ширина шва 8 мм |
|---|---|---|---|---|
| 2х2х0,3 | 750 | 1500 | – | – |
| 10х10х0,6 | 300 | 600 | 900 | 1210 |
| 15х15х0,7 | 240 | 470 | 710 | 950 |
| 20х20х0,7 | 180 | 360 | 540 | 720 |
| 30х30х0,8 | 140 | 280 | 410 | 550 |
| 40х40х0,8 | 100 | 210 | 320 | 420 |
| 50х50х0,8 | 90 | 170 | 260 | 340 |
Важно! Обязательно проверяем ровность укладки каждой плитки с помощью уровня.
 Для устранения отклонений снимаем плитку и досыпаем либо же убираем из-под нее лишний песок. При наличии цементной стяжки таких проблем не возникнет.
Для устранения отклонений снимаем плитку и досыпаем либо же убираем из-под нее лишний песок. При наличии цементной стяжки таких проблем не возникнет.Выкладываем брусчаткой всю запланированную поверхность. Для резки плиток используем болгарку.
Пятый этап – финишная обработка поверхности
В завершение нам остается лишь нанести на выложенную дорожку слой влажного песка и втереть его в стыки. Для затирки удобно использовать швабру с жестким ворсом.
В завершение нам остается лишь нанести на выложенную дорожку слой влажного песка и втереть его в стыки
Видео – Изготовление брусчатки своими руками
Понравилась статья?
Сохраните, чтобы не потерять!
Выбирая покрытия для приусадебного участка, владельцы часто останавливаются на тротуарной плитке. Поверхность прочная, выглядит эстетично, позволяет воплощать в жизнь различные дизайнерские идеи.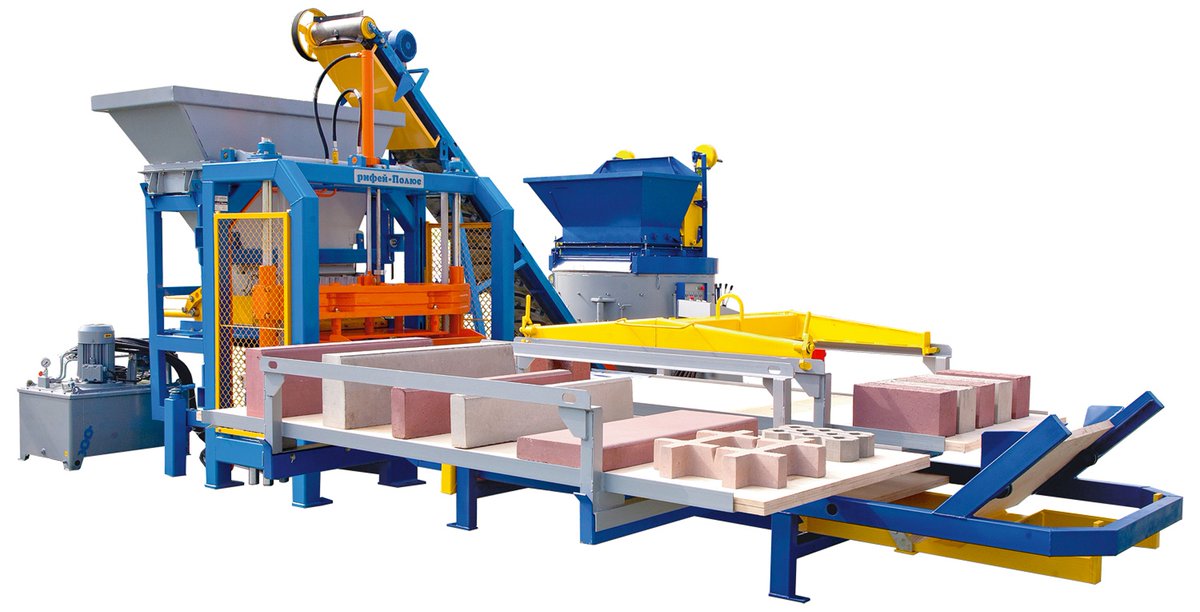
К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники. Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор.
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.
Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки.
Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
Делаем вибратор для плитки своими руками
Конструкция состоит из металлической либо фанерной плиты (используется многослойная фанера толщиной не менее 10 мм), вибратора с эксцентриком и приводного двигателя. Обычно применяется электромотор.
Такая механическая виброплита может применяться не только при подготовке поверхности и непосредственном уплотнении уложенной тротуарной плитки. С ее помощью вы можете подготовить любую ровную площадку.
С ее помощью вы можете подготовить любую ровную площадку.
Но самая существенная экономия – это изготовление (а не покупка) тротуарной плитки или брусчатки. При этом не обязательно приобретать промышленное оборудование, можно сделать вибропресс своими руками.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Для получения более плотного и качественного искусственного камня, оборудование для производства тротуарной плитки оснащается вибратором. Промышленные образцы работают именно по такому принципу.

Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.
Комплексный станок (вибратор и пресс)
Вибропрессующее устройство состоит из двух самостоятельных частей. Стол с установленными матрицами крепится к станине с помощью пружинных демпферов. Можно использовать резиновый подвес, если обеспечивается достаточная амплитуда вибрации. Для гашения поперечных колебаний целесообразно установить направляющую.
Стол с установленными матрицами крепится к станине с помощью пружинных демпферов. Можно использовать резиновый подвес, если обеспечивается достаточная амплитуда вибрации. Для гашения поперечных колебаний целесообразно установить направляющую.
Рабочую поверхность лучше сделать массивной, чтобы не было резонансной раскачки. К ней жестко крепится вибратор. Принцип действия такой же, как и в трамбующей установке (см. 1 часть статьи).
Такая конструкция хорошо работает на массивном станке для производства плитки. В качестве пресса используется гидравлическая установка, или обычный домкрат. В зависимости от комплектующих, которые вам удастся найти, можно выполнить пресс с приводом от электродвигателя.
Подвижная каретка перемещается по вертикальным направляющим с помощью цепного механизма. Конструкция приводится в движение с помощью понижающего редуктора, который можно организовать, используя разные передаточные отношения звездочек цепи.
Толкатель пресса имеет демпферные пружинные вставки, регулирующие давление и сохраняющие цепную передачу от излишних нагрузок. На вертикальных направляющих устанавливаются концевые выключатели. Когда толкатель опустится до рабочей позиции, двигатель отключится.
На вертикальных направляющих устанавливаются концевые выключатели. Когда толкатель опустится до рабочей позиции, двигатель отключится.
Уплотнение заготовки производится с помощью вибрации рабочего стола. Давление регулируется перемещением концевых выключателей, что позволяет опытным путем подобрать усилие для различных смесей.
После поднятия толкателя, заготовки хорошо держат форму. Их можно аккуратно извлекать из матрицы, не дожидаясь застывания смеси. Такая технология позволяет организовать непрерывный процесс производства тротуарной плитки вибропрессованием.
Пример работы самодельного вибропресса — видео
Чтобы сделать такой вибропресс своими руками, не требуются дорогостоящие материалы (несмотря на громоздкую конструкцию). Металлические профили и уголки можно недорого приобрести в пунктах приема металлолома.
Двигатели подойдут от любой старой промышленной электроустановки: списанных станков или вентиляционных систем. Пружины можно взять на автомобильных разборках, или со списанной сельхозтехники.
Пружины можно взять на автомобильных разборках, или со списанной сельхозтехники.
После подбора комплектующих, составляется чертеж (он не может быть типовым, поскольку схема работы зависит от ваших потребностей в плитке и наличия деталей). Сборка производится с помощью сварки.
Болтовые соединения могут давать слабину от постоянной вибрации, и вы будете вынуждены регулярно подтягивать весь крепеж. Если установка получится достаточно крупной (зависит от мощности найденных моторов), вы получите еще и вибропресс для производства так называемого французского камня.
Достаточно лишь немного модифицировать матрицу и снизить давление толкателя.
Упрощенная конструкция вибропресса
При небольших объемах можно обойтись без мощного пресса с механическим приводом. Матрица может работать и на «ручной» тяге. Рабочий стол на станине выполняется точно также (на демпферах), а виброустановка размещается на подвижной части станка (толкателе).
Если вы делаете вибропресс своими руками для укладки одной-двух плиточных дорожек, эта схема подойдет как нельзя лучше. При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным.
При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным.
Толкатель удобнее выполнить на поворотной штанге, тогда матрица может быстро заполняться подготовленной смесью.
Сверху устанавливается рычаг с виброприводом, оборудованный рукоятками. Оператор устанавливает упор на матрицу, и опускает рычаг на упор. Усаживание смеси происходит за счет веса толкателя и вибропривода. Уплотнение регулируется вручную, для соблюдения высоты плитки предусматривается регулируемый упор.
Производительность такого станка ниже, чем у конструкции с механическим прессом. Главное преимущество – компактность и простота изготовления.
Вибростол для плитки
Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине.
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.
С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины.
К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков.
На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить.
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог:
Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.
Станок для производства тротуарной плитки своими руками
Тротуарная плитка пользуется отличным спросом в качестве красивого, долговечного и сравнительно недорогого материала для обустройства дорожек и тротуаров.
Одинаково успешно используется как в масштабах одного участка, так и в масштабах города.
При грамотном подходе к делу производство тротуарной плитки может стать весьма прибыльным видом бизнеса.
Такое производство не потребует больших вложений, а использование специального оборудования поможет обеспечить выпуск плитки самого высокого качества, ничуть не уступающей по своим эксплуатационным качествам продукции крупных промышленных предприятий.
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.
Продвижение продукции на рынке
Начинающий предприниматель наверняка столкнется с проблемой поиска заинтересованных покупателей. На самом же деле, выпускаемая продукция довольно востребована на рынке, просто многие компании уже с кем-то сотрудничают, закупая у них необходимое количество плитки. И переманить их на свою сторону может оказаться делом непростым.
И переманить их на свою сторону может оказаться делом непростым.
Достойную прибыль предпринимателю обеспечат только оптовые продажи выпущенной продукции. А потому, основные силы бросаем на привлечение именно таких клиентов.
Кто может быть заинтересован в приобретении брусчатки?
- частные потребители;
- крупные строительные магазины и склады;
- все организации, располагающие прилегающей к зданию территорией.
В бизнес план производства брусчатки включается и маркетинговый план. Конечно, оптовым покупателям особая реклама продукции не нужна (им важнее видеть перед глазами выгодное коммерческое предложение), но вот частые клиенты никак не узнают о начавшем работу предприятии, если их об этом не «оповестить». Какие рекламные ходы здесь можно задействовать?
- объявления в газетах и Интернете,
- объявления в частных секторах,
- листовки и буклеты.
Неплохо было бы создать собственный сайт, где была бы представлена вся выпускаемая продукции, цены и условия сотрудничества.
 Это станет своеобразной визитной карточкой предприятия.
Это станет своеобразной визитной карточкой предприятия.Но самая лучшая реклама – это «сарафанное радио». По сути, даже без вложений в маркетинговое развитие производство и продажа брусчатки может приносить бизнесмену приличную прибыль, ведь «слава» о качественной продукции будет передаваться от одного клиента к другому.
Рекомендуем эти статьи:
Как стартовать бизнес по изготовлению пескоблоков в домашних условиях?
Особенности технологии производства газосиликатных блоков.
Какой выбрать мини станок для арболитовых блоков?
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Создавая вибростол своими руками, желательно сразу определиться, какие части будут выполнены самостоятельно, а какие проще и дешевле купить уже готовыми. Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации.
Закупка сырья для осуществления деятельности
Здесь, как и во многих других сферах, особое внимание стоит уделить качеству поступающего в переработку сырья.
Основных компонентов, которые используются в просе изготовления конечного продукта, немного:
- цемент,
- песок,
- гранитный щебень (фракция 5-10 мм),
- вода,
- пластификаторы,
- красители.
Но несмотря на такой малый список используемых компонентов, бизнес на производстве брусчатки только тогда привлечет заинтересованную аудиторию и высокие доходы, когда будет разработана собственная рецептура. Точный состав смеси не раскроет ни одно действующее предприятие. А потому, придется действовать, либо методом проб и ошибок, подбирая идеальную рецептуру, либо прибегнуть к помощи специалиста. И многими их тех, кем осваивается технология изготовления брусчатки своими руками, именно самостоятельно подбирается состав сырьевой массы – все вполне осуществимо.
Смешав компоненты не в той пропорции, на выходе получится некачественный продукт, который не будет выдерживать механических давлений и пагубных воздействий окружающей среды.
И чтобы технология производства брусчатки не пострадала от использования некачественного сырья, важно найти добросовестных поставщиков. Причем, лучше наладить с ними долгосрочное сотрудничество, чтобы в дальнейшем получить и гибкую систему оплаты, и скидки за оптовые закупки. Отлично, если поставщик будет территориально располагаться поближе к производственному цеху. Так можно снизить расходы на доставку сырья, что скажется и на снижении себестоимости полученной брусчатки.
Отлично, если поставщик будет территориально располагаться поближе к производственному цеху. Так можно снизить расходы на доставку сырья, что скажется и на снижении себестоимости полученной брусчатки.
Читайте, как наладить производство резиновой плитки и брусчатки своими руками.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Чтобы создать оборудование для производства тротуарной плитки вибропрессованием, сначала нужно сделать конструктивную основу. Чтобы сделать ножки, достаточно взять уголковую сталь 10х10 сантиметров, трубу сечением 8-10 сантиметров или швеллер №10. Четыре заготовки отрезают болгаркой, срезы торцуют.
Четыре заготовки отрезают болгаркой, срезы торцуют.
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Чтобы обеспечить более жесткое соединение, между ножками и рамой желательно продумать вставки-косынки, сделанные из листовой стали толщиной минимум 3-4 миллиметра (выполняются в формате прямоугольного треугольника). Дополнительные связи для обеспечения жесткости также желательно сделать между ножками примерно на средине их длины по всему периметру.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Лучше всего двигатель вибропресса крепить на болтах и резных шайбах, которые в процессе вибрации защитят крепеж от отворачивания и ослабления.
Как выбрать двигатель
Для такого устройства потребуется очень мощный двигатель. Если установить недостаточно мощный мотор, то станок выйдет из строя раньше, чем вы изготовите на нем свою первую партию плитки. Для того чтобы изготовить качественный станок, лучше присмотреть самые лучшие из доступных продающихся товаров. Отлично подойдет двигатель ВИ99/E. Он обладает отличной амплитудой колебания и имеет возможность регулирования частоты колебаний.
Чтобы при работе не раскручивались гайки, для крепления двигателя лучше всего использовать резаные шайбы.
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Приспособления для домашнего производства
Чтобы самостоятельно сделать качественную тротуарную плитку, необходимо подготовить соответствующее оборудование. В противном случае вы не добьетесь идеального состояния бетона после заливки в матрицы.
В производстве стандартных изделий применяют следующие приспособления:
- вибростол;
- прессовальный станок;
- полиуретановые формы под заливку.
Вибрационный стол может быть усовершенствован и оснащен прижимной пластиной.
Человек без опыта конструирования вряд ли изготовит подобное оборудование без ошибок, но попробовать все же стоит.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Подробная технология
Технология тротуарной плитки начинается не с выбора цемента, а с рецептуры. Опять же два варианта развития:
- Фактура. Это лицевая видимая часть. Естественно, обязана поддерживать лучшие показатели по прочности и долговечности. А рецепт для фактурного слоя прост: цемента в два раза больше от нормы. На единицу песка потребуется две единицы щебня. Плюс пластифицирующая добавка и красители.
- Основа. Отвечает стойкость, поскольку она формирует запланированную толщину. Здесь уже меньше цемента. На один кубический метр состава понадобится 250 килограмм цемента. Щебень и песок 1 к 1. Нет красителей, пластификатор по стандартному расходу.

