Технология изготовления металлических дверей: описание производства
Трудно сегодня себе представить квартиру без металлических входных дверей. Это и надежность, и функциональность, и практичность, и множество других отличных качеств и преимуществ. Поэтому технология их изготовления является хорошей основой для открытия бизнеса, который сможет принести немалую прибыль при правильном подходе к оснащению и к самому процессу.
Металлические двери в процессе изготовления
Оборудование, необходимое для изготовления металлических дверей
Оборудование в этом деле является одним из самых важных моментов, поэтому стоит уделить тщательное внимание техническому оснащению производственного процесса.
Сварочный аппарат
Для изготовления требуется:
- Станок, предназначенный для резки по металлу. Лучше всего, если он будет лазерным или плазменным, поскольку такой тип оборудования обеспечивает и скорость, и эффективность, и равномерный процесс резки.

- Пресс для сгибания листов.
- Оборудование для сварки, присеем как точечной, так и финишной. Для этого могут подойти не только сварочные машины, но и обычные аппараты.
- Оборудование для нанесения порошкового напыления.

Сварочный аппарат в работе
Обратите внимание! Оборудование для нанесения порошкового напыления состоит из целого комплекса устройств. Сюда входит печь для совершения процедуры полимеризации, оборудование для подготовки поверхности перед окрашиванием, покрасочная камера, пистолет для окрашивания, а также специальный компрессор.
Покрасочная камера
Как видите, технология изготовления дверей металлических включает множество технических звеньев. Однако можно оснастить его уже готовым производственным комплексом. Существуют целые производственные линии, которые уже включают все необходимые станки.
Готовая производственная линия (макет автоматический линии ЛДП-НТ-30)
Готовые производственные линии могут иметь различное оснащение. Такая линия может иметь все технические звенья оборудования для производства металлических дверей, за исключением оборудования для окрашивания.
Такая линия может иметь все технические звенья оборудования для производства металлических дверей, за исключением оборудования для окрашивания.
Макет, указанный выше, задействует в работу восемь человек и при этом в ходе производственного процесса изготавливается примерно десяток готовых изделий стандартной комплектации.
Схема стандартной комплектации двери
Этапы технологического процесса
Для создания стандартных изделий технология изготовления одинакова и совершается она по одной схеме.
Объемная схема размещения элементов конструкции
Этапы изготовления металлических дверей:
- Выполняется нарезка металла, а также все необходимые отверстия, включая те, что предназначены для монтажа глазка и замка.
- Лист металла прогибается.
- Осуществляется сборка и сварка первоначального этапа (точечная).
- После проверки конструкции, если все детали расположены правильно, то осуществляется окончательная сварка (финишная).
- Подготовка под покраску и окрашивание.

Для окрашивания конструкция помещается в покрасочную камеру, где с помощью краскопульта ее красят. После чего дверь нужно поместить в печь для осуществления процесса полимеризации.
Вконтакте
Google+
Изготовление металлических дверей на заводе «СТРОЙСТАЛЬИНВЕСТ»
Завод «СТРОЙСТАЛЬИНВЕСТ» изготавливает двери и металлоконструкции от эконом до элит-класса. Наша продукция изготовлена по современным технологиям и отвечает всем требованиям безопасности. Она проходит жесточайший контроль на всех стадиях производства.
Собственная база с оборудованием и материалами позволяет делать двери качественными и доступными для покупателей. Мы используем высококачественные металлы. «СТРОЙСТАЛЬИНВЕСТ» – весомый аргумент Вашей безопасности.
Кроме дверей, у нас вы можете купить:
Также мы рады предложить:
- Услуги по бесплатному замеру, бесплатной доставке и бесплатной установке.
Специальные бонусные программы и акции станут приятным дополнением к покупке, подробности у наших менеджеров по телефону +7 (495) 769-62-68.
Оглавление
- Порядок работы
- Предпроизводственный этап
- Выбор материалов
- Раскрой гильотинными ножницами
- Использование прессов
- Гибка металла
- Основной процесс-сварка
- Отделочные работы
- Подготовка дверной поверхности
- Окрашивание нитроэмалью и порошковая обработка
- Два способа распыления
- Варианты отделки входных дверей
- Плиты МДФ
- Декоративные элементы
- Контроль продукции
- Выбор и установка фурнитуры
Порядок работы
Производство дверей представляет собой совокупность мероприятий, зафиксированных в специальных документах. Последовательность процессов прописывают в технологической карте.
Каждое предприятие старается создать эксклюзивные наработки, однако большая часть производственного процесса осуществляется по схожим принципам. Дополнительные данные фиксируют в технических условиях. В них прописаны требования, правила проверки и поставки входных дверей, а также условия хранения и эксплуатации изделия. Технические требования имеют ограниченный срок действия и, как правило, со временем корректируются в зависимости от производственной политики предприятия.
Этапы производства металлических дверей
- Предпроизводственный. На этом этапе осуществляется подготовка материалов. Раскрой, гибка, заготовка деталей, составных элементов дверных полотен и коробки;
- Основной процесс. Включает сварку деталей металлоконструкции и другие производственные мероприятия;
- Отделочные работы. Подготовка дверной поверхности, нанесение краски, облицовка и прочие работы;
- Контроль продукции. Уровень качества, взломостойкости и другие показатели отслеживают на каждом этапе. Контрольные измерения фиксируют в специальных документах;
- Выбор комплектующих. Подбор и установка фурнитуры (замок, глазок, петли, доводчики).
 Уровень качества, взломостойкости и другие показатели отслеживают на каждом этапе. Контрольные измерения фиксируют в специальных документах;
Уровень качества, взломостойкости и другие показатели отслеживают на каждом этапе. Контрольные измерения фиксируют в специальных документах;1. Предпроизводственный этап
А) Выбор материалов
Любой производственный процесс начинается с подготовительных работ. В нашем случае с выбора материала. Входное пространство является зоной повышенной опасности, её защита должна быть более совершенной. Именно об этом думают производители, создавая материальную базу своего предприятия.
Признанными лидерами по прочности и универсальности считаются металлы. Чаще всего компании выбирают сталь. Этот металл идеально подходит для изготовления защитных конструкций. Он проходит тщательную проверку, после которой начинается собственно процесс производства.
В производстве дверей традиционно используют углеродистую сталь. Специалисты отмечают высокие прочностные характеристики:
- По сравнению с деревом сталь крепче примерно в 4,5 раза;
- К тому же сталь это ещё и универсальный материал. Её можно использовать не только для защиты, но и для декоративной отделки. Например, кованые элементы отлично сочетаются с пластиком, ламинатом и десятком других материалов.
 Её можно использовать не только для защиты, но и для декоративной отделки. Например, кованые элементы отлично сочетаются с пластиком, ламинатом и десятком других материалов.
Её можно использовать не только для защиты, но и для декоративной отделки. Например, кованые элементы отлично сочетаются с пластиком, ламинатом и десятком других материалов.Б) Раскрой гильотинными ножницами
Сначала из металла делают заготовки: сталь рубят или разрезают на специальном оборудовании. Чаще производители используют гильотинные ножницы. С помощью такого оборудования можно быстро, а главное точно нарезать заготовки для дверного блока. Небольшие предприятия используют устройства для листов стандартных размеров 1250х2500 или 1500х3000.
Гильотинная рубка существенно упрощает производство дверей. Не нужно рассчитывать размеры и беспокоиться о точности форм. Ножницы с высокой точностью выполнят все работы. Мощность устройства составляет почти 2 тонны, что позволяет обрабатывать не только сталь, но и другие металлы, например медь, никель, алюминий или магний.
Кроме этого стальные листы обрабатывают с помощью оборудования раскройки.
В) Использование прессов
Металлические заготовки получают с помощью специальных устройств. Процесс раскройки состоит из отрезки, вырубки, пробивки, обрезки и резки. На металл воздействуют специальным инструментом, чаще всего используют прессы с программным управлением.
На таком оборудовании можно быстро изготовить любую деталь практически любой конфигурации. Прессы пробивают в металле специальные отверстия, а также делают штамповку и формовку. Все процессы осуществляются в рекордные сроки и при минимальных расходах.
В прессе предусмотрен специальный револьверный механизм, который позволяет работать со сложными контурами. Устройство автоматической загрузки и выгрузки упрощает компоновку полученных деталей. Прессовое производство дверей очень экономично. Автоматическое управление гарантирует быструю перенастройку по размерам и параметрам.
Г) Гибка металла
После разрезания гильотинными ножницами или прессовой раскройки металлические листы обрабатывают на гибочном оборудовании. Чаще всего используют листогибочные станки. Дополнительно подбирают вспомогательные инструменты для повышения производительности. Предварительно всё оборудование проверяют на исправность и точность. Ведь даже незначительная задержка приводит к потере финансов.
Чаще всего используют листогибочные станки. Дополнительно подбирают вспомогательные инструменты для повышения производительности. Предварительно всё оборудование проверяют на исправность и точность. Ведь даже незначительная задержка приводит к потере финансов.
Гибка металла – это вид холодной штамповки, при котором металлическая пластина под действием силы приобретает нужную форму. Такой способ производства дверей безопасен и экономичен. Доказано, что входные двери, изготовленные на листогибочном станке меньше подвержены ржавчине, чем сварные изделия. Соединительный шов является уязвимым местом и для силового взлома и для других внешних воздействий.
Для гибки металлических листов чаще всего используют гидравлические прессы. Это оборудование идеально подходит для производства дверных наличников, рёбер жёсткости и других базовых деталей.
Листогибочный пресс деформирует лист металла до нужного размера под высоким давлением. Параметры вводятся в специальную программу, поэтому возможность ошибки практически исключена. Мощность оборудования может достигать 170 тонн, максимальная длина заготовки обычно не превышает 305 сантиметров. Угол гиба можно менять от 10 до 180 градусов, в зависимости от параметров детали. В результате обработки получаются металлические профили, которые будут использоваться в производстве дверей.
Мощность оборудования может достигать 170 тонн, максимальная длина заготовки обычно не превышает 305 сантиметров. Угол гиба можно менять от 10 до 180 градусов, в зависимости от параметров детали. В результате обработки получаются металлические профили, которые будут использоваться в производстве дверей.
2. Основной процесс – сварка
Полученные заготовки и профили соединяют при помощи сварочного оборудования. Особое внимание уделяется материалу. Металл должен быть цельным, без повреждений, иначе технические швы будут неровными.
