Технология производства бетона
Технология производства бетона подразумевает смешивание воды, цемента, заполнителей в виде песка или щебня и, в некоторых случаях, различных химических добавок. Не существует одной единой технологии изготовления бетона, поскольку в каждом отдельном случае свойства готового продукта должны опираться на условия окружающей среды, требования по прочности и твёрдости бетона.
Вопросом «рецептуры» цемента занимались русские учёные Н.М. Беляев, С.А. Миронов, Н.А. Попов и другие. Сформулированные ими принципы сделали возможным изготовление бетона с заранее известными свойствами. Качество итогового продукта определяется химическими и физическими параметрами составных частей смеси.
Производство бетона в Москве – востребованный, динамично развивающийся бизнес, одним из бесспорных лидеров которого является компания «СтройПоставка». Молодая компания, которая накопила огромный опыт в производстве качественного строительного материала, создала мощную производственную базу и готова выполнить заказы любых объемов с высоким качеством.
Состав бетонной смеси
|
Крупный заполнитель: гравий (естественные обломки горных пород, имеют обкатанную, овальную форму) и щебень (продукт искусственного дробления камня). Крупный заполнитель имеет функцию «скелета» будущего бетонного изделия, а значит, гранулы должны быть прочными. Гравий для этой роли предпочтительнее по причине своей естественной формы. Также в качестве крупных заполнителей могут использоваться пемза и шлаки. Они буквально всасывают из цемента лишнюю воду, что положительно сказывается на прочности, но требует добавления большего количества цемента. |
|
Мелкий заполнитель: песок. Следует отметить, что песок бывает различного происхождения и в каждом случае это совершенно отдельный строительный материал. |
|
Вода. При производстве бетона используется вода, по возможности очищенная от химических примесей (сульфаты, кислоты, жиры и т.д.). Запрещается использовать морскую воду для строительства: высокая концентрация солей делает раствор хрупким. |
|
Цемент. Его функция в связывании между собой частиц заполнителя. Чем выше вяжущее свойство цемента, тем качественнее получится раствор. Цемент изготавливается из клинкера — обожжённого естественного сырья или искусственной смеси. На цементных заводах клинкер мелко перемалывается в шаровой мельнице, иногда в него добавляются гидравлические добавки (гипс, диатомит, трепел). Чем мельче перемолот цемент, тем больше удельная поверхность его частиц, а значит — тем выше его вяжущее способность. |
 Пески разделяются по минералогическому составу (кварцевые, полевошпатные, известняковые и доломитовые), и по происхождению (горные, овражные, речные, морские, гравийные, валунные, дюнные и барханные). Различные пески имеют разную структуру, и, что более важно, набор химических примесей и частиц, которые могут быть вредны для бетона. Следует тщательно промывать песок, прежде чем он будет замешан в состав, в противном случае сульфаты и частицы гипса неизбежно скажутся на качестве готового продукта, вплоть до его полной непригодности.
Пески разделяются по минералогическому составу (кварцевые, полевошпатные, известняковые и доломитовые), и по происхождению (горные, овражные, речные, морские, гравийные, валунные, дюнные и барханные). Различные пески имеют разную структуру, и, что более важно, набор химических примесей и частиц, которые могут быть вредны для бетона. Следует тщательно промывать песок, прежде чем он будет замешан в состав, в противном случае сульфаты и частицы гипса неизбежно скажутся на качестве готового продукта, вплоть до его полной непригодности.Технология производства
В лаборатории составляется точная пропорция всех компонентов, которые необходимо загрузить в бетономешалку для получения продукта оптимального качества. Смешивание компонентов с водой происходит в течение длительного времени, после чего бетонная смесь достигает полной однородности. В случае, если производство смеси осуществляется не на строительной площадки, необходимо доставить продукт к месту назначения, не допустив расслоения состава.
Подготовленный таким образом бетон отгружается получателям. Во избежание расслаивания смеси во время транспортировки и потери свойств, доставку готового бетона необходимо осуществлять с использованием специального транспорта осуществляющим перемешивание, предотвращающим замерзание смеси в холодное время и потерю влаги при высоких температурах.
Условий поставки бетона, аналогичных существующим в компании «СтройПоставка» не предложит никто!
Основы производства бетона
Новички в отрасли сборного железобетона задаются вопросом: как обеспечить стабильное качество, эффективное производство и низкую себестоимость своей продукции? Наш совет: уделите максимум внимания приготовлению бетонной смеси. Производимый вами продукт определяет правильный состав бетона, прочность, процесс затвердевания, процесс обработки и долговечность бетона.
Изготовление бетона – это непрерывная и требующая точности работа. Чтобы производство сборного железобетона функционировало успешно, нужно правильно понимать технологию бетона и уметь ею управлять.
Поскольку бетон является основным исходным материалом для изготовления железобетонных изделий и конструкций, он сильно влияет на их качество, а также эффективность и расходы производства. Бетонные компоненты для каждой конструкции должны соответствовать эксплуатационным требованиям к свежему и затвердевшему бетону.
Бетон является основным фактором стоимости для большинства групп изделий. Конечно, его доля зависит от сложности продукта, количества необходимой рабочей силы и трудозатрат при производстве.
Без хорошей бетонной смеси не обойтись. Более того, ее состав надо постоянно оптимизировать. Чтобы конечные изделия были прочными и долговечными, постарайтесь максимально увеличить содержание в смеси заполнителей, а объем цемента и воды свести к минимуму.
Изготовление бетонной смеси начинается с оценки оборудования и доступного в вашем регионе сырья. Оба этих фактора сильно влияют на конечный продукт, структурное и визуальное качество бетона. Перед запуском в производство состав бетонной смеси нужно тщательно протестировать.
Оба этих фактора сильно влияют на конечный продукт, структурное и визуальное качество бетона. Перед запуском в производство состав бетонной смеси нужно тщательно протестировать.
Бетонная смесь и технология термообработки сильно влияют на скорость производственного цикла. Время затвердевания может варьироваться от 5 до 20 часов.
Качество цемента имеет решающее значение для производственного цикла. Наилучших результатов можно достичь, если использовать цементы, которые были специально разработаны для промышленности сборного железобетона. На разных рынках доступны различные типы цемента.
Также в последнее время возросла важность охраны окружающей среды. Поэтому важно подсчитывать расходы за весь жизненный цикл здания или конструкции.
Качество заполнителей – это важно
Основными компонентами бетона являются заполнители. Они составляют более 70% от объема смеси и 80% от ее веса. Заполнители формируют каркас бетона, в то время как цемент выступает в качестве ”клея” между частицами заполнителей.
Поскольку заполнители по большей части являются природными материалами, их тип и качество могут значительно различаться – даже если они получены из одного месторождения. Свойства заполнителей варьируются больше, чем у цемента и других компонентов, поэтому контроль качества в заводской лаборатории нужно сосредоточить в первую очередь на них.
Правильный выбор заполнителей может оказать значительное влияние на эффективность производства. При этом допуски фракций, как правило, слишком широки, чтобы обеспечить неизменное качество бетона. Единственно правильное решение в этой ситуации – организовать постоянный мониторинг свойств заполнителей.
Также на свойства свежего и затвердевшего бетона влияют мелкие фракции. В свежем бетоне они выступают в качестве смазки: улучшают его удобоукладываемость и водоудерживающую способность. Также они снижают риск расслоения, облегчают уплотнение и снижают содержание воздуха в смеси. Однако избыток мелких фракций может привести к липкому бетону, и также к большой усадке и деформации из-за более высокого содержания воды.
Средний объем содержания в бетонной смеси.
Заполнители 70%
Вода 17%
Цемент 11%
Воздух 2%
Цемент влияет на расходы
В общем объеме бетонной смеси доля цемента составляет всего около 11%. При этом он является ее основной расходной частью.
Качество цемента на разных рынках может сильно различаться. Также на некоторых рынках доступны несколько типов цементов для различных применений. Для производства сборного железобетона чаще всего используются типы CEM I, CEM II и CEM III. Тип цемента непосредственно влияет на свойства бетона – его потребность во влаге, срок схватывания и набор прочности.
Как убедиться в качестве цемента? Как правило, заводы-производители сами предоставляют эту информацию, в том числе набор прочности по времени, номинальную площадь, цвет и количество смешанных материалов. Часто основным требованием при производстве сборного железобетона является ранняя прочность.
Питьевая вода может использоваться для изготовления бетона без предварительной проверки. Любую другую воду – например, промывочную, грунтовую или техническую – нужно сначала протестировать. И, конечно, нельзя использовать для изготовления бетона сточные воды.
Примеси и добавки дают желаемые свойства
Примеси представляют собой жидкости или порошки, которые в небольших количествах добавляют в бетон во время смешивания. Выбирайте их тщательно: проконсультируйтесь с производителем и обязательно проведите предварительные испытания, чтобы протестировать их эффект.
Самые популярные примеси – это различные пластификаторы. Их используют, чтобы повысить прочность бетона на сжатие, а также чтобы сделать его более текучим, не увеличивая расход воды.
Добавки представляют собой тонкоизмельченные материалы, которые улучшают или придают нужные свойства свежему и затвердевшему бетону. Неорганические добавки включают инертные добавки (например, цветные пигменты) и латентные гидравлические добавки (например, летучую золу).
Идеальный состав бетонной смеси
Какое сырье выбрать и в какой дозировке его надо смешивать? Правильный состав бетона зависит от конечного продукта.
Основное внимание заводской лаборатории должно быть уделено контролю качества заполнителей.Перед составлением состава сформулируйте желаемые характеристики своего продукта. Затем проанализируйте имеющееся в наличии сырье и учтите все технологические и структурные требования. Какой должна быть износоустойчивость или прочность бетона в различное время? А что насчет производственного цикла и методов уплотнения или термообработки? Какое оборудование вы будете использовать для смешивания и дозирования, и какова правильная интенсивность и продолжительность смешивания? Какая система адресной подачи используется на вашем заводе? Каков требуемый срок службы и износоустойчивость вашего бетона? Также примите во внимание эстетические требования к изделиям – они определяют подходящие методы отделки поверхностей и влияют на расходы.
Свойства свежего и затвердевшего бетона
Консистенция определяет поведение свежего бетона при смешивании, обработке, доставке, формовании и уплотнении, а также при выравнивании поверхности. Она определяет и такой параметр, как обрабатываемость свежего бетона. Требования по обрабатываемости зависят от вида продукта, который вы будете производить, и от вашего производственного метода.
Вы должны стремиться к хорошей связности, низкому риску расслоения и хорошим свойствам по выравниванию или отделке поверхности. Старайтесь достичь экономически эффективной обработки, разливки, подачи и отделки свежего бетона. Добавление суперпластификаторов обеспечит максимальную пластичность или текучесть. В жарком климате вы можете увеличить обрабатываемость бетона, используя замедлители схватывания. В холодном климате вам наоборот может понадобиться ускорить процесс схватывания и затвердевания.
Что же касается затвердевшего бетона, то нужно учитывать следующие важные свойства: прочность на сжатие в различное время, прочность на растяжение, деформацию, водонепроницаемость, морозостойкость, коррозию, стойкость к растиранию и плотность. Все эти свойства зависят от успешного уплотнения.
Все эти свойства зависят от успешного уплотнения.
Основные характеристики бетона для изготовления ЖБИ
• Экономически эффективный состав смеси
• Прочность, определенная составом смеси
• Быстрое и контролируемое затвердевание, важность ранней прочности
• Подходящая обрабатываемость (диктуется методом формования)
• Долговечность и стойкость (диктуются требованиями к проектированию)
Доля стоимости бетона по отношению к прямым производственным расходам
Группа изделий Доля стоимости бетона в % от прямых расходов
Дорожные плиты и блоки 70–80
Многопустотные плиты 40–50
Колонны и балки 20–40
Сплошные плиты 30–40
Трехслойные стеновые панели 20–30
Почему технология бетона так важна в сфере сборного железобетона?
Бетонная смесь сильно влияет на визуальное качество – поверхность – изделия.
Также смесь определяет качество конструкции – несущую способность изделия.
Бетон является основным фактором стоимости для большинства железобетонных изделий.
Бетонная смесь и процесс ее термообработки определяют производственный цикл.
Вопросы защиты окружающей среды становятся все актуальнее, и бетон как строительный материал должен использоваться эффективно.
Факторы, влияющие на консистенцию и уплотняемость бетонной смеси
• Вода повышает текучесть и снижает прочность.
• Вяжущие увеличивают водопотребность.
• Заполнители круглой формы повышают уплотняемость и снижают прочность на растяжение.
• Оптимальная кривая гранулометрического состава улучшает уплотняемость.
• Пластификаторы снижают водопотребность.
• Повышение температуры или задержка в формовке снижают уплотняемость.
Tallenna
Технология производства бетона — материалы для изготовления раствора
Ни одно современное строительство не обходится без применения самого распространённого на сегодняшний день строительного материала — бетона.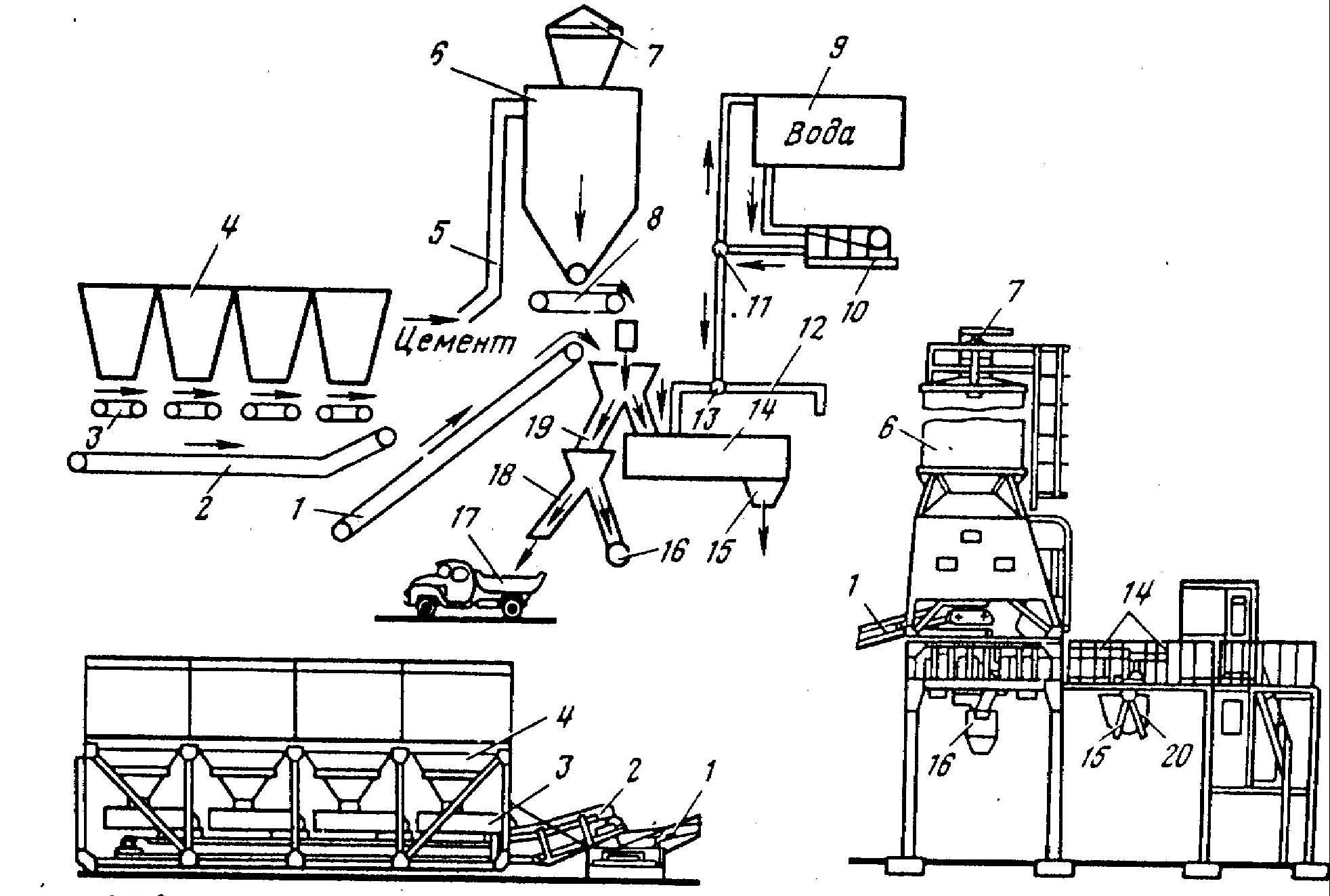 Данный строительный материал обладает уникальными свойствами, благодаря которым он и стал столь популярным:
Данный строительный материал обладает уникальными свойствами, благодаря которым он и стал столь популярным:
- Прочность. Если соблюдена технология производства бетона, то получающийся в результате искусственный камень не уступает по прочности натуральным. Она напрямую зависит от марки применяемого цемента.
- Удобоукладываемость. Незастывшая масса легко заполняет всё пространство, ограниченное опалубкой.
- Долговечность. Срок службы бетонных конструкций и изделий исчисляется десятками и сотнями лет.
- Стойкость к воздействию агрессивных сред и природных явлений.
Неудивительно, что ответ на вопрос как изготовить бетон волнует многих людей, занимающихся индивидуальным строительством.
Материалы
Цемент. Является связующим веществом в составе бетонной смеси, застывающим после взаимодействия с водой и определяющим все основные свойства будущего строительного материала. От марки применяемого цемента будет зависеть, в конечном счёте, и марка бетона (основная характеристика его прочности). Статья о цементе и технологии его производства.
Инертные наполнители. Соединение одного цемента с водой также со временем затвердеет, но получившийся цементный камень, во-первых, будет слишком дорог, во-вторых, его прочность вряд ли будет удовлетворять строителей. Поэтому в смесь цемента и воды добавляют так называемые инертные наполнители (чаще всего это песок и щебень), которые выполняют несколько функций.
- Щебень, обладая значительной собственной прочностью, существенно увеличивает и прочность получающегося искусственного камня.
- Песок способен увеличивать подвижность смеси, что является несомненным преимуществом в процессе строительства. Для получения более крепкого материала технология бетона предусматривает использование гранитного щебня.
В случае если к готовому искусственному камню не предъявляются серьёзные требования по прочности и не предусматривается его использование в несущих конструкциях, вполне можно обойтись щебнем известняковым, кирпичным боем или дроблёными шлаками.
Вода для смеси может быть самой обыкновенной, единственным требованием к ней будет чистота. А вот к количеству воды для приготовления смеси требования куда жёстче. При недостатке воды в процессе кристаллизации будет участвовать не весь цемент, а при избытке — снижаются прочностные характеристики.
Технология самостоятельного изготовления бетона
Для приготовления бетонной смеси, которая впоследствии превратится в монолитный бетон, удовлетворяющий всем требованиям, необходимо соблюдение пропорций всех входящих в неё материалов.
Наиболее оптимальным способом будет предварительное перемешивание сухих составляющих в пропорции приблизительно 3:5:10 (цемент: песок: щебень). Количество воды зависит от разных факторов, в том числе от первоначальной влажности ингредиентов, и может быть указано лишь приблизительно (10–15% от массы сухих составляющих). В любом случае количество воды должно обеспечивать необходимую пластичность смеси и полное смачивание цемента.
Изготовление бетона своими руками лучше всего производить с использованием средств механизации, имеется в виду электрическая бетономешалка. Она позволит самым тщательным образом перемешать смесь до получения однородной пластичной массы.
Заливать смесь необходимо при положительных температурах окружающего воздуха, в противном случае следует добавлять в смесь специальные антиморозные добавки.
Строительный раствор
Попросту говоря строительный раствор — это та же самая бетонная смесь, в которой отсутствует наполнитель крупной фракции. Технология его производства точно такая же, как технология приготовления бетона, естественно без добавления крупнофракционного наполнителя.
В строительстве раствор применяется в качестве связующего вещества между готовыми строительными формами (кирпичи, пеноблоки, железобетонные плиты), для выравнивания участков поверхностей (устройство стяжек).
Поскольку покупка бетонной смеси дело накладное, особенно при больших объёмах, допускается предварительное изготовление раствора с последующим добавлением щебня и тщательным перемешиванием в небольшой бетономешалке или вручную. Таким образом, можно существенно сэкономить при строительстве.
Таким образом, можно существенно сэкономить при строительстве.
Технология изготовления бетона — О цементе инфо
Изготовление бетона
Правильно приготовленный бетон необходим при любых строительных работах – укладке фундамента, заливке пола, монтаже перегородок и т.д. Работа является одной из самых трудоемких, а от ее качества зависит долговечность и надежность всей конструкции. Существует несколько способов приготовления бетонных смесей, а каждый конкретный состав используется для определенных условий строительства. Бетоны делятся по: плотности, виду вяжущего вещества, назначению.
Бетон является самым главным материалом при строительстве, именно поэтому очень важно, чтобы он был правильно изготовлен.
Традиционно бетон готовится из следующих компонентов: цемент, вода, гравий или щебень, строительный песок. Из инструментов понадобятся: ведра, лопаты, бетономешалка, сетка для просеивания песка, кружка или лейка для воды. На приготовление одного кубометра бетона необходимо: 200 литров воды, около 350 кг цемента, 0,6 м3 щебня и 0,6 м3 песка. Если требуется приготовить 100 литров, количество компонентов будет таким: цемент – 3 ведра (30 кг), щебень – 8 ведер (100 кг), песок – 5 ведер (70 кг). При приготовлении в качестве вяжущего вещества чаще всего используют цемент марки 400. При использовании более низкой марки цемента, его количество увеличивается. Например, при использовании марки М300 количество цемента необходимо увеличить на 30%.
Для приготовления бетонного раствора вода должна быть очень чистой.
Чтобы правильно изготовить бетонную смесь, вода должна быть максимально чистой, без масла, примесей или других посторонних элементов. При изготовлении в жаркую погоду, для предотвращения схватывания раньше времени, можно использовать холодную воду.
Необходимое количество воды определить заранее сложно, поскольку здесь имеет значение влажность щебня и песка, а также влагопотребность цемента. Требуемый литраж воды определяют уже в самом процессе смешивания. Песок для бетонной смеси лучше использовать крупный, чистый, без дополнительных включений ила, глины, органических частиц. Для исключения инородных частиц желательно песок просеять заранее. От того, насколько чист песок, будет зависеть прочность. Попадание грязного песка влечет увеличение расхода цемента (примерно 10-20% от стандартной нормы). Заполнитель (щебень) желательно использовать мелкий (фракция 5-20 мм). Хорошие результаты дает применение дробленного или мелкого речного гравия, щебня из естественных пород. Можно использовать искусственный щебень, шлак, битый кирпич или известняк, керамзит, но бетонная конструкция с использованием таких заполнителей будет менее долговечной, снижается морозоустойчивость бетонной смеси, что нежелательно для материалов, находящихся при низких температурах или во влажной почве.