На обычном, бюджетном оборудовании начинают работу так:
- Задействуют две бетономешалки для основы и фактуры. На первой не используется краситель.
- В это же время необходимо обработать вибростол. Для этого достаточно выставить формы как можно плотнее друг к другу.
- Далее заливают фактуру. Достаточно всего 2-3 см от дна.
- После чего уже уплотняют небольшую массу в формах на вибростоле, он же станок для производства плитки тротуарной. И для этого можно включить установку на 5-10 секунд. Причем, на большинстве столов можно выставить колебания, и для этого процесса правильнее выбрать умеренный уровень.
- Заливаем основу. Выполняем загрузку емкости до самого края. Включаем умеренный режим на короткий период в 10 секунд.
- То, что необходимо выравнивать, обрабатывают шпателями. После чего можно формы перемещать на поддон или в стеллаж. Сверху обычно емкости с подсыхающим раствором закрывают пластиком.
- А уже на стеллаже или поддоне свежую партию закрывают полетной пленкой или плотным полиэтиленом. Совершать какие-либо действия с емкостями разрешается спустя двое суток.
- Специфическая распалубка. Для освобождения формы нужно на несколько минут распарить формы в теплой воде (60-70 градусов).
- Отпуск. Желательно высушить стройматериал полностью, и для этого ждут до 28 часов. Подразумевается естественная температура в летний период.

Резиновая тротуарная плитка
Машина для производства блоков для тротуарной плитки, бетонных плит и аналогичных бетонных элементов
Для просмотра и загрузки брошюры нажмите на изображение слева. |
Рынок тротуарной плитки, бетонных плит и аналогичных бетонных элементов все чаще требует индивидуального дизайна для отдельных клиентов / проектов. Однако изготовление образцов становится все более трудным из-за того, что машины массового производства большую часть времени работают на полную мощность, а переналадка требует времени и, следовательно, дорого.
Однако изготовление образцов становится все более трудным из-за того, что машины массового производства большую часть времени работают на полную мощность, а переналадка требует времени и, следовательно, дорого.
Чтобы удовлетворить повышенные требования к отдельным образцам, необходимо иметь машину только для производства образцов.
При этом качество образцов должно быть таким же высоким, как и у продукции машин массового производства.
Из-за размеров лабораторной машины очень сложно интегрировать все функции машины массового производства, которые необходимы для достижения высоких стандартов качества, в такой маленькой машине.
Это может быть впервые реализовано с помощью пробоотборной / лабораторной машины KNAUER.
Детали
Вибростол:
Для достижения оптимального уплотнения необходимо иметь сильную вибрацию стола и так называемый «растяжной стол». Стол-раскос вызывает удары, которые абсолютно необходимы для высоких требований к прочности тротуарной плитки и аналогичных бетонных изделий. Регулируемый столик лабораторной машины можно адаптировать к конкретной настройке машины массового производства.
Регулируемый столик лабораторной машины можно адаптировать к конкретной настройке машины массового производства.
Разумеется, частота и амплитуда вибрации также регулируются.
Вибрация и давление поршня:
Вибрация гидроцилиндра обеспечивает наилучшее уплотнение. Помимо возможности регулировки частоты и амплитуды вибрации ползуна, можно изменять гидравлическое давление ползуна.
Пневматический зажим формы:
Пневматический зажим формы гарантирует, что форма упруго подвешивается во время вибрации, чтобы обеспечить необходимые движения, но в то же время предотвращает неконтролируемые большие перемещения.
Эксплуатация:
Машиной легко управлять с центральной панели управления. Положение плунжера, формы, зажима пресс-формы и фиксатора плунжера отображается с помощью сигнальных ламп. Время предварительной вибрации, промежуточной штамповки ползуна и окончательного уплотнения, а также частота вибрации ползуна и стола могут быть сохранены на панели управления.
Функциональное описание
Станок может работать в ручном и полуавтоматическом режиме:
Ручной режим:
Ручной режим необходим для настройки машины и позволяет выполнять отдельные функции нажатием кнопки, что означает, что функция выполняется до тех пор, пока удерживается соответствующая кнопка.
Полуавтоматический режим:
После заполнения формы вручную предварительную вибрацию можно запустить, нажав кнопку «Предварительная вибрация». Когда время истекает, которое было предварительно установлено на панели управления, вибрация автоматически прекращается.
После повторного заполнения формы можно дополнительно выполнить штамповку промежуточного цилиндра, нажав соответствующую кнопку. Таким образом, гидроцилиндр опускается и начинается вибрация, когда гидроцилиндр ударяется о материал.Также здесь вибрация автоматически останавливается по предварительно установленному таймеру, и подъемник возвращается в исходное положение.
После заполнения формы лицевой смесью можно начинать окончательное уплотнение. Как и при штамповке промежуточного ползуна, ползун опускается и начинается вибрация. Отключение вибрации может происходить либо по таймеру, либо при достижении заданной высоты блока. Когда вибрация прекращается, гидроцилиндр фиксируется двумя тормозами гидроцилиндра, и форма автоматически поднимается.Когда блоки полностью вынуты из формы, гидроцилиндр также поднимается автоматически.
Теперь поддон с блоками можно снять, и в машину можно вставить новый поддон. При нажатии соответствующей кнопки форма будет опущена на поддон, и машина будет готова к следующему циклу.
Опции
В базовой версии реализованы все необходимые функции для производства высококачественных бетонных элементов. Машина сконструирована таким образом, что дополнительные функции, такие как e.г. автоматическое наполнение, можно модернизировать.
В дополнение к этому можно легко адаптировать производственный процесс станка к особым условиям заказчика, изменив программу ПЛК.
Чтобы убедиться, что параметры уплотнения лабораторной машины сравнимы с параметрами машины для массового производства, можно дополнительно предложить сравнительное измерение.
Размеры станка
Машина для мощения — Машины для производства бетонных блоков и брикетов
В результате урбанизации машина для мощения производит брусчатку, которая широко используется для удовлетворения эстетических требований в ландшафтной архитектуре.Таким образом, выбор современных, эстетичных и надежных продуктов, которые могут адаптироваться к динамизму городов, стал необходимостью. Это привело к поиску новой альтернативы, а не предыдущим элементам перекрытия. Эта машина для мощения используется для получения брусчатки, что является частью этого процесса модернизации.
Характеристики брусчатки Станок Машина работает путем заливки каменного сырья в формы различной формы с использованием метода вибрации и сжатия. При этом также обеспечивается долговечность камня. Это связано с тем, что раствор сначала подвергается вибрации, а затем — высокому давлению. Таким образом, воздушные зазоры между агрегатами сводятся к минимуму. Приложение высокого давления осуществляется через гидравлические поршни.
При этом также обеспечивается долговечность камня. Это связано с тем, что раствор сначала подвергается вибрации, а затем — высокому давлению. Таким образом, воздушные зазоры между агрегатами сводятся к минимуму. Приложение высокого давления осуществляется через гидравлические поршни.
Кроме того, машина производит различные типы продукции в зависимости от некоторых переменных, таких как ингредиенты сырья (например, машина для производства бетонной брусчатки или машина для блокировки брусчатки), предполагаемое использование, размеры формы, производительность в единицу времени, вместимость бункера или режим работы. принципы.
Полностью автоматический блок асфальтоукладчика МашинаВ машинах для укладки блоков все этапы автоматизированы, поэтому потребность в рабочей силе минимальна.
Полуавтоматическая брусчатка Станок В этих машинах рабочая сила необходима, особенно на заключительном этапе производства брусчатки, то есть в процессе укладки камней и их транспортировки к месту использования. По сравнению с автоматами, на некоторых этапах автоматизация сопровождается уполномоченным персоналом.
По сравнению с автоматами, на некоторых этапах автоматизация сопровождается уполномоченным персоналом.
Это машины, в которых управление миксером осуществляется персоналом на протяжении всего процесса от наполнения сырьем до формования и производства. Это требует больше людей и, следовательно, больше труда.
Брусчатка для производства Машина для продажиПричина, по которой бетонный блок является одним из распространенных строительных элементов, заключается в том, что эта машина предлагает широкий выбор функций и ценового диапазона на рынке.Кроме того, количество потребляемой мощности в единицу времени, возможность замены деталей и детали практического использования играют важную роль при сравнении цен в этой машине.
Типы бетонных блоков
| Муниципальный аэропорт Абилина | Абилин, Канзас, США | GHP-2800 2-х гусеничный, GP-2500 2-х гусеничный укладчик / разбрасыватель, T / C-600, 9500 | 2015-2016 |
| Международный аэропорт Абу-Даби | Абу-Даби, Объединенные Арабские Эмираты (ОАЭ) | GP-2400 4-трековый | 2019 |
| Авиабаза АДАК | Аллеутские острова, Аляска, США | С-450 | |
| Муниципальный аэропорт Адамс Филд | Литл-Рок, Арканзас, США | ГП-3000, Т / С-400 | 1990 |
| Международный аэропорт Бразилиа df | Бразилиа, Бразилия, Южная Америка | С-450 | 1991 |
| Аэропорт Афьон | Афьон, Турция | ГХП-2800, ПС-2600, Т / С-400 | 1998–1999 |
| База ВВС | Диего-Гарсия, Британская территория в Индийском океане | 8500В | |
| Air National Guard Airport | Мартинсбург, Западная Вирджиния, США | С-450 | 1986 |
| Аэропорт Гран-Канария | Лас-Пальмас, Испания | GHP-2800 4-трековый | 2000 |
| Международный Альбукерке | Альбукерке, Нью-Мексико, США | GHP-2800 4-трековый | 2014 |
| Региональный аэропорт округа Алпена | Алпена, Мичиган, США | ГП-3000 | 1996 |
| База ВВС Эндрюс | Эндрюс, Мэриленд, США | асфальтоукладчик не проверен | 2008 |
| База ВВС Эндрюс | Эндрюс, Мэриленд, США | GP-4000 4-трековый | 2011 |
| База ВВС Андерсен | Гуам | C-650-F | 2004 |
| Аэропорт Анкара Эсенбога | Анкара, Турция | GP-2600 2-трековый | 2011 |
| Муниципальный аэропорт Анн-Арбора | Анн-Арбор, Мичиган, США | ГП-2600, ПС-2600, Т / С-400 | 2000 |
| Аэропорт Анн | Анн, Мьянма | GP-2600 | 2002 |
| Международный аэропорт Эпплтон | Appleton, Висконсин, США | Commander III 4-трековый, 3D без струн | 2020 |
| Акаба — Международный аэропорт имени короля Хусейна | Акаба, Иордания | ГП-2600, Т / С-600 | 2003 |
| Международный аэропорт Ашхабад | Ашхабад, Туркменистан | GP-2600 4-трековый | 2016 |
| Аэропорт Афин | Афины, Греция | GP-2600 4-трековый | 2001 |
| Баер Филд | Ft. Уэйн, Индиана, США Уэйн, Индиана, США | ГП-3000 | 1987 |
| Международный аэропорт Балтимора / Вашингтона имени Тургуда Маршалла | Балтимор, Мэриленд, США | GHP-2800 4-трековый, RTP-500 | 2015 |
| База Aérienne de St Dizier BA113 Военная база | Сен-Дизье, Франция | Commander III 4-трековый | 2016 |
| Международный аэропорт Базель-Мюлуз-Фрибург | Базель, Швейцария | Командир III | 1991 |
| Международный аэропорт Базель-Мюлуз-Фрибург | Базель, Швейцария | ГП-3000 | 1991 |
| Международный аэропорт Базель-Мюлуз-Фрибург | Базель, Швейцария | GHP-2800 | 1997 |
| Столичный аэропорт Батон-Руж | Батон-Руж, Луизиана, США | GHP-2800 2-трековый, 9500 | 2004 |
| Аэропорт Пекина | Пекин, Китай | GP-2400 2-трековый | 2017 |
| Международный аэропорт Бейрута | Бейрут, Ливан | C-650-F | 1989–1991 |
| Международный аэропорт Бейрута | Бейрут, Ливан | C-650-F | 1998 |
| Международный аэропорт Бирмингема | Бирмингем, Англия | Commander III 4-трековый | 1998-2005 |
| Международный аэропорт Бирмингема | Бирмингем, Англия | Commander III 4-трековый | 2002-2006 |
| Международный аэропорт Бирмингема | Бирмингем, Англия | GHP-2800 4-трековый, T / C-600 | 2006-2007 |
| Аэропорт Бордо | Бордо, Франция | GHP-2800 4-трековый | 1994 |
| Международный аэропорт Борг Эль Араб | Александрия, Египет | GP-2600 2-трековый | 2009 |
| Международный аэропорт Бозман Йеллоустон | Бозман, Монтана, США | Commander III 4-трековый | 2017 |
| Международный аэропорт Бразилиа | Бразилиа, Бразилия | С-450 | 2011 |
| Аэродром Бриггс | Эль-Пасо, Техас, США | RTP-500, Commander III 4-х канальный | 2007 |
| Аэродром Бриггс | Эль-Пасо, Техас, США | C-650-S, RC конвейер | 1978 |
| Brisbane West Wellcamp Airport | Тувумба, Квинсленд, Австралия | GP-4000 4-трековый | 2014 |
| Аэропорт Бристоля | Бристоль, Англия | GHP-2800 4-трековый | 1998-2005 |
| Брюссель | Брюссель, Бельгия | ГП-2500 | 1998-2000 |
| Брюссель | Брюссель, Бельгия | Commander III, 4 гусеницы, GHP-2800, 4 гусеницы | 2003-2005 |
| Международный аэропорт Берлингтона | Берлингтон, Вермонт, США | ГП-2000 | 1988 |
| Международный аэропорт Каира | Каир, Египет | GP-2600 2-трековый | 1999 |
| Международный аэропорт Каира | Каир, Египет | Commander III 4-трековый | 1999 |