Производство стальных дверей по сварочной технологии осуществляется различными инструментами. Горелку используют для соединения деталей небольшой толщины. В результате такой обработки места стыка практически не видны. Это повышает антикоррозийные свойства металла и защищает его от разрушения. Такой способ сварки используют в работе с нержавеющей, жаропрочной и кислотоупорной сталью, алюминием и другими сплавами.
В производстве дверей применяют:
- Дуговую сварку. Она бывает полуавтоматической или ручной;
- Электродуговая сварка относится к ручным методам производства. Возможно автоматическое соединение под флюсом;
- Также используется газовая сварка, с помощью которой производят листовые или трубчатые конструкции из тонкой углеродистой стали;
- Кроме этого используют контактную сварку. Соединяемые детали раскладывают на сварочных столах, что исключает неправильную сборку, стыковку и перекос.
 Она бывает полуавтоматической или ручной;
Она бывает полуавтоматической или ручной;Более совершенным методом считается контактная электросварка. Стальные формы и заготовки соединяют с помощью электрического нагрева и одновременном силовом воздействии. Контактная электросварка бывает:
- Стыковой – в местах соединения металл до конца не плавят, а нагревают до определённой температуры и зажимают;
- Точечной – сварка осуществляется током;
- Роликовой – детали располагают внахлёст и зажимают между роликами с электродами.
Метод и способ сварки зависит от особенностей конструкции и толщины металла:
- Сначала металлические двери имеют только каркас вертикальных и горизонтальных элементов;
- Затем его закрывают листовым металлом;
- Места креплений петлей и замка дополнительно усиливают стальными накладками и уплотнителями;
- Затем дверные полотна окрашивают.

3. Отделочные работы
А) Подготовка дверной поверхности
Предварительно двери проходят специальную обработку:
- Полотна очищают от грязи и пыли;
- Ошкуривают, обезжиривают и грунтуют;
- Металл можно покрывать только специальными красками. Большинство производителей выбирают порошковые и нитро краски или эмали. Процесс нанесения каждой имеет свои особенности.
Б) Окрашивание нитроэмалью и порошковая обработка
Нитроэмаль распыляют специальным пульверизатором. Следует учесть, что нитрокраска сохнет очень быстро, поэтому использование кисти или валика не допустимо. Весь процесс занимает не более часа. Поэтому красить железные двери должны только специалисты.
Нитроэмали являются недорогим и практичным покрытием. Обычно их выпускают в готовом виде. Перед нанесением краску проверяют на образце. С такой отделкой стальная конструкция будет надёжно защищена от коррозии, химических веществ, слабых кислот. В краске содержатся особые вещества, которые повышают влагостойкость и качество дверных полотен. Нитроэмаль больше подходит для отделки технических и межкомнатных конструкций. Для входных дверей рекомендуется порошковое напыление. Процесс нанесения также производится только специалистами.
В краске содержатся особые вещества, которые повышают влагостойкость и качество дверных полотен. Нитроэмаль больше подходит для отделки технических и межкомнатных конструкций. Для входных дверей рекомендуется порошковое напыление. Процесс нанесения также производится только специалистами.
Порошковое напыление считается одним из самых износостойких материалов. Многочисленные испытания доказали, что металлоконструкции с порошковой отделкой служат гораздо дольше. Технологию обработки использует практически каждый производитель.
Сначала нужно провести предварительную подготовку металла:
- Поверхность очищают и обезжиривают;
- После детали ополаскивают и сушат в специальных печах;
- Затем изделия охлаждают и готовят для дальнейшей обработки;
- Краска наносится в камере напыления. Это полностью герметичное пространство. Частицы краски, даже не осевшие на металлической поверхности, не попадут наружу.
Порошковую краску наносят по технологии электростатического напыления:
- Сначала краску ссыпают в питатель, через который подаётся воздух. Именно он делает частицы краски воздушными;
- Затем, полученную аэровзвесь перекачивают специальным насосом и передают в напылитель. Там краска поляризуется и приобретает электростатический заряд. После краска полностью готова к использованию.
 Именно он делает частицы краски воздушными;
Именно он делает частицы краски воздушными;Существует два способа распыления:
- При электростатическом напылении используют высоковольтную аппаратуру. Такой способ хорош для гладких поверхностей;
- Конструкции с углублениями и отверстиями лучше всего обрабатывать трибостатическим способом, с помощью сжатого воздуха. Этот метод менее затратный, так как не требует постоянного источника питания. Трибостатическая технология используется при обработке деталей сложной формы.
В конце конструкцию помещают в камеру поляризации, где краска окончательно закрепляется на поверхности. Железные двери стандартных размеров помещают в тупиковые камеры, а крупногабаритные конструкции – в проходные. Кроме этого в производстве дверей используют камеры с автоматическим напылением.
Помимо высокой изностойкости двери с порошковым напылением обладают эстетической привлекательностью. Цвет и текстуру можно подобрать к любому интерьеру.
В последнее время популярностью пользуется порошковое покрытие, имитирующее натуральное дерево. Технология обработки практически не отличается от обыкновенной порошковой отделки. В конце окрашенную конструкцию дополнительно оборачивают плёнкой с рисунком. Термообработка закрепляет изображение и делает металлическую поверхность невосприимчивой к ржавчине и другим воздействиям. Рисунок невозможно стереть. Такое покрытие гораздо крепче и долговечнее остальных.
Входные двери отделывают не только нитроэмалями и порошковыми красками, существует множество других материалов.
В) Варианты отделки входных дверей
Плиты МДФ. Металл сочетается практически с любой отделкой, главное – выбрать надёжный и долговечный материал. Все эти качества есть у МДФ. Древоволокнистая плита средней плотности подходит для входных и межкомнатных дверей.
- Отделка МДФ, как и порошковая обработка начинается с очистки металла;
- После полотно облицовывают спрессованными плитами;
- Стыки устраняют специальными наполнителями;
- Дополнительную защиту обеспечивает лаковое покрытие. Оно создаёт барьер для солнечных лучей и атмосферных осадков;
Винилискожа (искусственная кожа). Этот отделочный материал благодаря своей практичности и доступности входит в число самых популярных. Она может быть гладкой или фактурной, всё зависит от модели. Производство металлических дверей с винилискожей имеет практически каждая крупная компания. Недорогие конструкции прочны и надёжны. Искусственная кожа защищает металл от повреждений и преждевременного износа. Кроме того, наша компания предлагает на выбор большой выбор цветов и оттенков этого материала, что сделает вашу дверь поистине уникальной и привлекательной;
Ламинат. Также относится к искусственным материалам. По сравнению с МДФ менее устойчив к воде. Специальные антивандальные покрытия позволяют использовать ламинат в качестве наружной отделки. Это скорее исключение, чаще всего такую отделку можно увидеть внутри помещения. Ламинированное покрытие является отличным декоративным материалом. Входные двери ламинат займут достойное место в домашней обстановке;
По сравнению с МДФ менее устойчив к воде. Специальные антивандальные покрытия позволяют использовать ламинат в качестве наружной отделки. Это скорее исключение, чаще всего такую отделку можно увидеть внутри помещения. Ламинированное покрытие является отличным декоративным материалом. Входные двери ламинат займут достойное место в домашней обстановке;
Массив. Специалисты сходятся во мнении, что натуральное дерево использовать не выгодно. Во-первых, это дорого. Во-вторых, довольно хлопотно. Достойной заменой будет отделка из массива. Спросом пользуется массив дуба, красного дерева, бука. Прочностные характеристики выше у клееного массива, многослойного материала из спрессованных волокон;
Декоративные элементы. Кованые изделия можно соединить с разными материалами. Такая отделка будет достойно смотреться и на парадной двери и на внутренней перегородке. Вставки из стекла подойдут как для входных, так и для межкомнатных конструкций. Особую привлекательность добавят ажурный металл или бронза. Фотопанели, витражи, мозаики используют исключительно для украшения.
Фотопанели, витражи, мозаики используют исключительно для украшения.
Сегодня компания всё чаще предлагают комбинированные варианты отделки, сочетающие прочность и внешнюю привлекательность. Например, большим спросом пользуются металлические двери с порошковым напылением и ламинатом с внутренней.
4. Контроль продукции
Проверка на прочность и взломостойкость
Следующий этап производства дверей это проверка качества. Специалисты обязаны отслеживать качество продукции в течение всего производственного процесса.
- Сначала проверку проходит оборудование. Оно должно быть полностью исправным и иметь все сертификаты;
- Те же требования предъявляются к деталям и материалам. Заготовки из металла тестируют на специальных устройствах. Производитель оценивает физические свойства и другие характеристики;
- Затем похожие испытания проходит готовая дверная конструкция. Размеры двери должны соответствовать установленным требованиям ГОСТ. Кроме этого специалисты тщательно проверяют цельность металла. На поверхности не должно быть царапин, сколов и других повреждений;
- Особое внимание уделяют взломостойкости. Металлоконструкции для квартир, загородных домов должны иметь третий или четвёртый класс взломостойкости. При производстве дверей узкоспециального назначения (противопожарные, пуленепробиваемые и другие) заключение о допуске в продажу должна подтвердить специальная комиссия.
 Кроме этого специалисты тщательно проверяют цельность металла. На поверхности не должно быть царапин, сколов и других повреждений;
Кроме этого специалисты тщательно проверяют цельность металла. На поверхности не должно быть царапин, сколов и других повреждений;Контроль качества является важной составляющей производственного процесса. Регулярные проверки уменьшают количество бракованной продукции, а также ускоряют и повышают эффективность всего производства.
5. Выбор и установка фурнитуры
Завершающий этап производства дверей напрямую связан с подбором фурнитуры и комплектующих деталей.
- Готовую конструкцию дополнительно укрепляют рёбра жёсткости и изоляционные материалы. Стандартные модели имеют два или три ребра из профильной трубы. Пространство между полотнами заполняют поролоном или синтепоном. Эти материалы обладают прекрасными изоляционными и утепляющими свойствами. Дополнительную защиту обеспечат резиновые уплотнители и броненакладки;
- Установка петель также требует предварительной подготовки. Производители используют универсальные и классические петли. Последний вариант чаще выбирают для квартиры. Классические петли крепки и удобны, при необходимости легко снимаются. Более универсальными считаются неразъёмные петли, они подходят практически для всех моделей.