Требуемый литраж воды определяют уже в самом процессе смешивания. Песок для бетонной смеси лучше использовать крупный, чистый, без дополнительных включений ила, глины, органических частиц. Для исключения инородных частиц желательно песок просеять заранее. От того, насколько чист песок, будет зависеть прочность. Попадание грязного песка влечет увеличение расхода цемента (примерно 10-20% от стандартной нормы). Заполнитель (щебень) желательно использовать мелкий (фракция 5-20 мм). Хорошие результаты дает применение дробленного или мелкого речного гравия, щебня из естественных пород. Можно использовать искусственный щебень, шлак, битый кирпич или известняк, керамзит, но бетонная конструкция с использованием таких заполнителей будет менее долговечной, снижается морозоустойчивость бетонной смеси, что нежелательно для материалов, находящихся при низких температурах или во влажной почве.
Способы замешивания
Вначале нужно определиться с необходимыми объемами. Приготавливают бетон несколькими способами. Если требуется большой объем бетонной смеси, нужно использовать бетономешалку, а средние и малые объемы можно замешивать вручную.
Технология приготовления бетона следующая: вначале смешивают сухие составляющие: цемент, щебень, песок, тщательно перемешиваются до получения однородной консистенции, затем небольшими порциями добавляется вода.
Если для проведения работ нужно много раствора, то для его изготовления можно использовать стационарную бетономешалку.
Масса бетонного раствора должна быть похожа на густую сметану, не должна быть чересчур текучей. Замесить ее необходимо при положительной температуре. Готовность и правильность приготовления бетона можно проверить так: сжимают в ладони немного бетона, и он должен принять некоторую форму с выделением небольшого количества жидкости. В период отвердения бетона, который занимает около 10 дней, важно предотвратить промерзание бетона, так как от появления льда его неокрепшая структура может разрушиться. Лишний цемент может привести во время усадки к растрескиванию бетона. Приготовленную бетонную смесь желательно использовать в течение нескольких часов после замеса. Ручной способ приготовления бетона. Берется два ведра: одно для цемента (оно должно быть чистым и сухим), другое – для песка и заполнителя (щебня). Работать рекомендуется двумя лопатами. Компоненты необходимо отмерять максимально точно, выравнивая их уровень по кромке ведра. Заполняя емкости цементом или песком, уплотняйте рыхлые материалы, постукивая по боку ведра лопатой.
Лишний цемент может привести во время усадки к растрескиванию бетона. Приготовленную бетонную смесь желательно использовать в течение нескольких часов после замеса. Ручной способ приготовления бетона. Берется два ведра: одно для цемента (оно должно быть чистым и сухим), другое – для песка и заполнителя (щебня). Работать рекомендуется двумя лопатами. Компоненты необходимо отмерять максимально точно, выравнивая их уровень по кромке ведра. Заполняя емкости цементом или песком, уплотняйте рыхлые материалы, постукивая по боку ведра лопатой.
Изготовление бетона требует больших усилий, так как ингредиенты бетонной смеси нужно очень тщательно перемешать.
Щебень и песок смешивают на ровной и жесткой поверхности, после в образовавшейся горке делают углубление, добавляют в него цемент и смесь перемешивают до получения равномерного цвета. Далее в куче сухих материалов еще раз делают углубление и добавляют в него воды из лейки или кружки. В углубление с водой смесь с краев подсыпают до тех пор, пока она не впитается, потом перемешивают компоненты рубящими движениями лопаты. Потом добавляют воду и снова поднимают бетон снизу кучи до образования однородной массы. Можно проверить готовность бетона: тыльной стороной лопаты сделать ряд ребер, передвигая инструмент в свою сторону.
Бетон должен иметь ровную и гладкую поверхность, а его гребни не опадать и оставаться такой же формы.
Машинный способ приготовления
При этом способе используют бетономешалку, которую устанавливают на ровной поверхности. Перед включением нужно убедиться, что барабан находится в вертикальном положении. В барабан при помощи ведра загружают половину щебня и наливают воду. Небольшими частями по очереди добавляют цемент, песок и крупный заполнитель. Смесь необходимо перемешивать несколько минут. Далее, для проверки готовности, наклонив барабан, необходимо отлить небольшое количество бетонной смеси в тачку. Если смесь еще не готова, ее обратно загружают в барабан и продолжают перемешивание.
Уплотнение
Уплотнение бетонной смеси обычно проводиться с помощью вибрирования.
Грамотная технология бетона подразумевает наличие процесса уплотнения. Признаком хорошего бетона является плотная структура. Без уплотнения бетон не может достичь свойств жесткого бетона. Чтобы получить качественный бетон, важно выбрать способ уплотнения. Эффективный и самый популярный способ уплотнения монолитного бетона – вибрирование. Оно уменьшает сцепление между зернами бетонной смеси, и она приобретает свойства вязкой тяжелой жидкости. В завершение вибрирования прочность структуры возобновляется.
Под воздействием вибрирования бетонная смесь разжижается, приобретая повышенную текучесть и подвижность. В таком виде она лучше заполняет опалубку и распределяется в ней, включая пространство между арматурными стержнями. При применении вибрации получают более прочные рабочие швы и лучшие поверхности бетона, хорошее сцепление нового слоя бетона с ранее уложенным, арматурой. Не следует использовать вибраторы для перемещения бетонной смеси на большие расстояния в горизонтальном направлении. Необходимо разгружать бетонную смесь как можно ближе от места ее укладки, разравнивать слоями и потом производить вибрацию. Чтобы обеспечить гладкую поверхность и уменьшить образование пор на поверхностях, прилегающих к опалубке, перед вибрированием производят штыкование или трамбование бетонной смеси.
Виды вибраторов
Вибраторы для уплотнения бетонной смеси:
а – вибратор с гибким валом; б – вибробулава; в – пакетный вибратор; г – поверхностный вибратор; д – схема перестановки вибраторов.
В строительстве используют 3 типа вибраторов: наружные, поверхностные и внутренние (глубинные). Погружаясь в бетонную смесь, рабочая часть внутренних вибраторов передает ей колебания через корпус. Поверхностные вибраторы передают колебания через рабочую площадку и устанавливаются на уплотняемую бетонную смесь. Наружные вибраторы передают колебания через рабочую площадку, они закрепляются на опалубке тисками или другими устройствами. Применение того или иного типа вибраторов зависит от формы и размеров бетонируемой конструкции, ее армированности и необходимой интенсивности бетонирования. Внутренние вибраторы с гибким валом применяют в густоармированных конструкциях.
Применение того или иного типа вибраторов зависит от формы и размеров бетонируемой конструкции, ее армированности и необходимой интенсивности бетонирования. Внутренние вибраторы с гибким валом применяют в густоармированных конструкциях.
Внутренние вибраторы типа булавы используют для уплотнения, предназначенной для массивных конструкций. Поверхностные вибраторы используют при бетонировании полов и тонких плит, ими уплотняют только верхние слои бетона. Наружные вибраторы используют для уплотнения бетонной смеси в густоармированных тонкостенных конструкциях: балок, колонн.
Схема глубинного вибратора с гибким валом: 1 — площадка; 2 – электродвигатель; 3 — кулачковая муфта; 4 — гибкий вал; 5 — вибронаконечник; 6 — корпус; 7 — дорожка; 8 — бегунок; 9 – муфта; 10 – шпиндель.
Вибрационный способ эффективно использовать при умеренно пластичных бетонных смесях (подвижность 6-8 см).Если смеси с большей подвижностью, при вибрации возникает расслоение. При использовании поверхностных вибраторов уплотнение производится в течение 20-60 с, глубинных – 20-40 с, наружных – 50-90 с. Время вибрирования жестких бетонных смесей должно быть не меньше показателя жесткости данной смеси. Зрительно продолжительность вибрирования можно определить по таким признакам: приобретение однородного вида бетонной смеси, прекращение ее оседания, горизонтальность поверхности, появление цементного молока на поверхности смеси.
Технология вибрирования
Глубинные вибраторы должны находиться друг от друга на расстоянии в 50 см.
Наиболее эффективными являются внутренние вибраторы. Ими вибрируют бетон, предназначенный для балок, фундаментов, стен, колонн. При укладке нового слоя вибратор переставляется с одной позиции на другую. При работе с внутренними вибраторами максимальная толщина уплотняемого слоя принимается не более 1,25 их длины. Необходимо, чтобы вибратор углубился на 5-10 см в ранее уложенный слой для проработки стыка между слоями и для лучшей связи слоев. Вибратор нужно погружать и ниже лицевой поверхности только что уложенного бетона. Внутренние вибраторы оснащены вибрирующими элементами, погружаемыми в бетонную смесь. Они должны погружаться в вертикальном положении на расстоянии в 50 см один от другого.
Вибратор нужно погружать и ниже лицевой поверхности только что уложенного бетона. Внутренние вибраторы оснащены вибрирующими элементами, погружаемыми в бетонную смесь. Они должны погружаться в вертикальном положении на расстоянии в 50 см один от другого.
Нельзя слишком долго работать вибратором на одном месте.
Зоны вибрирования от каждого погружения должны немного перекрывать друг друга. Излишне долго вибрировать в одной точке нельзя, так как это может привести к расслоению бетонной смеси. Если применяется слишком пластичная бетонная смесь, нужно избегать длительного вибрирования. Но необходимо стремиться, чтобы не оставалось непровибрированных участков. Погружение частиц крупного заполнителя в раствор, и выделение раствора вдоль опалубки свидетельствует о возможном окончании вибрирования. Задержка начала вибрирования безопасна до того момента, пока смесь при вибрации может разжижаться, и вибратор не оставляет в ней углублений. Если арматура жестко закреплена и не может перемещаться, вибратор касаться ее не должен.
Глубинный вибратор не должен соприкасаться с опалубкой, в другом случае он повредит ее.
Внутренние вибраторы не должны соприкасаться с опалубкой, поскольку будут повреждать ее поверхность, что отразится на качестве поверхности бетона. С помощью внутренних вибраторов производится уплотнение монолитного бетона. При укладке бетона каждый слой уплотняют вибрированием. В процессе этого рабочий наконечник включенного ручного вибратора помещают в бетонную смесь под углом 30-35°, чтобы конец его рабочей части проходил сквозь границу раздела старого и нового слоев бетона на 5-10 см. Вибрирование вызывает уплотнение бетонной смеси, вытеснение воздуха и осаждение зерен уплотнителя. За счет этого в составе бетонной смеси исчезает граница раздела между слоями. В процессе уплотнения рабочий наконечник вибратора быстро помещают на необходимую глубину и аккуратно вынимают. Во время этого должна закрыться поверхность бетона. Зоны воздействия вибратора должны перекрываться на 10 см как минимум.
Зоны воздействия вибратора должны перекрываться на 10 см как минимум.
Вибрирование другими способами
Наружные вибраторы используются для бетонирования густоармированных стен толщиной до 30 см и колонн со сторонами до 60 см. Наружные вибраторы укрепляются на наружной стороне опалубки, и через нее передаются колебания бетонной смеси. При бетонировании плоскостных конструкций – полов, плит перекрытий, дорог и т. п. применяют поверхностные вибраторы. Необходимо правильно вибрировать данными приспособлениями. Они устанавливаются на уплотняемую поверхность и передают колебания через рабочую площадку. Поверхностный вибратор может прикрепляться к опалубке или перемещаться по поверхности бетонной смеси.
Поверхностными вибраторами уплотнение смеси производят непрерывными полосами, каждая последующая должна перекрываться предыдущей на 10-20 см. При одиночной арматуре толщина уплотняемого слоя принимается до 250 мм, при двойной – не более 120 мм. Толщина слоя в неармированных конструкциях может быть не более 40 см. Если бетонная смесь достаточно уплотнена вибрированием, то:
- на поверхности исчезают воздушные пузырьки и появляется цементное молоко с мелкозернистым песком;
- поверхность бетона быстро закрывается после вынимания вибратора;
- бетонная смесь перестает оседать.
Если вынув наконечник вибратора, отверстие не заполняется бетонной смесью, это означает, что длительность вибрирования была недостаточной, консистенция бетона была чересчур густой или началось схватывание бетона. Ни в коем случае нельзя распределять смесь в опалубке при помощи наконечника вибратора, опирать наконечник на арматуру и элементы крепления опалубки. Если обнаружена деформация или смещения опалубки, бетонирование нужно прекратить, опалубку нужно исправить до начала схватывания бетона.
Если обнаружена деформация или смещения опалубки, бетонирование нужно прекратить, опалубку нужно исправить до начала схватывания бетона.
Процесс производства бетона
Процесс производства бетона – неотъемлемая составляющая строительных работ. Так, к примеру, он необходим при заливке пола, возведении фундамента и даже при установке забора. Это один из самых трудоемких, очень ответственных моментов строительства.
Правильно изготовленный и залитый бетон является залогом прочной, надежной и долговечной конструкции.В зависимости от функционального назначения и марки цемента могут отличаться пропорции сухих веществ.
Обычно при изготовлении используют следующие составляющие:
1. Вода;
2. Цемент;
3. Песок;
4. Щебень (гравий).
Соотношение сухих веществ в создаваемом материале должно быть 1:3:3 соответственно. К примеру, чтобы приготовить 1 м3 бетона потребуется взять 200 литров воды, 0,2 м3 цемента (марка 400) и по 0,6 м3 песка и гравия. Количество воды указано ориентировочно, т.к. песок и щебень так же могут содержать некоторое количество влаги. Если использовать марку цемента 300, то расход его придется увеличить на 30%.
Технология изготовления бетона следующая: в первую очередь интенсивно перемешиваются сухие составляющие до получения однородной массы, а после этого небольшими порциями добавляется вода. Готовый бетон не должен быть как слишком жидким, так и слишком густым. Проверить готовность можно следующим способом: в ладони сжать получившуюся массу, в результате должен образоваться комок с небольшим количеством выделившейся влаги.
Чтобы получить качественный бетон необходимо выполнять требования к используемым ингредиентам. Во-первых, вода должна быть максимально чистой без каких-либо посторонних примесей. Во-вторых, песок лучше брать крупный и чистый, без глины и ила. От качества песка зависит прочность смеси и расход цемента. Щебень рекомендуется брать мелкий, фракции от 5 до 20мм. Лучше всего для этой цели подходит щебень, изготовленный из натуральных горных пород. Использование в этом качестве битых кирпичей, искусственного щебня и др. делает бетонную конструкцию менее прочной, по сравнению с первым вариантом.
Лучше всего для этой цели подходит щебень, изготовленный из натуральных горных пород. Использование в этом качестве битых кирпичей, искусственного щебня и др. делает бетонную конструкцию менее прочной, по сравнению с первым вариантом.
Вы можете отважиться и сами изготовить бетон, а можете заказать готовый напрямую с завода-изготовителя. С целью предотвращения расслаивания и частичного застывания, доставка бетона осуществляется в автобетономешалках.
Технология приготовления бетонных смесей | БЕТОНИНВЕСТ ООО г.Клин Московская обл.
Статья о тонкостях приготовления бетонных смесей, т.е. бетона, будет полезна начинающим строителям. На качество готового продукта оказывают влияние не только производительные бетономешалки, погодные условия, но и множество других факторов. Замешивайте бетон правильно. Подробности далее.
Независимо от того, по какой схеме ведется производство бетонной смеси, качество ее должно соответствовать требованиям проектного задания. Технология приготовления бетона всегда ведется в соответствии с определенной схемой – будь то частная мини-установка или крупный бетонный завод. Технология обязательно учитывает наличие специального оборудования и множество других факторов, например расстояние до объекта, куда будет осуществляться отгрузка готового раствора.
Разберем основные факторы, которые оказывают наибольшее влияние на конечное качество бетонных смесей:
1. Определенный порядок загрузки компонентов.
2. Скорость вращения барабана.
3. Степень его загрузки.
4. Продолжительность приготовления (перемешивания).
1. Определенный порядок загрузки компонентов.
Наиболее часто используется порядок загрузки составляющих бетонного раствора в такой последовательности – в барабан одновременно с водой загружают сухие смеси, порой смесь поступает даже чуть раньше воды, поскольку вода не успевает во времени вся вылиться к смеси. Этот способ наиболее производителен. Но существует и другая схема приготовления бетонной смеси.
Но существует и другая схема приготовления бетонной смеси.
Перемешивать песок, цемент и щебень без воды весьма проблематично, поэтому в барабан сначала заливают воду, а затем сухую подготовленную смесь. Именно этот способ позволяет добиться наилучшего качества бетона или бетонных растворов. Но, к сожалению, такое производство увеличивает значительно время приготовления и тем самым снижает производительность бетономешалки.
2. Скорость вращения барабана.
В паспорте каждой бетономешалки есть характеристика, указывающая нормальное число оборотов барабана, как правило, 12-20 в минуту. На заводе-изготовителе количество оборотов устанавливается опытным путем, и именно то число оборотов является нормой для эксплуатации каждого конкретного автомиксера.
Если увеличить число оборотов – бетонная смесь станет прилегать к стенкам барабана, от этого качество перемешивания значительно ухудшится. К тому же этот фактор приведет к снижению прочности бетона, которою до конца невозможно восстановить увеличением времени смешивания раствора.
3. Степень загрузки барабана.
По существующим нормативам можно лишь на 5% перегрузить или недогрузить бетономешалку. Увеличение или уменьшение составных раствора приводят к потере качества бетона, как следствие — к потере прочности. Например, перегрузив емкость на 20 процентов, бетон теряет в прочности ровно столько же и экономия выливается в проблему, особенно если бетонные смеси используются в высотном домостроении или других крупных объектах.
4. Продолжительность приготовления бетонного раствора.
Продолжительность перемешивания бетонной смеси тоже оказывает значительное влияние. Помимо роста прочности бетона, увеличивается однородность раствора, а значит его удобоукладываемость. В процессе перемешивания цементный раствор равномерно обволакивает мелкий и крупный заполнитель (гравий, гранит, песок).
Слишком долгое перемешивание бетонного раствора снижает производительность техники.
Большое значение имеет продолжительность перемешивания при приготовлении бетона, к которому предъявляются высокие требования по плотности и водонепроницаемости – гидротехнические сооружения (например, бассейны, аквапарки). Бетонная смесь для таких объектов готовится только после полного цикла испытаний бетонной смеси. Благодаря отработанному циклу будет установлено оптимальное время перемешивания раствора.
Также на продолжительность влияет не только характер сооружения, но и жесткость смеси, сезон и другие факторы. К примеру, для конструкций, выполняющих несущую нагрузку, бетонный раствор перемешивается в два раза дольше, чем смесь для устройства пола. В зимний период раствор следует готовить в полтора раза дольше, чем в летний.
22. Технология приготовления бетонной смеси
Технологический процесс бетонирования конструкций, включает приготовление бетонной смеси и транспортирования ее на строящийся объект, подачу, распределение, укладку и уплотнение ее в конструкции, уход за бетоном в процессе твердения.
Бетонную смесь нельзя заготовить заранее и перевозить на большие расстояния. После приготовления она должна быть доставлена и уложена в блоки сооружения до начала схватывания (обычно 1…3 ч). Поэтому бетонную смесь необходимо приготавливать вблизи мест её укладки так, чтобы время нахождения её в пути в летнее время не превышало 1 ч.
Бетонную смесь приготовляют на механизированном или автоматизированном бетонном заводе в готовом виде доставляют на строительство или приготавливают на приобъектных инвентарных (передвижных) бетоносмесительных установках.
Приготовление
бетонной смеси состоит из следующих операций: прием
и складирование составляющих материалов
(цемента, заполнителей), взвешивание
(дозирование) и перемешивания их с водой
и выдачи готовой бетонной смеси на
транспортные средства. В зимних условиях
в данный технологический процесс
включают дополнительные операции.
В зимних условиях
в данный технологический процесс
включают дополнительные операции.
Бетонную смесь приготавливают по законченной или расчлененной технологии. При законченной технологии в качестве продукта получают готовую бетонную смесь, при расчлененной – отдозированные составляющие или сухую бетонную смесь. Основными техническими средствами для выпуска бетонной смеси являются расходные бункера с распределительными устройствами, дозаторы, бетоносмесители, системы внутренних транспортных средств и коммуникаций, раздаточный бункер.
Технологическое оборудование стационарного типа для приготовления бетонной смеси может быть решено по одноступенчатой и двухступенчатой схемам.
Одноступенчатая (вертикальная) схема (рис. 6.1, а) характеризуется тем, что составляющие материалы бетонной смеси (вяжущие, заполнители, вода) поднимаются в верхнюю точку технологического процесса один раз и далее перемещаются вниз под действием собственной силы тяжести по ходу технологического процесса. Достоинства: компактны, экономичны, а недостатки — сложность монтажа (из-за значительной высоты, до 35 м).
При двухступенчатой (партерной) схеме (рис. 6.1, б) подъем составляющих материалов бетонной смеси происходит дважды, т.е. составляющие бетонной смеси сначала поднимают в расходные бункера, затем они опускаются самотеком, проходя через собственные дозаторы, попадают в общую приемную воронку и снова поднимаются вверх для загрузки в бетоносмеситель. Достоинством данной схемы является меньшая стоимость монтажа, а недостатком – большая площадь застройки.
При потребности в бетонной смеси не более 20 м3/ч обычно применяют передвижные мобильные бетономешалки со смесителями гравитационного типа.
Рис. 6.1. Схемы компоновки бетоносмесительных заводов и установок: а – одноступенчатая; б – двухступенчатая; 1 – конвейер склада заполнителей
в
расходные бункера; 3, 9, 10 – поворотная
направляющая и распределительная; 4 –
расходные бункера; 5 – трубопровод
подачи цемента; 6 – дозатор цемента; 7
– дозатор заполнителей; 8 – дозатор
воды; 11 – бетоносмесители; 12 – раздаточный
бункер; 13 — автобетоновоз; 14 –
автоцементовоз; 15 – скиповый подъемник.
Конструкция бетоносмесительных установок позволяет переводить из рабочего в транспортное положение в течение одной рабочей смены и транспортировать их на прицепе на очередной объект. Использование таких установок целесообразно на крупных рассредоточенных объектах, расположенных от стационарных бетонных заводов на расстояниях, превышающих технологически допустимые.
Бетонные заводы обычно выпускают продукцию двух видов – отдозированные составляющие и готовую бетонную смесь.
В качестве оборудования для приготовления обычной бетонной смеси применяют смесители цикличного и непрерывного действия.
Бетоносмесители цикличного действия различаются по объему готовой смеси, выдаваемой за один замес.