| Аэропорт Калгари | Калгари, Альберта, Канада | ГП-2500 | 1996 |
| Международный аэропорт Калгари | Калгари, Альберта, Канада | GHP-2800 2-трековый | 2010 |
| Международный аэропорт Камрань | Камрань, Вьетнам | Командир III | 2016 |
| Аэропорт Касабланки | Касабланка, Марокко | GP-5000 4-трековый | 1993 |
| Международный аэропорт Шарлотт-Дуглас | Шарлотт, Северная Каролина, США | ГП-3000 | 1988 |
| Международный аэропорт Шарлотт-Дуглас | Шарлотт, Северная Каролина, США | PS-2600, GHP-2800 2-трековые и 4-трековые | 2009, 2011 |
| Центральный международный аэропорт Японии (Centrair) | Нагоя, Япония | GHP-2800 2-трековый, PS-2600, T / C-400 | 2003 |
| Центральный международный аэропорт Японии (Centrair) | Нагоя, Япония | GHP-2800 2-трековый, PS-60 | 2003-2004 |
| Международный аэропорт Чанги | Сингапур | ГП-2500 | 1992–1993 |
| Международный аэропорт Чанги | Сингапур | ГП-2500 | 1994-1995 |
| Аэропорт Шарль де Голль | Париж, Франция | GP-3000 4-трековый, T / C-400 | 1990–1995 |
| Аэропорт Шарль де Голль | Париж, Франция | ГП-3000 | 1997 |
| Аэропорт Шарль де Голль | Париж, Франция | GHP-2800 4-трековый, T / C-600 | 2006-2007 |
| Международный аэропорт Чанги | Сингапур | ГП-2500 | 1994-1995 |
Чарльз Б. Уилер Даунтаун аэропорт Уилер Даунтаун аэропорт | Канзас-Сити, Миссури, США | ПС-2600, ГП-3000, Т / С-600 | 2005 |
| База ВВС Чарльстон / Международный аэропорт | Чарлстон, Южная Каролина, США | С-450 | 2000 |
| База ВВС Чарльстон | Чарлстон, Южная Каролина, США | GHP-2800 2-трековый, PS-2600 | 2009 |
| Аэропорт Шарль де Голль | Париж, Франция | GP-3000 4-трековый, GHP-2800 4-трековый | 1990-2005 |
| Аэропорт Шарль де Голль | Париж, Франция | ГП-3000 | 1992 |
| Аэропорт Шарль де Голль | Париж, Франция | Commander III 4-трековый | 2006-2008 |
| Аэродром Черри-Пойнт | Северная Каролина, США | ГП-3000 | 1990 |
| Международный аэропорт Цинциннати Северный Кентукки | Цинциннати, Огайо, США | ГП-2500 | 1994 |
| База ВВС Кларк | Филиппины | GP-3500 | |
| Международный аэропорт Кливленд-Хопкинс | Кливленд, Огайо, США | С-450 | 1982 |
| Международный аэропорт Кливленд-Хопкинс | Кливленд, Огайо Кливленд, Огайо, США | 9500 россыпь | 1988 |
| Аэропорт Коломбо | Шри-Ланка | С-450 | 2004 |
| Муниципальный аэропорт Каунсил-Блафс | Каунсил-Блафс, Айова, США | GHP-2800 2-трековый | 2005 |
| Международный аэропорт Кюрасао Хато | Кюрасао, Нидерландские Антильские острова | C-650-F | 2008 |
| Международный аэропорт Даллас / Форт-Уэрт | Грейпвайн, Техас, США | 9500 | 1990 |
| Международный аэропорт Даллас / Форт-Уэрт | Грейпвайн, Техас, США | ГП-2500 | 1991 |
| Международный аэропорт Даллас / Форт-Уэрт | Грейпвайн, Техас, США | ГП-5000, 9500 | 1991–1992 |
| Международный аэропорт Даллас / Форт-Уэрт | Грейпвайн, Техас, США | ГП-5000, 9500 | 1993 |
| Международный аэропорт Дананг | Дананг, Вьетнам | Командир III | 2014 |
| Региональный аэропорт округа Дейн | Мэдисон, Висконсин, США | GP-3000 4-трековый | 1992 |
| База ВВС Дэвис-Монтан | Тускон, Аризона, США | C-450-X | 1989 |
| Международный аэропорт Дейтона | Дейтон, Огайо, США | асфальтоукладчик не проверен | 2009 |
| Аэропорт Денпасар | Бали, Индонезия | C-650-F | 1999 |
| Международный аэропорт Денвера | Денвер, Колорадо, США | GP-3500 | 1992 |
| Международный аэропорт Денвера | Денвер, Колорадо, США | GP-4000, 4 дорожки, RTP-500, Commander III, 4 дорожки, 3D без струн | 2015 |
| Международный аэропорт Де-Мойн | Де-Мойн, Айова, США | ГП-2500 | |
| Международный аэропорт Де-Мойн | Де-Мойн, Айова, США | PS-2600, GHP-2800 4-трековый, T / C-600, 3D без струнных | 2012 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | ГП-3000, ПС-68 | 1992–1993 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | Commander III 4-трековый, GHP-2800, GP-3000, PS-60, PS-4000 | 2001 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | РТП-500 | 2003 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | 9500 россыпь, GHP-2800 4-х трековая, T / C-600 | 2012-2013 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | GHP-2800 4-трековый, T / C-600, RTP-500 | 2013 |
| Аэропорт Детройт Метрополитан Уэйн Каунти | Детройт, Мичиган, США | GP4 4-трековый, GHP-2800 4-трековый, T / C-5600, 3D без струн, RTP-500 | 2019 |
| DHL Express USA Air Park | Уилмингтон, Огайо, США | асфальтоукладчик не проверен | 2005, 2007 |
| Международный аэропорт Домодедово | Москва, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 1993-2012 |
| Аэропорт Донкастер Шеффилд | Донкастер, Англия | GHP-2800 4-трековый | 2002-2005 |
| База ВВС США в Дувре | Довер, Делавэр, США | ГП-3000 | 1992 |
| Дублинский аэропорт | Дублин, Ирландия | Commander III 4-трековый, T / C-600 | 1995 |
| Международный аэропорт Даллес | Вашингтон, Д. C., США C., США | ГП-2500 | 1989 |
| Аэропорт Душанбе | Душанбе, Таджикистан | GHP-2800, Т / С-400 | 2003 |
| Истли аэропорт | Саутгемптон, Англия | GHP-2800 4-трековый | 1998-2005 |
| Аэропорт Ист-Мидлендс | Доннингтон, Англия | GHP-2800 4-трековый, T / C-600 | 1998-2001 |
| Эдинбургский аэропорт | Эдинбург, Шотландия | GHP-2800 4-трековый | 1997-2005 |
| Международный аэропорт Эдмонтон | Эдмонтон, Альберта, Канада | ГП-2000 | 1986 |
| База ВВС Эдвардс | Калифорния, США | HW-165B | 1987 |
| База ВВС Эйлсон | Фэрбенкс, Аляска, США | ГП-2500 | |
| El Aeropuerto de Lago Argentino | El Calafate, Санта-Крус, Аргентина | GP-2600 4-трековый, T / C-400 | 1999 |
| Военно-морской комплекс Эль-Сентро | Эль-Сентро, Калифорния, США | HW-165B | 1983 |
| Международный аэропорт Эль-Пасо | Эль-Пасо, Техас, США | GP-3500 | 1996 |
| Аэропорт Энцхайм | Страсбург, Франция | GHP-2800 4-трековый | 1993 |
| Аэродром Эппли | Омаха, Небраска, США | ГП-3000 | 1995 |
| Международный аэропорт Эрджан | Никосия, Кипр | GP-2600 2-трековый | 2019 |
| Евроаэропорт Швейцарский | Базель, Швейцария | GHP-2800 4-трековый | 1995 |
| Евроаэропорт Французский | Мюлуз, Франция | GHP-2800 4-трековый | 1996 |
| Региональный аэропорт Эвансвилля | Эвансвилл, Индиана, США | ГП-2500 | |
| Военно-морская авиабаза Фаллон | Фаллон, Невада, США | ГП-2500 | 1981 |
| Аэропорт Форбс Филд | Топика, Канзас, США | С-450 | 1991 |
| Международный аэропорт Форт-Лодердейл-Голливуд | Округ Бровард, Флорида, США | GHP-2800 4-трековый, 9500 россыпь, RTP-500, PS-2600, T / C-600 | 2014 |
| Аэропорт Форт МакМюррей | Форт МакМюррей, Канада | Commander III 4-трековый, T / C-600 | 2012 |
| Авиабаза Форт-Райли | Форт-Райли, Канзас, США | Триммер 9500, PS-2600, PS-60, GP-3000, GHP-2800 2-трековый, T / C-600 | 2007-2009 |
| Авиабаза Форт-Райли | Форт-Райли, Канзас, США | GP-2600 2-трековый | 2008 |
| Авиабаза Форт-Райли | Форт-Райли, Канзас, США | GP-2600 2-трековый | 2008-2009 |
| Армейская база Форт-Стюарт | Саванна, Джорджия, США | ГП-2500 | 1981 |
Форт Св. Джон аэропорт Джон аэропорт | Форт Сент-Джон, Британская Колумбия, Канада | ГП-2000 | 1988 |
| Аэропорт Фредерика Шопена | Варшава, Польша | C-650-S | 2005 |
| Аэропорт Фредерика Шопена | Варшава, Польша | C-650-F | 2006 |
| Муниципальный аэропорт Гарден-Сити | Гарден-Сити, Канзас, США | ГП-2500 | |
| Аэропорт Гатвик | Соединенное Королевство | GHP-2800 4-трековый | 1998 |
| Аэропорт Гатвик | Лондон, Англия | GHP-2800 4-трековый | 1997-2011 |
| Аэропорт Гатвик | Лондон, Англия | GHP-2800 | 1999 |
| Аэропорт Геленджик | Геленджик, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 2007-2008 |
| Международный аэропорт имени генерала Митчелла | Милуоки, Висконсин, США | ГП-3000 | 1989 |
| База ВВС Джордж | Викторвилл, Калифорния, США | ГП-2000 | 1990 |
Джеральд Р. Международный аэропорт Форд Международный аэропорт Форд | Гранд-Рапидс, Мичиган, США | GP-4000 4-дорожечная IDBI, PS-60 | 2001 |
| Вспомогательный аэродром Хила Бенд | Гила Бенд, Аризона, США | GP-4000 2-трековый, T / C-600 | |
| Муниципальный аэропорт Гудленд | Гудленд, Канзас, США | ГП-2500 | 1992 |
| Аэропорт Большой Пеории | Пеория, Иллинойс, США | ГП-2500Б | 1989 |
| Международный аэропорт Большого Питтсбурга | Питтсбург, Пенсильвания, США | ГП-2500, ГП-3500 | 1990–1991 |
| Международный аэропорт Грейт-Фолс | Грейт-Фолс, Монтана, США | GHP-2800 | 1999 |
| База ВВС Греции | Афины, Греция | К-650 | 1975 |
| Муниципальный аэропорт Гриннелла | Гриннелл, Айова, США | ГП-2500 | 1987 |
| Пост охраны | Самтер, Южная Каролина, США | HW-165B | 1989 |
| Международный аэропорт Хамбантота | Маттала, Шри-Ланка | GP-2400 4-трековый | 2012-2013 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | ГП-2500Б | 1983–1984 годы |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | GP-3500 | 1988 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | ГП-2500, ГП-3500 | 1990 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | GHP-2800 | 1999, 2007 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | GP-4000 | 2004 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | GP-4000 (2), GHP-2800, PS-2600, RTP-500, GSI | 2004 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | GSI, T / C-600 | 2005, 2008 |
| Международный аэропорт Хартсфилд-Атланта | Атланта, Джорджия, США | PS-2600, GHP-2800 2-трековый | 2008, 2011-2012 |
| Гавайи | Гавайи, США | С-450 | |
| Аэропорт Хитроу | Лондон, Англия | GHP-2800 4-трековый, T / C-400 | 1997-2006 |
| Аэропорт Хитроу | Лондон, Англия | GHP-2800 4-трековый, T / C-400 | 2003-2004 |
| Аэропорт Хитроу | Лондон, Англия | GHP-2800 4-трековый, T / C-400 | 2005-2013 |
| Аэропорт Хитроу | Лондон, Англия | GHP-2800 4-трековый | На данный момент |
| Международный аэропорт Гектор | Фарго, Северная Дакота, США | GHP-2800 2-трековый | 2006 |
| База ВВС Хикэм | Оаху, Гавайи, США | К-650 | 1974 |
| База ВВС Хикэм | Оаху, Гавайи, США | GT-3300 | 1991 |
| База ВВС Хикэм | Оаху, Гавайи, США | С-450 | 2007 |
| База ВВС Холломан | Округ Отеро, Нью-Мексико, США | GP4 4-трековый | 2018 |
| Аэропорт Хомалин | Хомалин, Мьянма | ГП-2500 | 2002 |
| Региональный аэропорт Хулман | Terre Haute, Индиана, США | ГП-2500 | 1988 |
| Hurlburt Field, база ВВС Элгин | Форт-Уолтон-Бич, Флорида, США | 9000, 9500, ГП-2000, ГП-2600 | 2000 |
| Муниципальный аэропорт Гурон | Huron, Южная Дакота, США | ГХП-2800, ПС-2600, Т / С-600 | 1999 |
| Международный аэропорт Индианаполиса | Индианаполис, Индиана, США | GHP-2800 2-трековый, 3D без струн, T / C-600 | 2005 |
| Аэропорт Джексон Хоул | Джексон Хоул, Монтана, США | Commander III 4-трековый | 2017 |
| Международный аэропорт Джексонвилля | Джексонвилл, Флорида, США | GHP-2800 4-трековый | 2014 |
Джон Ф. Международный аэропорт Кеннеди Международный аэропорт Кеннеди | Нью-Йорк, Нью-Йорк, США | GP-2600 4-трековый | 1999 |
| Международный аэропорт Джона Ф. Кеннеди | Нью-Йорк, Нью-Йорк, США | GP-4000 | 2010 |
| Представительский аэропорт округа Джонсон | Канзас-Сити, Канзас, США | ГП-2500, Т / С-400 | 1996 |
| Johnstown Air Station Reserve | Fort Indiantown Gap, Пенсильвания, США | асфальтоукладчик не проверен | 2005, 2008 |
| Аэропорт Кандагар | Кандагар, Афганистан | GHP-2800, Т / С-400 | 2005 |
| Аэропорт Кандагар | Кандагар, Афганистан | Commander III, 4 гусеницы, T / C-400 | 2009 |
| Международный аэропорт Канзас-Сити | Канзас-Сити, Миссури, США | 9500, GHP-2800, Т / С-400 | 2000 |
| Международный аэропорт Канзас-Сити | Канзас-Сити, Миссури, США | 9500, ПС-60, ГХП-2800, Т / С-400 | 2005 |
| Международный аэропорт Канзас-Сити | Канзас-Сити, Миссури, США | GHP-2800 4-трековый, T / C-5600 | 2019 |
| Международный аэропорт Кавала-Мегас Александрос | Кавала, Греция | C-650-S | 1994 |
| Аэропорт Кайсери | Кайсери, Турция | GHP-2800, Т / С-400 | 1998–1999 |
| Казахстан | Казахстан | GHP-2800 4-трековый, T / C-400 | 2002 |
| Международный аэропорт округа Кент | Гранд-Рапидс, Мичиган, США | ГП-3000, ПС-60 | 1996–1997 |
| Аэропорт Ханбумбат | Монголия | PS-2600, GP-2400 4-трековый, T / C-400 | 2012 |
| Храброво | Калининград, Россия | GHP-2800 4-трековый | |
| Аэропорт Хваджа Раваш | Кабул, Афганистан | GP-2600 2-трековый | 2004 |
| Международный аэропорт имени короля Фахда | Даман, Саудовская Аравия | ГП-2500 | 1987 |
| Аэропорт Кирксвилля | Кирксвилл, Миссури, США | Командир III, GP-2500 | 1985 |
| База ВВС Киртланд | Альбукерке, Нью-Мексико, США | GHP-2800 2-трековый | 1993 |
| База ВВС Киртланд | Альбукерке, Нью-Мексико, США | 9500, GP-2600 4-трековый, PS-60 | 2001 |
| Кольцово | Екатеринбург, Россия | GHP-2800 4-трековый, T / C-600 | 2009-2011 |
| Корея | Корея | ГП-2500 | |
| Аэропорт Кронга | Каронга, Малави | Командир III | 2011 |
| Международный аэропорт Куала-Лумпур | Сепанг, Малайзия | GP-2600 | 1996–1997 |
| Международный аэропорт Куала-Лумпур | Сепанг, Малайзия | ГП-2500 | 1996–1997 |
| Кувейт | Кувейт | GHP-2800 4-трековый, T / C-400 | 2003 |
| Лейкенхит RAF | Брэндон, Англия | GHP-2800, 4 дорожки, Commander III, 4 дорожки | 1998-2005 |
| База ВВС Лэнгли | Хэмптон, Вирджиния, США | асфальтоукладчик не проверен | 2006 |
| Аэропорт Ларнаки | Ларнака, Кипр | GP-2600 4-трековый | 2000 |
| Аэропорт Лас-Пальмас | Большая Канария, Канарские острова | GHP-2800 | 1998 |
| Международный аэропорт Лидс Брэдфорд | Лидс, Англия | GHP-2800 4-трековый | 2005-2006 |