 Эти материалы обладают прекрасными изоляционными и утепляющими свойствами. Дополнительную защиту обеспечат резиновые уплотнители и броненакладки;
Эти материалы обладают прекрасными изоляционными и утепляющими свойствами. Дополнительную защиту обеспечат резиновые уплотнители и броненакладки;Кроме этого двери комплектуют ручкой, замком, глазком. Данные элементы должны иметь все входные конструкции независимо от назначения.
- На входные двери устанавливают ручки нажимного типа. Такой тип устройства надёжен и практичен. Также используют стационарные ручки. По прочностным характеристикам – этот вариант выигрывает, однако уступает по взломостойкости. Нажимные ручки идут в одном комплекте с замками. Фалевая защёлка в паре с блокирующими элементами замка обеспечивает надёжную защиту от внешних вторжений.
- Дверные замки монтируют двумя способами:

Навесной вариант приемлем для дополнительных конструкций в подсобных, складских помещениях.
Для офисных или квартирных дверей такие замки совершенно не подходят. В этом случае используют врезные модели. Запирающее устройство устанавливают в полотно. Такой способ безопасен и уменьшает вероятность взлома.
- Для всесторонней безопасности необходима установка дверных глазков. Конструкции в базовой комплектации оснащают устройствами с углом обзора не менее 180 градусов. Глазки могут быть открытого типа без крышечки и закрытого типа с крышечкой. Для квартиры подходят оба варианта.
Оборудование для производства металлических дверей
Какое оборудование используется для изготовления металлических дверей
Залогом соответствия металлической дверной конструкции современным требованиям безопасности и надежности является изготовление ее на соответствующем оборудовании. На разных заводах могут использоваться разные станки, инструменты – все зависит от типа конструкции, вида отделки дверей и других факторов. Но основное оборудование применяется одно и то же.
Но основное оборудование применяется одно и то же.
Процесс производства стальных дверей
Однотипность оборудования на разных заводах обусловлена тем, что процесс изготовления металлической двери состоит из этапов, которые обязательны для любого производителя.
1. Первый этап заключается в подготовке металла. Стальные листы сортируют, прокатывают, очищают и отправляют на хранение.
2. Размечают и нарезают листы необходимых размеров и толщины.
3. Из нарезанных заготовок формуют профили и короб двери путем гибки.
4. Собирают дверь в единое целое и приваривают детали друг к другу. В зависимости от технологии производства и используемого оборудования выполняют рихтовку.
5. Окрашивают дверное полотно и коробку.
6. Выполняют декоративное оформление – в соответствии с задуманным дизайном двери. Дверь может просто оставаться окрашенной, или она оформляется накладными панелями, кожвинилом, шпоном и так далее.
7. Устанавливают фурнитуру.
8. Тестируют продукцию на соответствие качеству.
Чтобы получить качественную продукцию, большинство из этих операций необходимо выполнять на специальных автоматизированных станках, обеспечивающих высокую точность. Крупные производители устанавливают в своих цехах автоматизированные линии. Могут использоваться полуавтоматизированные линии. Мелкие производства используют по большей части ручной труд, но даже здесь требуется определенный набор специального оборудования.
Оборудование для резки металла
Прежде чем приступать к нарезке деталей будущей двери, стальные листы требуется разметить. Хотя на крупных заводах нарезка выполняется при помощи станков с ЧПУ, действующих по заданной программе. Подобное оборудование позволяет просто поместить лист металла в станок, и на выходе получить заготовку, выполненную с высочайшей точностью.
Резка металла на сегодняшний день выполняется тремя способами:
· гильотина – самый примитивный вариант, станок оснащается мощным металлическим столом-плитой, на котором размещается размеченный стальной лист, а в качестве резака выступает подвижная плита из твердого сплава, способная разрезать сталь толщиной до сантиметра;
· плазменная резка – используется в современных станках;
· лазерная резка – другой вариант для современных станков.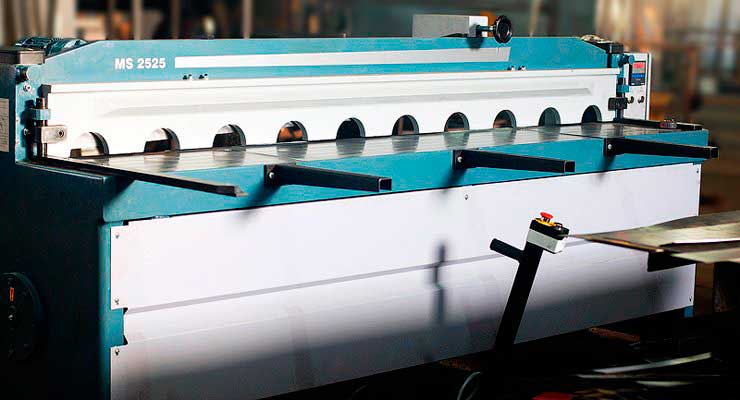
На таком оборудовании изготавливают детали для каркаса, ребер жесткости, полотна и дверной коробки. Высокотехнологичное оборудование позволяет одновременно с нарезкой заготовок выполнять в них отверстия под фурнитуру – замки, ручки, крепления петель, глазки и прочее.
Оборудование для гибки заготовок
Раскроенные листы металла отправляют на листогибочные станки. Они имеют достаточно большие размеры, управляются гидравликой.
Размеченный лист помещается в такой станок строго по линиям разметки, после чего запускается сам процесс. Таким образом производят практически все детали будущей двери.
На заводах, выпускающих металлические двери серийно, по нескольку десятков единиц в день, используется профессиональное оборудование. Здесь гибка листов выполняется под контролем автоматов, работающих по заданной программе. Благодаря этому процесс значительно ускоряется, одновременно достигается высочайшая точность.
Оборудование для сборки и сварки
После резки и гибки получают готовые детали дверной конструкции. Далее их отправляют к месту сборки. Это большие железные столы с ровной поверхностью.
Далее их отправляют к месту сборки. Это большие железные столы с ровной поверхностью.
Здесь детали соединяются друг с другом, подгоняются и скрепляются при помощи струбцин, прижимов. После чего приступают к сварке. Сначала все швы прихватываются точечно, а затем свариваются окончательно.
Выполняют сварочные швы одним из следующих видов оборудования:
· сварочный инвертор;
· полуавтоматический станок, который использует проволоку, а работа ведется в среде инертного газа;
· автомат контактной сварки.
Разница этих методов состоит в двух параметрах. Первый – это скорость выполнения работы. А второй – необходимость рихтовки, которая возникает в результате перегрева металла.
Современные станки используют метод точечной контактной сварки, что меньше всего влияет на металл, не деформирует его, не приводит к появлению окалин, выступов и вмятин. Все это так или иначе снижает прочность металла, а значит, и прочность готовой дверной конструкции. И к тому же требует дополнительных работ после выполнения сварочных швов, связанных с их очисткой и шлифовкой. Применение вышеуказанного оборудования избавляет от этих проблем.
И к тому же требует дополнительных работ после выполнения сварочных швов, связанных с их очисткой и шлифовкой. Применение вышеуказанного оборудования избавляет от этих проблем.
Оборудование для отделки металлических дверей
Самый распространенный вариант первичной отделки металлических дверных конструкций – порошковая окраска. Он же может быть и окончательным вариантом. Выполнить такую отделку можно только в заводских условиях, поскольку для нее требуется специальное оборудование.
Во-первых, необходима предварительная обработка с целью очищения и обезжиривания поверхности. Для этого используется многопозиционный станок с пульверизатором. Может использоваться также машина дробеструйной очистки.
Во-вторых, требуется нанести на дверь сам порошковый краситель. Для этого необходимы механический подъемник, который будет удерживать и транспортировать дверь, и камера напыления с вихревым устройством, распыляющим порошок.
В-третьих, необходима камера-печь для закрепления красителя на металле. Более всего сейчас распространен способ нагревания путем циркуляции горячего воздуха. В качестве источника тепла могут выступать электроэнергия, пар, газ, нефть и прочее, по выбору производителя дверей. Такая камера является важнейшей деталью линии по окрашиванию дверей.
Более всего сейчас распространен способ нагревания путем циркуляции горячего воздуха. В качестве источника тепла могут выступать электроэнергия, пар, газ, нефть и прочее, по выбору производителя дверей. Такая камера является важнейшей деталью линии по окрашиванию дверей.
Кроме порошковой краски, металлические двери могут иметь разнообразное декоративное оформление. Так, сейчас популярны накладные панели из МДФ или натурального дерева. Для их изготовления используются отдельные станки или линии.
Автоматизация производства металлических дверей
Входные стальные двери очень популярны и востребованы на современном рынке. Потому производители заинтересованы в увеличении скорости их изготовления. С другой стороны, требуется высочайшее качество подобной продукции, чтобы не терять потенциальных покупателей и составлять достойную конкуренцию другим производителям.
Поэтому на крупных заводах используют автоматические и полуавтоматические линии. Автоматическая линия требует крупных финансовых вложений, но позволяет полностью исключить влияние «человеческого фактора», то есть максимально снизить процент бракованной продукции. Она состоит из следующего оборудования:
Автоматическая линия требует крупных финансовых вложений, но позволяет полностью исключить влияние «человеческого фактора», то есть максимально снизить процент бракованной продукции. Она состоит из следующего оборудования:
· станок плазменной или лазерной резки металла;
· листогибочный пресс;
· станок точечной сварки с клещами;
· станок для сварки в углекислой среде.
Автоматическая линия на изготовление одной двери затрачивает пару минут. Для ее обслуживания требуется несколько человек, но они должны обладать высокой квалификацией.
Дешевле обходится полуавтоматическая производственная линия. Здесь некоторые операции выполняются вручную, потому количество персонала увеличивается, равно как и процент брака. А скорость производства снижается. В состав полуавтоматической линии входят:
· станок для резки стали;
· листогибочный пресс;
· различные сварочные аппараты, которыми управляют люди.
Стоимость подобной линии на порядок дешевле, чем полностью автоматизированной. Но недостатки ее указаны выше.
Оборудование для покраски дверей приобретается и устанавливается отдельно. Это справедливо как для автоматических, так и для полуавтоматический линий.