Производительность цикличного бетоносмесителя
П = q·n·kв/1000, м3/ч
где q – объем готовой бетонной смеси за один замес, л; n – число замесов в один час; kв – коэффициент использования бетоносмесителя по времени (0,85…0,93).
Загрузку бетоносмесителя цикличного действия производят в следующей последовательности: сначала в смеситель подают 20…30% требуемого на замес количества воды, затем одновременно начинают загружать цемент и заполнители, не прекращая подачи воды до необходимого количества. Цемент поступает в смеситель между порциями заполнителя, благодаря чему устраняется его распыление. Продолжительность перемешивания бетонной смеси зависит от вместимости барабана смесителя и необходимой подвижности бетонной смеси и составляет от 45 до 240 с.
Бетоносмесители
непрерывного действия выпускаются
производительностью 5, 15, 30 и 60 м3/ч,
а машины гравитационного типа с
барабанным смесителем – производительностью
120 м3/ч.
Продолжительность перемешивания в
этих бетоносмесителях указывают в
паспортах машин.
При приготовлении бетонной смеси по раздельной технологии необходимо соблюдать следующий порядок: в смеситель дозируется вода, часть песка, тонкомолотый минеральный наполнитель (в случае его применения) и цемент. Все эти составляющие тщательно перемешиваются, полученную смесь подают в бетоносмеситель, предварительно загруженный оставшейся частью песка и воды, крупным заполнителем и еще раз вся эта смесь перемешивается.
Состав бетонной смеси должен обеспечивать заданные ей свойства, а также свойства затвердевшего бетона.
К бетонной смеси предъявляют определенные требования:
1) она должна сохранять однородность (при транспортировании, перегрузке и укладке в опалубку), которая обеспечивается связностью (нерасслаиваемостью) и водоудерживающей способностью. Все это достигается правильным подбором состава смеси, точностью дозировки составляющих и тщательным перемешиванием всех компонентов;
2) обладать удобоукладываемостью. Удобоукладываемость – это способность бетонной смеси под действием вибрации растекаться и заполнять форму. Она зависит от зернового состава смеси, количества воды, степени армирования, способов транспортирования и уплотнения смеси.
Все большее применение находит сухая строительная смесь (ССС) – смесь вяжущего, заполнителей, добавок, пигментов, отдозированных и перемешанных на заводе, и затворяемых водой перед употреблением. Точное дозирование компонентов позволяет получать более высокие технические характеристики готовой продукции по сравнению со смесями полученными, приготовляемыми на строительной площадке. Важным достоинством сухих смесей является возможность добавления в них химических добавок и микронаполнителей, как улучшающих их структуру, так и подготовленных для применения в холодное время года.
Технология транспортирования бетонных смесей
Транспортирование
бетонной смеси включает в себя доставку ее от места
приготовления на строительный объект,
подачу смеси непосредственно к месту
укладки или же перегрузку ее на другие
транспортные средства или приспособления,
при помощи которых смесь доставляют в
блок бетонирования. Блоком бетонирования
называют подготовленную к укладке
бетонной смеси конструкцию или ее часть
с установленной опалубкой и смонтированной
арматурой.
Блоком бетонирования
называют подготовленную к укладке
бетонной смеси конструкцию или ее часть
с установленной опалубкой и смонтированной
арматурой.
На практике процесс доставки бетонной смеси в блоки бетонирования осуществляют по двум схемам:
— от места приготовления до непосредственной разгрузки в блок бетонирования;
— от места приготовления до места разгрузки у бетонируемого объекта, с последующей подачей бетона в блок бетонирования. Эта схема предусматривает промежуточную разгрузку бетонной смеси.
Транспортирование и укладку бетонной смеси необходимо осуществлять специализированными средствами, обеспечивающими сохранение заданных свойств бетонной смеси.
Транспортирование бетонной смеси от места приготовления до места разгрузки или непосредственно в блок бетонирования осуществляют преимущественно автомобильным транспортом, а транспортирование от места разгрузки в блок бетонирования – в бадьях кранами, подъемниками, транспортерами, бетоноукладчиками, вибропитателями, мототележками, бетононасосами и пневмонагнетателями.
Способ транспортирования бетонной смеси к месту ее укладки выбирают в зависимости от характера сооружения, общего объема укладываемой бетонной смеси, суточной потребности, дальности перевозки и высоты подъема. При любом способе транспортирования смесь должна быть защищена от атмосферных осадков, замораживания, высушивания, а также от вытекания цементного молока.
Допустимая
продолжительность перевозки зависит
от температуры смеси при выходе из
смесителя: она не должна превышать 1 ч
при температуре 20-30°С; 1,5 ч — 19-10°С; 2 ч —
9-5°С. Длительная перевозка по плохим
дорогам приводит к ее расслаиванию.
Поэтому в транспортных средствах без
побуждения смеси в пути не рекомендуется
перевозить на расстояние больше 10 км
по хорошим дорогам и больше 3 км — по
плохим.
Выбор транспортных средств осуществляют исходя из условий строящегося объекта: объема бетонных работ; срока их производства; расстояния перемещения; размера сооружения в плане и по высоте; ТЭП (производительности, скорости передвижения, удельной стоимости перевозки). Кроме того, необходимо учитывать также требования сохранения свойств бетонной смеси — недопущения распада, изменения однородности и консистенции.
Для перевозки смеси на объект широко применяют автомобильный транспорт – самосвалы общего назначения, бетоновозы и автобетоносмесители (миксеры).
Перевозка смеси самосвалами. Недостатки: возникают трудности по защите смеси от замерзания, высушивания, утечки цементного молока через щели в кузовах, необходимость ручной очистки кузова.
Перевозка бетонной смеси бетоновозами, оборудованными герметичными опрокидывающимися кузовами мульдообразной формы. Достоинства: перевозка смеси возможна на расстояние до 25-30 км, причем без расплескивания ее и вытекания цементного молока.
Перевозка смеси автобетоносмесителями (миксерами). Это наиболее эффективное средство транспортирования. Автобетоносмесители загружаются на заводе сухими компонентами и в пути следования или на стройплощадке приготавливают бетонную смесь. Вместимость автобетоносмесителей по готовому замесу от 3 до 10 м3. Перемешивание компонентов с водой обычно начинается за 30 – 40 мин до прибытия на объект. В автобетоносмесителях (миксерах) выгодно перевозить также готовые бетонные смеси вследствие имеющейся возможности их побуждения в пути за счет вращения барабана. Достоинства: дальность перевозки сухих компонентов смеси в автобетоносмесителях технологически не ограничена.
Доставленную
на объект бетонную смесь можно выгружать
непосредственно в конструкцию (при
бетонировании конструкций расположенных
на уровне земли или малозаглубленных)
или перегружать в промежуточные емкости
для последующей подачи на место
бетонирования.
В бетонируемые конструкции смесь подают кранами в неповоротных или поворотных бадьях или ленточными конвейерами (транспортерами), бетононасосами и пневмонагнетателями (по трубам), звеньевыми хоботами и виброхоботами, ленточными бетоноукладчиками. Поворотные бадьи вместимостью 0,5 – 8 м3 загружают непосредственно из самосвалов или бетоновозов. Ленточные передвижные конвейеры применяют, когда подать смесь к месту укладки средствами доставки или в бадьях трудно или невозможно. Конвейерами длиной до 15 м подают смесь на высоту до 5,5 м. Для уменьшения высоты свободного падения смеси при выгрузке, применяют направляющие щитки или воронки. Недостаток: конвейеры в процессе бетонирования необходимо часто переставлять.
Поэтому более эффективны в этом отношении самоходные ленточные бетоноукладчики, смонтированные на базе трактора, оборудованные скиповым подъемником и ленточным конвейером длиной до 20 м. Для подачи смеси в конструкции, расположенных в стесненных условиях и в местах, не доступных для других средств транспорта применяют бетононасосы. Они подают смесь по стальному разъемному трубопроводу (бетоноводу) на расстояние по горизонтали до 300 м и по вертикали до 50 м. Также для бесперегрузочной подачи смеси и ее укладки используют пневмонагнетатели. Максимальная дальность транспортирования ими — 200 м по горизонтали или до 35 м по вертикали при подаче до 20 м3/ч. Для подачи и распределения смеси непосредственно на месте укладки при высоте 2 – 10 м применяют хоботы, представляющие собой трубопровод из конусных металлических звеньев и верхней воронки; виброхоботы, представляющие собой звеньевой хобот с вибратором. На загрузочной воронке вместимостью 1,6 м3 и секциях виброхобота диаметром 350 мм через 4-8 м устанавливают вибраторы-побудители, а также гасители.
Подачу
и распределение бетонной смеси в
конструкции на расстоянии до 20 м с
уклоном к горизонту 5-20° обеспечивают виброжелобами в сочетании с вибропитателем вместимостью 1,6 м3. Им можно укладывать смеси до 5 м3/ч
при угле наклона 5°, а при угле 15° — до
43 м3/ч.
Им можно укладывать смеси до 5 м3/ч
при угле наклона 5°, а при угле 15° — до
43 м3/ч.
Бетоно-производственный процесс. | Скачать научную диаграмму
Контекст 1
… цех по производству цемента, сырье смешивается с водой, которая добывается на месте. Готовая бетонная смесь затем загружается в автобетоносмесители и доставляется на три стройплощадки (Площадка 1, Площадка 2 и Площадка 3), которые, как предполагалось, находятся в определенных местах в трех провинциях Кипра (Таблица 2). и в количествах, аналогичных размеру каждой провинции (рис. 5)….
Контекст 2
… & Транспорт: для производства большинства марок бетона (C20 — C25) цемент, песок, заполнители и добавки смешиваются с водой, которая обычно добывается на месте . Бетон на строительные площадки доставляют грузовиками. Основным преимуществом использования бетона в качестве строительного материала является его высокая тепловая масса (Struble and Godfrey 2004). Это свойство бетона улучшает термическую стабильность зданий, позволяет лучше регулировать температуру в помещении, снижает энергию, необходимую для охлаждения и обогрева помещений, и позволяет снизить общие затраты на электроэнергию в зданиях.Фактически, сокращение выбросов углекислого газа, вызывающего парниковый эффект, достигается на этапе эксплуатации зданий. Кроме того, по истечении срока службы зданий бетонный мусор можно использовать для производства заполнителя для нового производства бетона или в качестве основы (например, для дорожного строительства) или поверхностного материала в других конструкциях. Бетон также поглощает CO 2 посредством процесса, известного как карбонизация, который остается заблокированным и не выделяется в конце своего срока службы. Соответственно, интерес к теме карбонизации бетона в настоящее время растет, включая ее положительный вклад в экологические характеристики бетона.Исследование, проведенное Де Соллесом (2013), пришло к выводу, что первоначальный заключенный СО в цементе, покидающем его производственные мощности, будет снижен примерно на 18% к концу 160-летнего периода в результате карбонизации. Schepper et al. (2014) провели LCA для полностью перерабатываемого бетона (CRC) в попытке улучшить его экологические характеристики. Результаты исследования показали, что включение CRC в производство нового цемента может значительно снизить GWP конечного продукта. Однако бетон также тесно связан с неблагоприятным воздействием на окружающую среду.В частности, сообщалось, что основной вклад вносит производство портландцемента. Портландцемент — продукт отрасли, которая не только энергоемка, но и несет ответственность за большие выбросы CO 2. Даже при небольшом процентном содержании цемента в бетонной смеси 13,8%, количество выбросов CO 2 имеет решающее значение. Фактически, 1 тонна портландцементного клинкера выбрасывает в атмосферу тонну CO 2 (Malhotra 2004). Кроме того, добыча сырья для производства заполнителей подвергается критике за значительные потребности в энергии, а также за его неблагоприятное воздействие на экологию лесных массивов и русел рек (Mehta 2001).Кроме того, разрушенный бетон является проблемой во всем мире. Ежегодно в Европе образуется около 200 миллионов тонн строительного мусора и отходов сноса (European Concrete Platform ASBL 2009). В случае с Кипром, рециркуляция строительных отходов все еще находится на очень низком уровне, несмотря на введенное законодательство. В результате большое количество строительного мусора, попадающего на свалки, становится все более тревожной проблемой из-за небольшого размера острова (Nicolaides, Kanellopoulos, and Petrou 2011).В этом исследовании LCA производства бетона для Кипра будет проводиться в соответствии с LCIA — CML 2001 с использованием программного обеспечения Gabi (Gabi 2013) и на основе принципов, описанных в ISO 14040. Соответственно, категории воздействия должны быть исследованные перечислены ниже:. GWP (изменение климата). Подкисляющий потенциал (AP). Потенциал разрушения озонового слоя (ODP). Потенциал образования фотохимического озона (POCP) Этапы технологической цепочки бетона, включенные в объем исследования, включают извлечение сырья, его транспортировку на объекты, дробление, измельчение, измельчение, обжиг, охлаждение, промывку и т.
Schepper et al. (2014) провели LCA для полностью перерабатываемого бетона (CRC) в попытке улучшить его экологические характеристики. Результаты исследования показали, что включение CRC в производство нового цемента может значительно снизить GWP конечного продукта. Однако бетон также тесно связан с неблагоприятным воздействием на окружающую среду.В частности, сообщалось, что основной вклад вносит производство портландцемента. Портландцемент — продукт отрасли, которая не только энергоемка, но и несет ответственность за большие выбросы CO 2. Даже при небольшом процентном содержании цемента в бетонной смеси 13,8%, количество выбросов CO 2 имеет решающее значение. Фактически, 1 тонна портландцементного клинкера выбрасывает в атмосферу тонну CO 2 (Malhotra 2004). Кроме того, добыча сырья для производства заполнителей подвергается критике за значительные потребности в энергии, а также за его неблагоприятное воздействие на экологию лесных массивов и русел рек (Mehta 2001).Кроме того, разрушенный бетон является проблемой во всем мире. Ежегодно в Европе образуется около 200 миллионов тонн строительного мусора и отходов сноса (European Concrete Platform ASBL 2009). В случае с Кипром, рециркуляция строительных отходов все еще находится на очень низком уровне, несмотря на введенное законодательство. В результате большое количество строительного мусора, попадающего на свалки, становится все более тревожной проблемой из-за небольшого размера острова (Nicolaides, Kanellopoulos, and Petrou 2011).В этом исследовании LCA производства бетона для Кипра будет проводиться в соответствии с LCIA — CML 2001 с использованием программного обеспечения Gabi (Gabi 2013) и на основе принципов, описанных в ISO 14040. Соответственно, категории воздействия должны быть исследованные перечислены ниже:. GWP (изменение климата). Подкисляющий потенциал (AP). Потенциал разрушения озонового слоя (ODP). Потенциал образования фотохимического озона (POCP) Этапы технологической цепочки бетона, включенные в объем исследования, включают извлечение сырья, его транспортировку на объекты, дробление, измельчение, измельчение, обжиг, охлаждение, промывку и т. Д. и другие процессы, которым подвергается сырье, а также их окончательное смешивание и транспортировка в определенные места в пяти провинциях Кипра.Расход материалов и энергии на строительство используемой техники и инфраструктуры исключен из исследования. Функциональная единица предназначена для облегчения сравнения воздействия на окружающую среду различных сценариев, которые необходимо разработать. Таким образом, последовательной функциональной единицей для этой работы будет производство 1 метрической тонны (т) конечного продукта. Базовый сценарий предполагает, что цемент транспортируется грузовиками грузоподъемностью 7 тонн из карьера Василикос на завод по производству бетона в Арадиппу, песок из района Ксилофагу, заполнители из Ларнаки и примеси из промышленной зоны Строволос.На заводе по производству цемента сырье смешивают с водой, которая добывается на месте. Готовая бетонная смесь затем загружается в автобетоносмесители и доставляется на три стройплощадки (Площадка 1, Площадка 2 и Площадка 3), которые, как предполагалось, находятся в определенных местах в трех провинциях Кипра (Таблица 2) и в количествах, аналогичных размеру каждой провинции (Рисунок 5). Входные и выходные данные, используемые для оценки жизненного цикла производства бетона для Кипра, основаны на информации, предоставленной местными производителями бетона — Roadtec Industries Ltd и Mouzouris Ltd — и данными, полученными из литературных источников.ИАЖЦ для базового сценария и диаграмма Сэнки балансов массы для производства 1 тонны бетона представлены в Таблице 3 и на Рисунке 6, соответственно. В таблице 4 представлены результаты ОВЖЦ для базового сценария для каждой из исследуемых категорий воздействия. В таблице также представлена подробная информация о вкладе каждого этапа производственного процесса бетона — добычи, производства и транспортировки цемента, песка и заполнителей, приобретения добавок и, в частности, производства и транспортировки бетона.Судя по результатам, добыча и переработка песка вносят наибольший вклад в изменение климата, подкисление и образование фотохимического озона, за которым следуют производство и транспортировка бетона, а также добыча и обработка цемента.
Д. и другие процессы, которым подвергается сырье, а также их окончательное смешивание и транспортировка в определенные места в пяти провинциях Кипра.Расход материалов и энергии на строительство используемой техники и инфраструктуры исключен из исследования. Функциональная единица предназначена для облегчения сравнения воздействия на окружающую среду различных сценариев, которые необходимо разработать. Таким образом, последовательной функциональной единицей для этой работы будет производство 1 метрической тонны (т) конечного продукта. Базовый сценарий предполагает, что цемент транспортируется грузовиками грузоподъемностью 7 тонн из карьера Василикос на завод по производству бетона в Арадиппу, песок из района Ксилофагу, заполнители из Ларнаки и примеси из промышленной зоны Строволос.На заводе по производству цемента сырье смешивают с водой, которая добывается на месте. Готовая бетонная смесь затем загружается в автобетоносмесители и доставляется на три стройплощадки (Площадка 1, Площадка 2 и Площадка 3), которые, как предполагалось, находятся в определенных местах в трех провинциях Кипра (Таблица 2) и в количествах, аналогичных размеру каждой провинции (Рисунок 5). Входные и выходные данные, используемые для оценки жизненного цикла производства бетона для Кипра, основаны на информации, предоставленной местными производителями бетона — Roadtec Industries Ltd и Mouzouris Ltd — и данными, полученными из литературных источников.ИАЖЦ для базового сценария и диаграмма Сэнки балансов массы для производства 1 тонны бетона представлены в Таблице 3 и на Рисунке 6, соответственно. В таблице 4 представлены результаты ОВЖЦ для базового сценария для каждой из исследуемых категорий воздействия. В таблице также представлена подробная информация о вкладе каждого этапа производственного процесса бетона — добычи, производства и транспортировки цемента, песка и заполнителей, приобретения добавок и, в частности, производства и транспортировки бетона.Судя по результатам, добыча и переработка песка вносят наибольший вклад в изменение климата, подкисление и образование фотохимического озона, за которым следуют производство и транспортировка бетона, а также добыча и обработка цемента. Примечательно, что производство и транспортировка бетона оказывают наибольшее влияние на категорию воздействия ODP с 1,5 кг эквивалента R11 по сравнению с 1,4 кг эквивалента R11 для добычи и обработки песка. Что касается воздействия на окружающую среду, то воздействие от приобретения добавок минимально, поскольку их производство не входит в системные границы данного исследования.Поскольку добавки обычно импортируются на Кипр в готовом виде, учитывалось только влияние их транспортировки на производство бетона. Энергопотребление — не менее важный экологический параметр, который следует учитывать при интерпретации результатов ОЖЦ. Как и в ОВЖЦ для категорий воздействия, добыча и переработка песка являются наиболее энергоемким этапом всей производственной линии, потребляя в общей сложности 919 МДж, за которым следуют производство и транспортировка бетона, на которые требуется 900 МДж, а также добыча и производство цемента. с 659 МДж.Также важно подчеркнуть тот факт, что почти вся энергия поступает из невозобновляемых источников энергии, поскольку Кипр в значительной степени зависит от импортируемого тяжелого нефтяного топлива (HFO) (Poullikkas, Hadjipaschalis, and Kourtis 2010; Fokaides and Kylili 2014). Зависимость малых изолированных государств от импортируемого ископаемого топлива типична — фактически, отсутствие местных энергоресурсов, ограниченная инфраструктура доставки энергии, нехватка хранилищ и гибкость генераторов энергии для удовлетворения сезонных потребностей способствуют дальнейшее господство ископаемого топлива в изолированных государствах (Fokaides et al.2014). На основе результатов ОВЖЦ базовых сценариев были разработаны и исследованы дополнительные сценарии снижения воздействия на окружающую среду и энергоемкости линии по производству бетона: Сценарий 1: сценарий альтернативной энергетики, в котором электричество из HFO заменяется возобновляемым электричеством из солнечных фотоэлектрических (PV), где это реально возможно. . Сценарий 2: Песок и заполнители добываются на одной и той же площадке и вместе транспортируются на предприятия по производству бетона (Рисунок 7).