| Аэропорт Летбридж | Lethbridge, Альберта, Канада | Commander III 4-трековый | 1990 |
| Аэропорт Льеж | Льеж, Бельгия | GT-3600 | 2012 |
| Аэропорт Линкольн Каунти | Tea, Южная Дакота, США | GP-2600 2-трековый | 2011 |
| Муниципальный аэропорт Линкольна | Линкольн, Небраска, США | GP-3500 | 1991 |
| Ливерпульский аэропорт имени Джона Леннона | Ливерпуль, Англия | GHP-2800 4-трековый | 2002-2006 |
| Лондонский аэропорт | Лондон, Англия | GHP-2800 4-трековый | 1997-2005 |
| Лондонский аэропорт | Лондон, Онтарио, Канада | ГП-2000 | 1989 |
| Поле любви | Даллас, Техас, США | ГП-2500, ПС-2500 | 1990 |
| Поле любви | Даллас, Техас, США | 9500 | 2011 |
| База ВВС США Люк | Феникс, Аризона, США | ГП-2500 | 1988 |
| Аэропорт Лиона | Лион, Франция | GHP-2800 4-трековый | 1992 |
| Международный аэропорт Луисвилля | Луисвилл, Кентукки, США | GHP-2800 4-трековый | 2003 |
| Международный аэропорт Луисвилля | Луисвилл, Кентукки, США | GHP-2800 4-трековый | 2005 |
| Аэропорт Лиона | Лион, Франция | ГП-3000 | |
| Аэропорт Маастрихт / Ахен | Маастрихт, Нидерланды | ГП-2500 | |
| Международный аэропорт Макао | Макао | GHP-2800 4-трековый | 2008 |
| Аэропорт Мадиера | Мадиера, Португалия | C-650-S | 2000 |
| Аэропорт Магве | Магве, Мьянма | ГП-2500 | 2002 |
| Аэропорт Македония | Салоники, Греция | C-650-S | 1997 |
| Малайский аэропорт | Малай, Филиппины | GP-2400 4-трековый | 2015 |
| База ВВС Мальмстрем | Грейт-Фолс, Монтана, США | ГП-2500 | 1987-1988 |
| Международный аэропорт Манбантота | Маттала, Шри-Ланка | GP-2400 4-трековый | 2012 |
| Аэропорт Манчестера | Манчестер, Англия | GHP-2800 4-трековый | 1998 |
| Международный аэропорт Манчестера | Манчестер, Англия | GHP-2800 4-трековый | 2002-2005 |
| Авиабаза морской пехоты | Тастин, Калифорния, США | GP-3500 | 1987 |
| Аэропорт Марселя | Марсель, Франция | GP-3000 4-трековый | 1991–1997 |
| Мазовецкое | Варшава, Польша | GP-4000 4-трековый | 2011-2012 |
| Международный аэропорт Маккаран | Лас-Вегас, Невада, США | асфальтоукладчик не проверен | 1990–1991 |
| База ВВС США Макклеллан | Калифорния, США | GP-3500 | 1987 |
| База ВВС МакКорд | Tacoma, Вашингтон, США | С-450 | 1981 |
| Международный аэропорт Мемфиса | Мемфис, Теннесси, США | ГП-3000 | 1988 |
| Международный аэропорт Мемфиса | Мемфис, Теннесси, США | С-450 | 1991 |
| Международный аэропорт Мемфиса | Мемфис, Теннесси, США | GHP-2800 | 2006 |
| Международный аэропорт Мемфиса | Мемфис, Теннесси, США | 9500, PS-2600, Commander III 4-трековый, GHP-2800 2-трековый | 2012 |
| Аэропорт Меца | Мец, Франция | ГП-2500 | 1992 |
| Аэропорт Майами | Майами, Флорида, США | С-450 | 1984 |
| Аэропорт Майами | Майами, Флорида, США | C-650-F | 1986 |
| Аэропорт Мидуэй | Чикаго, Иллинойс, США | ПС-60 | 1992 |
| Военный аэропорт | Бахрейн | ГП-2500 | 1986 |
| Военный аэропорт | Турция | C-650-F | 1997 |
| Военный аэропорт | Нидерланды | ГП-2500 | |
| Муниципальный аэропорт Миллера | Миллер, Южная Дакота, США | GHP-2800 2-трековый | 2015 |
Миннеаполис-Стрит. Международный аэропорт Пол Международный аэропорт Пол | Миннеаполис-Стрит. Пол, Миннесота, США | ПС-60, GP-2600 2-трековый, T / C-600 | 2013 |
| Миннеаполис-Стрит. Международный аэропорт Пол | Миннеаполис-Стрит. Пол, Миннесота, США | C-450-X | 1976 |
| Миннеаполис-Стрит. Международный аэропорт Пол | Миннеаполис-Стрит. Пол, Миннесота, США | GHP-2800 | 1996 |
| Миннеаполис-Стрит.Международный аэропорт Пол | Миннеаполис-Стрит. Пол, Миннесота, США | ГХП-2800, ПС-60 | 2005 |
| Международный аэропорт Майнот | Майнот, Северная Дакота, США | GHP-2800 2-трековый | 2015 |
| Национальный аэропорт Минск | Минск, Беларусь | GP-2800 4-трековый, T / C-600 | 2017 |
| Аэропорт Москва | Москва, СССР | ГП-2500 | |
| Московский аэропорт Домодедево | Москва, Россия | GP-4000, GHP-2800 4-трековый, PS-2600, T / C-600 | 2005 |
| Москва Аэропорт Шереметьево | Шереметьево, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 2005-2011 |
| Международный аэропорт Миссула | Миссула, Монтана | Xtreme GT-3600, 3D без струн | 2020 |
| Аэропорт Мюнхена | Мюнхен, Германия | ГП-2500 | 1989 |
| Аэропорт Мьянмы | Бокфин, Мьянма | ГП-2600, Т / С-600 | 2003 |
| База канадских вооруженных сил Намао | Эдмонтон, Альберта, Канада | Commander III 4-трековый | 1991 |
| Международный аэропорт Нэшвилла | Нашвилл, Теннесси, США | GP-3500 | 1991 |
| Международный аэропорт Нэшвилла | Нашвилл, Теннесси, США | GP-2600 2-трековый | 2002 |
| База ВВС Неллис | Лас-Вегас, Невада, США | ГП-2500Б | 1986 |
| База ВВС Неллис | Лас-Вегас, Невада, США | ГП-2500 | 1988 |
| Новый международный аэропорт Дохи | Доха, Катар | РТП-500 | 2010-2011 |
| Новый международный аэропорт Дохи | Доха, Катар | GP-2600 2-трековый, T / C-400, PS-2600 | 2011 |
| Аэропорт округа Нью-Ганновер | Уилмингтон, Северная Каролина, США | GP-3500 | 1989 |
| Международный аэропорт Нового Орлеана | Новый Орлеан, Луизиана, США | РТП-500 | 2017 |
| Новый аэропорт Шанхая | Шанхай, Китай | GP-2400 4-трековый, IDBI | 2018 |
| Авиабаза Ниагара-Фолс | Ниагарский водопад, Нью-Йорк, США | RTP-500, GHP-2800 4-трековый | 2012 |
| Международный аэропорт Ниагара Фолс | Ниагарский водопад, Нью-Йорк, США | RTP-500, GHP-2800 4-трековый | 2018 |
| Международный аэропорт Бениньо Акино | Манила, Филиппины | С-450, ГП-2000 | 1996 |
| Международный аэропорт Бениньо Акино | Манила, Филиппины | GP-2400 4-трековый | 2015 |
Н. Казандзакис аэропорт Казандзакис аэропорт | Ираклион, Греция | C-650-S | |
| Международный аэропорт Нки Бай | Ханой, Вьетнам | Командир III | 2014 |
| Северо-Центральный региональный аэропорт штата Миссури | Брукфилд, Миссури, США | GHP-2800 4-трековый | 2014 |
| Аэропорт Ноттингем Ист-Мидлендс | Ноттингем, Англия | GHP-2800 4-трековый | 2002-2005 |
| Международный аэропорт Одесса | Одесса, Украина | GP4 4-трековый, IDBI, T / C-600 | 2018-2019 |
| База ВВС Оффут | Омаха, Небраска, США | Командир III | 1986-1987 |
| Огузели (Газиантеп) Аэропорт | Газиантеп, Турция | С-450 | 2001 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | ГП-2500Б | 1987 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | GP-3500 | 1988 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | GP-5000 | 1988 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | GP-5000 | 1991 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | PS-2600, GHP-2800 4-трековый, C-750, T / C-600, триммер 9500 | 2006-2007 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | ГХП-2800, ПС-2600 | 2009 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | GHP-2800 2-трековая, 7500 россыпная форма | 2011 |
| Международный аэропорт О’Хара | Чикаго, Иллинойс, США | GHP-2800 4-трековый, IDBI, 9500 триммер | 2018-2019 |
| Международный аэропорт Онтарио | Онтарио, Калифорния, США | GHP-2800 2-трековый, 3D без струн, четырехдорожечный Commander III, 9500 | 2020 |
| Международный аэропорт Орландо | Орландо, Флорида, США | GP-4000 4-дорожечная IDBI, PS-60 | 2002 |
| Международный аэропорт Орландо Сэнфорд | Сэнфорд, Флорида, США | GP-2400 4-трековый | 2014 |
| Муниципальный аэропорт Оранжбурга | Оранжбург, Южная Каролия | GP-2600 | 2006 |
| Аэропорт Орли | Париж, Франция | GP-3000 4-трековый | |
| Аэропорт Орли | Париж, Франция | ГП-2500 | |
| Аэропорт Орли | Париж, Франция | GHP-2800 4-трековый, GP-3000 4-трековый | |
| Аэропорт Орли | Париж, Франция | GHP-2800 | 1998 |
| Аэропорт Орли | Париж, Франция | GHP-2800, 4 дорожки, Commander III, 4 дорожки | 2004-2010 |
| Аэропорт Осло | Осло, Норвегия | C-650-S, SL-650, Commander III, 4 гусеницы | 1996, 1998 |
| Муниципальный аэропорт Оттавы | Оттава, Канзас, США | 9000 триммер | 2006 |
| Аэропорт Уджда | Уджда, Марокко | GP-2600 | 2009 |
| Международный аэропорт Палермо | Палермо, Сицилия | Commander III 4-трековый | 2012-2013 |
| Международный аэропорт Панама-Сити-Бэй | Панама-Сити, Флорида, США | PS-2600, GP-2600 2-трековый | 2009 |
| Аэропорт Пелла | Пелла, Айова, США | ГП-2500 | 1999 |
| Региональный аэропорт Пенсакола | Пенсакола, Флорида, США | GP-2600 | 2006-2007 |
| Аэропорт Пермь | Пермь, Россия | GP-4000 | 2001 |
| Аэропорт Пермь | Пермь, Россия | GHP-2800 4-трековый, PS-2600, T / C-600 | 2002 |
| Международный аэропорт Филадельфии | Филадельфия, Пенсильвания, США | ГП-3000 | 1987, 1989, 1991 |
| Феникс-Меса Gateway, аэропорт | Меса, Аризона, США | GP4 4-трековый | 2018 |
| Международный аэропорт Финикс Скай Харбор | Феникс, Аризона, США | ГП-4000 4-х трековый IDBI, 9500 росс. | 2001, 2003 |
| Международный аэропорт Финикс Скай Харбор | Феникс, Аризона, США | GP-4000 2-трековый | 2004 |
| Международный аэропорт Финикс Скай Харбор | Феникс, Аризона, США | GP4 2-трековый | 2018 |
| Международный аэропорт Фукуока | Остров Фукуок, Вьетнам | С-450 | 2016 |
| Международный аэропорт Питтсбург | Питтсбург, Пенсильвания, США | асфальтоукладчик не проверен | 2005 |
| Аэропорт Плейку | Плейку, Вьетнам | GP-2400 | 2017 |
| Международный аэропорт Порт Колумбус | Колумбус, Огайо, США | ГП-2500 | 1990–1991 |
| Международный аэропорт Портленда | Портленд, Орегон, США | РТП-500, ГП-2400 | |
| Аэропорт Пуэрто Кабесас | Пуэрто Кабесас, Никарагуа | GT-6300 4-трековый, T / C-400 | 2009 |
| Аэропорт Пулково | г. Санкт-Петербург, Россия Санкт-Петербург, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 2006-2011 |
| Quad City Аэропорт | Молин, Иллинойс, США | GP-3500 | 1987 |
| Международный аэропорт Квебека | Квебек, Квебек, Канада | ГП-2000 | 1989 |
| RAF Fairford | Глостершир, Англия | Commander III, 4 гусеницы, GHP-2800, 4 гусеницы | 2002 |
| Аэропорт Роли-Дарем | Роли-Дарем, Северная Каролина, США | ГП-2500 | 1987 |
| Региональный аэропорт Рапид-Сити | Rapid City, Южная Дакота, США | 9500, GHP-2800, Т / С-400 | 2003 |
| Международный аэропорт Рино Кэннон | Рино, Невада, США | ГП-3000 | 1989 |
| Международный аэропорт Рино Кэннон | Рино, Невада, США | ГП-2500 | 1991 |
| Аэропорт Родоса | Родос, Греция | С-450 | 1994 |
| Аэропорт Рикенбакера | Колумбус, Огайо, США | Commander III 4-трековый | 2009 |
| Аэропорт Рио-де-Жанейро | Рио-де-Жанейро, Бразилия | GP-2600 | 1996 |
| Международный аэропорт Сакраменто | Сакраменто, Калифорния, США | GHP-2800 4-трековый | 2016, 2017 |
| Международный аэропорт Сайпан | Сайпан, Содружество Северных Марианских островов | Новое поколение C-450 | 2002 |
| Международный аэропорт Солт-Лейк-Сити | Солт-Лейк-Сити, Юта, США | россыпь 9500, ГП-3500, ГП-4000 | 1994-1995 |
| Международный аэропорт Сан-Бернардино | Сан-Бернардино, Калифорния, США | Commander III 4-трековый | 2010 |
| Международный аэропорт Сан-Бернардино | Сан-Бернардино, Калифорния, США | GP-4000 4-трековый | 2020 |
| Аэропорт Сан-Франциско | Сан-Франциско, Калифорния, США | GP-4000 | 1995 |
| Аэропорт Сантьяго | Сантьяго, Чили | GP-2600 2-трековый, T / C-400 | 1999 |
| Аэропорт Сантьяго | Сантьяго, Чили | GP-2400 2-трековый, T / C-400 | 2016 |
| Международный аэропорт Саванны | Саванна, Джорджия, США | GHP-2800 2-трековый | 1993 |
| Schaumburg Air Park | Шаумбург, Иллинойс, США | ГХП-2800, ПС-2600 | 1995 |
| База ВВС Скотт | Иллинойс, США | россыпь 9500, ГХП-2800 | 1997 |
| Международный аэропорт Сиэтл-Такома | Сиэтл, Вашингтон, США | GP-3500 | 1987 |
| Международный аэропорт Сиэтл-Такома | Сиэтл, Вашингтон, США | GP-3500 | 1991 |
| Международный аэропорт Сиэтл-Такома | Сиэтл, Вашингтон, США | 9500, ГП-3000, Т / С-400Б | 1992 |
| Международный аэропорт Сиэтл-Такома | Сиэтл, Вашингтон, США | ГП-2000 | 1997 |
| Международный аэропорт Сиэтл-Такома | Сиэтл, Вашингтон, США | GHP-2800 2-трековый | 2007 |
| База ВВС Сеймур Джонсон | Голдсборо, Северная Каролина, США | GHP-2800 4-трековый, GHP-2800 2-трековый, PS-2600, 3D без струн | 2015 |
| База ВВС Сеймур Джонсон | Голдсборо, Северная Каролина, США | GP4 2-трековый | 2018 |
| Международный аэропорт Шереметьево | Москва, Россия | ГХП-2800, ПС-600, Т / С-600 | 2006 |
| Сингапурский военный аэропорт Чанги | Сингапур | C-650-F | 1996 |
| Региональный аэропорт Су-Фолс | Су-Фолс, Южная Дакота, США | GP-4000 | 2012 |
| Аэропорт Су-Гейтуэй | Су-Сити, Айова, США | К-650 | 1984 |
| Аэропорт Су-Гейтуэй | Су-Сити, Айова, США | ГП-2500 | 1989 |
| Международный аэропорт имени сэра Сиреце Хама | Габероне, Ботсвана | Commander III 4-трековый, T / C-600 | 2008-2009 |
| Аэропорт Сукарно-Хаффа | Джакарта, Индонезия | C-650-F | |
| Региональный аэропорт Юго-Западной Флориды | Форт-Мейерс, Флорида, США | ГП-2500 | 1991 |
| Национальный аэропорт Спрингфилд-Брэнсон | Спрингфилд, Миссури, США | GHP-2800 4-трековый | 2011 |
| Муниципальный аэропорт Спрингфилда | Спрингфилд, Огайо, США | ГП-2500 | 1983 |
| Региональный аэропорт Спрингфилда | Спрингфилд, Миссури, США | ГП-2500 | 1986 |
| Аэропорт Станстед | Лондон, Англия | 8500В | |
| Аэропорт Станстед | Лондон, Англия | Commander III 4-трековый | 1993 |
| Аэропорт Станстед | Лондон, Англия | GHP-2800 4-трековый | 1997-2005 |
| Аэропорт Станстед | Лондон, Англия | GHP-2800 | 1999 |
| Аэропорт Станстед | Лондон, Англия | GHP-2800 4-трековый | 2005-2008 |