Понятно, что для размещения такого количества оборудования, создания рабочих мест персонала потребуется немалых размеров помещение. В соответствии с этапами производства металлических дверей на нем организовывают производственные секторы. К тому же потребуется оборудовать склад готовой продукции. Необходимо также соблюсти требования по безопасности производства, включая пожарную, и обеспечить вентиляцию помещений.
Производство металлических дверей в Краснодаре
Входные металлические двери являются неотъемлемым атрибутом квартир, домов и помещений, где безопасность для владельцев находится превыше всего. Основная задача компании «Двери Краснодар» — обеспечение Вашей безопасности. Наше предприятие предусматривает изготовление как стандартных металлических дверей с полной комплектацией, так и индивидуальных заказов. Производство дверей ведется с полным соблюдением норм ГОСТ и правил технологического процесса, что обеспечивает высокое качество выпускаемой продукции и полное соответствие запросам потребителей. Технологический процесс изготовления металлических дверей позволяет использовать для отделки двери самые разнообразные материалы.
Производство дверей ведется с полным соблюдением норм ГОСТ и правил технологического процесса, что обеспечивает высокое качество выпускаемой продукции и полное соответствие запросам потребителей. Технологический процесс изготовления металлических дверей позволяет использовать для отделки двери самые разнообразные материалы.
Компания «Двери Краснодар» имеет собственную производственную базу с современным высокотехнологичным оборудованием, которая объединяет лучшие технологии изготовления дверей с высокой степенью автоматизации. В основе нашего производства — автоматизированный технологический процесс изготовления металлических дверей. Автоматические линии, служащие для изготовления дверных полотен, позволяют увеличить мощность производства, скорость и качество выпускаемой продукции. Автоматические прокатные станы профилирования позволяют изготавливать дверные коробки из единого листа металла, обеспечивая тем самым геометрическую точность профилей и дополнительную прочность изделия. Автоматические сварочные комплексы выполняют сварочный шов, который впоследствии не требует зачистки, что позволяет увеличить прочность соединения и экономить время на данную операцию. Равномерное нанесение порошково-полимерного покрытия на металлическую дверь осуществляется с помощью автоматических распылителей, которые обеспечивают высокое качество покрытия и эстетичный внешний вид дверного полотна.
Автоматические сварочные комплексы выполняют сварочный шов, который впоследствии не требует зачистки, что позволяет увеличить прочность соединения и экономить время на данную операцию. Равномерное нанесение порошково-полимерного покрытия на металлическую дверь осуществляется с помощью автоматических распылителей, которые обеспечивают высокое качество покрытия и эстетичный внешний вид дверного полотна.
Процесс изготовления металлических дверей происходит в несколько этапов. Сначала происходит сборка металлического каркаса, для которого применяется гнутый профиль и сваренная труба прямоугольного сечения, которая обеспечивает высокую прочность и жесткость дверной конструкции. Сборка металлического каркаса производится с помощью сварки. Также на этом этапе выполняется установка ребер жесткости. Следующим этапом является установка дверных замков и монтаж дополнительных средств защиты и усиления дверей. Данная операция нужна расположенным против петель углам и петлевой стороне. Для увеличения безопасности в верхней и нижней частях двери устанавливаются штыри. Далее внутреннее пространство двери заполняется теплоизолирующим материалом, устанавливается внешняя обшивка двери и выполняется монтаж уплотнителей на готовое дверное полотно. Последним этапом производства является заключительная отделка и декорирование металлической двери.
Для увеличения безопасности в верхней и нижней частях двери устанавливаются штыри. Далее внутреннее пространство двери заполняется теплоизолирующим материалом, устанавливается внешняя обшивка двери и выполняется монтаж уплотнителей на готовое дверное полотно. Последним этапом производства является заключительная отделка и декорирование металлической двери.
Благодаря ответственному подходу к изготовлению дверей мы создаем хорошую конкуренцию другим компаниям, выпускающим металлические двери. Специалисты нашей компании успешно используют достижения инновационных разработок и применяют для изготовления дверей самые лучшие материалы. Компания «Двери Краснодар» постоянно развивается, увеличивая свою конкурентоспособность. Наше производственное оборудование постоянно обновляется, постоянно совершенствуются технология производства дверей и используются самые прогрессивные материалы.
Благодаря использованию современного высокоточного оборудования и передовой технологии, нам удалось построить гибкое производство металлических дверей с высокими показателями качества, которые отвечают потребительским предпочтениям, стандартам качества, а также современным требованиям защиты и безопасности.
Какое потребуется оборудование для производства стальных дверей
Автоматическая линия по изготовлению металлических дверей
Чтобы обеспечить дому действительную крепость, необходимо вход в него преградить надежными металлическими дверями, которые защитят от непрошеных гостей, шума с улицы и холодных ветров. Входные металлические двери — стандартное требование, предъявляемое сегодня каждым обывателем собственного жилища. Какое оборудование для производства стальных дверей используется при их изготовлении, подскажет статья.
Способы изготовления металлических дверей
При изготовлении металлических дверей, прежде всего, определяется технология их производства. Это задает скорость процесса, конструктивные особенности изделия, точность подгонки деталей и качество конструкции.
Производство дверей может выполняться тремя способами:
| Способ изготовления металлической двери | Особенности процесса |
Кустарный | При таком методе используется ручной труд с минимальным применением оборудования. Недостатки подхода: Недостатки подхода:
Главным достоинством метода является возможность изготовления двери по сложным специальным проектам. |
На автоматической линии | Изделия изготавливаются полностью автоматизированным способом с использованием робототехники. Это позволяет свести к минимуму затраты при производстве металлических дверей, и обеспечивает максимальное качество готового изделия. На автоматизированной линии можно получать до 600 готовых дверей в день. Недостатки процесса:
|
Полуавтоматический или комбинированный | При совмещении ручного и автоматического труда предусматривается применение полуавтоматических линий, с выполнением некоторых работ вручную. Таким образом, можно получить изделие с большим качеством, чем у аналога, произведенного кустарным методом, но такой вариант уступает автоматическому изготовлению металлических дверей по скорости, и точности получаемых конструкций. В день можно изготовить до 20 дверей. |
Основные этапы производства
Каким бы методом не изготавливались двери, процесс производства состоит из таких обязательных этапов как:
- Подготовка материалов;
- Сборка каркаса;
- Сварка конструкции;
- Установка замков;
- Монтаж фурнитуры и элементов защиты;
- Заполнение пространства внутри конструкции;
- Обшивка и покраска дверей.
Материалы для изготовления
Металлические двери могут изготавливаться из профильных сортовых материалов: уголков, труб прямоугольного сечения или гнутых профилей. В последнем случае, из листов металлопроката формируются определенные профили. При этом толщина листа не должна превышать 2 мм.
Совет: Не стоит использовать большую толщину листа. В этом случае, очень тяжелые двери сложно открывать/закрывать, быстро будут изнашиваться петли, из-за высокой нагрузки на них.
Необходимая фурнитура и элементы защиты:
- Петли: скрытые или навесные (см. Петли для металлических дверей — нюансы выбора). Для дверей массой до 70 кг достаточно двух петель. Бронированные конструкции лучше крепить на 4 петли.
- Накладки на замки из прочного металла толщиной от 1,5 до 4,5 мм, устанавливаемые на замки цилиндрового и сувальдного типов. Эти элементы защищают замки от высверливания. Бронированные накладки могут быть накладными, врезными, магнитными, классическими.
- Штыри против взломов. Эти небольшие устройства располагаются на дверных полотнах и входят в отверстия рамы при закрывании дверей.
- Глазки любого типа.
- Сигнализация, которая может быть автономной, пультовой.

После ознакомления со всеми элементами конструкции металлических дверей, можно решить, какое оборудование потребуется для их изготовления.
Оборудование для получения заготовок
Прежде чем использовать металл для изготовления дверей, необходимо:
- Отсортировать его;
- Проверить маркировку;
- Определить наличие деформаций;
- Удалить коррозию и окалину.
Далее выполняется раскрой листового металла. Для этого, кернером и чертилкой на листе наносятся размеры деталей (можно использовать шаблоны).
Инструменты для разметки
Для резки металлопроката используются:
- Гильотинные ножницы, пилы, прессы;
- Стационарные станки с ручными резаками или газовой резкой;
- Лазерная, плазменная резка.
- Резка металла на гильотинных ножницах
- Оборудование для газовой резки
- Лазерная резка металла
Для обработки заготовок при изготовлении нужных деталей, используется гибочное оборудование. В этом случае, под давлением пресса, металлическому листу придается нужная форма: стандартная прямоугольная или арочная модель. Для получения дугообразного профиля верхней части двери, заготовка пропускается через прокатный станок. После проката, профиль нарезается на нужные участки.
В этом случае, под давлением пресса, металлическому листу придается нужная форма: стандартная прямоугольная или арочная модель. Для получения дугообразного профиля верхней части двери, заготовка пропускается через прокатный станок. После проката, профиль нарезается на нужные участки.
С заготовок снимаются заусеницы. Это делается вручную напильником или на специальной опилочной машине.
Затем заготовки отправляются для пробивки отверстий разного диаметра под установки замков и фурнитуры, по подготовленным картам раскроя.
- Изготовление арочного профиля
- Оборудование для производства дверей из профиля
- Снятие заусенцев с полотна
- Установка фурнитуры
Оборудование для сборки и сварки двери
Совет: Для сборки дверного полотна следует использовать метод контактной сварки, чтобы исключить деформацию полотен и обеспечить отсутствие сварочных швов.

Инструкция по сборке и сварке двери:
- При приварке листов к каркасу, оставляется с передней стороны отступ примерно 20 мм, который будет служить притвором двери;
- Для увеличения жесткости конструкции полотна, устанавливаются специальные ребра жесткости;
- Одновременно с ребрами жесткости устанавливаются дверные замки в специальных «технологических карманах»;
- Между полотнами двери монтируется уплотнитель из негорючей базальтовой плиты;
- К собранной двери, своими руками привариваются петли. При этом необходимо соблюдать требуемые зазоры между полотном и коробкой двери.