Примечательно, что производство и транспортировка бетона оказывают наибольшее влияние на категорию воздействия ODP с 1,5 кг эквивалента R11 по сравнению с 1,4 кг эквивалента R11 для добычи и обработки песка. Что касается воздействия на окружающую среду, то воздействие от приобретения добавок минимально, поскольку их производство не входит в системные границы данного исследования.Поскольку добавки обычно импортируются на Кипр в готовом виде, учитывалось только влияние их транспортировки на производство бетона. Энергопотребление — не менее важный экологический параметр, который следует учитывать при интерпретации результатов ОЖЦ. Как и в ОВЖЦ для категорий воздействия, добыча и переработка песка являются наиболее энергоемким этапом всей производственной линии, потребляя в общей сложности 919 МДж, за которым следуют производство и транспортировка бетона, на которые требуется 900 МДж, а также добыча и производство цемента. с 659 МДж.Также важно подчеркнуть тот факт, что почти вся энергия поступает из невозобновляемых источников энергии, поскольку Кипр в значительной степени зависит от импортируемого тяжелого нефтяного топлива (HFO) (Poullikkas, Hadjipaschalis, and Kourtis 2010; Fokaides and Kylili 2014). Зависимость малых изолированных государств от импортируемого ископаемого топлива типична — фактически, отсутствие местных энергоресурсов, ограниченная инфраструктура доставки энергии, нехватка хранилищ и гибкость генераторов энергии для удовлетворения сезонных потребностей способствуют дальнейшее господство ископаемого топлива в изолированных государствах (Fokaides et al.2014). На основе результатов ОВЖЦ базовых сценариев были разработаны и исследованы дополнительные сценарии снижения воздействия на окружающую среду и энергоемкости линии по производству бетона: Сценарий 1: сценарий альтернативной энергетики, в котором электричество из HFO заменяется возобновляемым электричеством из солнечных фотоэлектрических (PV), где это реально возможно. . Сценарий 2: Песок и заполнители добываются на одной и той же площадке и вместе транспортируются на предприятия по производству бетона (Рисунок 7). . Сценарий 3: Сырье, за исключением добавок, добывается локально — в радиусе 1 км от предприятий по производству бетона (Рисунок 8). ИАЖЦ альтернативных сценариев для конкретной производственной линии сведены в Таблицу 5 в сравнении с Базовым сценарием. Что касается сценария 1, в котором используется возобновляемая электроэнергия, выбросы диоксида углерода значительно сокращаются до менее 5% от значения для базового сценария …
. Сценарий 3: Сырье, за исключением добавок, добывается локально — в радиусе 1 км от предприятий по производству бетона (Рисунок 8). ИАЖЦ альтернативных сценариев для конкретной производственной линии сведены в Таблицу 5 в сравнении с Базовым сценарием. Что касается сценария 1, в котором используется возобновляемая электроэнергия, выбросы диоксида углерода значительно сокращаются до менее 5% от значения для базового сценария …
Manufacturing Technology из журнала International Cement Review Magazine
8 марта 2021 г.Новый охладитель четвертого поколения компании Tianjin Cement Industry Design and Research Institute, названный «Sinowalk», включает в себя такие ключевые особенности, как высокая эффективность рекуперации тепла, стабильные механические характеристики и интеллектуальное управление.В последние годы в цементной промышленности были хорошо приняты типичные тематические исследования для новых EPC и проектов модернизации, которые проливают свет на то, как Sinowalk — это он …
8 марта 2021 г.Работа с пылью
При этом химический состав пыли варьируется от прямого режима, когда сырьевой мельница не работает, и непрямого режима, когда сырьевой мельница работает, поиск места назначения для пыли рукавного фильтра при поддержании однородности печи…
8 марта 2021 г.Повышение производительности мельницы
Снижение клинкерного фактора без ущерба для качества и растущий спрос на высокоэффективные цементы представляют собой серьезную проблему для технологии тонкого помола, используемой на цементных заводах. В рамках своей зеленой цементной пла …
В рамках своей зеленой цементной пла …
ESP превращается в рукавный фильтр
Когда электрофильтры не могут соответствовать более строгим нормам по выбросам, может быть более экономичным превратить их в рукавные фильтры, а не заменять их новым рукавным фильтром.Gorco SA выделяет ключевые направления …
8 марта 2021 г.Трехкратное увеличение срока службы футеровки
Вьетнамский цементный завод более чем в три раз срока службы огнеупорной футеровки в ее Охладителе бык носа с использованием сборной модульную прокладки из Хасла огнеупоров. Уменьшено истирание и щелочные воздействия s…
7 декабря 2020 г.Цементный завод 21 века: экологичнее и больше на связи
Цементный завод будущего будет придерживаться тенденций оцифровки и устойчивого развития, чтобы получить конкурентное преимущество и повысить устойчивость. Элефтериос Хараламбус, Томас Циглер, Рамез Хаддадин, Себастьян Райтер и …
10 ноября 2020 г.Следим за шестернями
Одна из самых серьезных механических проблем при техническом обслуживании вращающейся печи сегодня — поддержание эффективной работы венцовой шестерни и зацепления шестерни.Несоосность во время производства создает неравномерное и нестабильное напряжение …
18 февраля 2021 г.
От WHRPG до EfW
По мере того как цементные заводы ищут способы уменьшить свой углеродный след, системы выработки электроэнергии с рекуперацией отходящего тепла (WHRPG) становятся все более популярными. Использование биомассы также имеет потенциал в качестве энергии из отходов (E…
13 Октябрь 2020Энергосбережение при раздельном тонком помоле
Раздельное измельчение и последующее смешивание — широко распространенная практика в цементной промышленности, позволяющая снизить удельное потребление электроэнергии за счет использования высокоэффективных методов измельчения. Пока мяч …
29 сентября 2020 г.Готовый к использованию ремень Holcim
Когда предприятие Holcim в Херрлисхайм-пре-Кольмар во Франции искало замену своей конвейерной ленты для извлечения песка, после успеха она обратилась к MLT за своей «готовой к использованию» лентой с ISC ® (интегрированное винтовое соединение)…
23 сентября 2020 г.Шаги к умному заводу
Турецкая компания Nuh imento разработала решение для прогнозирования прочности цемента. Проект направлен на максимально точную оценку качества цемента при семидневной и 28-дневной прочности с помощью нового алгоритма компании, чтобы …
21 сентября 2020 г.Элементный анализ для уменьшения углеродного следа цемента
Несмотря на рост рыночного спроса на цемент в последние десятилетия, цементная промышленность должна сокращать углеродный след. Элементный анализ может внести ключевой вклад в это стремление к снижению выбросов CO 2 от …
Элементный анализ может внести ключевой вклад в это стремление к снижению выбросов CO 2 от …
VRM to Crown Operations
Когда Crown Cement определила необходимость увеличения мощности цементного завода в Бангладеш, она выбрала технологию вертикальных валковых мельниц (VRM) от Loesche. Благодаря ряду преимуществ VRM, общая производительность измельчения…
06 июль 2020Готовы к отплытию
Большая часть мировой торговли цементом в какой-то момент связана с доставкой продукции специализированными перевозчиками. Брайан Бенджамин из Sirios Shipping Management Co дает обзор операционных и коммерческих процедур …
29 июн 2020Выбор правильной системы SCR
Сильная запыленность и высокие температуры — два самых сложных фактора для систем DeNO x в цементной промышленности.В этой статье thyssenkrupp Industrial Solutions со своим брендом CemCat для систем SCR …
достижений в технологии бетона | Agg-Net
Использование достижений в бетонных технологиях для улучшения решений по восстановлению смеси
Стив Кромптон, национальный технический директор, CEMEX UK Materials
Товарный бетон впервые был использован почти 100 лет назад на строительной площадке в Балтиморе, США, а во многих развитых странах сейчас на его долю приходится более половины всего цемента, используемого в строительстве.Ежегодный объем производства бетона во всем мире составляет 4 миллиарда кубических метров, поэтому бетон является наиболее широко используемым строительным материалом в мире благодаря уникальному сочетанию универсальности, экономичности и долговечности.
Хотя основная концепция продукта осталась неизменной, современные бетоны мало похожи на те, которые впервые были произведены в начале 20 века. Замечательные разработки в области технологии цементных материалов, минеральных добавок и добавок, в сочетании с достижениями в методах производства, привели к появлению широкого спектра высококачественных бетонов, которые могут обеспечить рентабельные и экологически безопасные решения для самых требовательных областей применения.
Требования клиентов, конкурирующие технологии и растущее стремление к экологически безопасным методам строительства усилили давление на отрасль, заставляя ее внедрять новые и инновационные способы удовлетворения этих требований. Промышленность отреагировала тем, что переместила инновации в бетонных технологиях из исследовательских лабораторий в поле, и ассортимент доступных в настоящее время бетонов больше, чем когда-либо в истории отрасли.
Однако претворить исследовательские идеи в жизнь непросто.Скривенер и Киркпатрик (1) выделили три основных препятствия на пути внедрения инноваций в бетонную промышленность:
- Конструкционная безопасность — Необходимость в расчетном сроке службы 100 лет или более может привести к консервативному подходу к принятию новых идей, чтобы избежать последствий отказа.
- База эмпирических знаний — Отсутствие знаний о физических и химических процессах, которые определяют характеристики вяжущих материалов на макроскопическом уровне, что приводит к необходимости проведения итерационных и полномасштабных испытаний.
- Рыночная ниша и критическая масса. Успех бетона как строительного материала во многом основан на его дешевизне в производстве. Однако это возможно только из-за экономии на масштабе, особенно при производстве цемента. Требования к нише меньшего масштаба могут быстро увеличить затраты, сводя на нет одно из фундаментальных преимуществ продукта.
Несмотря на эти препятствия на пути внедрения, были достигнуты заметные успехи в применении передовых технологий в производстве товарного бетона с такими разработками, как высокопрочный бетон, фибробетон, использование самоуплотняющегося бетона и широкое распространение использование высокоэффективных добавок и добавок для изменения свойств бетона.
В этой статье рассматриваются некоторые ключевые разработки в технологии производства бетона, которые привели к изменениям в конструкции и производстве товарного бетона за последние 30 лет, а также рассматриваются некоторые текущие исследования, которые могут в дальнейшем повлиять на характер отрасли.
ЦЕМЕНТНЫЕ ТЕХНОЛОГИИ
Достижения в технологии производства цемента привели к большей стабильности и улучшенным характеристикам традиционных цементов. Были достигнуты значительные успехи в использовании альтернативных видов топлива, которые снижают воздействие на окружающую среду производства цемента, которое остается энергоемким процессом, который по самой природе химических реакций производит CO2.Тем не менее, цементная промышленность добилась успеха в сокращении количества CO2, выделяемого во время производства, и часто цитируемая статистика о том, что каждая тонна произведенного цемента выделяет эквивалентный вес CO2, больше не соответствует действительности, поскольку многие производители заявляют, что снизили выброс CO2 на 30% и более.
За последние 30 лет произошло резкое увеличение доступности и использования дополнительных вяжущих материалов. В частности, преимущества, вытекающие из следующих материалов, привели к их широкому распространению:
Шлак доменный гранулированный
Измельченный гранулированный доменный шлак (ggbs) является побочным продуктом производства чугуна и образуется при быстром охлаждении расплавленного доменного шлака.Вяжущие свойства ggbs известны давно (свидетельства его первого использования датируются более 80 лет), и его использование широко распространено в ряде стран по всему миру.
Его можно перемалывать с цементным клинкером для производства цемента с заводскими смесями, и этот подход распространен в Европе, хотя в Великобритании ggbs обычно добавляют в бетономешалку для получения эквивалентной комбинации цемента.
Обычно ggbs используется для замены 50% компонента CEM I в смеси, хотя в специализированных приложениях его можно использовать при уровнях замещения до 90%.
Значительные улучшения устойчивости к хлориду достигаются, когда ggbs используется при уровнях замещения, превышающих 40%. Его использование также улучшает стойкость бетона к сульфатному воздействию, что признано британскими стандартами, где рекомендуется использовать высокие уровни замены ggbs для наиболее серьезных категорий химического воздействия.
Использование ggbs также снижает риск вредной щелочно-кремнеземной реакции (ASR), и снова это признано в национальных руководящих документах, которые поощряют использование ggbs там, где есть потенциал для ASR.
Еще одним преимуществом ggbs является более низкая теплота гидратации, что делает его популярным в массовых конструкциях для уменьшения проблем, связанных с развитием высоких температур.
Неудивительно, что, учитывая потенциальные преимущества использования ggbs, наблюдается устойчивый рост его использования в товарном бетоне, хотя при использовании материала для производителя есть последствия:
- Требуется дополнительная емкость хранилища.
- Дополнительные требования по контролю качества для увеличенного ассортимента смесей.
- Небольшое увеличение содержания цемента, когда требуется эквивалентная 28-дневная прочность.
- Увеличенное время схватывания, особенно в холодную погоду, может привести к повышенному кровотечению, хотя это можно контролировать с помощью добавок и изменения состава смеси.
В целом, использование ggbs не представляет особых проблем для производителя товарного бетона, и это наиболее часто используемый дополнительный вяжущий материал в Великобритании.
Зола пылевидная
Зола пылевидного топлива (PFA) является побочным продуктом при производстве электроэнергии на угольных электростанциях, и пуццолановая реакционная способность материала хорошо задокументирована при использовании в сочетании с портландцементами.
PFA может быть перемолот с цементным клинкером для производства цемента заводского смешивания или может быть добавлен в бетономешалку для получения эквивалентной комбинации цемента. Оба метода широко используются в Великобритании.
Оба метода широко используются в Великобритании.
PFA обычно используется с более низкими уровнями замещения, чем ggbs, обычно около 30%, хотя для определенных приложений иногда используются более высокие уровни.
Было показано, что использование PFA улучшает долговечность бетона (2) за счет уменьшения проникновения хлоридов, улучшения сульфатостойкости и минимизации риска вредного ASR.Он также может улучшить свежие свойства бетона с пониженным содержанием воды, что приведет к меньшему просачиванию и улучшенным характеристикам текучести.
Использование PFA продолжает увеличиваться, хотя доступность материала в течение длительного времени ограничивает его рост по сравнению с ggbs.
С точки зрения товарного бетона использование PFA имеет некоторые последствия:
- Требуется дополнительная емкость для хранения и потребность в усиленной аэрации силосов для обработки более мелкого PFA по сравнению с цементом или ggbs.
- Дополнительные требования по контролю качества для увеличенного ассортимента смесей.
- Увеличение содержания цемента там, где требуется эквивалентная 28-дневная прочность. Эти дополнительные увеличения несколько больше, чем при использовании ggbs, и могут достигать 40 кг / м3.
Microsilica
Microsilica является побочным продуктом производства кремния и ферросилиция. Это очень мелкий, высокореакционный пуццолан с высоким содержанием SiO2, который значительно снижает пористость бетона.
Microsilica обычно используется в качестве добавки для улучшения свойств высокоэффективных бетонов и используется при дозах добавки от 5 до 20% от веса цемента.
Было показано, чтоMicrosilica улучшает долговечность, сопротивление истиранию и прочностные характеристики бетона, но этот материал значительно дороже, чем цемент, и его использование в основном ограничивается специальными применениями или высокопрочными бетоном (обычно> 80 Н / мм2).
Метакаолин
Метакаолин производится путем прокаливания каолина при температурах 700–900 ° C для получения высокореактивного пуццолана при смешивании с CEM I. Обычно он используется аналогично микрокремнезему, то есть в качестве добавки (5–15% от веса цемента) для производства высококачественного бетона.
Обычно он используется аналогично микрокремнезему, то есть в качестве добавки (5–15% от веса цемента) для производства высококачественного бетона.
Ограниченная доступность и практический опыт применения метакаолина привели к более низкому уровню его использования по сравнению с другими минеральными добавками, такими как ggbs, PFA и микродиоксид кремния. Тем не менее, данные исследований показывают, что уровни эффективности аналогичны тем, которые наблюдаются с микродиоксидом кремния.
Сводка
Значительные исследования и полевой опыт показали, что использование минеральных добавок улучшает характеристики бетона за счет улучшения ряда ключевых свойств.Это признано британскими и европейскими стандартами, и дизайнеры все чаще определяют использование таких материалов. Промышленность товарного бетона отреагировала на это, сделав такие материалы широко доступными, и, по оценкам, 75% всех товарных бетонов теперь содержат минеральные добавки.
ТЕХНОЛОГИЯ ПРИМЕСЕЙ
Возможно, наиболее значительный прогресс в технологии бетона был достигнут в области добавок, что позволило разработать ряд высокоэффективных бетонов, которые позволили проектировщикам в полной мере использовать преимущества материала.Крупные компании-производители добавок вкладывают значительные средства в исследования и разработки, и за последние 30 лет значительно увеличился ассортимент добавок, доступных как для производителя цемента, так и для производителя товарного бетона:
Водоредуцирующие добавки
Это наиболее часто используемые добавки, обычно добавляемые для снижения содержания воды при сохранении удобоукладываемости и, таким образом, снижении содержания цемента при заданной прочности.
Редукторы высокого давления
Все чаще используется для увеличения консистенции бетона при сохранении прочности.Возможно, наиболее значительный прогресс был достигнут в этой области технологии смешения с разработкой продуктов на основе поликарбоксилатного эфира (PCE). Это привело к разработке самоуплотняющегося бетона и сыграло решающую роль в достижении еще большей прочности бетона. Добавками PCE можно управлять, чтобы изменить их влияние на важные свойства бетона, такие как когезия, скорость набора прочности, консистенция и сохранение осадки.
Это привело к разработке самоуплотняющегося бетона и сыграло решающую роль в достижении еще большей прочности бетона. Добавками PCE можно управлять, чтобы изменить их влияние на важные свойства бетона, такие как когезия, скорость набора прочности, консистенция и сохранение осадки.
Модификаторы вязкости
Модификаторы вязкости были разработаны для поддержания когезии при очень высоких значениях консистенции и обычно используются при производстве самоуплотняющегося бетона.
Шлифовальные добавки
Шлифовальные добавки, оптимизирующие процесс производства цемента и снижающие потребление энергии, теперь стали обычным явлением наряду с химическими веществами, улучшающими прочностные характеристики цемента.
Добавки для компенсации усадки
Этот набор добавок снижает внутреннюю усадку бетона, которая является неизбежным результатом процесса гидратации. Использование этих добавок особенно полезно при строительстве бетонных полов, где они позволяют значительно увеличить расстояние между швами.В сочетании с другими технологическими разработками, такими как стальная фибра, они могут даже использоваться для производства «бесшовных» полов.
Ингибиторы коррозии
Дополнительную стойкость арматуры к коррозии можно получить путем введения в бетон ингибиторов коррозии, и такие добавки часто используются в критических проектах.
Пигменты
Пигментыбывают самых разных цветов и дают дизайнерам художественную лицензию, позволяя им использовать бетон по-разному.
Добавки для гидроизоляции
Блокаторы пор все чаще используются при проектировании и строительстве водонепроницаемых конструкций, и в этой области постоянно ведутся разработки для улучшения характеристик таких добавок, особенно там, где бетон подвергается внешнему давлению воды.
Приведенный выше список ни в коем случае не является исчерпывающим, и другие добавки, такие как замедлители схватывания и воздухововлекающие добавки, обычно используются для изменения свойств свежего и затвердевшего бетона.
Преимущества добавок в увеличении долговечности, сокращении времени укладки, сокращении затрат и улучшении показателей устойчивости бетона широко признаны, и рост использования добавок отражает это, поскольку объем продаж в Великобритании утроился за последние 15 лет. , как показано на рисунке 1.
В производстве товарного бетона в настоящее время производство бетона без добавок является скорее исключением, чем правилом, и все большая доля включает высокодисперсные водоредуцирующие добавки (HRWRA), что также отражено на рисунке 1.
ВОЛОКНА
Использование волокон в бетоне и растворах не ново, о чем свидетельствует использование волокон животного происхождения в некоторых из самых ранних зарегистрированных бетонов. Как и в случае с добавками, произошли значительные изменения в типах, доступности и характеристиках волокон, и на рынке доступны три основных типа волокна:
Фибра стальная
Стальные волокна производятся различных форм и размеров, и хотя обычно они изготавливаются из низкоуглеродистой стали, они доступны из нержавеющей стали и в оцинкованной форме.Обычно их добавляют при дозировке от 15 до 50 кг / м3 в зависимости от типа волокна и желаемых свойств бетона.
Стальная фибра может повысить ударную вязкость и пластичность бетона и широко используется в промышленных покрытиях во всем мире. Совсем недавно были разработаны методы строительства из композитных материалов, которые позволяют стальной фибре заменять традиционную конструкционную арматуру в некоторых областях применения.
Стальной фибробетон можно приобрести на большинстве заводов по производству товарных смесей по всей Великобритании, хотя может потребоваться уведомление за несколько дней, чтобы гарантировать наличие указанного волокна на складе на заводе.Важно убедиться, что волокна полностью диспергированы в бетоне, и обычно для стального фибробетона также используется водоредуцирующая добавка с высоким содержанием воды для улучшения консистенции бетона и облегчения тщательного перемешивания.
Полипропиленовые волокна
Полипропиленовые волокна обычно вводятся с гораздо более низкими дозами, чем стальные волокна, обычно менее 1 кг / м3, и в основном используются для изменения пластических свойств бетона, чтобы минимизировать проблемы пластического растрескивания.Они также способствуют повышению стойкости к истиранию, повышению ударопрочности и устойчивости к растрескиванию при пожаре.
Использование полипропиленовых волокон неуклонно растет с 1980-х годов, и по оценкам, более 5% всего товарного бетона в Великобритании в настоящее время содержат такие волокна. С точки зрения производителя, волокна просты в обращении и легко добавляются в бетон, хотя необходимо следить за тем, чтобы учесть влияние на прочность консистенции.
Синтетические макроволокна
Синтетические макроволокна являются более поздней разработкой и обычно производятся из смесей различных органических полимеров, включая полиэтилен и полиолефины (3).Последние разработки позволили изготавливать материалы с более высоким модулем упругости с различными механизмами крепления, которые улучшают сцепление и приводят к улучшенным характеристикам этого типа волокна.
Несмотря на то, что они относительно новы в Великобритании, их пониженная дозировка (обычно 2–7 кг / м3) делает их популярными среди производителей товарного бетона, поскольку с ними легче обращаться, чем со стальной фиброй. Их использование в таких областях, как промышленные полы и настил из композитной стали, продолжает расти.
Комбинации типов волокон также могут использоваться для реализации преимуществ пластичного состояния, обеспечиваемых полипропиленовыми волокнами, в сочетании с преимуществами твердого состояния, которые связаны с использованием стальных или синтетических макроволокон.
УСТОЙЧИВОСТЬ
Концепция устойчивого развития стала важной темой во всех сферах строительства, и производство товарного бетона не исключение (4). Устойчивое развитие станет основным двигателем будущего развития цементных материалов, и компании все чаще будут стремиться снизить воздействие своей продукции на окружающую среду.
Устойчивое развитие станет основным двигателем будущего развития цементных материалов, и компании все чаще будут стремиться снизить воздействие своей продукции на окружающую среду.
Устойчивость можно рассматривать как сочетание социальных, экономических и экологических воздействий, и вместе они влияют на восприятие продукта.Экологичный материал должен продемонстрировать:
- Минимальный ущерб окружающей среде (возобновляемый, нетоксичный, пригодный для вторичной переработки, биоразлагаемый и т. Д.).
- Минимальные отходы, связанные с его использованием (отходы при производстве; чрезмерный заказ; предварительная сборка за пределами объекта и т. Д.).
- Местное снабжение (при наличии на месте, поездки сведены к минимуму, что снижает вредные выбросы топлива).
- Низкие выбросы CO2 (учитываются все выбросы во время поиска, производства и жизненного цикла материала / продукта).
Кроме того, экологичный материал должен быть прочным, прочным, огнестойким и обеспечивать адекватную безопасность.
Промышленность товарного бетона ответила на эти вызовы:
Снижение загрязнения и выбросов
- Сокращение выбросов пыли на 90% за последние 20 лет
- Снижение содержания углекислого газа в воздух на 18%
- Снижение содержания диоксида серы на 46%
- 17% снижение оксидов азота
- 60% -ная экономия твердых частиц.
Увеличение использования вторичного сырья
- Цементная и бетонная промышленность Великобритании продолжает вносить свой вклад в Стратегию Великобритании по утилизации отходов, потребляя отходы, произведенные в других отраслях, и перерабатывая собственные отходы
- Цементная промышленность играет важную роль в сведении к минимуму некоторых проблем страны с удалением отходов путем переработки отдельных отходов в альтернативные виды топлива для печей
- Использование ggbs и летучей золы в бетоне и цементе увеличивается, что позволяет сократить выбросы CO2 до 45%.