| Международный аэропорт Стэплтон | Денвер, Колорадо, США | ГП-2500 | 1977 |
| Международный аэропорт Стэплтон | Денвер, Колорадо, США | ГП-2500 | 1986 |
ул. Облачный региональный аэропорт Облачный региональный аэропорт | Сент-Клауд, Миннесота, США | GHP-2800, Т / С-600 | 2001 |
| Международный аэропорт Сент-Джонс | Сент-Джонс, Ньюфаундленд, Канада | С-450, Спанит | 2011, 2017 |
| Аэропорт Сент-Луис | Сент-Луис, Миссури, США | Стяжка Hawkeye | 1982 |
| ул.Луи аэропорт | Сент-Луис, Миссури, США | Триммер 9500, GP-2600 | 2004 |
| Аэропорт Санкт-Петербург | Санкт-Петербург, Россия | GP-4000, GHP-2800 4-трековый, PS-2600, T / C-600 | 2005 |
| Аэропорт Санкт-Петербург | Санкт-Петербург, Россия | PS-2600, GHP-2800 4-трековый | 2005-2007 |
| Международный аэропорт Субанг (аэропорт Султана Абдул Азиза Шаха [SAAS]) | Малайзия | ГП-2500 | 1993 |
| Аэропорт Салливан | Салливан, Миссури, США | ГП-2500 | |
| Аэропорт Суварнабхуми | Бангкок, Таиланд | ГП-2600, Т / С-400 | 2004, 2017 |
| Военно-воздушная база Швейцарии | Цюрих, Швейцария | GP-2400 4-трековый | 2017 |
| Международный аэропорт Тайвань Таоюань | Тайбэй, Тайвань | GP-2400 2-трековый | 2015 |
| Аэропорт Тампа | Тампа, Флорида, США | ГП-2500 | 1981 |
| Международный аэропорт Тампа | Тампа, Флорида, США | GHP-2800 | 2003 |
| Международный аэропорт Таншоннят | Хошимин, Вьетнам | С-450 | |
| Международный аэропорт Таншоннят | Хошимин, Вьетнам | GP-2400 | 2017 |
| Международный аэропорт Таоюань | Тайвань | GP-2400 4-трековый | 2015 |
| Ташкент Международный | Узбекистан | GHP-2800 4-трековый, T / C-600 | 2004 |
| Аэропорт Тхань Хоа | Сан-Ванг, Вьетнам | Командир III | 2016 |
| Авиабаза Тумрейт | Тумрайт, Оман | GHP-2800, 4 дорожки (2), PS-2600 (2), T / C-400 (2) | 2003 |
| База ВВС Тинкер | Оклахома-Сити, Оклахома, США | C-650-F | 1979 |
| Аэропорт Толедо Экспресс | Толедо, Огайо, США | ГП-2000, ГП-3000 ДБИ, ПС-48, ПС-60, Т / С-400 | 1991 |
| Международный аэропорт Торонто | Торонто, Альберта, Канада | GHP-2800 4-трековый | 2008 |
| Международный аэропорт Тулуза Бланьяк | Тулуза, Франция | Commander III 4-трековый | 2006 |
| Аэропорт Тулузы | Тулуза, Франция | GHP-2800 4-трековый | 1993 |
| Авиабаза Национальной гвардии Талса | Талса, Оклахома, США | 9500 россыпь, GHP-2800 4-х трековая, T / C-600 | 2012 |
| Турция | Кахраманмарад, Турция | GP-2600 2-трековый | 2010-2011 |
| Турция | Турция | GHP-2800 | 2004 |
| База ВВС Тиндаль | Флорида (недалеко от Панама-Сити), США | ГП-2500 | 1988 |
| Международный аэропорт Ван Дон | Район Ван Дон, Вьетнам | Коммандер III, GP-2400 | |
| Международный аэропорт Винь | Винь, Вьетнам | Командир III | 2015 |
| Владивосток Международный | Владивосток, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 2009-2013 |
| Внуково Международный | Москва, Россия | PS-2600, GHP-2800 4-трековый, T / C-600 | 2009-2013 |
| Аэропорт Восточный | Ташкент, Узбекистан | GHP-2800, Т / С-400 | 2000 |
| База ВВС Уайтмен | Ноб Ностер, Миссури, США | ГП-2500 | |
| База ВВС Уайтмен | Ноб Ностер, Миссури, США | Commander III 3-трековый | 1989 |
| База ВВС Уайтмен | Ноб Ностер, Миссури, США | GP-3500 | 1990, 1992 |
| Аэропорт Уичито | Уичито, Канзас, США | GP-3000 2-трековый | 1992 |
| Аэропорт Уичито Мид-Континент | Уичито, Канзас, США | 9500 | 1989 |
| Региональный аэропорт округа Уильямсон | Мэрион, Иллинойс, США | Commander III 4-трековый | 1990 |
| Международный аэропорт Виннипег | Виннипег, Манитоба, Канада | ГП-2500Б | 1986 |
| Международный аэропорт Виннипег | Виннипег, Манитоба, Канада | Командир III | 1989 |
| База ВВС Райт-Паттерсон | Дейтон, Огайо, США | HW-165 | 1983 |
| База ВВС Райт-Паттерсон | Дейтон, Огайо, США | ГП-2500 | 1985 |
| База ВВС Райт-Паттерсон | Дейтон, Огайо, США | асфальтоукладчик не проверен | 2010, 2012 |
| Международный аэропорт Цюриха | Цюрих-Клотен, Швейцария | ГП-2500Б | 1988–1994 |
| Международный аэропорт Цюриха | Цюрих-Клотен, Швейцария | GHP-2800 | 1995–1996 |
| Международный аэропорт Цюриха | Цюрих-Клотен, Швейцария | GHP-2800 | 1999 |
Если мы пропустили ваш проект, сообщите нам об этом по электронной почте на адрес bwonder @ gomaco. com. com. | |||
Китай производитель машин для производства бетонных блоков, машина для производства бетонных стеновых панелей из пенополистирола, поставщик производственной линии блоков AAC
Машина для производства блоков кирпича
Цена FOB: 40 000–45 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 5 000-60 000 долларов США / набор
Мин. Порядок:
1 комплект
Порядок:
1 комплект
Цена FOB: 5 000-60 000 долларов США / набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 21 800–22 900 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 38 000–64 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
Видео
Цена FOB: 35 000–50 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 10 000–14 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 63 000–200 000 долларов США / Набор
Мин. Порядок:
1 комплект
Видео
Цена FOB: 70 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасEPS Машина для производства легких бетонных стеновых панелей
Видео
Цена FOB: 15 000–30 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 20 000-200 000 долларов США / Набор
Мин. Порядок:
1 комплект
Порядок:
1 комплект
Видео
Цена FOB: 27 000–360 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 20 000-200 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 35 000–450 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
Видео
Цена FOB: 25 000–50 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 10 800–200 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасЦена FOB: 35 000–450 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
Видео
Цена FOB: 8 000-200 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 25 000–350 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасБлок-машина AAC
Видео
Цена FOB: 400 000–600 000 долларов США / Набор
Мин. Порядок:
1 комплект
Порядок:
1 комплект
Видео
Цена FOB: 400 000–600 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 400 000–600 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасЦена FOB: 200 000–1 000 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
Цена FOB: 600 000–2 000 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 400 000–1 000 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 400 000–1 000 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
Видео
Цена FOB: 400 000–1 000 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасВидео
Цена FOB: 400 000–1 000 000 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасЦена FOB: 200 000–1 000 000 долларов США / Кусок
Мин. Порядок:
1 кусок
Порядок:
1 кусок
бетонный завод
Видео
Цена FOB: 100 000–300 000 долларов США / Набор
Мин.Порядок: 1 комплект
Связаться сейчасВидео
Цена FOB: 32 999–75 999 долларов США / Кусок
Мин.Порядок: 1 кусок
Связаться сейчасПрофиль компании
{{util. each (imageUrls, function (imageUrl) {}}
{{})}}
{{if (imageUrls.длина> 1) {}}
{{}}} Информация с пометкой «» проверена
SGS
each (imageUrls, function (imageUrl) {}}
{{})}}
{{if (imageUrls.длина> 1) {}}
{{}}} Информация с пометкой «» проверена
SGSВВЕДЕНИЕ
КОМПАНИЯ
Компания Hongfa Group, являющаяся национальным лидером Китая по размеру, масштабам, качеству и технологиям, определяется такими атрибутами бренда, как лидерство в отрасли, инновации и устойчивость.С момента своего основания в 1990 году Hongfa Group более 20 лет стремится разрабатывать экологически чистое и энергосберегающее оборудование для строительных материалов, предлагая богатый опыт и выдающийся вклад в мир, сохраняя лидирующие позиции по объему продаж в Китае. с тех пор.
…
оборудование чистки тротуарной плитки блока, Паверс мойки под давлением
Все виды мытья полов с помощью аппаратов для мытья под давлением
Тротуарная плитка нуждается в регулярной чистке и уходе, чтобы она выглядела привлекательно, а также для предотвращения роста сорняков. Техническое обслуживание обычно включает в себя регулярную чистку водой и мягкими моющими средствами, но на самом деле это не позволяет поддерживать даже асфальтированный пол в хорошем состоянии, особенно если происходит интенсивное накопление грязи и стойкие пятна, вызванные различными веществами.
Техническое обслуживание обычно включает в себя регулярную чистку водой и мягкими моющими средствами, но на самом деле это не позволяет поддерживать даже асфальтированный пол в хорошем состоянии, особенно если происходит интенсивное накопление грязи и стойкие пятна, вызванные различными веществами.
Типы асфальтоукладчиков, обычно используемых для наружных работ
Доступны различные типы брусчатки, такие как бетонная брусчатка, брусчатка из натурального камня и блокирующая брусчатка, которые обеспечивают легкую установку без использования раствора, и даже брусчатку из глиняного кирпича, которые становятся прочными и долговечными, обжигая их в печи при очень высокой высокие температуры.Камни для мощения используются на внутренних двориках, подъездных дорожках, пешеходных дорожках, автостоянках и во многих местах на открытом воздухе.
Зачем использовать мойки высокого давления?
Уход за твердыми поверхностями, такими как пол из брусчатки, может быть непростой задачей. Чтобы асфальтоукладчик оставался чистым и привлекательным, необходимо использовать чистящие машины правильного типа. Мощная система мойки под давлением представляет собой идеальную машину для очистки тротуарной плитки и настоятельно рекомендуется для очистки и обслуживания асфальтоукладчика.Мойки высокого давления работают как идеальные машины для очистки мощеных поверхностей, поскольку они удаляют скопившуюся грязь, сажу, мусор и множество твердых и стойких отложений с помощью грубой силы воды.
выбрасывается на поверхность асфальтоукладчика под высоким давлением.
Чтобы асфальтоукладчик оставался чистым и привлекательным, необходимо использовать чистящие машины правильного типа. Мощная система мойки под давлением представляет собой идеальную машину для очистки тротуарной плитки и настоятельно рекомендуется для очистки и обслуживания асфальтоукладчика.Мойки высокого давления работают как идеальные машины для очистки мощеных поверхностей, поскольку они удаляют скопившуюся грязь, сажу, мусор и множество твердых и стойких отложений с помощью грубой силы воды.
выбрасывается на поверхность асфальтоукладчика под высоким давлением.
Преимущество использования очистителей асфальтоукладчиков с использованием передовых технологий
Мощная машина для чистки тротуарной плитки работает с давлением до 3000 фунтов на квадратный дюйм или около того.Высокое давление от лучшего оборудования для чистки больших плит брусчатки может помочь удалить даже те отложения, которые проникли глубже в плиту. Убедитесь, что вы выбрали установки для мытья под давлением, оснащенные передовыми технологиями и функциями, которые могут сделать очистку брусчатки быстрее и эффективнее.
Убедитесь, что вы выбрали установки для мытья под давлением, оснащенные передовыми технологиями и функциями, которые могут сделать очистку брусчатки быстрее и эффективнее.
Системы мойки под давлением с правильными характеристиками могут обеспечить потрясающие результаты очистки. Ведущие поставщики поставляют машины для очистки тротуарной плитки, которые можно использовать в качестве аппарата для мытья под давлением холодной воды, горячей воды или пара для очистки всех типов тротуарной плитки с высочайшей степенью эффективности, удаляя все типы пятен и грязи со стен зданий, тротуаров, дорожки, брусчатка, бетон, цемент, кирпич, камень и многие другие наружные поверхности.
Преимущества превосходных систем очистки
Для очистки брусчатки настоятельно рекомендуется использовать машину для мойки дорожек под давлением, работающую на топливе или газе, поскольку такие машины обладают дополнительным преимуществом в виде высокой мобильности и отличных результатов очистки. Преимущества использования оборудования для очистки грязной брусчатки от лучшего поставщика в бизнесе:
Преимущества использования оборудования для очистки грязной брусчатки от лучшего поставщика в бизнесе:
- Могут использоваться в различных температурных режимах.
- Высокие уровни давления обеспечивают всестороннюю очистку, но необходимо соблюдать осторожность и использовать более низкое давление на асфальтоукладчике, которое может быть разрушено при более высоком давлении потока.
- Они обладают высокой пропускной способностью для улучшенной очистки.
- Удаляет все виды отложений быстрее, чем любое другое чистящее оборудование.
Мойки высокого давления Daimer® — лучшее оборудование для очистки тротуарной плитки.Daimer® поставляет дизельные двигатели для тяжелых условий эксплуатации, в которых используются сверхвысокие температуры, а также несравненные технологии, которые повышают производительность и облегчают работу операторов.
Тротуарная опалубка — Интерактивное покрытие
Укладка скользящей опалубки — это процесс, используемый для консолидации, придания геометрической формы и обработки поверхности массы PCC путем непрерывного протягивания форм через пластиковую бетонную массу и окружения ее.