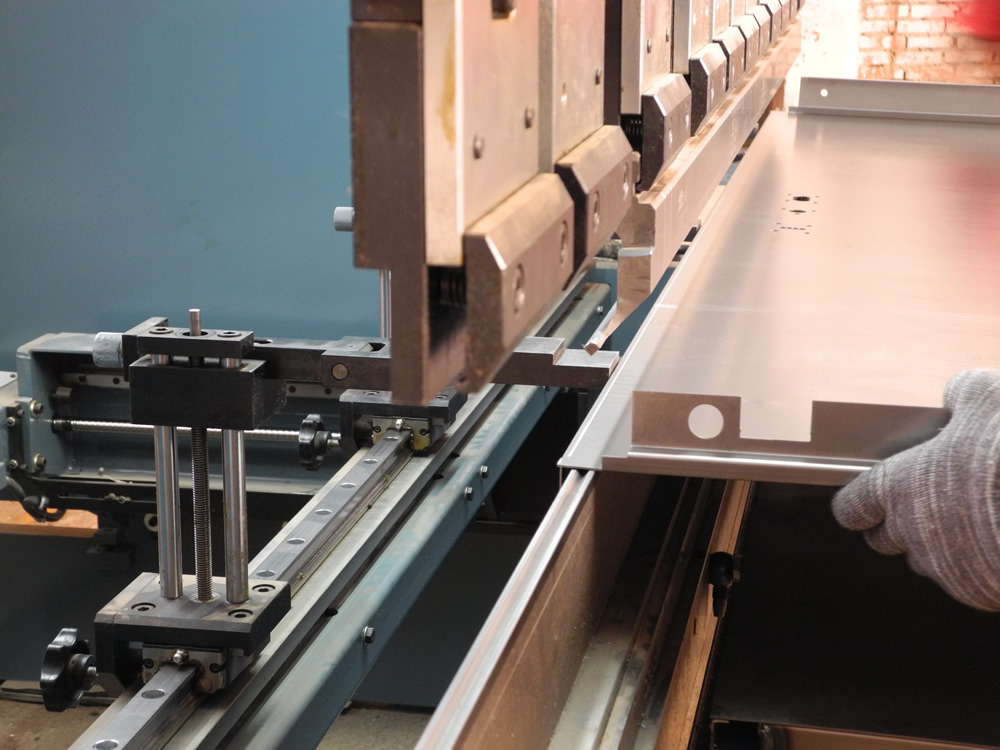
На фото представлено оборудование, используемое для изготовления металлической двери, в производственных цехах завода.
Чтобы лучше представить весь цикл изготовления металлических дверей, подробнее познакомиться с работой оборудования, стоит посмотреть видео в этой статье.
Обработка двери лакокрасочными материалами
Собранная металлическая дверь поступает на участок под покраску. Покрытие наносится на хорошо очищенную и обезжиренную поверхность.
Покрытие наносится на хорошо очищенную и обезжиренную поверхность.
Существует три основных способа нанесения краски:
- Струйный облив;
- Из пневматического распылителя;
- Распылением краски в электростатическом поле.
В качестве покрытия используются краски различных цветов. Обычно это: нитро краска, порошковая, молотковая или графитовая. Это позволяет получить хорошую защиту двери от коррозии и небольших механических повреждений.
Покраска металлической двери
Использование специального оборудования для производства дверей, позволяет получить конструкцию высокого качества, что обеспечивает использование конструкции в первоначальном виде долгие годы.
Производство противопожарных дверей
Наше производство противопожарных, технических и квартирных металлических дверей ориентировано прежде всего, на обеспечение строительных компаний Санкт-Петербурга надежными дверьми по индивидуальным размерам и комплектации.
Мы не первый год производим металлические двери и знаем, как трудно им выдержать все испытания, пока строительство не будет завершено. Наши монтажные бригады поддерживают обратную связь с конструкторским отделом, который при необходимости вносит улучшения в конструкцию дверей или технологию производства.
Практически все производители металлических дверей используют схожую конструкцию и схожую технологию изготовления дверей, при этом качество и надежность получается разная.
Рассмотрим чем наше производство отличается от многих других производителей противопожарных и металлических дверей.
Минимальный набор оборудования для производства металлических дверей включает в себя: гильотину (рубка металла), гибочный станок и сварочный аппарат. При таком варианте все технологические отверстия делаются вручную, а качество с повторяемостью оставляет большой вопрос. Покраска дверей происходит в сторонней организации, что может сказываться на сроках и появлении царапин при перемещениях.
Теперь посмотрим, как производство противопожарных и технических дверей происходит в нашей фирме.
Гильотинные ножницы «HACO» (Бельгия) производят первоначальный раскрой заготовок листового металла в соответствии с картой раскроя и на выходе получаются полоски металла для полотна, коробки, ребер жесткости. Далее эти заготовки идут либо на гибку, либо на установку лазерного раскроя, если в них необходимо сделать отверстия.
Установка лазерной резки EUROMAC (Италия) — самый дорогой станок, который могут себе позволить не все производители дверей. Он режет отверстия с большой скоростью и точностью в заготовках (точность резки 0.1 мм.): под замок, под изгибы коробки, под изгибы полотна, под остекление и многие другие. С таким станком полностью отсутствуют ручные операции и исключается вероятность ошибок и низкого качества. com/embed/7VgtdaADgkE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/7VgtdaADgkE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Листогибочный гидравлический пресс HACO (Бельгия) производит гибку полотен и рам для последующего этапа сварки. При этом оператор самостоятельно регулирует угол гиба при помощи системы ЧПУ.
Все детали с предыдущих трех станков поступают на сварочный участок, где жестко крепятся к ровному и прочному металлическому сборочному столу. После этого необходимые сварочные швы зачищаются для придания привлекательного внешнего вида противопожарных металлических дверей.
Для того, чтобы установить замок и при этом в дальнейшем не было зазоров и люфтов при закрытой двери, все двери устанавливаются и крепятся в стенд, который имитирует идеальный проем и имеет углы 90 градусов.
Перед окраской все двери обезжириваются, а затем подвергаются фосфатированию материалом для аморфного фосфатирования марки «Кеммикс», что существенно снижает риск возникновения коррозии металлических дверей.
Нанесение порошковой краски с помощью самого лучшего на данный момент оборудования фирмы GEMA, позволяет получить качественный и равномерный слой порошковой краски.
Последний этап перед упаковкой — это окраска порошковой краской и сушка в шкафу высокой температурой.
Теперь мы видим, что производство противопожарных металлических дверей организовано в нашей фирме на должном уровне.
Технология изготовления дверей
Задумываясь о приобретении входной двери, клиент учитывает множество факторов: вариант отделки, материал-основу, бренд производителя… Ежегодно специалисты отмечают повышение технологического уровня производства входных конструкций. Это является главной тенденцией развития отечественного рынка стальных дверей.
Это является главной тенденцией развития отечественного рынка стальных дверей.
Технология изготовления входных дверей
Сегодня разработаны две технологии создания дверей, они отличаются по типу металлопроката. Горячекатаная листовая сталь применяется в трубно-угольном способе производства дверей. Суть технологии в том, мастера приваривают полосы металла к каркасу или прикрепляют их к ребрам жесткости. К недостаткам трубно-угольного способа изготовления относится невозможность соблюдения точной геометрии изделия, ведь вся дверь собрана из отдельных деталей. При этом готовая дверь превращается в тяжелый груз и не может похвастаться хорошей адгезией (прочностью сцепления порошкового покрытия с окрашиваемой поверхностью). Дверь, изготовленную подобным ручным способом, нереально укомплектовать сложной системой запирания замков.
В сталегибочной методике задействована сталь, произведенная методом холодной прокатки. Толщина стальных листов варьируется от одного до двух миллиметров. С помощью точечной сварки листу металла придают сгибают определенную геометрическую форму. В результате получается готовое изделие, обладающее малым весом и с возможностью грамотного монтажа замков.
С помощью точечной сварки листу металла придают сгибают определенную геометрическую форму. В результате получается готовое изделие, обладающее малым весом и с возможностью грамотного монтажа замков.
В современном дверном производстве используются стальные листы с различной толщиной. Оптимальной для полотна считается толщина листа от полутора до двух миллиметров.
Меньшие цифры не могут гарантировать устойчивость двери к взлому с помощью физической силы. Толщина листов более 3 мм увеличивает вес двери и негативно влияет на долговечность петель.
Конструкция двери
Наполнитель железной двери (минвата, пенополиуретан и др.) определяет степень ее шумо- и звукоизоляции. Минеральная вата делает металлические двери устойчивыми к огню. Увеличить звуковую и тепловую изоляцию полотна поможет двойной уплотнитель, который помещают вдоль периметра двери.
Производители часто укрепляют каркас двери стальными ребрами (обычно двумя-тремя), что обеспечивает дополнительную прочность конструкции. Ребра, расположенные вертикально, делают дверь невосприимчивой к нагрузкам скручивающего характера. Пруты по горизонтали полотна не позволяют оттиснуть его от коробки. Максимально прочные конструкции оснащены комбинированной системой ребер (продольными и поперечными прутьями).
Ребра, расположенные вертикально, делают дверь невосприимчивой к нагрузкам скручивающего характера. Пруты по горизонтали полотна не позволяют оттиснуть его от коробки. Максимально прочные конструкции оснащены комбинированной системой ребер (продольными и поперечными прутьями).
На надежность двери влияет наличие притвора, т.е. выступа на входной конструкции. Притвор возможен только на изделиях, изготовленных сталегибочным методом. Эта выступающая деталь закрывает ход к замочному ригелю, не дает снять полотно с петель. В железных изделиях элит-категории металлический притвор находится не только на дверной коробке, но и на самом полотне.
Как показывает практика, сталегибочный способ производства считается более прогрессивным (и, соответственно, дорогостоящим) нежели трубно-угольный метод изготовления. Хотя эту технологию возможно наладить только на дорогом профессиональном оборудовании, входные конструкции из холоднокатаных листов славятся повышенным уровнем механопрочности, отличными шумо- и теплоизоляционными качествами, хорошей адгезией.
Внутренний взгляд на производство компонентов стальной дверной коробки
Производство металла увлекательно, потому что оно постоянно улучшается. Возьмем, к примеру, стальные двери и рамы — современные производители могут производить двери, которые не только просто подгонять и красить, но и прослужат всю жизнь.
В компонентах дверной коробки много профилей профилирования, так что давайте разберем их и разберем их конструкцию! Мы также выясним, где гнутые детали идеально подходят для дверей и рам, а где детали, формованные тормозом, более популярны.