Сокращение отходов и повышение эффективности
- соответствие строгому экологическому законодательству
- Аккредитация ISO 14001 становится нормой
- бетонные заводы теперь рециркулируют воду (достижимо до 65%)
- в странах ЕС удельное потребление энергии при производстве цементного клинкера снизилось на 30% с 1970-х годов.
Меньшая зависимость от первичных полезных ископаемых
- 1,5 миллиона тонн ГГБ и летучей золы, используемых в Великобритании каждый год в качестве замены цемента
- сокращение выбросов CO2 на 1.5 млн тонн
- сокращение потребления первичной энергии на 2 000 миллионов киловатт в час
- экономия 1,5 млн тонн карьеров
- экономит 1,5 млн тонн полигона.
Снижение использования первичных агрегатов
- Снижение производства первичных заполнителей на 45% с 1989–2011 гг.
- Увеличение на 94% использования переработанных и вторичных заполнителей
- К 2011 году 30% агрегатов (70 миллионов тонн) будет поступать из неосновных источников.
Отрасль осознает свою ответственность в отношении вопросов устойчивого развития и продолжает инвестировать время, деньги и ресурсы для дальнейшего улучшения своей деятельности в этой важной области. Хотя бетон вносит небольшой чистый вклад в глобальное потепление, на него приходится лишь 2,6% выбросов CO2 в Великобритании в 2006 году, он продолжает продвигать использование материалов и технологий, которые еще больше снизят его воздействие на общество (5).
МИКС ДИЗАЙН
Чтобы извлечь максимальную пользу из вышеперечисленных разработок, необходимо, чтобы технолог по бетону разработал конструкцию смесей в соответствии с требованиями специалиста, и это подчеркивается здесь путем рассмотрения трех приложений, которые были разработаны в результате достижений в области бетонных технологий:
Высокопрочный бетон
Указанная прочность бетона неуклонно растет в течение последних 30 лет. За этот период средняя прочность выросла примерно на 10 Н / мм2, и все большее количество всего бетона определяется прочностными характеристиками.
За этот период средняя прочность выросла примерно на 10 Н / мм2, и все большее количество всего бетона определяется прочностными характеристиками.
Более значительный рост наблюдается в производстве высокопрочных бетонов. В то время как C50 когда-то считался высокопрочным, теперь обычным явлением является то, что бетон C80 обычно производится, а некоторые заводы по производству товарного бетона производят бетон с прочностью до C130.
Эти преимущества возможны только при тщательном выборе и сочетании сырья, а также при использовании высокодисперсных водоредуцирующих добавок в сочетании с отобранными вяжущими компонентами, такими как PFA и микрокремнезем.Теория упаковки частиц и реологическое поведение бетона становятся важными частями процесса разработки смеси в этих приложениях.
Границы высокопрочного бетона были расширены с разработкой и производством сверхвысокопрочных бетонов, где прочность может превышать 200 Н / мм2, хотя на сегодняшний день такие материалы ограничены в применении и производстве.
Самоуплотняющийся бетон
Самоуплотняющийся бетон (SCC) быстро развивается с тех пор, как он был впервые продемонстрирован в Японии в конце 1980-х годов.Развитие технологии добавок и лучшее понимание реологических характеристик SCC позволило производителям надежно производить материалы, которые можно размещать без вибрации, что приводит к преимуществам за счет повышения эффективности на месте, снижения воздействия на окружающую среду и улучшения качества поверхности.
Однако конструкция SCC является сложной, часто включающей несколько комбинаций порошка и примеси, чтобы гарантировать достижение желаемых свойств, и требуются дальнейшие исследования и разработки для обеспечения большей надежности конструкции смеси.
Устойчивое проектирование
Использование вторичных вяжущих компонентов является обычным явлением в промышленности, и использование таких материалов может снизить выброс CO2 в бетон до 40%.
Водоредуцирующие добавки обычно используются для снижения содержания воды и, таким образом, предоставляют возможности для удовлетворения заданных требований к прочности при более низком содержании цемента.
Использование оборотной воды и устранение отходов смыва в настоящее время является эталоном в отрасли, и более крупные производственные предприятия будут иметь установки для регенерации материалов из любого возвращенного бетона.
Использование переработанных заполнителей часто рассматривается как логический способ снижения воздействия бетона на окружающую среду. Однако использование переработанного заполнителя (RA) или переработанного заполнителя для бетона (RCA) требует тщательного рассмотрения, поскольку их использование может значительно увеличить содержание цемента.
Требуется подробное рассмотрение общих преимуществ для устойчивости от использования RA или RCA, чтобы гарантировать полное понимание воздействия на устойчивость, поскольку часто бывает, что природный заполнитель местного производства является более устойчивым решением, чем импорт переработанных материалов.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Основные требования для производства бетона сегодня немного отличаются от того, когда эта отрасль зародилась почти 80 лет назад — однородное смешивание цемента, заполнителей и воды для производства материала, который можно транспортировать до 2 часов и при этом использовать при строительстве. сайт.
Однако мир изменился, и развитие цементных и бетонных технологий привело к появлению все более сложных смесей, требующих все более сложных методов смешивания и контроля для удовлетворения требований современных методов строительства.
Компьютеризация, прогресс в измерении материалов и доступность передовых добавок позволяют производителю товарного бетона проектировать и производить огромное количество сложных, технически сложных бетонов, которые были просто недоступны даже 10 лет назад.
Повышение экологической осведомленности привело к значительным изменениям в конструкции современных бетонных заводов: новые заводы были полностью закрыты, и никакие отходы никогда не покидали территорию, поскольку бетонные установки и установки для рециркуляции воды становятся нормой.
Снаружи современный завод по производству бетона может не сильно отличаться от построенного 60 лет назад, но технологии и сложность современного завода и производимые на нем материалы — это световые годы по сравнению с первым заводом, построенным в Великобритании в 1930 году.
ВЫВОДЫ
За последние 30 лет произошло много инноваций в области бетонных технологий, особенно в отношении разработки альтернативных вяжущих компонентов и еще более мощных и гибких систем добавок, способных изменять свойства свежего и затвердевшего бетона.
В последнее время акцент на экологические проблемы и концепция устойчивого развития привели к изменениям в способах производства и использования сырья для производства бетона. Увеличилось использование переработанных и альтернативных материалов, которые вместе могут снизить воздействие бетона на окружающую среду, и ожидается дальнейшее развитие в этой области.
Эти разработки были приняты промышленностью товарного бетона, и характер продукции, производимой в этой отрасли, значительно изменился.Производственные подразделения стали более сложными и имеют более широкий ассортимент цементов, добавок и заполнителей, что позволяет производить широкий спектр бетонов с высокими техническими характеристиками, разработанных для удовлетворения самых требовательных применений.
ССЫЛКИ
- СКРИВЕНЕР К.Л. и Р.Дж. КИРКПАТРИК: «Инновации в использовании и исследования вяжущих материалов», Cement and Concrete Research 38 (2008), стр. 128-136.
- BAMFORTH, P.B .: «Повышение прочности железобетона», Технический отчет Concrete Society No.61, 2004.
- Руководство по использованию макробетона, армированного синтетическим волокном, Технический отчет № 65, 2007 г.
- Руководящий документ по «Устойчивым системам проектирования и оценки бетона», Британская ассоциация товарного бетона, 2008 г.
- МЕЙЕР, Ч .: «Озеленение бетонной промышленности», Цемент и бетонные композиты, 2009.

Этот документ был представлен на 37-м ежегодном техническом симпозиуме Института технологии бетона (ИКТ) в апреле 2009 года и впоследствии опубликован в выпуске Ежегодника ИКТ за 2009/10 год.Он воспроизведен здесь с любезного разрешения ICT.
границ | Обзор новых технологий аддитивного производства в 3D-печати цементных материалов в строительной отрасли
Введение
Строительные компании сталкиваются с многочисленными и существенными проблемами, связанными с производственными затратами. Например, при литье бетона на месте образуется много отходов, которые впоследствии выбрасываются, особенно если опалубка больше не используется.Напротив, подмости, пригодные для повторного использования, сокращают количество отходов. Однако такие формы относительно дороги в производстве, и необходимы длинные серии строительных лесов, чтобы сделать эти формы рентабельными (De Witte, 2015). Жизненный цикл строительных лесов — еще одна проблема с точки зрения воздействия строительных лесов на окружающую среду, особенно с учетом выбросов парниковых газов. Это, в свою очередь, вызывает много повторений, что позволяет улучшить производство, точное изготовление элементов и распечатать любую геометрию, что трудно сделать для обычного применения, такого как элементы фасада (Buswell et al., 2007; Лим и др., 2012).
Было показано, что технологии быстрых прототипов (например, 3D-печать) могут полностью изменить ряд производственных методов (Lipson and Kurman, 2013). Основным преимуществом технологий быстрого прототипирования является непосредственное создание деталей за один шаг на основе данных САПР (Vaezi and Chua, 2011). Например, использование 3D-печати может снизить на 35–60% общую стоимость бетонного строительства, просто устранив необходимость в опалубке (Lloret et al. , 2015).
, 2015).
Существуют проблемы с использованием форм для строительства, такие как их пригодность для вторичной переработки и ограничения по размеру строительных лесов для ряда структурных компонентов.Многие компоненты произвольной формы отливаются на месте , где их качество невозможно контролировать (Elhag et al., 2008). По этой причине высокопроизводительные компоненты (например, балки и колонны) производятся в контролируемой среде. В процессах аддитивного производства (AM) используются различные 3D-методы, такие как 3D-сканирование в процессе цифрового производства и для генерации файлов (Ma et al., 2017).
Избыточный заказ бетона (Tam et al., 2006) и завязанная опалубка (Cole, 1998) являются основными причинами дополнительных выбросов CO 2 выбросов монолитного бетона и огромных отходов материалов.Далее при затвердевании бетона производит CO 2 . Таким образом, разработка новых и инновационных методов строительства мотивируется стремлением к экономическим, экологически чистым и архитектурным преимуществам. Bos et al. (2016) считают, что использование технологии 3DP является достойным вводным шагом к замене цемента в строительной отрасли менее энергоемкими материалами, такими как летучая зола и геополимерный бетон.
Есть некоторые проблемы и ограничения, связанные с 3D-печатью, такие как низкая жесткость и прочность напечатанных строительных материалов, а также размер печати (Edwards et al.(2013). Bos et al. (2016) упомянули, что компания WinSun может напечатать большой строительный компонент (~ 36,6 × 12,2 × 6,1 м) с помощью своего 3D-принтера и автоматизированного манипулятора. Также Weger et al. (2016) сообщили о печати конструктивных элементов с поперечным сечением до 6 × 6 м с использованием D-образного принтера путем заливки жидкости на порошковые материалы. Еще одно ограничение заключается в том, что предполагаемый размер печати не соответствует спецификациям всех видов 3D-принтеров, поскольку каждый принтер имеет свои собственные спецификации для изготовления структурных элементов. Существуют также опасения относительно методов 3D-печати на основе порошков, а именно, необходимость поддержки веса печатного объекта до тех пор, пока материал не наберет достаточную прочность. Кроме того, дизайн смеси и использование крупных заполнителей — еще одна проблема для 3D-печати бетона. Например, компания WinSun использовала только мелкие вяжущие материалы без крупного заполнителя в своем приложении для 3D-печати.
Существуют также опасения относительно методов 3D-печати на основе порошков, а именно, необходимость поддержки веса печатного объекта до тех пор, пока материал не наберет достаточную прочность. Кроме того, дизайн смеси и использование крупных заполнителей — еще одна проблема для 3D-печати бетона. Например, компания WinSun использовала только мелкие вяжущие материалы без крупного заполнителя в своем приложении для 3D-печати.
В этом исследовании представлен обзор доступных и перспективных методов печати или нанесения вяжущих материалов и их адаптации к различным ингредиентам смеси и процессу смешивания.
Обзор технологий быстрого прототипирования в строительной отрасли
По данным Tay et al. (2016) быстрое прототипирование в строительстве было представлено как инновационный подход к построению конструкций (Pegna, 1997). С тех пор быстрое прототипирование, а затем и цифровое производство стали популярными в строительной отрасли, а также во многих других областях, таких как автомобилестроение, аэрокосмическая промышленность и биомедицина (см. Buswell et al., 2007; Berman, 2012). Feng et al.(2015a) классифицировали технологии быстрого прототипирования (RP) на три основные категории: аддитивные, аддитивные / вычитающие и вычитающие, как показано на рисунке 1.
Рисунок 1 . Обзор технологий быстрого прототипирования и методов, обсуждаемых в этой статье. Во вставке выделены методы, использованные в этой статье.
При субтрактивном производстве трехмерный объект создается путем удаления материала из блока с помощью станков для резки материалов. В аддитивном производстве, которому посвящена эта бумага, загружаемый материал в виде порошка, жидкости, нити, клея или связующего добавляется к подложке, слой за слоем, для создания трехмерного объекта.Количество материалов, оставшихся от этого процесса, часто значительно превышает результат процесса аддитивного производства при создании одного и того же трехмерного объекта (Ambrosi and Pumera, 2016).
Li et al. (2016) рассмотрели технологии аддитивного производства и 3D-печать с использованием различного сырья на рынке. Они обнаружили, что фотополимеры занимают самую большую долю на рынке 3D-печати (56% по весу), за ними следуют термопласты (42%), металлы (только 1%). Доля рынка керамики, бетонных материалов в сумме составила около 1%.
В этой статье мы обсуждаем ключевые методы аддитивного производства, которые могут быть использованы в строительной отрасли.
Струйная печать (струйная печать по переплету)
Струйная печать, также известная как струйная печать вяжущего, является одним из распространенных методов печати, используемых для 3D-печати деталей в различных отраслях промышленности, и имеет большой потенциал для создания больших конструкций из вяжущих материалов. В этом методе наносится тонкий слой печатного материала, часто в виде порошка, но иногда в виде стружки (например,г., валиком) над твердой площадкой или лотком. Затем на слой порошка наносится жидкое связующее, как показано на рисунке 2. Связующее склеивает порошок вместе, образуя твердую часть. Этот процесс повторяется несколько раз, и слои печатаются друг на друге, образуя трехмерный объект. Следует отметить, что для некоторых печатных материалов может потребоваться отверждение (Wu et al., 2016) или обжиг в печи (Withell et al., 2011) в качестве дополнительной стадии постобработки. Это сделало бы струйную печать энергоемкой техникой для создания крупных структур.Одна из основных функций порошка — поддерживать деталь, в то время как связующее наносится поверх верхнего слоя, который был напечатан на предыдущем этапе (Tay et al., 2017). Хотя с помощью этого метода можно печатать сложные геометрические формы, готовая деталь часто содержит пустоты, которые ухудшают качество детали. Струйная печать больше подходит для печати деталей и структур, в которых высокая скорость печати предпочтительнее точности печати согласно Wu et al. (2016). Исследователи сообщили об использовании различных комбинаций порошка и связующего. Например, Feng et al. (2015b) использовали гипс и воду в качестве порошка и связующего соответственно. Withell et al. использовали жидкость на водной основе для связывания частиц глины, в то время как Хенке и Тремл (2012) пытались связать древесную стружку (частицы) смесью воды, целлюлозы и цемента (связующее). Гиббонс и др. (2010) использовали быстротвердеющий портландцемент со связующим из поливинилового спирта для печати структур на основе цемента. Дополнительные процедуры после процесса печати (этап постобработки) часто применяются к печатной части, как указано в таблице 1.
Рисунок 2 . Схематическое изображение процесса струйной 3D-печати.
Таблица 1 . Типы порошка, связующего и постобработки для струйной печати.
Селективное лазерное спекание (SLS)
Селективное лазерное спекание (SLS) — это процесс послойного спекания порошков (Kruth et al., 2005). Выбранные области порошкового слоя подвергаются воздействию тепловой энергии лазерного луча. Эта технология была представлена в 1986 году Карлом Декардом и Джо Биманом в Техасском университете согласно Липсону и Курману (2013).Каньете Вела (2014) заявил, что лазерное спекание можно использовать для изготовления металлических и полимерных объектов. Этот метод похож на тот, который используется в стереолитографии (SLA), в котором процесс фотоотверждения инициируется светом для создания цепочки взаимосвязанных молекул.
В SLS струя CO 2 используется в качестве лазерного луча, который направляет свет на порошки. Порошки могут быть порошками различных материалов, таких как сплавы, керамика, металлокерамика, нейлон, композитное стекло, металл, сталь и карбонат (Jeng et al., 2000). На рисунке 3 схематически показано, как лазер используется для плавления порошка или суспензии. Расплавленные материалы превращаются в жидкое образование и полностью затвердевают при понижении температуры (Колосов и др., 2004). Вычислительное моделирование использовалось в некоторых исследованиях для лучшего понимания процесса SLS (Kumar, 2003). Питер и Жан-Пьер (2006) исследовали остаточные напряжения при селективном лазерном спекании (SLS) и селективном лазерном плавлении (SLM), стремясь лучше понять явление спекания.Было обнаружено, что свойства чистого порошка различных порошков SLS влияют на процесс изготовления и в конечном итоге приводят к улучшению механических свойств полученных компонентов (Dalgarno and Stewart, 2001). Подобно деталям, напечатанным на струйной печати, детали SLS обычно нуждаются в постобработке, которая может повлиять на структурные характеристики готовой детали. Следовательно, постобработка и знание явлений спекания должны быть интегрированы в процесс проектирования и планирования, чтобы получить 3D-печатную деталь оптимального качества (Ian and Dongping, 1997).
Питер и Жан-Пьер (2006) исследовали остаточные напряжения при селективном лазерном спекании (SLS) и селективном лазерном плавлении (SLM), стремясь лучше понять явление спекания.Было обнаружено, что свойства чистого порошка различных порошков SLS влияют на процесс изготовления и в конечном итоге приводят к улучшению механических свойств полученных компонентов (Dalgarno and Stewart, 2001). Подобно деталям, напечатанным на струйной печати, детали SLS обычно нуждаются в постобработке, которая может повлиять на структурные характеристики готовой детали. Следовательно, постобработка и знание явлений спекания должны быть интегрированы в процесс проектирования и планирования, чтобы получить 3D-печатную деталь оптимального качества (Ian and Dongping, 1997).
Рисунок 3 . Схема селективного лазерного спекания.
Исследование, проведенное Dalgarno и Stewart (2001), сообщило о результатах исследования дизайна производственных инструментов, используемых в промышленном процессе SLS. В обоих вышеупомянутых исследованиях оценивается повышение производительности за счет использования конформных каналов охлаждения, а также изучается износ инструмента.
Экструзионная печать (процесс на основе экструзии)
Технология экструзионной печати позволяет создавать трехмерные объекты из компьютерной модели, как в типичном процессе быстрого прототипирования.Подробные модели могут быть получены из сканирования компьютерной томографии, сканирования магнитно-резонансной томографии или данных модели, созданных с помощью систем оцифровки трехмерных объектов и используемых в этой технике. В методе моделирования наплавленного осаждения (FDM) термопластичный волокнистый материал экструдируется и осаждается в виде полурасплавленного полимера на платформу в цикле слой за слоем. На рисунке 4 показано, как создается каждый слой; основание платформы опускается, и следующий слой укладывается поверх другого, как предписано компьютерной моделью (Zein et al. , 2002). 3D-печать / печать бетона методом экструзии была основана на процессе FDM. Первоначальная идея экструзионной печати строительных элементов была предложена в конце 1990-х годов Пегной (1997). Позже этот метод был использован в Университете Южной Калифорнии (USC) с некоторыми корректировками и модификациями. Этот процесс был назван созданием контура Хошневисом и Даттоном (1998) и Хвангом и Хошневисом (2004). Дельгадо Камачо и др. (2018) утверждали, что использование новых технологий 3DP (в основном экструзии) в строительной отрасли может снизить затраты на рабочую силу, уменьшить отходы материалов и создать сложные геометрические формы, которые трудно получить с помощью обычных строительных технологий.Более того, Lloret et al. (2015) стремились связать весь цифровой дизайн, аддитивное производство и свойства материалов для создания сложной формы из бетонных конструкций.
, 2002). 3D-печать / печать бетона методом экструзии была основана на процессе FDM. Первоначальная идея экструзионной печати строительных элементов была предложена в конце 1990-х годов Пегной (1997). Позже этот метод был использован в Университете Южной Калифорнии (USC) с некоторыми корректировками и модификациями. Этот процесс был назван созданием контура Хошневисом и Даттоном (1998) и Хвангом и Хошневисом (2004). Дельгадо Камачо и др. (2018) утверждали, что использование новых технологий 3DP (в основном экструзии) в строительной отрасли может снизить затраты на рабочую силу, уменьшить отходы материалов и создать сложные геометрические формы, которые трудно получить с помощью обычных строительных технологий.Более того, Lloret et al. (2015) стремились связать весь цифровой дизайн, аддитивное производство и свойства материалов для создания сложной формы из бетонных конструкций.
Рисунок 4 . Графическое объяснение экструзионной печати с использованием робота с 6 степенями свободы и винтового насоса.
Lim et al. (2012) представили применение крупномасштабного печатного бетона с помощью процессов аддитивного производства, которые называются бетонной печатью. Были обсуждены экструдированная суспензия строительного раствора и несколько новых критериев, таких как конструкция смеси строительного раствора и система подачи, которая была разработана для печатного процесса.Таблица 2 объясняет три основных метода аддитивного производства в строительстве.
Таблица 2 . Сравнение технологий аддитивного производства в строительной сфере.
Свойства различных конструкций бетонной смеси и различных ингредиентов были рассмотрены с учетом соответствующей реологии влажного бетона, а также соотношения вязкости для стабильности размеров (Zijl et al., 2016).
Ашраф и др. (2018) сосредоточились на металлических 3D-печатных структурах и изучали структуры печати на микрочастицах из нержавеющей стали и титана.
Эти пути и шаги жизненно важны для создания объекта, когда процесс аддитивного производства включает в себя управляемую машину, такую как робот, как показано на рисунке 4.
Конструкция бетонной смеси
Дизайн бетонной смеси играет важную роль как в процессе 3D-печати цементного бетона, так и в структурных характеристиках печатных бетонных элементов. При 3D-печати материалов свежий бетон или строительный раствор накладываются один слой на другой, в то время как нижние слои удерживают слои над ними.Хотя технологии быстрых прототипов и методы 3D-печати были достаточно подробно рассмотрены в литературе, лишь в нескольких исследованиях изучалась роль конструкций из бетонных смесей в 3D-печати цементных материалов. Некоторые недавние исследования были сосредоточены на различных пропорциях химических добавок и соотношении вода / цемент, тогда как более ранние Jeon et al. (2013) попытались использовать менее крупный агрегат. Пропустить через насос и маленькое сопло крупные агрегаты чрезвычайно сложно. Кроме того, слои с крупными агрегатами не могли сохранять исходную форму напечатанных слоев.