Укладка скользящей формы лучше всего подходит для больших работ, требующих высокой производительности.Особые преимущества укладки скользящей формы следующие (ACPA, 1995 [1] ):
- Использует PCC с низкой оседанием. PCC с низкой оседанием (порядка 0–75 мм (0–3 дюйма)) необходим для того, чтобы свежий PCC мог сохранять свою форму после прохождения бетоноукладчика скользящей формы. PCC с низкой осадкой может быть изготовлен с меньшим количеством воды и обычно имеет более высокую прочность на сжатие и изгиб, чем сопоставимые смеси с высокой осадкой.
- Высокая производительность . Большие рабочие места обычно требуют высокой производительности, чтобы быть прибыльными. Производительность по укладке скользящей формы обычно находится в диапазоне 65 — 100 м 3 / час (85 — 131 ярд 3 / час) для основной укладки. Это означает 70–90 м / час (230–300 футов / час), ширину 3,66 м (12 футов) и толщину слоя PCC 250 мм (10 дюймов).
- Гладкая поверхность катания . Автоматизация и компьютерное управление позволяют асфальтоукладчикам со скользящими формами создавать очень гладкие дорожные покрытия (IRI порядка 0,90 м / км или меньше).
 Производительность по укладке скользящей формы обычно находится в диапазоне 65 — 100 м 3 / час (85 — 131 ярд 3 / час) для основной укладки. Это означает 70–90 м / час (230–300 футов / час), ширину 3,66 м (12 футов) и толщину слоя PCC 250 мм (10 дюймов).
Производительность по укладке скользящей формы обычно находится в диапазоне 65 — 100 м 3 / час (85 — 131 ярд 3 / час) для основной укладки. Это означает 70–90 м / час (230–300 футов / час), ширину 3,66 м (12 футов) и толщину слоя PCC 250 мм (10 дюймов).В этом разделе представлены размещение, уплотнение, отделка и отверждение PCC, как это обычно делается при укладке скользящей формы.Чаще всего эти этапы выполняются с помощью трех единиц оборудования: укладчика / распределителя (используется для черновой укладки), бетоноукладчика (используется для окончательного укладки, уплотнения и начальной отделки) и машины для текстурирования и отверждения. Эти машины обычно перемещаются вместе последовательно по длине проекта.
Россыпь / разбрасыватель
Россыпи / разбрасыватели используются не всегда. Они размещают дозированную подачу PCC перед асфальтоукладчиком с помощью ряда конвейерных лент, шнеков, плугов и запорных устройств (см. Рисунки 1 и 2).Использование укладчика / разбрасывателя позволяет подрядчику принимать материал от транспортных средств и размещать равномерное количество PCC перед всей шириной асфальтоукладчика, сводя к минимуму сегрегацию.
Они размещают дозированную подачу PCC перед асфальтоукладчиком с помощью ряда конвейерных лент, шнеков, плугов и запорных устройств (см. Рисунки 1 и 2).Использование укладчика / разбрасывателя позволяет подрядчику принимать материал от транспортных средств и размещать равномерное количество PCC перед всей шириной асфальтоукладчика, сводя к минимуму сегрегацию.
Рисунок 1. Большой укладчик / разбрасыватель. | Рис. 2. Меньшие разбрасыватели. |
Асфальтоукладчик
Асфальтоукладчик обычно выполняет стяжку, уплотнение и первичную отделку.Типичный самоходный асфальтоукладчик на гусеничном ходу работает со скоростью от 1 до 2,5 м / мин (от 3 до 8 футов / мин) (ACPA, 1995 [1] ). Некоторые асфальтоукладчики оборудованы для установки арматуры (при необходимости), дюбелей и анкерных стержней. На рис. 4 показан основной процесс укладки скользящей формы под асфальтоукладчиком. Сначала шнек распределяет PCC перед разделительной пластиной. Во-вторых, разделительная плита (стяжка) удаляет лишние части установленного шнеком PCC и приближает плиту к ее окончательной отметке.В-третьих, PCC закреплен группой вибраторов. В-четвертых, трамбовка (обычно со скоростью от 0 до 150 ходов в минуту), если она есть, выталкивает крупные частицы заполнителя под поверхность плиты. Наконец, профильные панели выравнивают плиту на нужном уровне и обеспечивают начальную отделку. В оставшейся части этого раздела этот процесс описывается более подробно.
На рис. 4 показан основной процесс укладки скользящей формы под асфальтоукладчиком. Сначала шнек распределяет PCC перед разделительной пластиной. Во-вторых, разделительная плита (стяжка) удаляет лишние части установленного шнеком PCC и приближает плиту к ее окончательной отметке.В-третьих, PCC закреплен группой вибраторов. В-четвертых, трамбовка (обычно со скоростью от 0 до 150 ходов в минуту), если она есть, выталкивает крупные частицы заполнителя под поверхность плиты. Наконец, профильные панели выравнивают плиту на нужном уровне и обеспечивают начальную отделку. В оставшейся части этого раздела этот процесс описывается более подробно.
Рис. 4. Типовая схема работы асфальтоукладчика со скользящими формами.
Асфальтоукладчики со скользящими формами сначала используют шнек для окончательного распределения материала, а затем удаляют PCC на нужной высоте с помощью простой разделительной пластины или стяжки.
Консолидация
После укладки асфальтоукладчик уплотняет свежий ОКК с помощью ряда вибраторов (Рисунок 5). Как правило, наиболее эффективное положение вибратора — после отбойного механизма и на конечном подъеме плиты. В зависимости от конструкции смеси и глубины плиты вибраторы обычно устанавливаются в диапазоне 7 000–9 000 полуколебаний в минуту (VPM). Вибраторы располагаются рядом друг с другом так, чтобы их зоны воздействия перекрывались примерно на 50–75 мм (2–3 дюйма) при нормальной скорости асфальтоукладчика (ACPA, 1995 [1] ).Разрывы между зонами воздействия (вызванные неправильной настройкой вибратора или чрезмерно быстрой работой асфальтоукладчика) могут вызвать сегрегацию (ACPA, 1995 [1] ). В большинстве асфальтоукладчиков используется полностью регулируемое расстояние между вибраторами для учета различных условий и типов смеси, при этом обеспечивая адекватное перекрытие зон воздействия.
Как правило, наиболее эффективное положение вибратора — после отбойного механизма и на конечном подъеме плиты. В зависимости от конструкции смеси и глубины плиты вибраторы обычно устанавливаются в диапазоне 7 000–9 000 полуколебаний в минуту (VPM). Вибраторы располагаются рядом друг с другом так, чтобы их зоны воздействия перекрывались примерно на 50–75 мм (2–3 дюйма) при нормальной скорости асфальтоукладчика (ACPA, 1995 [1] ).Разрывы между зонами воздействия (вызванные неправильной настройкой вибратора или чрезмерно быстрой работой асфальтоукладчика) могут вызвать сегрегацию (ACPA, 1995 [1] ). В большинстве асфальтоукладчиков используется полностью регулируемое расстояние между вибраторами для учета различных условий и типов смеси, при этом обеспечивая адекватное перекрытие зон воздействия.
Рис. 6. Боковые формы и профильный поддон. | Рис. 7. Ручная чистовая обработка за асфальтоукладчиком. |

Начальная чистовая
Первоначальная отделка выполняется путем выдавливания массы PCC через движущуюся форму, состоящую из основного слоя (внизу), боковых форм (вертикальные края асфальтоукладчика) и профильного поддона (плоские части асфальтоукладчика, установленные за вибратором) (Рисунок 6 ). Экструзия РСС через полученную прямоугольную форму обеспечивает окончательные размеры плиты, а также служит для погружения более крупных частиц заполнителя под поверхность, что приводит к гладкой поверхности.Некоторые асфальтоукладчики также оснащены гидравлическим трамбовщиком (иногда называемым «джиттербаг»), расположенным сразу за вибраторами. При движении вверх и вниз панель тампера считается (ACPA, 1995 [1] ):
- Способствует консолидации и отделке, утрамбовывая крупные частицы заполнителя под поверхностью плиты.
- Удерживайте крупный агрегат в движении в месте, где он может останавливаться или застревать.
- Продолжайте движение материала вокруг вибраторов, чтобы он не собирался и не создавал проблем с потоком.

Тем не менее, для многих работ тампер может не понадобиться. Хотя он отталкивает крупный заполнитель от поверхности, облегчая отделку, он также может создавать богатый строительным раствором поверхностный слой, который может окаливаться или покрываться трещинами (USACE, 1995 [2] ). Обычно трамбовка не требуется для хорошо разработанной смеси РСС, однако она может быть полезна при отделке жесткой смеси с низкой оседанием.
Дополнительная чистовая обработка, при необходимости, выполняется сразу за поддоном профиля и обычно выполняется с помощью простых поплавков (Рисунок 7).Микротекстурирование обычно выполняется путем перетаскивания части мешковины (Рисунок 8) или искусственного газона (Рисунок 9) за асфальтоукладчик.
Рис. 8. Тяга мешковины. | Рис. 9. Сопротивление искусственного газона. |
Машина для текстурирования и отверждения
Текстурирующая и отверждающая машина следует за асфальтоукладчиком и используется для придания макротекстуры (обычно путем перетаскивания тонированного инструмента по свежему тротуару — Рис. 10) и нанесения отверждающей мембраны на тротуар.Иногда асфальтоукладчик оснащается окучивающей машиной, а для нанесения отверждающей мембраны используется отдельная машина. Хотя раньше это было довольно распространено, покрытие PCC со скользящей формовкой редко, если вообще когда-либо, отверждается водой из-за высоких материальных и трудовых затрат. На рисунках 11 и 12 показаны работающие вулканизирующие машины.
10) и нанесения отверждающей мембраны на тротуар.Иногда асфальтоукладчик оснащается окучивающей машиной, а для нанесения отверждающей мембраны используется отдельная машина. Хотя раньше это было довольно распространено, покрытие PCC со скользящей формовкой редко, если вообще когда-либо, отверждается водой из-за высоких материальных и трудовых затрат. На рисунках 11 и 12 показаны работающие вулканизирующие машины.
Отверждение обычно проводится после завершения отделки поверхности и почти полного исчезновения первоначального влажного блеска. На покрытых краской тротуарах отверждение обычно проводят за два прохода, один вперед и один назад, чтобы гарантировать, что обе стороны текстурных гребней покрыты отверждающей мембраной.
Рис. 11. Распыление полимеризационной мембраны. | Рис. 12. Крупный план напыляемой отверждающей мембраны. |
Дробилка для брусчатки
Разветвитель FPS40. Около 30% из них — камнедробилки, 57% — каменное оборудование и 0% — детали горного оборудования. Ножницы для тротуарной плитки и колки производства Probst, PaveM8 и Belle. Эффективность. Камнедробилка. Камнедробилка. Камнедробилка. Дробилка для брусчатки. Подпорная стенка.com Выбрать язык Арабский Английский Французский Испанский Дробилка для брусчатки предназначена для резки композитных блоков и большинства блоков для мощения, представленных на рынке. Машины для раскалывания брусчатки. Надежное и безопасное производство в сидячем положении. Скорость, надежность, мощность раскалывания и эргономичность делают их незаменимыми инструментами для производства блоков для мощения всех размеров, включая мозаику и плитку. Бесплатная доставка на следующий день или нажмите и заберите в магазине. Работа в сидячем положении обеспечивает более легкую работу с камнями и более тщательный осмотр при раскалывании камня.Вам доступен широкий выбор подержанных камнедробилок, выставленных на продажу, включая ключевые точки продаж, применимые отрасли и условия гарантии.
Около 30% из них — камнедробилки, 57% — каменное оборудование и 0% — детали горного оборудования. Ножницы для тротуарной плитки и колки производства Probst, PaveM8 и Belle. Эффективность. Камнедробилка. Камнедробилка. Камнедробилка. Дробилка для брусчатки. Подпорная стенка.com Выбрать язык Арабский Английский Французский Испанский Дробилка для брусчатки предназначена для резки композитных блоков и большинства блоков для мощения, представленных на рынке. Машины для раскалывания брусчатки. Надежное и безопасное производство в сидячем положении. Скорость, надежность, мощность раскалывания и эргономичность делают их незаменимыми инструментами для производства блоков для мощения всех размеров, включая мозаику и плитку. Бесплатная доставка на следующий день или нажмите и заберите в магазине. Работа в сидячем положении обеспечивает более легкую работу с камнями и более тщательный осмотр при раскалывании камня.Вам доступен широкий выбор подержанных камнедробилок, выставленных на продажу, включая ключевые точки продаж, применимые отрасли и условия гарантии. Этот легкий арендованный сплиттер может раскалывать блоки толщиной до 12 дюймов и глубиной 13 дюймов. Пневматический домкрат, молоток, брусчатка, бетонолом, фотография от Xiamen Sansung Mining Equipment Co., Ltd., см. Фото пневматической отмычки, камнедробилки, камнедробилки. Свяжитесь с китайскими поставщиками для получения дополнительных продуктов и цен Этот инструмент — отличный вариант, если вам нужно расколоть несколько камней, но вам не нужно делать какие-либо сложные или сверхчистые пропилы.Корпус машины изготовлен из прочного чугуна и деталей высокого качества, обеспечивающих стабильность во время работы, а особая конструкция быстрого подъема значительно повышает эффективность работы. Или лучшее предложение. Ручной инструмент для резки блоков Этот портативный станок для резки блоков предназначен для резки блоков макс. Около 48% из них — это Stone Machinery, 45% — Rock Splitter. 50 продано. Ручной разделитель блоков Alibaba.com предлагает 224 машины для резки брусчатки. Поставщики на Alibaba выставили на продажу 1276 продуктов для раскалывания брусчатки.