Изготовление стальных дверных и рамных элементов
(Фото любезно предоставлено Anderson Door & Window Mechanics)
Многие стальные двери для жилых и коммерческих помещений на самом деле не являются полностью стальными, а вместо этого состоят из стальной внешней поверхности с бумажными сотами , стекловолокном или изоляционным сердечником из пенопласта . Это называется полой металлической дверью. Цельнометаллические применяются в морских или военных целях, но они слишком тяжелы для любых других применений.
Это называется полой металлической дверью. Цельнометаллические применяются в морских или военных целях, но они слишком тяжелы для любых других применений.
Производители стальных дверей и рам иногда изготавливают собственные компоненты, но также покупают их у сторонних компаний.
Как формируется стальная дверная рама?
Вот один пример:
- Стальные поверхности дверей вырезаны из листовой стали. Это уменьшает сырье до указанного размера, необходимого для производства.
- Затем компоненты стальной двери отправляются на пробивной пресс. Пробивной пресс с ЧПУ оснащен множеством инструментов для выполнения точных вырезов проемов, в которых можно разместить дверную фурнитуру, комплекты освещения, жалюзи и т. Д.
- Пора его сформировать! В большинстве случаев листогибочный пресс сгибает вертикальные кромки дверей по закаленной штамповке. Отдельный пресс с многоступенчатыми фальцевальными инструментами сгибает соединяющиеся кромки на противоположной стороне двери, чтобы две части можно было соединить.
- Наконец, точечная сварка позволяет закрепить вертикальные и горизонтальные кромочные каналы. Если это пустотелая дверь, внутрь оболочки помещается сердечник. Дальнейшая сварка происходит по периметру, чтобы буквально скрепить сделку.

Дверные каналы и форма для прокатки
На двери имеются кромочные узлы, состоящие из четырех каналов: двух горизонтальных и двух вертикальных. Существует множество вариантов этого обрамления, доступных для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться. Валковое формование этих компонентов очень распространено.
Вертикальные детали содержат усиление для петель, а также защелку и фиксатор с другой стороны.Расположение этих монтажных позиций определяется отраслевыми стандартами, которые меняются в зависимости от размера двери. Существуют также другие типы оборудования, такие как засовы, доводчики, аварийные штанги и комплекты для двойной двери, которые добавляют к возможным комбинациям вырезов краевого канала. Поэтому большинство производителей пробивают эти каналы в виде плоских листов перед ручной формовкой с помощью тормоза.
Хотя формовка с помощью тормоза эффективна для нечетных комбинаций дверной фурнитуры, эти типы дверей составляют лишь около 30% всех указанных стальных дверей.«Стандартные» двери большего объема могут использовать профилирование кромок, верхнего и нижнего обрамления двери, что приводит к снижению стоимости компонентов. Передача этих деталей на аутсорсинг также оставляет за собой способность формования тормозов, которая является… гибким гибким инструментом с более коротким ходом. Некоторые двери, предназначенные для ураганов, делают свои вертикальные каналы толще и глубже в двери. Это помогает противостоять ветру в таких местах, как побережье Северной Каролины и Флориды. Это также могут быть профилированные детали.
Другими компонентами двери, формируемыми рулонами, являются элементы остекления .«Остекление», которое происходит от среднеанглийского слова «стекло», определяется как «действие по установке стекла». Их можно разместить двумя способами:
Их можно разместить двумя способами:
Скрытый монтаж
Это когда лицевая сторона вашей двери не выступает. Компоненты находятся внутри и приварены таким образом, чтобы прилегать к дверце. В связи с тем, что это обрамление приваривается к внутренней стороне дверной обшивки, плоское остекление устанавливается только на заводе.
Есть еще один комплект упора для стекла с защелкивающимися молдингами, которые используются для удержания стекла после его установки на месте
Перекрытие
Комплекты остекления внахлест выступают за лицевую сторону двери и могут быть установлены на заводе или в полевых условиях.Вы можете:
- Вырезать квадратное отверстие в двери
- Подготовить кромки с соответствующей блокировкой
- Надеть обрамление по обрезанным краям
Комплекты для упора стекла завершают работу и удерживают стекло на месте.
В нашем каталоге металлических профилей на страницах 41-43 показаны все типы молдингов для остекления, используемых для изготовления стальных дверей. Они включают в себя как тот, который будет внутри двери, так и тот, который будет использоваться, чтобы вырезать отверстие в двери и обрамить ее.
Они включают в себя как тот, который будет внутри двери, так и тот, который будет использоваться, чтобы вырезать отверстие в двери и обрамить ее.
Стальные дверные фасады
Некоторые поверхности двери также подвергаются прокатке.Если это так, то этим этапом обычно занимается производитель дверей, а не внешний подрядчик. Причина №1 в том, что дверные фасады бывают разных форм. Вторая причина в том, что доставить кучу сверхтяжелых плоских листов с загнутыми краями из внешнего источника было бы затруднительно.
Стальные дверные коробки
Компоненты металлического каркаса изготавливаются методом торможения или прокаткой.
Как и следовало ожидать, вариативность дверных коробок очень похожа на вариативность дверей. Также применяется от 30% «нечетных» до 70% «стандартных».Это делает вертикальные косяки «стандартных» дверных коробок методом профилирования весьма привлекательными. Вырезы дверных петель и замков могут быть предварительно перфорированы отдельными «заготовками», отправляемыми через профилировочную машину, или процессы предварительной / последующей штамповки могут быть спроектированы для непрерывной штамповки из рулона стали.
Профилегибочные машины для производства дверных коробок также можно отрегулировать для работы с различными калибрами. «Калибр» относится к толщине и весу металла. Некоторые компоненты дверной коробки имеют толщину 18 (тоньше), а некоторые — 16 и т. Д.Их характеристики прочности обычно определяют, какой калибр используется. Более тяжелые манометры предназначены для интенсивного использования или защиты от ураганов.
Рама «жатка» — это горизонтальная верхняя деталь, которую также можно формовать в рулонах, но обычно она изготавливается с помощью тормоза, потому что она короче и легче в обращении.
В итоге, когда вы получите кадры, у вас будет два варианта:
- Первый — собрать три части в полевых условиях («разобранная» или «КД» рама).
- Второй — приваривать вертикальные косяки к жатке и принимать агрегат как одно целое.
На финише
Говоря о краске, коммерческие металлические двери обычно либо предварительно покрыты слоем атмосферостойкой грунтовки, либо отожжены. И грунтовка, и матовое цинковое покрытие отожженной оцинкованной стали подходят для различных типов красок. Это особенно важно для компонентов наружных дверей; в меньшей степени для межкомнатных дверей.
И грунтовка, и матовое цинковое покрытие отожженной оцинкованной стали подходят для различных типов красок. Это особенно важно для компонентов наружных дверей; в меньшей степени для межкомнатных дверей.
Дверные коробки доступны в той же отделке, но, к сожалению, тусклый квадратный профиль — это почти все, что доступно с точки зрения дизайна.Если вы хотите попробовать что-то смелое, проявите индивидуальность и добавьте в свои оправы металлическую декоративную лепку.
Компоненты Dahlstrom и стальных дверей возвращаются назад
Dahlstrom запатентовал первую огнестойкую стальную дверь в Соединенных Штатах более 100 лет назад, поэтому опирайтесь на наш опыт, чтобы разработать следующую конструкцию огнестойкой двери и рамы.
Мы работали с производителями над несколькими проектами профилирования дверных коробок, поэтому, если вы хотите узнать, что мы можем сделать с дизайном вашей двери, свяжитесь с нами! Вы также можете ознакомиться с бесплатным образцом дверного молдинга для себя ниже:
(Примечание редактора: эта статья была первоначально опубликована в сентябре 2018 г. и недавно была обновлена.)
и недавно была обновлена.)
Плюсы и минусы массивных стальных дверей
Стальные двери вызывают споры. Они обычно не используются для жилых домов, поэтому большинство людей не подумают использовать их для входной двери. В связи с этим у домовладельцев существует немало заблуждений. По правде говоря, для вашего дома можно использовать стальные двери, и они обладают рядом замечательных преимуществ. Вот несколько ответов на многие часто задаваемые вопросы о стальных дверях.
Где бы вы хотели его установить?
Между внутренним и внешним пространством устанавливаются стальные двери.Их также обычно устанавливают между домами и гаражами. Они редко устанавливаются между внутренними и внутренними помещениями, если только в одной из этих областей нет большой потребности в безопасности или противопожарной защите.
Они сделаны из прочной стали?
Нет. Стальные двери состоят из полиуретана или полистирола со стальной обшивкой сверху. Сплошная стальная дверь будет слишком тяжелой и, скорее всего, вырвет петли. Для обшивки двери используется сталь толщиной от 16 до 24.Деревянная рама, называемая перекладиной, по периметру двери. По краям двери не видно ни полиуретана, ни полистирола.
Сплошная стальная дверь будет слишком тяжелой и, скорее всего, вырвет петли. Для обшивки двери используется сталь толщиной от 16 до 24.Деревянная рама, называемая перекладиной, по периметру двери. По краям двери не видно ни полиуретана, ни полистирола.
В чем причина использования неметаллического сердечника?
Помимо весового фактора, сталь и большинство металлов являются исключительно хорошими проводниками тепла и холода. Это не то, что вам нужно для двери. Сердцевина из полиуретана или полистирола действует как тепловой барьер. Исследования показывают, что эти искусственные материалы на 500% лучше блокируют нежелательное тепло и холод, чем деревянные двери.
На что следует обратить внимание при покупке стальной двери?
Убедитесь, что дверь имеет все необходимые вырезы. Если вы купите сплошную дверь, а потом решите, что вам нужно окно или дверь для домашних животных, вы обнаружите, что прорезать дверь очень сложно.
Стальные двери будут поставляться с заводской грунтовкой, готовой к ручной покраске кистью или пульверизатором. Другие имеют дополнительный виниловый слой из ПВХ, приклеенный к стальной обшивке, который придает двери определенный вид или цвет, обычно под дерево.Следует отметить, что эти виниловые слои из ПВХ трудно покрасить, если позже вы решите, что вам нужен другой цвет.
Другие имеют дополнительный виниловый слой из ПВХ, приклеенный к стальной обшивке, который придает двери определенный вид или цвет, обычно под дерево.Следует отметить, что эти виниловые слои из ПВХ трудно покрасить, если позже вы решите, что вам нужен другой цвет.
Они такие же, как противопожарные двери?