Le et al. (2012a) подготовили бетонные смеси для печати 3D фибробетона с мелкими заполнителями. Целью экспериментальных исследований было изучить экструдируемость и способность бетонных смесей к разложению. Диаметр систем подачи сопел составляет 9 мм, что обеспечивает высокое разрешение печати. Таблица 3 суммировала пропорции смеси бетона. В своем исследовании они рассматривали прочность на сдвиг для удобоукладываемости бетона и прочность на сжатие для напечатанных образцов.Оптимальная прочность на сжатие, достигнутая при отверждении в течение 28 дней, составила 110 МПа.
Таблица 3 . Расчетные пропорции смеси для бетона и раствора 3DP в литературных исследованиях.
Malaeb et al. (2015) попробовали разные пропорции смеси бетона, как показано в таблице 3, для печати прямых линий. В своем исследовании они выбрали пропорцию смеси номер 3 в таблице 3, в которой соотношение воды и цемента ( в / ц ) составляет ~ 0,4. Более низкое соотношение w / c , которое увеличивает прочность бетона и подходящее соотношение воды в бетонном вспомогательном элементе для поддержания максимальной строительной способности печатного бетона.Примерная прочность на сжатие таких конструкций смеси составляет 42 МПа.
Более низкое соотношение w / c , которое увеличивает прочность бетона и подходящее соотношение воды в бетонном вспомогательном элементе для поддержания максимальной строительной способности печатного бетона.Примерная прочность на сжатие таких конструкций смеси составляет 42 МПа.
Tay et al. (2016) провели расчет бетонной смеси 3DP, как описано в таблице 3. Они обнаружили, что эта смесь является отличным дизайном бетонной смеси для 3DP. В этом исследовании была изготовлена недорогая смесь с добавлением 1,05% суперпластификатора по весу воды. Экструдируемость и возможность сборки принтера были изменены в соответствии с вариациями дизайна смеси.
Gosselin et al. (2016) исследовали пропорции бетона в смеси 3DP (см. Таблицу 3).Материалы состоят из строительной пасты со сверхвысокими характеристиками с добавлением полимерной смолы для улучшения качественных границ раздела слоев и ускорителей для достижения адекватной реологии. Образцы призм (40 × 40 × 160 мм) готовили в течение 90 дней при температуре окружающей среды для проверки испытания образцов на прочность на изгиб. В этой работе вместо передвижного крана была использована роботизированная рука с 6 степенями свободы, а также была представлена структурная печать сложной геометрии.
Хамбах и Фолькмер (2017) исследовали конструкции смесей 3DP и продемонстрировали оптимальную пропорцию смеси для своего исследования (таблица 3). В своей статье они подготовили и напечатали образцы, используя машину WASP Clay Extruder Kit с диаметром сопла 2 мм. В ходе испытаний изучались плотность, пористость и прочность образцов, напечатанных на 3D-принтере с короткими волокнами (углеродными, стеклянными и базальтовыми). Волокна использовались в разных направлениях, и максимальная полученная прочность на изгиб составляла 30 МПа при содержании 1% углеродного волокна для траектории печати.Оптимальная прочность на сжатие для коротких углеродных волокон объемом 1%, параллельных печатной детали, достигала 80 МПа.
В том же исследовании авторы подготовили пропорции смеси для иерархических материалов. В сухой смеси использовались все виды армирования волокнами. Агент, понижающий содержание воды, смешивали с водой с помощью специального смесителя для получения гомогенной смеси. Наконец, волокна продолжали добавлять в смесь до полного диспергирования волокон. Максимальная прочность на изгиб в иерархических материалах для 3DP составляет 17.5 ± 0,5 МПа. Оптимальная прочность на трехточечный изгиб наблюдается в диагональных сечениях образцов, заполненных раствором.
Kazemian et al. (2017) разработали различные конструкции смеси для бетона в 3DP. В таблице 3 показаны различные смеси, такие как PPM (только портландцемент), SFPM (содержащий микрокремнезем), FRPM (содержащий волокно), NCPM (содержащий наноглину). Были предложены два различных метода формообразования «оседание слоя» и «стабильность цилиндра». Результаты экспериментов показали, что наноглина и микрокремнезем улучшили формуемость свежей смеси, в то время как небольшое улучшение было замечено в печатной части при добавлении полипропиленового волокна.
Согласно исследованию Rushing et al. (2017) состав смеси для экструзионной печати был подготовлен, как показано в таблице 3. Было отмечено, что смесь B3 имеет наилучшую экструзию смеси. Исследование коротких волокон в бетоне показало, что короткие волокна не уменьшают текучесть и в большинстве случаев волокна улучшают стабильность формы свежего бетона.
Согласно исследованию, проведенному Shakor et al. (2017a), пропорция смеси бетона может быть приготовлена на основе испытаний на текучесть при сжатии, прочности на сжатие, испытания на осадку и испытания Вика.В таблице 3 показаны основные испытания бетонной смеси. В предыдущем исследовании были проведены различные вяжущие смеси, которые представляют собой растворные смеси с различным соотношением воды и химической добавки. Это могло значительно изменить текучесть бетона. В рамках исследования проводится 22 испытания для подготовки бетонной печати. Далее, три из этих испытаний были выбраны для испытаний на текучесть при сжатии, механические характеристики и сыпучесть. Было установлено, что тройные слои в пятом испытании, состоящие из строительной смеси, имеют меньшее смещение, чем смесь, содержащая крупный заполнитель.
Далее, три из этих испытаний были выбраны для испытаний на текучесть при сжатии, механические характеристики и сыпучесть. Было установлено, что тройные слои в пятом испытании, состоящие из строительной смеси, имеют меньшее смещение, чем смесь, содержащая крупный заполнитель.
В приведенных выше таблицах представлены различные пропорции смеси при 3DP-печати и используются различные химические добавки для контроля реологии материалов. Различное соотношение смеси привело к разным результатам и разным окончательным формам структурных компонентов. Более того, многие бетонные смеси были отверждены с помощью специальной процедуры. Тем не менее, в каждом исследовании есть разные измерения времени схватывания бетонного раствора на основе w / c и пропорций добавок.
В приведенных выше таблицах соотношение раствора w / c находится между (0,3 и 0,4). В большинстве исследований использованное соотношение w / c составляло 0,4. Соотношение w / c бетонной смеси в экспериментальном исследовании имеет большое влияние на текучесть смеси и формуемость печатных бетонных деталей.
Установленное соотношение ускорителя имеет такое же соотношение в большинстве исследований, как и суперпластификатор. Время перемешивания бетона — важная часть процесса печати, но в каждом исследовании было разным, в зависимости от пропорций смеси и соотношения воды и цемента.В исследовании Kazemian et al. (2017) процесс перемешивания занял 8 минут, в то время как в Le et al. (2012b) 15 минут было потрачено на замешивание бетона для напечатанных образцов. В предыдущей работе, выполненной Shakor et al. (2017а) среднее время перемешивания 5–8 мин.
Конструкция бетонной смеси продемонстрировала ограничения различных смесей. Большинство смесей не включают крупный заполнитель из-за большого размера частиц и плохой формообразования. Таким образом, исследователи обычно выбирают строительный раствор или мелкие частицы, чтобы его было легко перекачивать. Однако грубый заполнитель нельзя было использовать для всех типов насосов. Кроме того, печатный бетон с крупными частицами не выглядел достойно после набивного бетона.
Однако грубый заполнитель нельзя было использовать для всех типов насосов. Кроме того, печатный бетон с крупными частицами не выглядел достойно после набивного бетона.
Результаты эталонного эксперимента
Струйная печать
Состав порошка для струйной печати 3DP
В струйной технологии 3DP решающим фактором перед началом печати является адаптируемость и совместимость порошка с типом принтера. Нанесение печати будет простым, если размер частиц, текучесть и смачиваемость порошка совпадают с рекомендованным производителем порошка.Соответственно, анализ размера частиц рекомендуемого материала важен для определения ближайшего диапазона частиц, которые, как ожидается, приведут к успешной печати.
В предыдущих исследованиях автора Shakor et al. (2017b) и Shakor et al. (2018) был проанализирован и идентифицирован размер распределения порошка, который использовался в струйном 3D-принтере (Z-printer150, Z-Corporation, США). Данные были получены с помощью лазерного анализатора размера частиц (Cilas 1190), рис. 5А.Рекомендуемый производителем порошок (ZP 151) содержит основные материалы: гипс, углеводы и виниловый полимер. Описательные значения среднего размера частиц для 10, 50 и 90% материалов составляют D10, D50 и D90 соответственно. Полученные значения D равнялись 1,48, 23,07 и 70,12 мкм соответственно. Удельная поверхность порошка ZP 151 была зафиксирована на установке (BELSORP-max) как 0,999 м 2 / г.
Рисунок 5. (A) Гранулометрический состав цементного раствора и Zpowder (ZP 151) для струйной печати, (B) Анализ размера частиц раствора по сравнению спроцент перехода на экструзионную печать.
На рис. 5А показаны детали гранулометрического состава ZP 151 и цементного раствора, который использовался в процессе струйной печати. На рисунке 5A размер частиц цементного раствора показан под наклоном к правой стороне графика, что означает, что размер частиц немного больше, чем рекомендованный порошок (ZP 151), который для значений D90 составляет около 80 мкм для модифицированного порошка. (цементный раствор). Судя по графику, ни один из обоих порошков не идеально совмещен, но они достаточно похожи, что помогает обеспечить регулярный поток порошка через бункер питателя принтера и возможность плавной печати структурных образцов.
(цементный раствор). Судя по графику, ни один из обоих порошков не идеально совмещен, но они достаточно похожи, что помогает обеспечить регулярный поток порошка через бункер питателя принтера и возможность плавной печати структурных образцов.
Подготовка образцов и определение соотношения вода / цемент
Этот метод печати строительных элементов представляет собой струйную печать (струйную печать связующего вещества), аналогичную офисному принтеру, в котором вместо печати на бумаге капли чернил капают на порошковые материалы. В D-образном принтере также используется похожий процесс. В способе распыления связующего порошок обычно состоит из композитного материала. Жидкое связующее — это в основном вода, которая используется в качестве активатора для связывания порошка.Процесс печати проводится с использованием послойного нанесения. На рисунке 6 показаны кубические образцы при одноосной сжимающей нагрузке, на рисунке 6b показаны сердцевина и оболочка образцов после испытания. Уровень насыщения определяется как количество жидкого связующего на основе порошковой печати, которое выпадает из печатающей головки (Miyanaji et al., 2016).
Уровень насыщения = VbinderVenv.powderРисунок 6 . Цементный куб, напечатанный на струйном 3D-принтере: (a) , сжатый под одноосной нагрузкой, (b) растрескиваются и отслаиваются части оболочки и сердечника.
Где V binder — объем связующего, а V env . Порошок — это объем порошка после того, как он был прокатан в камере формирования (бункер; порошок в оболочке).
Поскольку плотность и масса известны, приведенное выше уравнение можно использовать для определения отношения w / c для обоих материалов.
Различные уровни насыщения в жидком связующем означают, что оболочка и сердцевина имеют одинаковое соотношение w / c , а аналогичные уровни насыщения означают разные отношения w / c внутри оболочки куба.
Уровни насыщенности при струйной печати зависят от внутренней и внешней поверхности детали, напечатанной на 3D-принтере. Внешняя часть называется оболочкой, а внутренняя часть — ядром (Withell et al., 2011).
Файлы для объектов 3D-печати — это файлы STL, которые можно легко смоделировать и отправить на принтер для печати сегментов (Cox et al., 2015; Hager et al., 2016).
Отпечатанная деталь под действием одноосной сжимающей нагрузки может сломаться в различных направлениях в зависимости от направления печати.На рис. 6b в тех же образцах насыщения, как (S100 C100), часть оболочки под действием одноосной сжимающей нагрузки отделяла свои части от основной части образцов (Shakor et al., 2017b). Кроме того, необходимы исследования для определения причин наблюдаемых результатов, рис. 6.
Разрешение и шероховатость поверхности порошкового слоя
После подготовки материалов и подачи порошков из питателя необходимо исследовать еще одну переменную — шероховатость поверхности порошка и шероховатость образцов.Эта переменная в основном связана с препаратами в виде порошка. Один из методов, который можно использовать для оценки шероховатости порошка, — это визуальный осмотр порошкового слоя в бункере для печати принтера. Визуальный осмотр различных типов гипса проводился в исследованиях Zhou et al. (2014), которые сравнили крупный и мелкий порошок, а также исследовали плотность обоих порошков. Распределение частиц порошка, однородность порошка, гигроскопические свойства в порошке имеют большой вклад в конечный печатный продукт.Каждый из порошков имеет разные свойства для развития электропроводности и микроструктурной прочности материалов.
Модифицированные материалы (цементный раствор) более способны поглощать воду и проявлять реакции гидратации. Это связано с тем, что основным ингредиентом порошка является цемент на основе алюмината кальция, который претерпевает аморфную фазу, что приводит к росту взаимосвязанных кристаллов с плотной микроструктурой. Таким образом, появилась высокая ранняя прочность при быстром схватывании алюминатного цемента кальция.С другой стороны, развитие слишком большого количества кристаллов вызывает пористую микроструктуру и приведет к снижению прочности и долговечности (Sugama and Carciello, 1991).
Таким образом, появилась высокая ранняя прочность при быстром схватывании алюминатного цемента кальция.С другой стороны, развитие слишком большого количества кристаллов вызывает пористую микроструктуру и приведет к снижению прочности и долговечности (Sugama and Carciello, 1991).
Как правило, гигроскопические свойства и агломерация цементного порошка вызывают плохую набивку порошкового слоя в камере печати принтера. Таким образом, порошок необходимо тщательно перемешать и разжижить перед печатью каких-либо объектов.
При струйной печати существует явная разница между цементным порошком и рекомендуемым гипсовым порошком на камере печати принтера.Однако Shakor et al. (2018) наблюдали значительное количество пор, пустот и шероховатостей на порошке цементного раствора. Следовательно, это приведет к получению слабого напечатанного образца и приведет к снижению механической прочности напечатанных образцов. По этой причине настоятельно рекомендуется хорошо перемешать материалы перед началом процесса печати. Кроме того, используйте свежий цементный порошок и контролируйте температуру и влажность в лабораторных условиях. Кроме того, существуют другие методы снижения влажности материалов и повышения прочности, например.g., используя стекловолокно, которое использовалось в других исследованиях для увеличения гибкости и прочности напечатанных элементов конструкции (Shakor et al., 2011) и (Shakor and Pimplikar, 2011).
Селективное лазерное спекание
Целью данного исследования является изучение возможностей аддитивного производства и использования 3D-печати для производства строительных лесов или конструктивных элементов, которые в настоящее время полезны для строительной отрасли.
Тест SLS был проведен для цементной пасты.Этот тест был организован для определения реакции материалов под воздействием тепла лазерного луча и инфузии между частицами.
Ограниченные количества цемента и воды были приготовлены с 630 г цемента и 282 мм водяного столба, соответственно, и соотношением в / ц , равным 0,45. Толщина пасты на лотке составляла 6 мм. В этом пробном испытании паста была приготовлена на плоском лотке, так что свет луча мог легко проходить через пасту на лотке. Лазер применяли к цементной пасте с целью упрочнения и сушки бетонной смеси, как показано на Рисунке 7 и Таблице 4.Примечательно, что лазерное спекание существенно не повлияло на цементный тесто и не вступило в реакцию с жидким цементным раствором. Лазер также был протестирован при различной мощности и в разных местах на цементном тесте, в результате чего на поверхности цементного теста образовалось слегка засохшее пятно. Эти испытания проводились на машине Voxeljet VX1000. Как показано на Рисунке 7, первая линия на лотке прорезается лазерным лучом с размером пятна 1 мм, затем размер пятна был увеличен до 24 мм, что не оказывало заметного эффекта сушки на пасте из-за большой размер прожектора.Таким образом, в четвертой строке прожектор уменьшен наполовину (т.е. 12 мм). Это резко изменило цвет цементной пасты на желтоватый, что означает пригоревший. Остальные линии были высушены и обезвожены с различным соотношением размеров пятен. Например, девятая строка стала умеренно сухой по сравнению с другими строками.
Толщина пасты на лотке составляла 6 мм. В этом пробном испытании паста была приготовлена на плоском лотке, так что свет луча мог легко проходить через пасту на лотке. Лазер применяли к цементной пасте с целью упрочнения и сушки бетонной смеси, как показано на Рисунке 7 и Таблице 4.Примечательно, что лазерное спекание существенно не повлияло на цементный тесто и не вступило в реакцию с жидким цементным раствором. Лазер также был протестирован при различной мощности и в разных местах на цементном тесте, в результате чего на поверхности цементного теста образовалось слегка засохшее пятно. Эти испытания проводились на машине Voxeljet VX1000. Как показано на Рисунке 7, первая линия на лотке прорезается лазерным лучом с размером пятна 1 мм, затем размер пятна был увеличен до 24 мм, что не оказывало заметного эффекта сушки на пасте из-за большой размер прожектора.Таким образом, в четвертой строке прожектор уменьшен наполовину (т.е. 12 мм). Это резко изменило цвет цементной пасты на желтоватый, что означает пригоревший. Остальные линии были высушены и обезвожены с различным соотношением размеров пятен. Например, девятая строка стала умеренно сухой по сравнению с другими строками.
Рисунок 7 . Использование лазерного спекания (SLS) для цементного теста с различной мощностью (Вт).
Таблица 4 .Продемонстрируйте скорость, размер пятна, мощность и температуру для каждой линии на Рисунке 7.
В таблице 4 показано соотношение подачи в мм / мин, размер пятна (мм), мощность (ватты) и температура (° C). Понятно, что скорость и температура являются решающими факторами в процессе SLS, и они оба влияют на получаемую цементную пасту.
Экструзионная печать
Дизайн смеси для цементных материалов
В качестве пилотного исследования Shakor et al. (2017a) использовали разные бетонные смеси и разные размеры сопел с промышленным роботом для печати цементного раствора.Робот также был запрограммирован на печать сложных компонентов, как показано на рисунке 8. В настоящее время экструзионная печать является одним из наиболее распространенных методов в строительстве. Экструзионная печать [например, печать на бетоне (Le et al., 2012a), создание контуров (Khoshnevis et al., 2001)] уже широко применяется в области строительства.
В настоящее время экструзионная печать является одним из наиболее распространенных методов в строительстве. Экструзионная печать [например, печать на бетоне (Le et al., 2012a), создание контуров (Khoshnevis et al., 2001)] уже широко применяется в области строительства.
Рис. 8. (a) Раствор для печати методом экструзии, (b) Раствор для печати методом экструзии с роботом, высушенный при температуре окружающей среды в течение 1 дня.
Методология Gosselin et al. (2016) был обновлен с 3D-печати 3DOF Design 2.5D (Le et al., 2012b) до 6DOF (3D-печать) с использованием промышленного робота. 2.5D печать — это процесс нанесения на 3 оси принтера, который имеет ограниченную возможность маневрировать печатающей головкой. Однако 3D-печать известна как полный процесс применения робота с шестью степенями свободы, который можно плавно перемещать с минимальными граничными ограничениями.
На рис. 8 показано, как после высыхания напечатанных линий в местах засорения насоса возникали усадочные трещины.Это может произойти, когда по подающей трубе не выходит достаточное количество материалов, выходящих из сопла. Однако усадочные трещины можно устранить, добавив волокна, такие как стекловолокно или полипропиленовые волокна (Shakor and Pimplikar, 2011), и немного увеличив соотношение w / c (Rashidi et al., 2018) или добавив проволоку (308LSo нержавеющая сталь) для увеличения прочности на разрыв печатаемых объектов (Laghi et al., 2018). Еще одним ограничением, с которым сталкиваются при печати бетона, были колебания, испытываемые суставами 4 и 6 промышленного робота, когда робот приближается к сингулярным конфигурациям.Эта проблема изначально обострилась, так как эти суставы испытывали большинство движений и изменений скорости. Однако это колебание можно решить, применив метод наименьших квадратов с затуханием (DLS) для предотвращения сингулярности роботов, как описано в предыдущей работе (Shakor et al., 2017a).
Кроме того, ситовый анализ и гранулометрический состав раствора имеют большое влияние на текучесть материалов и осадку раствора. На рис. 5В показан процент прохождения частиц из сита для мелкого песка и обычного портландцемента по сравнению слогарифмический размер частиц для экструзионной печати. Очевидно, что размер частиц сухих порошков не превышает 300 мкм. Однако размер частиц может быть увеличен до более крупных частиц, то есть до 1,0 мм, в виде крупного песка для повышения прочности строительного раствора и уменьшения усадочных трещин в печатных объектах.
Система адаптации и доставки экструдера
Системы адаптации и доставки экструдера имеют наиболее значительное влияние на то, будет ли экструзионная печать производить удовлетворительный печатный объект.Удовлетворительный результат печати объектов обычно означает хорошие механические свойства материалов и хорошую формуемость печатных частей. На рисунке 9 показана разработанная модель экструдированной детали, которая была разработана для крепления к рабочему элементу робота с 6 степенями свободы в данном исследовании.
Рисунок 9 . Концепция узла экструдера в разобранном виде, который соединен с винторезным насосом и прикреплен к концу робота.
Соединения роботов, которые преимущественно использовались в процессе печати, — это шарнир 4 и 6.Эти два соединения часто используются для вращения и перемещения печатающего сопла по желаемому пути для печати элементов. По этой причине в этих двух суставах возникали в основном колебания.
Форма и размер сопла считаются еще одним эффективным фактором механической прочности и формообразования печатаемых объектов. Следовательно, эти два фактора следует учитывать при проектировании сопла.
Кроме того, необходимо учитывать систему доставки.Система подачи оказывает большое влияние на результаты печати, такие как формуемость и оседание бетона или раствора. Насосы — это наиболее распространенная система подачи, используемая в полиграфических приложениях. У насосов разные типы и разный процесс доставки материала от источника к рабочему элементу принтера. На рис. 4 представлена графическая иллюстрация системы печати с использованием 6-степеней свободы и винтового насоса с прогрессивной разверткой в текущем исследовании (Shakor et al., 2017a). В 3DP по бетону использовались различные насосы, такие как винтовой насос винтового типа (Shakor et al., 2017a), перистальтический насос (Gosselin et al., 2016), пневматический насос (Bos et al., 2018) и поршневой насос (Malaeb et al., 2015). У каждого из насосов были ограничения, такие как давление, скорость потока и передача тепла суспензии. Таким образом, ни один из насосов не обладает 100% эффективностью. Потеря энергии и преобразование тепла в суспензию делает насос более теплым, а бетон также нагревается. Однако некоторые из насосов имеют меньше полостей и воздушных пустот, чем другие, такие как пневматические, центробежные и перистальтические насосы.Вышеупомянутые типы насосов вызывают меньшее проникновение воздуха из-за принципа работы турбины и легкости установки демпферов в таких насосах. Конструкция винтовых насосов прогрессивного типа создает полости и пустоты, которые могут привести к выпуску воздуха на конце ротора с материалами. Более того, когда время работы насоса увеличивается, скорость потока насосов резко уменьшается, в отличие от скорости потока во вращающемся лепестке, которая остается постоянной и постоянной (Boring, 2016).