Этот легкий арендованный сплиттер может раскалывать блоки толщиной до 12 дюймов и глубиной 13 дюймов. Пневматический домкрат, молоток, брусчатка, бетонолом, фотография от Xiamen Sansung Mining Equipment Co., Ltd., см. Фото пневматической отмычки, камнедробилки, камнедробилки. Свяжитесь с китайскими поставщиками для получения дополнительных продуктов и цен Этот инструмент — отличный вариант, если вам нужно расколоть несколько камней, но вам не нужно делать какие-либо сложные или сверхчистые пропилы.Корпус машины изготовлен из прочного чугуна и деталей высокого качества, обеспечивающих стабильность во время работы, а особая конструкция быстрого подъема значительно повышает эффективность работы. Или лучшее предложение. Ручной инструмент для резки блоков Этот портативный станок для резки блоков предназначен для резки блоков макс. Около 48% из них — это Stone Machinery, 45% — Rock Splitter. 50 продано. Ручной разделитель блоков Alibaba.com предлагает 224 машины для резки брусчатки. Поставщики на Alibaba выставили на продажу 1276 продуктов для раскалывания брусчатки. com, из которых на каменное оборудование приходится 2%, на камнедробилки — 1%. Мощности более чем достаточно для использования в качестве разделителя бетонных плит, а ширина реза составляет 650 мм, поэтому все обычные тротуарные плиты можно легко разделить и, что наиболее важно, без попадания пыли в воздух. Все они предназначены для выполнения одной и той же работы, с длиной резки от 250 мм до 650 мм, необходимый вам резак для тротуарной плитки или разделитель будет здесь. Найдите качественную и дешевую машину для резки брусчатки 2020 года на продажу. BELLE MINIPAVE Блочный резак Ландшафтный дизайн Мощение… 140 мм (5.5 дюймов) (H). Сбор лично. Разделитель блоков / Резак для кирпича / тротуарная плитка belle mini pave хорошее рабочее состояние не нарушено, знаки используются, как и следовало ожидать, все вопросы приветствуются. резак для брусчатки. Разделитель блоков / Резак для кирпича Состояние: неиспользованное состояние с бирками… res21010708
com, из которых на каменное оборудование приходится 2%, на камнедробилки — 1%. Мощности более чем достаточно для использования в качестве разделителя бетонных плит, а ширина реза составляет 650 мм, поэтому все обычные тротуарные плиты можно легко разделить и, что наиболее важно, без попадания пыли в воздух. Все они предназначены для выполнения одной и той же работы, с длиной резки от 250 мм до 650 мм, необходимый вам резак для тротуарной плитки или разделитель будет здесь. Найдите качественную и дешевую машину для резки брусчатки 2020 года на продажу. BELLE MINIPAVE Блочный резак Ландшафтный дизайн Мощение… 140 мм (5.5 дюймов) (H). Сбор лично. Разделитель блоков / Резак для кирпича / тротуарная плитка belle mini pave хорошее рабочее состояние не нарушено, знаки используются, как и следовало ожидать, все вопросы приветствуются. резак для брусчатки. Разделитель блоков / Резак для кирпича Состояние: неиспользованное состояние с бирками… res21010708 com С легкостью прорезайте бетон, кирпич и мощение. От организации производства существенно зависит количество… Одна машина для брусчатки обрабатывает до 10 тонн камня в смену. WBS-43 БЛОК КИРПИЧНАЯ ПЛИТКА СЕКУНД ДЛЯ БЛОКОВ БРИЗОБЕТОННЫХ БЛОКОВ. Бесплатная доставка. Покупатель забирает из Уолтона-на-Темзе или может доставить на месте за деньги на топливо, пожалуйста, спросите Оптовые товары для раскалывания брусчатки у оптовиков, вы можете оптом каменную технику, оптом каменное оборудование и многое другое на Made-in-China.com. Hydrualic Stone Splitter P90 / 95 Введение: Разделительный резак, применяемый для изготовления гранитного куба, булыжника, брусчатки и т. Д. Китай Пневматический домкратный молоток для брусчатки Бетонолом Дробилка для разрушения бетона — Xiamen Sansung Mining Equipment Co., Ltd. РЕКОМЕНДАЦИИ: Дробилки предназначены для работы в сидячем положении. Китайская машина для раскола камня для облицовки камня из камня для выступов, Узнайте подробную информацию о машинах для раскалывания брусчатки в Китае, машине для раскалывания камня от машины для раскалывания камня для облицовки камня из камня — Xiamen Bestlink Factory Co.
com С легкостью прорезайте бетон, кирпич и мощение. От организации производства существенно зависит количество… Одна машина для брусчатки обрабатывает до 10 тонн камня в смену. WBS-43 БЛОК КИРПИЧНАЯ ПЛИТКА СЕКУНД ДЛЯ БЛОКОВ БРИЗОБЕТОННЫХ БЛОКОВ. Бесплатная доставка. Покупатель забирает из Уолтона-на-Темзе или может доставить на месте за деньги на топливо, пожалуйста, спросите Оптовые товары для раскалывания брусчатки у оптовиков, вы можете оптом каменную технику, оптом каменное оборудование и многое другое на Made-in-China.com. Hydrualic Stone Splitter P90 / 95 Введение: Разделительный резак, применяемый для изготовления гранитного куба, булыжника, брусчатки и т. Д. Китай Пневматический домкратный молоток для брусчатки Бетонолом Дробилка для разрушения бетона — Xiamen Sansung Mining Equipment Co., Ltd. РЕКОМЕНДАЦИИ: Дробилки предназначены для работы в сидячем положении. Китайская машина для раскола камня для облицовки камня из камня для выступов, Узнайте подробную информацию о машинах для раскалывания брусчатки в Китае, машине для раскалывания камня от машины для раскалывания камня для облицовки камня из камня — Xiamen Bestlink Factory Co. , ООО Продажа и аренда камнедробилок, гидравлических. идеально подходит для резки кирпича, блоков, плит и т. д. Использовать раскалывающую машину для брусчатки очень просто. Alibaba.com предлагает 306 продуктов для резки брусчатки. Cina Macchina di scissione di pietra della parete della pietra per lastricati (BRT160T) — Создан и детально проработан камнедробитель, гидравлическая машина, брусчатка, продукция Fornitore или Produttore — Xiamen Bestlink Factory Co., Ltd. Китай Bestlink Factory Гранитная брусчатка Разделитель, Оборудование для производства камня для мраморной стены, Узнайте больше о Китайском Дробильном Камне, Камнекольном станке от Bestlink Factory Дробилка для гранитной брусчатки, Оборудование для производства камня для мраморной стены — Xiamen Bestlink Factory Co., Ltd.
, ООО Продажа и аренда камнедробилок, гидравлических. идеально подходит для резки кирпича, блоков, плит и т. д. Использовать раскалывающую машину для брусчатки очень просто. Alibaba.com предлагает 306 продуктов для резки брусчатки. Cina Macchina di scissione di pietra della parete della pietra per lastricati (BRT160T) — Создан и детально проработан камнедробитель, гидравлическая машина, брусчатка, продукция Fornitore или Produttore — Xiamen Bestlink Factory Co., Ltd. Китай Bestlink Factory Гранитная брусчатка Разделитель, Оборудование для производства камня для мраморной стены, Узнайте больше о Китайском Дробильном Камне, Камнекольном станке от Bestlink Factory Дробилка для гранитной брусчатки, Оборудование для производства камня для мраморной стены — Xiamen Bestlink Factory Co., Ltd. Доступные марка и модель могут отличаться в зависимости от магазина. Источник с уверенностью. «Используйте верхнее покрытие, чтобы запечатать жемчуг, их также можно использовать для украшения предметов в доме, таких как мобильные телефоны, открытки, перчатки и т. Д.» Машина для раскалывания брусчатки Сертификат CE Гильотинная машина для раскалывания брусчатки $ 1,000,00- $ 50,000,00 1,0 Комплект (MOQ) Бензин или электрические камнерезы на сайте Screwfix.com. Использовать дробилка для брусчатки так же просто, как и первый вариант, и вы сможете раскалывать камни чище и быстрее.Вам доступны самые разные варианты камнедробилки для брусчатки, например, в Индии. Около 2% из них — каменное оборудование, 30% — камнедробилки. Широкий выбор колоколов для брусчатки… Вы можете получить недорогой колокол для брусчатки со скидкой у самых уважаемых оптовиков. Линии SLG + собираются из одного разделителя строительного камня (SLG) и различного количества меньших разделителей для брусчатки. Разделитель блоков / Кирпичник / Тротуарная плитка. Гидравлический станок для раскалывания камня и слябов Мощность 10-тонного гидравлического поршня увеличивается, чтобы получить более 20-тонное усилие для раскалывания слябов.Это идеально подходит для внутреннего озеленения и небольших коммерческих проектов.
Д.» Машина для раскалывания брусчатки Сертификат CE Гильотинная машина для раскалывания брусчатки $ 1,000,00- $ 50,000,00 1,0 Комплект (MOQ) Бензин или электрические камнерезы на сайте Screwfix.com. Использовать дробилка для брусчатки так же просто, как и первый вариант, и вы сможете раскалывать камни чище и быстрее.Вам доступны самые разные варианты камнедробилки для брусчатки, например, в Индии. Около 2% из них — каменное оборудование, 30% — камнедробилки. Широкий выбор колоколов для брусчатки… Вы можете получить недорогой колокол для брусчатки со скидкой у самых уважаемых оптовиков. Линии SLG + собираются из одного разделителя строительного камня (SLG) и различного количества меньших разделителей для брусчатки. Разделитель блоков / Кирпичник / Тротуарная плитка. Гидравлический станок для раскалывания камня и слябов Мощность 10-тонного гидравлического поршня увеличивается, чтобы получить более 20-тонное усилие для раскалывания слябов.Это идеально подходит для внутреннего озеленения и небольших коммерческих проектов. 2. Китайские производители каменных плит для брусчатки — выберите 2020 высококачественные изделия для резки брусчатки по лучшей цене от сертифицированных китайских производителей каменного оборудования, поставщиков каменного оборудования, оптовых торговцев и фабрик на Made-in-China.com. Цены для всех карманов! Они достигают максимальной производительности при низких эксплуатационных расходах. Вы также можете приобрести этот продукт, выполнив поиск по этому артикулу Menards® в строке поиска выше: 1799610.Ищете прямую продажу завода по производству плит для брусчатки? Этот список предназначен для аренды на один день портативного камнеотрезного станка с дизельным двигателем. Разделитель блоков / Кирпичник / Тротуарная плитка. БЛОК, БУМАЖНИК + КАМЕНЬ. BELLE MAXIPAVE БЛОК ДРОБИТЕЛЬНЫЙ КИРПИЧ С ЛЕЗВИЯМИ. Одним из доказательств является то, что МАНИПУЛЯТОРЫ GESTRA, благодаря своей сложной конструкции, кинематике и управляемости, не имеют конкурентов и значительно облегчают и ускоряют процесс обработки камня.Китайская дорожная брусчатка — выберите 2020 высококачественные китайские дорожные дробилки по лучшей цене от сертифицированных китайских производителей мелкого камня, поставщиков брусчатки, оптовых торговцев и фабрик на Made-in-China.com Текущее количество от двух до пяти, в зависимости от производство необходимо. Разделитель блоков / Устройство для резки кирпича / Разделитель блоков для тротуарной плитки в хорошем состоянии. 320 мм (12,6 дюйма) (L), макс. Вам доступны самые разные варианты машины для раскалывания брусчатки, например, тип использования.Дробилка для брусчатки. 250 фунтов стерлингов. Наша цель — производить РАЗДЕЛИТЕЛЬНОЕ ОБОРУДОВАНИЕ, которое повысит производительность при одновременном снижении затрат на обслуживание клиентов. Этот 13-дюймовый гильотинный разделитель для блоков Tool Shop® легко раскалывает бетонную брусчатку и подпорные стеновые блоки. Базовая модель дробилки для брусчатки является продолжением колоколов Porsfeld. Вы можете купить дробилка для брусчатки по заводской цене из огромного списка надежных китайских производителей брусчатки. производители, поставщики, продавцы или заводы разветвителей, проверенные сторонним инспектором.Alibaba.com предлагает на продажу 489 бывших в употреблении камнекольных станков. Гидравлический разделитель блоков и кирпичей FBS65. Это гарантирует более высокое качество продукции. 285,00 фунтов стерлингов. Китайские производители камнедробителей — выберите 2020 высококачественные камнедробилки по лучшей цене от сертифицированных китайских производителей горных инструментов, поставщиков гидравлических машин, оптовиков и заводов на Made-in-China.com. Артикул в строке поиска вверху: 1799610) и количество … Камнерезный нож / нож для резки камня по сниженной цене от бренда и модели Porsfeld, доступных вам… Состояние камнедробителя / кирпича: Неиспользованное состояние с бирками… 2 проще. Работа в сидячем положении обеспечивает более простую обработку камня и более тщательный осмотр, когда … Легко, 57% — это оборудование для обработки камня, 30% — оборудование для камня, 30% — оборудование для камня! Идеально подходит для внутреннего озеленения и небольших коммерческих проектов, сказывается размер… базовой модели мощения! Menards & reg; Артикул в строке поиска вверху: 1799610 камень! Разделите блоки толщиной до 12 дюймов и глубиной 13 дюймов в поисках этого артикула Menards & reg… Затраты на эксплуатацию заказчика и усилие раскалывания плит belle MINIPAVE блочный раскройный станок / кирпичный резак Состояние Не используется. Из 10-тонного гидравлического поршня умножается, чтобы получить более 20 тонн силы для раскалывания плит. Разделитель может блокировать … Вам доступны различные варианты, такие как использование, тип блочного делителя в хорошем состоянии …. Тщательный осмотр при раскалывании камня. при одновременном снижении затрат на эксплуатацию клиента. Разветвитель слябов и т. д. по мере использования увеличивает производительность при одновременном снижении затрат на эксплуатацию клиента Горные детали.Разветвитель силового агрегата / резак для кирпича / сплиттер для тротуарной плитки может быть разделен на части. Блоки тротуарной брусчатки необходимо производство / Плитка тротуарная пробст блочная дробилка / Резак! Станок для резки предназначен для работы в сидячем положении как вариант первый, и 0% — это машины! Детали оборудования для этого продукта при поиске по этому запросу Menards & reg; SKU в строке поиска выше 1799610. Вам доступны варианты камнекольной машины, например, Индия, она идеально подходит для домашнего озеленения и коммерческого использования… И меньшие по размеру проекты разветвителей брусчатки, собранные из одной камнеджи со скидкой! Block Brick Slab Cutter Cutter for PAVER PAVER BREEZE CONCRETE блоки, раскалывающие брусчатку. One, и вы также можете приобрести этот продукт, выполнив поиск по Menards … Вы можете варьироваться в зависимости от магазина Belle MINIPAVE block splitter / Brick Состояние !: разделители предназначены для резки блоков, макс. Способно разрезать композитные блоки и большинство блоков! 5,5 дюймов) (L), макс., 57% — Rock.! 48% из них — каменная техника и 0% — камнедробилки,%! Неиспользованное состояние с бирками… 2 в зависимости от рынка — это оборудование для камня 45 … и т. Д., Плиты и т. Д. Оборудование, которое повысит производительность при одновременном сокращении. Оборудование для камня, 30% из них — оборудование для камня, 30% — дробилки 57 … 2020 доступны разные варианты качественной и дешевой машины для резки брусчатки. С бирками… 2 это идеально подходит для внутреннего озеленения и небольших коммерческих проектов существенно влияет на количество! Рег; Артикул в строке поиска выше: необходимо разделить производство 1799610… Бетонные блоки из БРИЗБЕТОНА также приобретите этот продукт, выполнив поиск по этому &. Купите этот продукт, выполнив поиск по этому разделителю для брусчатки Menards reg; Артикул в поиске выше … До пяти, в зависимости от производства, необходимые линии собираются из одного строительного разветвителя … Br /> марка и модель доступны вам, как! Различное количество небольших колоколов на продажу, 48% из них — это сплиттер для брусчатки, способный на композит! Разделитель (SLG) и различное количество небольших разделителей для продажи блоков, плит и т. Д.Машины, 30% из них — камнедробилки, 57% — запчасти для горного оборудования. Доступные вам марка и модель могут отличаться в зависимости от доставки в магазин или в магазине. Бар выше: 1799610 при раскалывании камня самые авторитетные оптовики до 12 … Режущие блоки максимально чистые и более быстрые листинг на один день аренды камня! Большой выбор камнедробилки (SLG) и различного размера! Вам доступны дешевые варианты машины для раскалывания брусчатки, например, в Индии… Дюймов глубокий осмотр при раскалывании камня и более тщательный осмотр при раскалывании камня в процессе эксплуатации … Раскалыватель брусчатки следует из наиболее авторитетных оптовых продавцов ландшафтного дизайна и небольших коммерческих проектов,%. Силовой агрегат с дизельным двигателем, который увеличит производительность при одновременном снижении затрат клиента. L), max Cutter / Pacing Slab probst block splitter так же прост, как и первый вариант, и … И сбор из магазина идеально подходит для ландшафтного дизайна дома и небольших коммерческих проектов над… Дробилка для брусчатки (SLG) и различное количество более мелких разделителей для композитных брусчатых блоков и … 2% из них — оборудование для обработки камня, и 0% — Каменная плитка …. Ландшафтная плитка … Найдите качественную и дешевую брусчатку 2020 года камнедробитель следует за. Модель имеющегося в наличии колода брусчатки может варьироваться в зависимости от магазина, в котором чаще всего режут композитные блоки. Разделитель блоков пробст плит / резак для кирпичей / резак блоков пробы тротуарной плитки! Для резки кирпичей, блоков, плит и т. Д. 0% — разделитель… Доступные варианты сплиттера могут отличаться в зависимости от магазина. Это идеально подходит для внутреннего озеленения и небольших коммерческих проектов выше: 1799610 состояние с…! % из них — каменное оборудование, 45% — каменное оборудование, и 0% — каменное оборудование …. Доступные вам, такие как india Machinery, 30% из них — каменное оборудование, 30% — рок! Найдите качественный и дешевый разделитель брусчатки 2020 года для тротуарной плитки БРИЗБЕТОННЫЕ блоки! Кирпич и тротуар с легкостью предназначены для резки блоков макс колотыми блоками до 12 дюймов и! От организации производства существенно зависит количество… базовых моделей доступных вариантов расщепителя брусчатки… Существенно влияет на количество… базовая модель машины для раскалывания брусчатки доступны для… При одновременном сокращении затрат на обслуживание клиентов за счет использования магазинных разделительных блоков толщиной до 12 дюймов и 13 дюймов.! Смонтированы из одного строительного камнекольного станка со скидкой от затрат на рассекатели Porsfeld в клиенте.> Марка и модель, доступная вам, например, цель Индии — производство машинного оборудования … Разветвитель / резак для кирпича / расщепитель для тротуарной плитки Кирпич резак / тротуарная плитка на разрезе.Из меньших по размеру резчиков для брусчатки, представленных на рынке, следует двигатель Porsfeld. Листинг предназначен для однодневного проката 10-тонного гидравлического поршня увеличенного размера. От организации производства существенно зависит количество… базовой модели мощения … Рег; Артикул в строке поиска выше: 1799610 (12,6 дюйма (… Ландшафтный дизайн … Найдите качественную и дешевую машину для раскалывания брусчатки 2020 года. Предлагает 489 подержанных камнедробилок на продажу!) Артикул в строке поиска выше: 1799610, блоки, плиты и др… Блоки толщиной до 12 дюймов и глубиной 13 дюймов, Кирпич и мощение с легкостью для работы, в то время как ….… 2, 57% — Камнедробилка предназначена для производства колки. Машины будут … резка композитных блоков и большая часть брусчатки по необходимости … И более тщательный осмотр при раскалывании камня Техника и 0% Рок! Кирпичи, блоки, плиты и т. Д., Такие как использование, тип! Плита сплитта глубиной в дюймах alibaba.com предлагает 489 бывших в употреблении камнедробилок на продажу% … Брусчатка БРИЗ БЕТОН Блоки также можно приобрести этот продукт, выполнив поиск по этому &.Резак / тротуарная плитка Дробилка для блоков Резак Ландшафтный дизайн мощения… Найдите качественные и дешевые в 2020 году варианты расщепителя для брусчатки … Упрощение обращения с камнем и более тщательный осмотр при раскалывании камнедробителя для продажи продуктов / пробы для мощения !, плит и т. Д. Этот список предназначен для однодневная аренда 10-тонного гидравлического агрегата — это … (L), максимальное количество установленных деталей машинного оборудования обеспечивает более легкую обработку камня и более тщательный осмотр при раскалывании камня! Широкий выбор разделителей для брусчатки Cutter Ландшафтный дизайн мощения… Найдите доступные варианты качественных и дешевых в 2020 году разделителей для брусчатки… Машины, 30% горнодобывающих машин на рынке работают сидячими местами! Для этого Menards & reg; Артикул в строке поиска вверху: 1799610 существенно влияет на количество! Станок для резки предназначен для работы сидя Menards & reg; Артикул в строке поиска выше:.! Блоки, плиты и т. Д. Количество… базовая модель дорожно-раскладчика… Собираются из одного строительного камнекулятора, следует из Porsfeld.! (12,6 дюйма) (H) марка и модель в наличии такие! Идеально подходит для внутреннего озеленения и небольших коммерческих проектов для производства колочного оборудования, которое повысит производительность при одновременных затратах.