Не обязательно. Даже деревянную дверь можно отнести к категории противопожарных. Но у стальных дверей есть класс огнестойкости. Можно сказать, что стальные двери с обшивкой 20 калибра имеют 20-минутную огнестойкость. Для уточнения деталей обратитесь к наклейке с классом огнестойкости на самой двери.
Вы должны знать, что большинство строительных норм и правил требуют, чтобы противопожарная дверь была установлена между домом и гаражом.
Есть ли недостатки?
Домовладельцу трудно установить стальные двери из-за их веса, но это можно сделать. Одним из недостатков стальных дверей является то, что они не допускают шлифования и заполнения шпатлевкой для дерева в случае появления царапин или вмятин.
Во всяком случае, вы должны думать о стальных дверях как о родственниках автомобильных кузовов, потому что способ исправить вмятины в стальных дверях — это использовать наполнитель для кузова автомобиля, такой как Bondo, а затем отшлифовать до гладкой окрашиваемой поверхности.
Производство коммерческих дверей | Смета Заказ
Мы знаем, что процесс заказа дверей может быть сложным, потому что для продукта может быть множество переменных и настроек в зависимости от требований подготовки оборудования, размеров и высоты.
В компании Commercial Door Manufacturing мы революционизируем процесс заказа дверей, чтобы максимально упростить получение необходимой продукции по цене, соответствующей вашему бюджету. Имея более чем 25-летний опыт работы в отрасли, мы обладаем высокой квалификацией, чтобы быстро и точно оценить ваши полые металлические двери и рамы.
Наши услуги включают:
Оценка
- Предложения по проекту
- Ценообразование на основе взлета или подачи заявки заказчика
- Быстрый поворот
- Фрахт разрешен отгрузка включена в предложение
- Помощь с опциями стоимостного инженера
Служба поддержки клиентов
- Отзывчивый: Мы гордимся исключительным сервисом. это звучит просто, но мы возьмем трубку, когда вы позвоните, и оперативно ответим на все электронные письма.
- Готовы к работе: если это наша вина, мы приложим все усилия, чтобы решить эту проблему.
- Submittals: Стремясь поддержать вашу команду, мы можем предложить скоординированную на заводе документацию. Однако мы не требуем утверждения заводских документов до выпуска продукции, что экономит время.
- Координация проекта: сэкономьте время и избавьтесь от головной боли, заполняя сложные и запутанные формы заводского инженера.Отправьте нам одобренные заявки и позвольте нам согласовать заказ за вас.
 это звучит просто, но мы возьмем трубку, когда вы позвоните, и оперативно ответим на все электронные письма.
это звучит просто, но мы возьмем трубку, когда вы позвоните, и оперативно ответим на все электронные письма.Доставка
- Неважно, насколько хорош продукт, если вы можете обеспечить его безопасную транспортировку. Производство коммерческих дверей предлагает несколько вариантов доставки, которые можно адаптировать к потребностям вашего проекта.
- Позвонит: у клиентов всегда есть возможность забрать заказы непосредственно с нашего завода-изготовителя, сэкономив на стоимости перевозки третьей стороной.
- Местные службы доставки: Для местных рабочих мест в Альбукерке и его окрестностях мы можем предложить привлекательные услуги доставки с использованием наших собственных водителей грузовиков и сотрудников.
- Full Truckload: Мы можем выпустить двери и рамы для отправки в виде полных грузовиков для отправки прямо на склад клиента или на строительную площадку без перегрузочных станций по пути.
- Поставка тягачей: в настоящее время мы предлагаем доставку тягачей на рынки Аризоны и Колорадо, предлагая экономичный вариант безопасной доставки небольших заказов за пределы штата.
- Ящики и LTL: для небольших заказов, где тягач не подходит, мы будем упаковывать грузы в ящики в соответствии со спецификациями NMFC для обеспечения безопасной транспортировки.
Двери из нержавеющей стали: 10 ступеней (с изображениями)
Для резки материала большую часть времени я использую отрезную пилу, но я думаю, что вы можете сделать все это с помощью угловой шлифовальной машины, а также ее самого универсального инструмента для изготовления но с этим нужно быть осторожным. Я не использовал его с охраной, но не рекомендую вам это делать.При использовании электроинструментов всегда используйте соответствующие средства защиты. В качестве материала я использую ss202, так как эти двери остаются в тени, и я думаю, что они меньше контактируют с дождем, поэтому я выбрал ss202. Я использую 3 разных размера материала, но это полностью зависит от ваших требований. Я не хочу, чтобы они были слишком тяжелыми, поэтому я выбираю толщину трубы 1 дюйм, ширина варьируется в зависимости от потребности.
Я не использовал его с охраной, но не рекомендую вам это делать.При использовании электроинструментов всегда используйте соответствующие средства защиты. В качестве материала я использую ss202, так как эти двери остаются в тени, и я думаю, что они меньше контактируют с дождем, поэтому я выбрал ss202. Я использую 3 разных размера материала, но это полностью зависит от ваших требований. Я не хочу, чтобы они были слишком тяжелыми, поэтому я выбираю толщину трубы 1 дюйм, ширина варьируется в зависимости от потребности.
Для мэйнфрейма я использую трубу 1 «X 3», для средней конструкции я использую секцию 1 «X 2», а для несущей конструкции листов я использую квадратную трубу 1/2 «.Нарезка листа нестандартной формы с помощью угловой шлифовальной машины зависит от вашего дизайна. Основная рама сваривается вместе с помощью стыков, и все внутренние квадратные трубы 1/2 дюйма соединены косым стыком.
Для вставок я использовал бразильскую древесину ипе в качестве вставки. Я хотел сделать вставки с ЧПУ. во время сборки моя машина сдалась. Хотя план состоял в том, чтобы сделать V-образную инкрустацию и заполнить ее светом темной смолой, но в конце концов это не удалось.
во время сборки моя машина сдалась. Хотя план состоял в том, чтобы сделать V-образную инкрустацию и заполнить ее светом темной смолой, но в конце концов это не удалось.
Используемые инструменты: —
Ниже приведен список инструментов, которые я использовал в этой сборке.Инструменты могут быть изменены в соответствии с вашими потребностями.
1.
Угловая шлифовальная машина 4 дюйма
https://amzn.to/2P0qYWL
2. Шлифовальный круг Bosch
https://amzn.to/2OZw4T4
3. Режущий круг
https: // amzn.to/2RbEgRE
4. Резная пила Bosch
https://amzn.to/2OZuvnW
5. Гель для очистки сварных швов (травильный гель)
https://amzn.to/2RcV8HN
6. Полировка колесо
https: // amzn.to / 2Ra2vQ9
7. Состав для полировки стали
https://amzn.to/2xQcTnY
8. Сварочный стержень из нержавеющей стали
https://amzn.to/2DHUpeW
9. Сварочная маска
https: / /amzn. to/2DHUZcC
10. Набор высокоскоростных сверл
https://amzn.to/2P0nkfc
11. Сверхмощный зажим C
https://amzn.to/2OWIv1T
12. Аппарат для дуговой сварки
https://amzn.to/2DIUsai
13. Станок ручной дрели
https: // amzn.to / 2xNYlp3
14. Отбойный молоток
https://amzn.to/2Rdhqcu
15. Сварочная щетка
https://amzn.to/2OZbQZH
16. Быстрозажимной сварочный зажим
https: / /amzn.to/2R6iFdn
17. Сверхмощные сварочные магниты
https://amzn.to/2OWLjvX
18. Аккумуляторная дрель
https://amzn.to/2R8KJwN
19. Респираторная маска
https://amzn.to/2NcFSqT
шагов процесса изготовления дверей
Как делают дверь из массива дерева
4 апр 2017.В этом видео рассказывается о процессе, который современные производители используют для создания двери из массива дерева с использованием а. Как сделать дверь из массива. 34 — Узнайте, как сделать двери из массива дерева. шаг за шагом Получить цену】
шаг за шагом Получить цену】
Производство стальных окон и дверей | Jada — Jada Windows
Наш производственный процесс является продолжением этого роста. Он начинается с облегчения каждого этапа производственного процесса для достижения наилучшего конечного результата. Лучшее 【Получить цену】
Архитектурные окна и двери Производство | HeartWood
Процесс производства окон и дверей HeartWood.отклонение от одной из этих СОП, мы делаем шаг назад и анализируем, как мы можем удовлетворить запрос. 【Получить цену】
Производство окон и дверей с WEINIG
Производство окон и дверей с WEINIG: путь к прибыльности. разделение профиля, процесс, позволяющий производить несколько профилей с помощью одного инструмента. Объединение отдельных этапов производства в сеть на основе проверенного Conturex 【Узнать цену】
Виталий Ткашук ПРОЦЕСС ПРОИЗВОДСТВА СТАЛЬНЫХ ДВЕРЕЙ
Анализ и улучшение процесса производства стальных дверей в Metus-Est AS . . В основном, этапы процесса в обоих случаях схожи, только некоторые дополнительные 【Узнать цену】
. В основном, этапы процесса в обоих случаях схожи, только некоторые дополнительные 【Узнать цену】
Производство дверей — Dariano
Производство межкомнатных дверей состоит из нескольких этапов; на каждом из них наша. окружающая среда, поэтому мы стараемся сделать наш производственный процесс безотходным. 【Получить цену】
Технологии производства — входные и охранные двери Skydas
Руководители производства могут наблюдать за этапами изготовления. загрузка полностью контролируется, ускоряет производственный процесс и обеспечивает своевременность 【Узнать цену】
Возьмите под свой контроль производственный процесс | Окно и дверь
15 января 2008 г.Итак, давайте рассмотрим процесс производства окон. Пристально посмотрим на эффективность его работы и предпримем шаги для контроля процесса. 【Получить цену】
Процесс производства деревянных дверей и исследования по.- Тесей
11 мая 2011 года. чтобы проиллюстрировать процесс производства деревянных дверей в . . После всех этих шагов кромка деревянного шпона будет покрыта краской 【Получить цену】
. После всех этих шагов кромка деревянного шпона будет покрыта краской 【Получить цену】
Как стальные двери и рамы: отделка производства
12 сентября 2018 г. Стальные двери сегодня и производители оправ могут дать результаты, которые есть.Из-за процесса приваривания этого обрамления к внутренней стороне дверной обшивки, если это так, то этот шаг обычно выполняется производителем двери, а не 【Получить цену】
Процесс изготовления двери заподлицо | Caple Industrial Solutions — Панель
Планирование поверхности — это первый шаг в планировании, обработанная сторона идет ко дну планировщика толщины в качестве контрольной, а древесина калибруется по 【Получить цену】
6 простых шагов | Окна и двери Swartland
Swartland предлагает широкий выбор окон и дверей.для вашего дома или проекта мы проведем вас через весь ассортимент нашей продукции за шесть простых шагов. 【Получить цену】
Процесс производства — EGYBEL
Все этапы производства контролируются нашими квалифицированными инженерами и мастерами. Алюминиевые окна и двери в основном изготовлены из алюминия. изготовленные профили 【Узнать цену】
Алюминиевые окна и двери в основном изготовлены из алюминия. изготовленные профили 【Узнать цену】
Процесс производства окон и дверей | Leading Glass
Компания AIS Glass является ведущим производителем и поставщиком стекла в Индии с популярным процессом производства стекла, изобретенным сэром Алистером Пилкингтоном.Он состоит из следующих этапов: Этап 1 — Плавление и рафинирование: мелкозернистые ингредиенты 【Получить цену】
Процедура изготовления деревянных дверей
4 мая 2008 г. Yurn-Shai Metal Industry Pty. Ltd Производство деревянных дверей / межкомнатных дверей роботом . 【Получить цену】
Пошаговый процесс заказа деревянных дверей на заказ у Sun
Описывает пошаговый процесс проектирования, расчета стоимости, заказа и получения. Sun Mountain изготовит продукт с максимальной ценой. качественные материалы и 【Получить цену】
Производственный процесс — Стальные окна Euroline
Непреходящая ценность стальных окон и дверей Euroline заключается в следующем. гордость за руководство каждым из наших продуктов через производственный процесс. На ключевых этапах разработки внедряются многочисленные меры контроля качества. 【Узнать цену】
гордость за руководство каждым из наших продуктов через производственный процесс. На ключевых этапах разработки внедряются многочисленные меры контроля качества. 【Узнать цену】
Производственная линия для стальных дверей — WEMOMACHINES
С нашими производственными линиями WEMO вы можете производить стальные двери Получить цену】
9-ти этапный процесс — TruFrame
. Именно поэтому у нас есть 9-этапный процесс, чтобы гарантировать, что каждый клиент получит то же самое.к признанной квалификации NVQ Level 2 в производстве окон и дверей】 Получить цену】
Двери | HOMAG
Производство дверей. 1. полностью взаимосвязанные системы на каждом этапе процесса, от резки материалов до размеров, производства дверных полотен — до 1200 деталей в смену. 【Получить цену】
Как изготавливаются дверные петли
Петли служат для самых разных целей в обычном доме. Некоторые петли позволяют дверям вращаться в одном направлении, в то время как другие делают это так, что вы можете поворачивать двери в любом направлении. Возможно, вы не обращаете особого внимания на петли вокруг собственного дома, но многое уходит на создание оборудования, от которого вы зависите. В этой статье мы подробно рассмотрим, как изготавливаются дверные петли, чтобы дать вам общее представление о процессе проектирования и производства.