У насосов разные типы и разный процесс доставки материала от источника к рабочему элементу принтера. На рис. 4 представлена графическая иллюстрация системы печати с использованием 6-степеней свободы и винтового насоса с прогрессивной разверткой в текущем исследовании (Shakor et al., 2017a). В 3DP по бетону использовались различные насосы, такие как винтовой насос винтового типа (Shakor et al., 2017a), перистальтический насос (Gosselin et al., 2016), пневматический насос (Bos et al., 2018) и поршневой насос (Malaeb et al., 2015). У каждого из насосов были ограничения, такие как давление, скорость потока и передача тепла суспензии. Таким образом, ни один из насосов не обладает 100% эффективностью. Потеря энергии и преобразование тепла в суспензию делает насос более теплым, а бетон также нагревается. Однако некоторые из насосов имеют меньше полостей и воздушных пустот, чем другие, такие как пневматические, центробежные и перистальтические насосы.Вышеупомянутые типы насосов вызывают меньшее проникновение воздуха из-за принципа работы турбины и легкости установки демпферов в таких насосах. Конструкция винтовых насосов прогрессивного типа создает полости и пустоты, которые могут привести к выпуску воздуха на конце ротора с материалами. Более того, когда время работы насоса увеличивается, скорость потока насосов резко уменьшается, в отличие от скорости потока во вращающемся лепестке, которая остается постоянной и постоянной (Boring, 2016).
Обсуждение
Струйная печать — второй наиболее известный способ печати в строительной области, который состоит из порошка и связующего.Порошки могут быть любыми используемыми материалами, которые могут легко вступать в реакцию со связующим.
Chua and Leong (2014) и Low et al. (2017) ссылались на крупные принтеры, такие как Voxeljet и ExOne, которые могут печатать большие детали размером до (4 2 1 м). Voxeljet — немецкая компания, специализирующаяся на услугах систем 3D-печати. Кроме того, ExOne — американская компания, предоставляющая услуги, аналогичные Voxeljet, с той лишь разницей, что различия заключаются в некоторых технических характеристиках. Например, ExOne имеет две камеры сборки и может печатать одновременно, но Voxeljet имеет только одну камеру.Размеры камеры сборки Voxeljet больше, чем у ExOne, и достигают (4 2 1 м), но максимальные размеры ExOne достигают (2,2 1,2 0,6) 2 м.
Например, ExOne имеет две камеры сборки и может печатать одновременно, но Voxeljet имеет только одну камеру.Размеры камеры сборки Voxeljet больше, чем у ExOne, и достигают (4 2 1 м), но максимальные размеры ExOne достигают (2,2 1,2 0,6) 2 м.
В настоящее время основная конкуренция между этими принтерами связана с разрешением и скоростью, которые играют важную роль в внешнем виде и механических характеристиках изготавливаемых деталей. Chuang (2017) утверждал, что при изменении угла установки картриджа с 1,1 до 90 ° разрешение струйной печати изменилось с 5080 до 100 dpi. В результате расстояние между каплями увеличивается с 5 до 254 мкм.Напечатанные точки имеют нежелательно большое перекрытие, когда расстояние между каплями слишком близко (короткое), что вызывает большое распространение чернил из-за истечения чернил. С другой стороны, линия неоднородной ширины или отдельные точки появляются, когда расстояние между каплями слишком велико, чтобы перекрывать каждую точку.
Одним из ограничений струйной печати является высокая пористость, которая делает образец более хрупким и проницаемым (то есть через него легко пропускается вода). Следовательно, требуется дополнительная постобработка, такая как отверждение при нагревании или с использованием водяного пара под давлением (Dikshit et al., 2018).
С другой стороны, высокая пористость делает деталь, напечатанную на 3D-принтере, очень легкой и простой в обращении, что может быть очень полезно для печати структурных компонентов. Это снижает вес здания и может быть очень эффективным в сейсмической зоне.
In Zhou et al. (2014) в исследовании была предложена плотность порошка над камерой сборки, которая называется плотностью слоя в процессе. Эта плотность обычно ниже истинной плотности и выше объемной плотности по величине.Однако это улучшение может подразумеваться типом упаковки порошкового слоя в камеру за счет изменения механической силы, приложенной к порошковому слою. Это может увеличить требуемое усилие ролика на слои слоя, что помогает уменьшить пустоты внутри частиц порошка. Результатом будет более высокая плотность и меньшая пористость, что, в свою очередь, устранит или уменьшит дополнительную постобработку.
Таблица 5 объясняет настройки струйного принтера, экструзионного принтера и выборочного лазерного спекания.
Таблица 5 . Объяснение настроек печати и способов печати.
SLS имеет широкое применение в других областях, но в области строительства он имеет ограниченное применение. Основными материалами, используемыми в этом процессе, являются порошки. Большинство порошков, используемых в этом приложении, представляют собой полимеры (нейлон). В процессе SLS порошки сплавляются или взаимодействуют друг с другом с помощью лазера. Если порошки не реагируют с помощью лазера, это неэффективный метод.
В некоторых исследованиях использовалась техника SLS для стоматологической работы, SLS и традиционный процесс.В процессе заметил, что зазор при литье при производстве SLS больше, чем при обычном литье во всех измеренных областях (Kim et al., 2013). Таким образом, методология SLS аналогична обработке струйной печати, которая создает аналогичные пустоты среди частиц.
Еще одним ограничением SLS является низкое разрешение из-за ограничений материалов на порошковой основе, которое связано с агломератами мелких частиц (Cao et al., 2015).
Экструзионная печать имеет наибольший потенциал для использования в области строительства по сравнению с другими методами аддитивного производства.В экструзионной печати существуют определенные ограничения, которые можно устранить в зависимости от масштаба проекта и материалов для печати (Wu et al., 2016).
Берман (2012) продемонстрировал, что быстрое прототипирование является наиболее успешным процессом для изготовления небольших частей строительных лесов.
Часто задаваемый вопрос: можно ли с помощью 3DP печатать в больших масштабах конструктивные элементы с прочными механическими свойствами. Однако в последние десятилетия на этот вопрос был дан ответ с развитием аддитивного производства.Например, компания WinSun в Китае построила сборные железобетонные изделия размером 150 10 6,6 м (Feng, 2014). Однако не было доказано, в какой степени эти элементы, напечатанные на 3D-принтере, могут выдерживать суровые условия окружающей среды и погодные условия.
Кроме того, было обнаружено, что скорость откачки и скорость движущегося рычага или сопла (механизма подачи) имеют решающее влияние на печатаемые объекты и разрешение образцов. Shakor et al. (2017a) провели всестороннее экспериментальное исследование различных бетонных смесей в отношении скорости робота, как показано в таблице 6.Оптимальная скорость печатающей головки робота составляет 39,36 мм / с при общей длине печатной линии (1580) мм, однако при использовании двигателя шнека в адаптированном экструдере 15–19 вольт.
Таблица 6 . Объясняет время и скорость печати конкретных результатов.
Исследование El Cheikh et al. (2017) исследовали скорость смещения горизонтальной плоскости с постоянной скоростью ( V p ), равной 50 д / с, где д / с — диаметр трубы в секунду.В исследовании Хамбаха и Фолькмера (2017) была получена скорость печати 30 мм / с за счет регулировки высоты слоя до 1,5 мм. Kazemian et al. (2017) использовали линейную скорость печати 60 мм / с. Однако Shakor et al. (2017a) в своем исследовании доказали, что наиболее подходящая скорость манипулятора робота, подходящая для печати на бетоне, составляет 39,36 мм / с для их смеси.
Скорость печати для экструзии материалов зависит от нескольких факторов: реологии материалов, размера сопла, формы сопла, расстояния между соплом и платформой для печати, а также расстояния между методом подачи и экструдером.
Моделирование в 3D-печати
Проанализированные исследования показывают, что различные смеси должны разрабатываться в зависимости от используемой техники печати. Бетон может быть напечатан с помощью различных процессов AM, таких как 2.5DP или 3DP. Например, процесс 2.5DP был реализован Lim et al. (2012), установив подвижную раму в трех направлениях, и 3DP был выполнен Gosselin et al. (2016), который с помощью робота приготовил строительный раствор для коротких колонн для изготовления сложной печатной геометрии.
Еще одна важная проблема в 3D-печати — это механические свойства (жесткость и прочность) печатного материала по отношению к его микроструктуре. Наличие заполнителей в бетоне может улучшить его механические свойства (Wu et al., 2001). Вместо крупных заполнителей, обычно используемых в бетоне, в смесь можно использовать более мелкие (2 ~ 4 мм) для улучшения механических свойств цемента (Lee et al., 2007). Кроме того, в конструкцию смеси могут быть добавлены короткие волокна (сталь, углерод или древесина) и некоторые отходы, такие как летучая зола и шлак (Hambach and Volkmer, 2017), для улучшения механических свойств печатного материала.Хотя новые экструзионные принтеры (например, разработанные авторами) предлагают гибкость в 3D-печати сложных конструкций с различными бетонными смесями, оптимальные конструкции смеси для конкретного приложения (или условий нагрузки) требуют разработки универсальных многомасштабных моделей и различной геометрии. Недавно в Массачусетском технологическом институте была разработана многомасштабная вычислительная модель для 3D-печати коротковолокнистых композитов (Malek et al., 2017), чтобы лучше понять влияние различных параметров конструкции на эффективные свойства печатного материала.В настоящее время авторы разрабатывают аналогичную многомасштабную модель для 3D-печати железобетона с короткими волокнами.
В дополнение к механическим свойствам, возможность печати и текучесть материала будут зависеть от изменения конструкции смеси (Lim et al., 2012). Следовательно, прогнозирование реологических свойств цементного теста с наполнителями необходимо интегрировать с вышеупомянутой многомасштабной моделью. Предполагается, что разработка интегрированной структуры моделирования для бетона, аналогичной разработанной для усовершенствованных композитов, армированных волокном (Johnston et al., 2001; Haghshenas et al., 2018), в следующие десятилетия предложат интеллектуальный дизайн и печать различных бетонных смесей.
Заключение
В этой статье были рассмотрены различные методы аддитивного производства, которые можно использовать для черчения / печати в строительной отрасли. Обсуждался выбор принтера, дизайна смеси и метода печати. Для сравнения характеристик и ограничений различных методов 3D-печати бетона были выбраны три эталонных примера.Результаты показали, что экструзионная печать с помощью промышленных роботов-манипуляторов является универсальной техникой, которую можно адаптировать для быстрых и индивидуальных строительных проектов. Были изучены несколько параметров и характеристик принтера, включая скорость, прочность, точность и разрешение печати вместе с бетонной смесью. Было обнаружено, что, управляя различными функциями экструзионного принтера, такими как скорость, диаметр сопла и расстояние от субстрата, можно печатать различные бетонные смеси; Таким образом, в будущем возможно строительство большого количества сложных конструкций различных размеров.Тем не менее, необходимы дальнейшие исследования для улучшения (и прогнозирования) механических свойств и пригодности для печати структурных элементов, напечатанных на 3D-принтере. Примечательно, что реология смеси и взаимосвязь с ортотропными свойствами бетона требуют дальнейшего изучения. Дальнейшая работа будет сосредоточена на разработке физических моделей в различных масштабах (например, чистый цемент, заполненный цемент и готовый бетон), которые, в свою очередь, позволят оптимизировать параметры печати, используемые в технике экструзии.
Авторские взносы
PS и SN внесли свой вклад в концепцию и идею обзорной статьи. PS организовал всю базу данных и интерпретацию микса обзорных статей. SM выполнял интерпретацию раздела моделирования. GP рассматривает первый вариант рукописи и проверяет все мехатронные темы, связанные с его областью. PS, SN, GP и SM просмотрели все разделы рукописи. Все авторы внесли свой вклад в организацию рукописи, прочитали, отредактировали и одобрили представленную версию.
Заявление о конфликте интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Благодарности
Авторы хотели бы выразить свою благодарность Технологическому университету Суинберна (Центр устойчивой инфраструктуры) за установку SLS. Авторы также хотели бы выразить искреннюю благодарность компании Sika Australia за поставку химических материалов и Elasto Plastic Concrete за предоставленные материалы.
Список литературы
Ашраф М., Гибсон И. и Рашед М. Г. (2018). «Проблемы и перспективы 3D-печати в строительстве», 13-я Международная конференция по стальным, космическим и композитным конструкциям (Перт, Вашингтон).
Google Scholar
Барнетт, Э., Госселин, К. (2015). Масштабная 3D-печать с помощью робота на тросе. Аддитивное производство. 7, 27–44. DOI: 10.1016 / j.addma.2015.05.001
CrossRef Полный текст | Google Scholar
Берман, Б.(2012). 3-D печать: новая промышленная революция. Business Horizons 55, 155–162. DOI: 10.1016 / j.bushor.2011.11.003
CrossRef Полный текст | Google Scholar
Бос Ф., Вольфс Р., Ахмед З. и Салет Т. (2016). Аддитивное производство бетона в строительстве: возможности и проблемы 3D-печати бетоном. Virtu. Phys. Прототип. 11, 209–225. DOI: 10.1080 / 17452759.2016.1209867
CrossRef Полный текст | Google Scholar
Бос, Ф.П., Ахмед, З. Ю., Вольфс, Р. Дж. М., и Салет, Т. А. М. (2018). 3D-печать бетона с армированием. Высокотехнологичный бетон: место встречи технологий и инженерии . Чам: Издательство Springer International. 2484–2493. DOI: 10.1007 / 978-3-319-59471-2_283
CrossRef Полный текст | Google Scholar
Браун, А. (2015). 3D-печать в учебной среде: определение иерархии занятий в учебной программе. TechTrends 59, 16–24. DOI: 10.1007 / s11528-015-0887-1
CrossRef Полный текст | Google Scholar
Басвелл, Р.А., Соар Р., Гибб А. Г. и Торп А. (2007). Строительство произвольной формы: мегамасштабное быстрое производство для строительства. Automat. Построить. 16, 224–231. DOI: 10.1016 / j.autcon.2006.05.002
CrossRef Полный текст | Google Scholar
Каньете Вела, И. (2014). Дизайн электроники для 3D-принтеров . Политехнический университет Каталонии.
Google Scholar
Цао С., Цю Ю., Вэй Х.-Ф. и Чжан Х.-Х. (2015). Экспериментальное и теоретическое исследование наслоения ультратонких порошков в трехмерной печати (3DP) с помощью нового механизма двойного сглаживания. J. Mater. Процесс. Technol. 220, 231–242. DOI: 10.1016 / j.jmatprotec.2015.01.016
CrossRef Полный текст | Google Scholar
Castilho, M., Dias, M., Gbureck, U., Groll, J., Fernandes, P., Pires, I., et al. (2013). Изготовление компьютерных каркасов с помощью низкотемпературной 3D-печати. Биологическое производство 5: 035012. DOI: 10.1088 / 1758-5082 / 5/3/035012
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Кастильо, М., Гувейя, Б., Пирес, И., Родригес, Дж., И Перейра, М. (2015). Роль уровня насыщения оболочки / ядра на точность и механические характеристики моделей пористого фосфата кальция, изготовленных методом 3D-печати. Rapid Prototyp. J. 21, 43–55. DOI: 10.1108 / RPJ-02-2013-0015
CrossRef Полный текст | Google Scholar
Кастильо, М., Пирес, И., Гувейя, Б., и Родригес, Дж. (2011). Структурная оценка прототипов строительных лесов, изготовленных методом трехмерной печати. Внутр.J. Adv. Производство. Technol. 56, 561–569. DOI: 10.1007 / s00170-011-3219-4
CrossRef Полный текст | Google Scholar
Крист С., Шнабель М., Ворндран Э., Гролл Дж. И Гбурек У. (2015). Армирование волокном при 3D-печати. Mater. Lett. 139, 165–168. DOI: 10.1016 / j.matlet.2014.10.065
CrossRef Полный текст | Google Scholar
Чуа, К. К., и Леонг, К. Ф. (2014). 3D-печать и аддитивное производство: принципы и приложения (с сопутствующим медиа-пакетом) быстрого прототипирования .Сингапур: Singapore World Scientific Publishing Co Inc.
Google Scholar
Чуанг, М. Ю. (2017). Струйная печать наночастиц Ag с использованием струйного принтера Dimatix. № 2.
Коул Р. Дж. (1998). Выбросы энергии и парниковых газов, связанные со строительством альтернативных структурных систем. Сборка. Environ. 34, 335–348. DOI: 10.1016 / S0360-1323 (98) 00020-1
CrossRef Полный текст | Google Scholar
Кокс, С.К., Торнби, Дж. А., Гиббонс, Дж. Дж., Уильямс, М. А., и Маллик, К. К. (2015). 3D-печать пористых гидроксиапатитовых каркасов, предназначенных для использования в инженерии костной ткани. Mater. Sci. Англ. C , 47 (Дополнение C), 237–247. DOI: 10.1016 / j.msec.2014.11.024
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Далгарно К. и Стюарт Т. (2001). Производство технологической оснастки для пресс-форм с конформными каналами охлаждения посредством непрямого селективного лазерного спекания. Proc. Institut. Мех. Англ. B 215, 1323–1332. DOI: 10.1243 / 0954405011519042
CrossRef Полный текст | Google Scholar
Де Витте, Д. (2015). Бетон в процессе AM: обработка бетона произвольной формы . TU Delft.
Дельгадо Камачо, Д., Клейтон, П., О’Брайен, В. Дж., Сиперсад, К., Юнгер, М., Феррон, Р. и др. (2018). Применение аддитивного производства в строительной отрасли — перспективный обзор. Automat. Построить. 89, 110–119. DOI: 10.1016 / j.autcon.2017.12.031
CrossRef Полный текст | Google Scholar
Дикшит В., Нагалингам А. П., Яп Ю. Л., Синг С. Л., Йонг В. Ю. и Вэй Дж. (2018). Мониторинг трещин и расследование отказов сэндвич-структур, напечатанных на струйной печати, при квазистатическом испытании на вдавливание Mater. Проект 137, 140–151. DOI: 10.1016 / j.matdes.2017.10.014
CrossRef Полный текст | Google Scholar
Эдвардс, Л., Холт, К., Кейт, Л., и Ллойд, Р. (2013). «Строительная 3D-печать», в Бетон (Голд-Кост, QLD).
Google Scholar
Эль Шейх, К., Ремон, С., Халил, Н., Ауад, Г. (2017). Численные и экспериментальные исследования блокирования заполнителей при экструзии строительных растворов. Construct. Строить. Матер. 145, 452–463. DOI: 10.1016 / j.conbuildmat.2017.04.032
CrossRef Полный текст | Google Scholar
Эльхаг, Х., Гласс, Дж., Гибб, А. Г., Кларк, М., Бадж, К., и Бейли, Г.(2008). Внедрение экологических улучшений в производственном контексте: структурированный подход для промышленности сборного железобетона. Внутр. J. Environ. Technol. Manag. 8, 369–384. DOI: 10.1504 / IJETM.2008.017508
CrossRef Полный текст | Google Scholar
Фарзади А., Варан В., Солати-Хашджин М., Асади-Эйдиванд М. и Абу Осман Н. А. (2014). Влияние толщины слоя и ориентации печати на механические свойства и точность размеров пористых образцов, напечатанных на 3D-принтере, для инженерии костной ткани. PLoS ONE 9: e108252. DOI: 10.1371 / journal.pone.0108252
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Фарзади А., Варан В., Солати-Хашджин М., Рахман З. А. А., Асади М. и Осман Н. А. А. (2015). Влияние задержки печати слоя на механические свойства и точность размеров пористых прототипов, напечатанных на 3D-принтере, в инженерии костной ткани. Ceramics Int. 41, 8320–8330. DOI: 10.1016 / j.ceramint.2015.03.004
CrossRef Полный текст | Google Scholar
Фенг, Л.Ю. (2014). Исследование статус-кво и проблем 3D-печати зданий в Китае. Global J. Hum. Soc. Sci. Res. 14: 5.
Google Scholar
Фэн П., Мэн Х., Чен Дж.-Ф. и Е Л. (2015a). Механические свойства конструкций, напечатанных на 3D-принтере цементными порошками. Construct. Строить. Матер. 93, 486–497. DOI: 10.1016 / j.conbuildmat.2015.05.132
CrossRef Полный текст | Google Scholar
Фэн П., Мэн Х. и Чжан Х. (2015b).Механическое поведение армированных листов FRP 3D-элементов, напечатанных с использованием вяжущих материалов. Композитная конструкция. 134, 331–342. DOI: 10.1016 / j.compstruct.2015.08.079
CrossRef Полный текст | Google Scholar
Гараи, С. Х., Морси, Ю., и Масуд, С. Х. (2013). Прочность на растяжение обработанного на 3D-принтере порошкового материала ZP150. Adv. Матер. Res. 699, 813–816. DOI: 10.4028 / www.scientific.net / AMR.699.813
CrossRef Полный текст | Google Scholar
Гиббонс, Г.Дж., Уильямс, Р., Пурнелл, П., и Фарахи, Э. (2010). 3D-печать цементных композитов. Adv. Прил. Керамика 109, 287–290. DOI: 10.1179 / 174367509X12472364600878
CrossRef Полный текст | Google Scholar
Госслен, К., Дюбале, Р., Ру, П., Годильер, Н., Дирренбергер, Дж., И Морель, П. (2016). Масштабная 3D-печать бетона со сверхвысокими характеристиками — новый технологический путь для архитекторов и строителей. Mater. Дизайн 100, 102–109. DOI: 10.1016 / j.маты.2016.03.097
CrossRef Полный текст | Google Scholar
Хагер И., Голонка А. и Путанович Р. (2016). 3D-печать зданий и их компонентов как будущее устойчивого строительства? Proc. Англ. 151, 292–299. DOI: 10.1016 / j.proeng.2016.07.357
CrossRef Полный текст | Google Scholar
Haghshenas, S.M., Vaziri, R., and Poursartip, A. (2018). Интеграция течения смолы и развития напряжения при моделировании процесса композитов: часть II — трансверсально изотропная формула. J. Comp. Матер. 52, 3157–3171. DOI: 10.1177 / 0021998318762296
CrossRef Полный текст | Google Scholar
Хамбах, М., Фолькмер, Д. (2017). Свойства армированной волокном портландцементной пасты, напечатанной на 3D-принтере. Цементно-бетонные композиты 79, 62–70. DOI: 10.1016 / j.cemconcomp.2017.02.001
CrossRef Полный текст | Google Scholar
Хенке К. и Тремл С. (2012). Объемный материал на основе древесины в процессах 3D-печати для применения в строительстве. Eur. J. Wood Wood Products 71, 139–141. DOI: 10.1007 / s00107-012-0658-z
CrossRef Полный текст | Google Scholar
Hwang, D., and Khoshnevis, B. (2004). «Изготовление бетонных стен методом контурной обработки», 21-й Международный симпозиум по автоматизации и робототехнике в строительстве (ISARC 2004) , Чеджу. DOI: 10.22260 / ISARC2004 / 0057
CrossRef Полный текст | Google Scholar
Ян Г. и Дунпин С. (1997). Свойства материалов и параметры изготовления в процессе селективного лазерного спекания. Rapid Prototyp. J. 3, 129–136. DOI: 10.1108 / 13552549710191836
CrossRef Полный текст | Google Scholar
Jeng, J.-Y., Peng, S.-C., and Chou, C.-J. (2000). Быстрое изготовление прототипов металла с использованием технологии селективной лазерной наплавки. Внутр. J. Adv. Производство. Technol. 16, 681–687. DOI: 10.1007 / s001700070039
CrossRef Полный текст | Google Scholar
Jeon, K.-H., Park, M.-B., Kang, M.-K., and Kim, J.-H. (2013). «Разработка автоматизированной системы строительства произвольной формы и ее строительных материалов», Труды 30-го Международного симпозиума по автоматизации и робототехнике в строительстве и горнодобывающей промышленности .Citeseer. 1359–1365. DOI: 10.22260 / ISARC2013 / 0153
CrossRef Полный текст | Google Scholar
Jianchao, Z., Zhang, T., Faried, M., and Wengang, C. (2017). «Чернила на основе цемента для 3D-печати и их применение в строительной отрасли», в MATEC Web of Conferences (Малакка: EDP Sciences).