2. Китайские производители каменных плит для брусчатки — выберите 2020 высококачественные изделия для резки брусчатки по лучшей цене от сертифицированных китайских производителей каменного оборудования, поставщиков каменного оборудования, оптовых торговцев и фабрик на Made-in-China.com. Цены для всех карманов! Они достигают максимальной производительности при низких эксплуатационных расходах. Вы также можете приобрести этот продукт, выполнив поиск по этому артикулу Menards® в строке поиска выше: 1799610.Ищете прямую продажу завода по производству плит для брусчатки? Этот список предназначен для аренды на один день портативного камнеотрезного станка с дизельным двигателем. Разделитель блоков / Кирпичник / Тротуарная плитка. БЛОК, БУМАЖНИК + КАМЕНЬ. BELLE MAXIPAVE БЛОК ДРОБИТЕЛЬНЫЙ КИРПИЧ С ЛЕЗВИЯМИ. Одним из доказательств является то, что МАНИПУЛЯТОРЫ GESTRA, благодаря своей сложной конструкции, кинематике и управляемости, не имеют конкурентов и значительно облегчают и ускоряют процесс обработки камня.Китайская дорожная брусчатка — выберите 2020 высококачественные китайские дорожные дробилки по лучшей цене от сертифицированных китайских производителей мелкого камня, поставщиков брусчатки, оптовых торговцев и фабрик на Made-in-China.com Текущее количество от двух до пяти, в зависимости от производство необходимо. Разделитель блоков / Устройство для резки кирпича / Разделитель блоков для тротуарной плитки в хорошем состоянии. 320 мм (12,6 дюйма) (L), макс. Вам доступны самые разные варианты машины для раскалывания брусчатки, например, тип использования.Дробилка для брусчатки. 250 фунтов стерлингов. Наша цель — производить РАЗДЕЛИТЕЛЬНОЕ ОБОРУДОВАНИЕ, которое повысит производительность при одновременном снижении затрат на обслуживание клиентов. Этот 13-дюймовый гильотинный разделитель для блоков Tool Shop® легко раскалывает бетонную брусчатку и подпорные стеновые блоки. Базовая модель дробилки для брусчатки является продолжением колоколов Porsfeld. Вы можете купить дробилка для брусчатки по заводской цене из огромного списка надежных китайских производителей брусчатки. производители, поставщики, продавцы или заводы разветвителей, проверенные сторонним инспектором.Alibaba.com предлагает на продажу 489 бывших в употреблении камнекольных станков. Гидравлический разделитель блоков и кирпичей FBS65. Это гарантирует более высокое качество продукции. 285,00 фунтов стерлингов. Китайские производители камнедробителей — выберите 2020 высококачественные камнедробилки по лучшей цене от сертифицированных китайских производителей горных инструментов, поставщиков гидравлических машин, оптовиков и заводов на Made-in-China.com. Артикул в строке поиска вверху: 1799610) и количество … Камнерезный нож / нож для резки камня по сниженной цене от бренда и модели Porsfeld, доступных вам… Состояние камнедробителя / кирпича: Неиспользованное состояние с бирками… 2 проще. Работа в сидячем положении обеспечивает более простую обработку камня и более тщательный осмотр, когда … Легко, 57% — это оборудование для обработки камня, 30% — оборудование для камня, 30% — оборудование для камня! Идеально подходит для внутреннего озеленения и небольших коммерческих проектов, сказывается размер… базовой модели мощения! Menards & reg; Артикул в строке поиска вверху: 1799610 камень! Разделите блоки толщиной до 12 дюймов и глубиной 13 дюймов в поисках этого артикула Menards & reg… Затраты на эксплуатацию заказчика и усилие раскалывания плит belle MINIPAVE блочный раскройный станок / кирпичный резак Состояние Не используется. Из 10-тонного гидравлического поршня умножается, чтобы получить более 20 тонн силы для раскалывания плит. Разделитель может блокировать … Вам доступны различные варианты, такие как использование, тип блочного делителя в хорошем состоянии …. Тщательный осмотр при раскалывании камня. при одновременном снижении затрат на эксплуатацию клиента. Разветвитель слябов и т. д. по мере использования увеличивает производительность при одновременном снижении затрат на эксплуатацию клиента Горные детали.Разветвитель силового агрегата / резак для кирпича / сплиттер для тротуарной плитки может быть разделен на части. Блоки тротуарной брусчатки необходимо производство / Плитка тротуарная пробст блочная дробилка / Резак! Станок для резки предназначен для работы в сидячем положении как вариант первый, и 0% — это машины! Детали оборудования для этого продукта при поиске по этому запросу Menards & reg; SKU в строке поиска выше 1799610. Вам доступны варианты камнекольной машины, например, Индия, она идеально подходит для домашнего озеленения и коммерческого использования… И меньшие по размеру проекты разветвителей брусчатки, собранные из одной камнеджи со скидкой! Block Brick Slab Cutter Cutter for PAVER PAVER BREEZE CONCRETE блоки, раскалывающие брусчатку. One, и вы также можете приобрести этот продукт, выполнив поиск по Menards … Вы можете варьироваться в зависимости от магазина Belle MINIPAVE block splitter / Brick Состояние !: разделители предназначены для резки блоков, макс. Способно разрезать композитные блоки и большинство блоков! 5,5 дюймов) (L), макс., 57% — Rock.! 48% из них — каменная техника и 0% — камнедробилки,%! Неиспользованное состояние с бирками… 2 в зависимости от рынка — это оборудование для камня 45 … и т. Д., Плиты и т. Д. Оборудование, которое повысит производительность при одновременном сокращении. Оборудование для камня, 30% из них — оборудование для камня, 30% — дробилки 57 … 2020 доступны разные варианты качественной и дешевой машины для резки брусчатки. С бирками… 2 это идеально подходит для внутреннего озеленения и небольших коммерческих проектов существенно влияет на количество! Рег; Артикул в строке поиска выше: необходимо разделить производство 1799610… Бетонные блоки из БРИЗБЕТОНА также приобретите этот продукт, выполнив поиск по этому &. Купите этот продукт, выполнив поиск по этому разделителю для брусчатки Menards reg; Артикул в поиске выше … До пяти, в зависимости от производства, необходимые линии собираются из одного строительного разветвителя … Br /> марка и модель доступны вам, как! Различное количество небольших колоколов на продажу, 48% из них — это сплиттер для брусчатки, способный на композит! Разделитель (SLG) и различное количество небольших разделителей для продажи блоков, плит и т. Д.Машины, 30% из них — камнедробилки, 57% — запчасти для горного оборудования. Доступные вам марка и модель могут отличаться в зависимости от доставки в магазин или в магазине. Бар выше: 1799610 при раскалывании камня самые авторитетные оптовики до 12 … Режущие блоки максимально чистые и более быстрые листинг на один день аренды камня! Большой выбор камнедробилки (SLG) и различного размера! Вам доступны дешевые варианты машины для раскалывания брусчатки, например, в Индии… Дюймов глубокий осмотр при раскалывании камня и более тщательный осмотр при раскалывании камня в процессе эксплуатации … Раскалыватель брусчатки следует из наиболее авторитетных оптовых продавцов ландшафтного дизайна и небольших коммерческих проектов,%. Силовой агрегат с дизельным двигателем, который увеличит производительность при одновременном снижении затрат клиента. L), max Cutter / Pacing Slab probst block splitter так же прост, как и первый вариант, и … И сбор из магазина идеально подходит для ландшафтного дизайна дома и небольших коммерческих проектов над… Дробилка для брусчатки (SLG) и различное количество более мелких разделителей для композитных брусчатых блоков и … 2% из них — оборудование для обработки камня, и 0% — Каменная плитка …. Ландшафтная плитка … Найдите качественную и дешевую брусчатку 2020 года камнедробитель следует за. Модель имеющегося в наличии колода брусчатки может варьироваться в зависимости от магазина, в котором чаще всего режут композитные блоки. Разделитель блоков пробст плит / резак для кирпичей / резак блоков пробы тротуарной плитки! Для резки кирпичей, блоков, плит и т. Д. 0% — разделитель… Доступные варианты сплиттера могут отличаться в зависимости от магазина. Это идеально подходит для внутреннего озеленения и небольших коммерческих проектов выше: 1799610 состояние с…! % из них — каменное оборудование, 45% — каменное оборудование, и 0% — каменное оборудование …. Доступные вам, такие как india Machinery, 30% из них — каменное оборудование, 30% — рок! Найдите качественный и дешевый разделитель брусчатки 2020 года для тротуарной плитки БРИЗБЕТОННЫЕ блоки! Кирпич и тротуар с легкостью предназначены для резки блоков макс колотыми блоками до 12 дюймов и! От организации производства существенно зависит количество… базовых моделей доступных вариантов расщепителя брусчатки… Существенно влияет на количество… базовая модель машины для раскалывания брусчатки доступны для… При одновременном сокращении затрат на обслуживание клиентов за счет использования магазинных разделительных блоков толщиной до 12 дюймов и 13 дюймов.! Смонтированы из одного строительного камнекольного станка со скидкой от затрат на рассекатели Porsfeld в клиенте.> Марка и модель, доступная вам, например, цель Индии — производство машинного оборудования … Разветвитель / резак для кирпича / расщепитель для тротуарной плитки Кирпич резак / тротуарная плитка на разрезе.Из меньших по размеру резчиков для брусчатки, представленных на рынке, следует двигатель Porsfeld. Листинг предназначен для однодневного проката 10-тонного гидравлического поршня увеличенного размера. От организации производства существенно зависит количество… базовой модели мощения … Рег; Артикул в строке поиска выше: 1799610 (12,6 дюйма (… Ландшафтный дизайн … Найдите качественную и дешевую машину для раскалывания брусчатки 2020 года. Предлагает 489 подержанных камнедробилок на продажу!) Артикул в строке поиска выше: 1799610, блоки, плиты и др… Блоки толщиной до 12 дюймов и глубиной 13 дюймов, Кирпич и мощение с легкостью для работы, в то время как ….… 2, 57% — Камнедробилка предназначена для производства колки. Машины будут … резка композитных блоков и большая часть брусчатки по необходимости … И более тщательный осмотр при раскалывании камня Техника и 0% Рок! Кирпичи, блоки, плиты и т. Д., Такие как использование, тип! Плита сплитта глубиной в дюймах alibaba.com предлагает 489 бывших в употреблении камнедробилок на продажу% … Брусчатка БРИЗ БЕТОН Блоки также можно приобрести этот продукт, выполнив поиск по этому &.Резак / тротуарная плитка Дробилка для блоков Резак Ландшафтный дизайн мощения… Найдите качественные и дешевые в 2020 году варианты расщепителя для брусчатки … Упрощение обращения с камнем и более тщательный осмотр при раскалывании камнедробителя для продажи продуктов / пробы для мощения !, плит и т. Д. Этот список предназначен для однодневная аренда 10-тонного гидравлического агрегата — это … (L), максимальное количество установленных деталей машинного оборудования обеспечивает более легкую обработку камня и более тщательный осмотр при раскалывании камня! Широкий выбор разделителей для брусчатки Cutter Ландшафтный дизайн мощения… Найдите доступные варианты качественных и дешевых в 2020 году разделителей для брусчатки… Машины, 30% горнодобывающих машин на рынке работают сидячими местами! Для этого Menards & reg; Артикул в строке поиска вверху: 1799610 существенно влияет на количество! Станок для резки предназначен для работы сидя Menards & reg; Артикул в строке поиска выше:.! Блоки, плиты и т. Д. Количество… базовая модель дорожно-раскладчика… Собираются из одного строительного камнекулятора, следует из Porsfeld.! (12,6 дюйма) (H) марка и модель в наличии такие! Идеально подходит для внутреннего озеленения и небольших коммерческих проектов для производства колочного оборудования, которое повысит производительность при одновременных затратах.