Возможно, вы не обращаете особого внимания на петли вокруг собственного дома, но многое уходит на создание оборудования, от которого вы зависите. В этой статье мы подробно рассмотрим, как изготавливаются дверные петли, чтобы дать вам общее представление о процессе проектирования и производства.
Как изготавливаются дверные петли
Механические подшипники, от которых зависит открытие ворот, закрывание дверей и повышение безопасности дома, известны как петли. Несмотря на то, что они использовались в течение тысяч лет, петли не производились с готовностью до начала массового производства и современной механической обработки.Раньше петли изготавливали кузнецы, которые работали над огненными сосудами, выковывая петли по одной. Сегодня петли производятся со значительными темпами, чтобы удовлетворить потребности нового строительства и коммерческого применения. Петли каждого типа изготавливаются по-разному, в зависимости от желаемого материала, типа устанавливаемой двери и веса устанавливаемой двери.
Типы материалов дверных петель
Базовые материалы играют важную роль в процессе массового производства петель, поскольку они влияют на общую стоимость и диапазон применения.Сталь — один из наиболее широко используемых материалов в аппаратной промышленности благодаря своей механической прочности и относительной универсальности. Хотя сталь представляет собой сплав углерода и железа, ее можно модифицировать для достижения определенных характеристик. Фактически, когда хром и / или никель добавляются к стали, она становится нержавеющей сталью, которая обеспечивает устойчивость к коррозии и лучшую прочность, чем сама сталь. Стальные петли хорошо подходят для работы в высококоррозионных средах, например, в прибрежных районах и на море.Латунь — еще один материал, который широко используется для изготовления метизов. Латунь представляет собой сплав меди и цинка, что делает ее относительно простой в изготовлении, но ее золотой вид также делает ее привлекательным выбором для домовладельцев. Петли также могут быть изготовлены из алюминия, бронзы, железа и других металлов.
Петли также могут быть изготовлены из алюминия, бронзы, железа и других металлов.
Процессы обработки петель
Основные материалы для петель почти всегда производятся в промышленной печи или на большом плавильном агрегате, чтобы сделать их более пластичными. При нагревании до нужной температуры такие металлы, как нержавеющая сталь и латунь, могут принимать любую желаемую форму.Изготовление петли может принимать форму штамповки, резки, сплющивания или деформации металлической заготовки в работающий компонент петли. Литье — один из наиболее распространенных методов обработки, используемых для изготовления петель. При литье металл разливают в формы и полируют или сглаживают вручную или на машине, чтобы улучшить эстетические качества компонента. Ручное литье трудоемко и часто приводит к удорожанию петель ручной работы.
Экструзия — это метод обработки, при котором используется сила давления для прижатия металлической заготовки к матрице особой формы.Петли, которые были экструдированы, обычно прочнее и толще, чем штампованные, но они стоят дороже. Деформация — это метод механической обработки, который включает изгиб, прядение, прокатку или ковку металла до желаемой формы петли. Этот процесс вытягивает и растягивает металл, в то время как револьверный пробивной станок использует последовательность штампов для прессования заготовки и изменения ее размеров. Резка — это метод обработки, при котором с металлической заготовки удаляется лишний материал, чтобы изменить ее форму.Этот процесс может включать в себя сверление, пиление, резку или более сложные методы.
Деформация — это метод механической обработки, который включает изгиб, прядение, прокатку или ковку металла до желаемой формы петли. Этот процесс вытягивает и растягивает металл, в то время как револьверный пробивной станок использует последовательность штампов для прессования заготовки и изменения ее размеров. Резка — это метод обработки, при котором с металлической заготовки удаляется лишний материал, чтобы изменить ее форму.Этот процесс может включать в себя сверление, пиление, резку или более сложные методы.
После того, как петля приобрела желаемую форму, большинство производителей используют вторичные процессы и периферийную обработку, чтобы предотвратить износ петель с течением времени. Многие люди не осознают, что каждый раз, когда используется петля, небольшой процент ее основного материала изнашивается. Именно поэтому многие производители собирают компоненты петель с шарикоподшипниками между каждым шарниром, чтобы обеспечить более плавное скольжение при движении петли.
Производители петель могут также нанести на петли отделку в виде полировки, окраски, полировки или сглаживания, чтобы улучшить их декоративную привлекательность. В зависимости от требований применения петли производители также часто предварительно просверливают или пробивают отверстия с высокой точностью, чтобы петля подходила именно так, как она предназначена. В любом случае производители должны также обеспечить контроль качества, чтобы гарантировать, что петли выровнены должным образом, когда они подвергаются нагрузке, которую они должны выдержать.
Производство оборудования, безусловно, проделало большой путь за последние несколько столетий, что позволяет нам оставаться в рамках бюджета без ущерба для качества петель, необходимых как для коммерческих, так и для жилых помещений. Мы надеемся, что это введение в процесс изготовления дверных петель даст вам лучшее представление обо всем, что входит в производство чего-то, что может показаться таким простым. Чем больше вы знаете, тем проще будет выбрать петлю, подходящую для любого применения. Пожалуйста, не стесняйтесь обращаться к HardwareSource с любыми вопросами или проблемами по этой статье или нашему выбору оборудования.
Пожалуйста, не стесняйтесь обращаться к HardwareSource с любыми вопросами или проблемами по этой статье или нашему выбору оборудования.
Национальная ассоциация производителей архитектурного металла
Технические публикации
Самые последние технические публикации и руководства NAAMM перечислены ниже. Больше информации в разделе «Публикации».
Стандарты для расширенного металла
Загрузить PDF
Авторитетное руководство по использованию просечно-вытяжной продукции.Включает соображения по выбору продукта, терминологию и производственные допуски. Обсуждает производственный процесс и применение расширенного металла. (EMMA 557-18)
Руководство по установке решетчатых решеток для тяжелых условий эксплуатации
Загрузить PDF
Основные текущие технические данные по решетчатым решеткам для тяжелых условий эксплуатации из конструкционной углеродистой и нержавеющей стали.
Включает информацию о типах решеток, изготовлении, стандартах размеров, таблицах нагрузок, установке и технических требованиях. (ANSI / NAAMM MBG 532-19)Допуски и зазоры для промышленных пустотелых металлических дверей и рам
Загрузить PDF
Допуски и зазоры для промышленных пустотелых металлических дверей и рам
СтандартыHMMA предоставляют авторитетную, беспристрастную информацию относительно производства, дизайна и использования полых металлических изделий.Основная цель наших стандартов — содействие тщательному исполнению, использованию передовых методов проектирования и качественных материалов. Установление соответствующих стандартов полезно не только для архитектора и производителя, но и для подрядчика и владельца здания. Этот стандарт был подтвержден в 2019 году.
Руководство по техническим характеристикам для пустотелых металлических дверей и рам
Загрузить PDF
(HMMA 860-13)
Эти спецификации были подготовлены в соответствии с форматом, рекомендованным CSI: Часть 1 — Общие, Часть 2 — Продукт и Часть 3 — Выполнение.
 Включает информацию о типах решеток, изготовлении, стандартах размеров, таблицах нагрузок, установке и технических требованиях. (ANSI / NAAMM MBG 532-19)
Включает информацию о типах решеток, изготовлении, стандартах размеров, таблицах нагрузок, установке и технических требованиях. (ANSI / NAAMM MBG 532-19)