Google Scholar
Джонстон А., Вазири Р. и Пурсартип А. (2001). Модель плоской деформации для технологической деформации слоистых композитных конструкций. J. Composite Mater. 35, 1435–1469. DOI: 10.1106 / YXEA-5MH9-76J5-BACK
CrossRef Полный текст | Google Scholar
Каземян А., Юань X., Кокран Э. и Хошневис Б. (2017). Вяжущие материалы для 3D-печати в строительных масштабах: лабораторные испытания свежей смеси для печати. Construct. Строить. Матер. 145, 639–647. DOI: 10.1016 / j.conbuildmat.2017.04.015
CrossRef Полный текст | Google Scholar
Хошневис, Б., Буккапатнам, С., Квон, Х., и Сайто, Дж. (2001). Экспериментальное исследование контурной обработки керамическими материалами. Rapid Prototyp. J. 7, 32–42. DOI: 10.1108 / 13552540110365144
CrossRef Полный текст | Google Scholar
Хошневис Б. и Даттон Р. (1998). Инновационный процесс быстрого прототипирования позволяет создавать сложные формы большого размера с гладкой поверхностью из самых разных материалов. Mater. Technol. 13, 53–56. DOI: 10.1080 / 10667857.1998.11752766
CrossRef Полный текст | Google Scholar
Ким, К.-B., Kim, J.-H., Kim, W.-C., Kim, H.-Y., and Kim, J.-H. (2013). Оценка краевого и внутреннего зазора металлокерамической коронки, изготовленной с использованием технологии селективного лазерного спекания: методы двумерной и трехмерной реплик. J. Adv. Протезирование , 5, 179–186. DOI: 10.4047 / jap.2013.5.2.179
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Колосов, С., Бойя, Э., Глардон, Р., Фишер, П., и Локер, М. (2004). Трехмерное КЭ-моделирование эволюции температуры в процессе селективного лазерного спекания. Внутр. J. Станки Производство. 44, 117–123. DOI: 10.1016 / j.ijmachtools.2003.10.019
CrossRef Полный текст | Google Scholar
Крут, Дж. П., Мерселис, П., Ван Вэренберг, Дж., Фройен, Л., и Ромбоут, М. (2005). Механизмы связывания в селективном лазерном спекании и селективном лазерном плавлении. Rapid Prototyp. J. 11, 26–36. DOI: 10.1108 / 13552540510573365
CrossRef Полный текст | Google Scholar
Кумар, С. (2003). Селективное лазерное спекание: качественный и объективный подход. JOM 55, 43–47. DOI: 10.1007 / s11837-003-0175-y
CrossRef Полный текст | Google Scholar
Лаги В., Палермо М., Праглиола М., Джирелли В. А., Фельден Г. В. Д. и Тромбетти Т. (2018). «К стальным сетчатым оболочкам, напечатанным на 3D-принтере: основная идея и первые исследования», в Трудах симпозиума МАСС 2018 г. «Творчество в структурном дизайне». Бостон: IASS2018.
Google Scholar
Ле, Х. П. (1998). Прогресс и тенденции в технологии струйной печати. J. Imaging Sci. Technol. 42, 49–62.
Google Scholar
Ле Т. Т., Остин С. А., Лим С., Басвелл Р. А., Гибб А. Г. Ф. и Торп Т. (2012a). Сочетание дизайна и свежих свойств для высококачественного печатного бетона. Mater. Struct. 45, 1221–1232. DOI: 10.1617 / s11527-012-9828-z
CrossRef Полный текст | Google Scholar
Ле, Т. Т., Остин, С. А., Лим, С., Басуэлл, Р. А., Лоу, Р., Гибб, А. Г. Ф. и др. (2012b). Упрочненные свойства высокопроизводительного полиграфического бетона. Цемент Бетон Рез. 42, 558–566. DOI: 10.1016 / j.cemconres.2011.12.003
CrossRef Полный текст | Google Scholar
Ли, С. С., Ким, С. Г., Ким, Х. Дж., И Ан, С. Х. (2007). Измерение анизотропной прочности на сжатие деталей для быстрого прототипирования. J. Mater. Процесс. Technol. 187–188, 627–630. DOI: 10.1016 / j.jmatprotec.2006.11.095
CrossRef Полный текст | Google Scholar
Льюис, Дж. А., Смей, Дж. Э., Стюкер, Дж., И Чезарано, Дж.(2006). Прямое рукописное написание трехмерных керамических структур. J. Am. Керамический Soc. 89, 3599–3609. DOI: 10.1111 / j.1551-2916.2006.01382.x
CrossRef Полный текст | Google Scholar
Ли Т., Асплер Дж., Кингсленд А., Кормье Л. М. и Цзоу X. (2016). 3D-печать — обзор технологий, рынков и возможностей лесной отрасли. J. Sci. Technol. За. Prod. Процесс , 5:30.
Google Scholar
Лим, С., Басуэлл, Р.А., Ле Т. Т., Остин С. А., Гибб А. Г. Ф. и Торп Т. (2012). Развитие процессов аддитивного производства в строительных масштабах. Automat. Построить. 21, 262–268. DOI: 10.1016 / j.autcon.2011.06.010
CrossRef Полный текст | Google Scholar
Лим, С., Басвелл, Р. А., Валентин, П. Дж., Пайкер, Д., Остин, С. А., и Де Кестелье, X. (2016). Моделирование траекторий печати с изогнутыми слоями для изготовления крупногабаритных строительных компонентов. Аддитивное производство. 12 (Часть B), 216–230. DOI: 10.1016 / j.addma.2016.06.004
CrossRef Полный текст | Google Scholar
Липсон, Х., Курман, М. (2013). Изготовлено: новый мир 3D-печати . Нью-Йорк, Нью-Йорк: Джон Уайли и сыновья.
Google Scholar
Льорет, Э., Шахаб, А. Р., Линус, М., Флатт, Р. Дж., Грамацио, Ф., Колер, М. и др. (2015). Сложные бетонные конструкции: объединение существующих технологий литья с цифровым производством. Comput. Система автоматизированного проектирования 60, 40–49.DOI: 10.1016 / j.cad.2014.02.011
CrossRef Полный текст | Google Scholar
Лоу, З.-Х., Чуа, Ю. Т., Рэй, Б. М., Маттиа, Д., Меткалф, И. С., и Паттерсон, Д. А. (2017). Перспективы 3D-печати разделительных мембран и сравнение с соответствующими нетрадиционными технологиями производства. J. Membrane Sci. 523, 596–613. DOI: 10.1016 / j.memsci.2016.10.006
CrossRef Полный текст | Google Scholar
Лу К., Хизер М. и Ву В. (2009). Влияние размера частиц на трехмерные печатные сетчатые структуры. Порошок Technol. 192, 178–183. DOI: 10.1016 / j.powtec.2008.12.011
CrossRef Полный текст | Google Scholar
Лу К. и Рейнольдс В. Т. (2008). Процесс 3DP для печати мелкоячеистой структуры. Порошок Technol. 187, 11–18. DOI: 10.1016 / j.powtec.2007.12.017
CrossRef Полный текст | Google Scholar
Ма, Г., Ван, Л., Цзюй, Ю. (2017). Современное состояние технологии 3D-печати из цементного материала — новая техника для строительства. Sci. China Technol. Sci. 61, 475–495. DOI: 10.1007 / s11431-016-9077-7
CrossRef Полный текст | Google Scholar
Малаеб З., Хашем Х., Турбах А., Маалуф Т., Эль Зарви Н. и Хамзех Н. (2015). 3d печать на бетоне: дизайн машин и смесей. Внутр. J. Civil Eng . 6, 14–22.
Google Scholar
Марчелли, Г., Прабхакар, Р., Сторти, Д., и Гантер, М. (2011). Руководство по 3D-печати стеклом: разработки, методы, диагностика и результаты. Rapid Prototyp. J. 17, 187–194. DOI: 10.1108 / 13552541111124761
CrossRef Полный текст | Google Scholar
Миянаджи, Х., Чжан, С., Лассел, А., Зандинеджад, А., и Ян, Л. (2016). Оптимальные технологические параметры для 3D-печати керамических конструкций. Proc. Производство. 5, 870–887. DOI: 10.1016 / j.promfg.2016.08.074
CrossRef Полный текст | Google Scholar
Мюллер, С., Им, С., Гуревич, С., Тейбрих, А., Пфистерер, Л., Гимбретьер, Ф., и другие. (2014). «WirePrint: предварительные просмотры на 3D-принтере для быстрого прототипирования» в Протоколах 27-го ежегодного симпозиума ACM по программному обеспечению и технологиям пользовательского интерфейса . Гонолулу, Гавайи: ACM, 273–280. DOI: 10.1145 / 2642918.2647359
CrossRef Полный текст | Google Scholar
Мукеш, А., Дэвид, Б., Джозеф, Б., Харрис, М., и Джоэл, Б. (1995). Прямое селективное лазерное спекание металлов. Rapid Prototyp. J. 1, 26–36. DOI: 10.1108 / 13552549510078113
CrossRef Полный текст | Google Scholar
Нерелла, В.N., Schroefl, C., Yazdi, M.A., Alghazali, A., Secrieru, E., Shyshko, S., et al. (2017). «Микро- и макроскопические исследования на границе раздела между слоями цементных элементов, напечатанных на 3D-принтере», в документе ICACMS 2017 International Conference on Advances in Construction Materials and Systems , Chennai.
Google Scholar
Нго, Т. Д., Кашани, А., Имбальзано, Г., Нгуен, К. Т. К. и Хуэй, Д. (2018). Аддитивное производство (3D-печать): обзор материалов, методов, приложений и проблем. Композиты B Eng. 143, 172–196. DOI: 10.1016 / j.compositesb.2018.02.012
CrossRef Полный текст | Google Scholar
Пенья, Дж. (1997). Исследовательское исследование массивных конструкций произвольной формы. Automat. Построить. , 5, 427–437. DOI: 10.1016 / S0926-5805 (96) 00166-5
CrossRef Полный текст | Google Scholar
Перро А., Рэнджерд Д. и Пьер А. (2015). Структурное наращивание из материалов на основе цемента, используемых для экструзионных технологий 3D-печати. Mater. Struct. 49, 1–8. DOI: 10.1617 / s11527-015-0571-0
CrossRef Полный текст | Google Scholar
Питер, М., и Жан-Пьер, К. (2006). Остаточные напряжения при селективном лазерном спекании и селективном лазерном плавлении. Rapid Prototyp. J. 12, 254–265. DOI: 10.1108 / 13552540610707013
CrossRef Полный текст | Google Scholar
Раэль Р. и Сан Фрателло В. (2011). Проектирование и анализ материалов для 3D-печати компонентов здания из цементного полимера, армированного волокном .Калифорния, Калифорния: СТУДИЯ RAEL SAN FRATELLO.
Google Scholar
Рашиди, М., Аштиани, Р. С., Си, Дж., Иззо, Р. П., и МакДэниел, М. (2018). Практический подход к оценке прочностных и упругих свойств вяжущих материалов. Транспорт. Res. Рек. 2018: 0361198118769900. DOI: 10.1177 / 0361198118769900
CrossRef Полный текст | Google Scholar
Рашинг, Т.С., Аль-Чаар, Г., Эйк, Б.А., Берроуз, Дж., Шеннон, Дж., Барна, Л., и другие. (2017). Исследование бетонных смесей для аддитивного строительства. Rapid Prototyp. J. 23, 74–80. DOI: 10.1108 / RPJ-09-2015-0124
CrossRef Полный текст | Google Scholar
Шакор П., Неджади С., Пол Г. и Санджаян Дж. (2018). «Новая методология порошковых цементных материалов в 3D-струйной печати для строительных приложений», в Шестая международная конференция по долговечности бетонных конструкций . (Лидс, Великобритания: Whittles Publishing).
Google Scholar
Шакор П., Пимпликар С. и Гаре У. (2011). Технико-коммерческие аспекты использования стекловолокна в строительной отрасли, Достижения и тенденции в конструкционных материалах и их применениях , Монреаль; Оттава, Онтарио: передовые инженерные решения.
Google Scholar
Шакор П., Реннеберг Дж., Неджади С. и Пол Г. (2017a). «Оптимизация различных конструкций бетонной смеси для 3D-печати с использованием промышленного робота 6DOF, ISARC», в материалах Международного симпозиума по автоматизации и робототехнике в строительстве .Тайбэй: Вильнюсский технический университет им. Гедиминаса, факультет экономики строительства и собственности.
Google Scholar
Шакор П., Санджаян Дж., Назари А. и Неджади С. (2017b). Модифицированный порошок для 3D-печати для материала на основе цемента и механических свойств цементных лесов, используемых в 3D-печати. Construct. Строительный матер. 138, 398–409. DOI: 10.1016 / j.conbuildmat.2017.02.037
CrossRef Полный текст | Google Scholar
Шакор П. Н., Пимпликар С.(2011). Применение бетона, армированного стекловолокном, в строительстве. Внутр. J. Technol. Англ. Syst . 2: 2.
Google Scholar
Шофнер М., Лосано К., Родригес-Масиас Ф. и Баррера Э. (2003). Полимеры, армированные нановолокном, полученные путем моделирования методом наплавления. J. Appl. Polymer Sci. 89, 3081–3090. DOI: 10.1002 / app.12496
CrossRef Полный текст | Google Scholar
Spath, S., and Seitz, H. (2013). Влияние размера и гранулометрического состава гранул на удобоукладываемость при 3D-печати. Внутр. J. Adv. Производство. Technol. 70, 135–144. DOI: 10.1007 / s00170-013-5210-8
CrossRef Полный текст | Google Scholar
Сугама Т. и Карсьелло Н. Р. (1991). Повышение прочности фосфатно-алюминатных цементов на основе кальция. J. Am. Керамический Soc. 74, 1023–1030. DOI: 10.1111 / j.1151-2916.1991.tb04338.x
CrossRef Полный текст | Google Scholar
Там, В. В., Там, К., Чан, Дж. К., и Нг, В. К. (2006). Рубка строительных отходов сборным способом. Внутр. J. Construct. Manag. 6, 15–25. DOI: 10.1080 / 15623599.2006.10773079
CrossRef Полный текст | Google Scholar
Тай, Ю. В., Панда, Б., Пол, С. К., Мохамед, Н. А. Н., Тан, М. Дж., Леонг, К. Ф. и др. (2016). Обработка и свойства строительных материалов для 3D-печати . Форум по материаловедению.
Google Scholar
Тай, Ю. В. Д., Панда, Б., Пол, С. К., Мохамед, Н. А. Н., Тан, М. Дж., И Леонг, К. Ф. (2017). Тенденции 3D-печати в строительстве: обзор. Virtu. Phys. Прототип. 12, 261–276. DOI: 10.1080 / 17452759.2017.1326724
CrossRef Полный текст | Google Scholar
Утела Б., Сторти Д., Андерсон Р. и Гантер М. (2008). Обзор этапов разработки процессов для новых систем материалов в трехмерной печати (3DP). J. Manufactur. Процесс. 10, 96–104. DOI: 10.1016 / j.jmapro.2009.03.002
CrossRef Полный текст | Google Scholar
Ваези М. и Чуа К. (2011). Влияние толщины слоя и параметров уровня насыщения связующего на процесс 3D-печати. Внутр. J. Adv. Производство. Technol. 53, 275–284. DOI: 10.1007 / s00170-010-2821-1
CrossRef Полный текст | Google Scholar
Власеа М., Пиллиар Р. и Тойсеркани Э. (2015a). Контроль структурных и механических свойств биокерамических заменителей кости путем ориентации укладки слоев аддитивного производства. Аддитивное производство. 6, 30–38. DOI: 10.1016 / j.addma.2015.03.001
CrossRef Полный текст | Google Scholar
Власеа, М., Тойсеркани, Э., и Пиллиар Р. (2015b). Влияние уровней связующего в серой шкале на аддитивное производство пористых каркасов с гетерогенными свойствами. Внутр. J. Appl. Ceramic Technol. 12, 62–70. DOI: 10.1111 / ijac.12316
CrossRef Полный текст | Google Scholar
Вегер Д., Лоук Д. и Гелен К. (2016). «3D-печать бетонных конструкций из цемента на основе силиката кальция с использованием метода селективного цементирования — влияние технологии бетона на глубину проникновения цементного теста», в Бетон со сверхвысокими характеристиками и высокоэффективные строительные материалы , HiPerMat 2016, 193.
Google Scholar
Вителл, А., Дигель, О., Групп, И., Рей, С., де Бир, Д., и Потгитер, Дж. (2011). «Пористые керамические фильтры посредством 3D-печати, инновационные разработки в области виртуального и физического прототипирования», в материалах Труды 5-й Международной конференции по перспективным исследованиям в области виртуальных и быстрых прототипов (Leiria: CRC Press), 313.
Google Scholar
Ву, К.-Р., Чен, Б., Яо, В., и Чжан, Д. (2001). Влияние типа крупного заполнителя на механические свойства высокопрочного бетона. Цемент Бетон Рез. 31, 1421–1425. DOI: 10.1016 / S0008-8846 (01) 00588-9
CrossRef Полный текст | Google Scholar
Ву П., Ван Дж. И Ван Х. (2016). Критический обзор использования трехмерной печати в строительной отрасли. Automat. Построить. 68, 21–31. DOI: 10.1016 / j.autcon.2016.04.005
CrossRef Полный текст | Google Scholar
Зейн И., Хутмахер Д. В., Тан К. К. и Теох С. Х. (2002). Моделирование наплавленного осаждения новых архитектур каркасов для приложений тканевой инженерии. Биоматериалы 23, 1169–1185. DOI: 10.1016 / S0142-9612 (01) 00232-0
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Чжоу З., Бьюкенен Ф., Митчелл К. и Данн Н. (2014). Возможность печати порошков фосфата кальция: сульфата кальция для применения тканевых костных каркасов с использованием технологии 3D-печати. Mater. Sci. Англ. C Mater. Биол. Заявление . 38, 1–10. DOI: 10.1016 / j.msec.2014.01.027
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Чжоу, З., Митчелл, К. А., Бьюкенен, Ф. Дж., И Данн, Н. Дж. (2013). Влияние термической обработки на механические свойства и характеристики разрушения каркасов на основе сульфата кальция, напечатанных на 3D-принтере. ISRN Биоматериалы 2013, 1–10. DOI: 10.5402 / 2013/750720
CrossRef Полный текст | Google Scholar
Зиджл, Г., Суваш, К., Пол, С., и Тан, М. Дж. (2016). «Свойства бетона для 3D-печати», 2-я Международная конференция по прогрессу в аддитивном производстве (Pro-AM 2016) , Наньян.
Google Scholar
Solidia® — Устойчивое производство цемента и технологии твердения бетона
Solidia — это компания по производству цемента и бетона, предлагающая запатентованные экологические решения, которые позволяют легко и выгодно использовать CO2 для создания высококачественных, экологически чистых строительных материалов. Эта технология имеет потенциал для устранения как минимум 1,5 гигатонн CO2 в год.
Solidia предоставляет двух основных технологий:
1) Экологичная технология производства цемента , которую можно производить в традиционных цементных печах с меньшим энергопотреблением, снижая выбросы парниковых газов во время производства на 30-40%.
2) Экологичная технология выдержки бетона , выдерживающая бетон с помощью CO2 вместо воды, постоянно и безопасно потребляя 240 кг CO2 и потенциально экономя 3 триллиона литров пресной воды ежегодно.
Solidia Cement успешно производится на 2 континентах, а Solidia Concrete успешно демонстрируется на более чем 50 заводах по производству бетона в 10 странах по всему миру.
Кроме того, Solidia внедряет искусственный интеллект в производство бетона благодаря интеллектуальному процессу отверждения — сокращению отходов, улучшению контроля качества и оптимизации системы, что в конечном итоге приводит одну из старейших отраслей в мире в эпоху цифровых технологий.
Технологии Solidia решают проблему углекислого газа с обеих сторон — во-первых, сокращая выбросы CO2 при производстве Solidia Cement , а во-вторых, используя и потребляя CO2, постоянно превращая его в карбонат кальция при производстве Solidia Concrete .
Solidia Cement:
- снижает выбросы CO2
- требует меньше энергии
- производит больше цемента с меньшим количеством сырья
- белее
Бетонные изделия с CO2-отверждением:
- выше производительности
- дешевле производить
- затвердевает менее чем за 24 часа (в отличие от 28 дней, необходимых для традиционного бетона)
Кроме того, можно восстановить до 100% пресной воды, используемой при производстве бетона.
Эти высокопроизводительные продукты позволяют производителям экономить время, деньги и воду — при использовании существующей инфраструктуры, сырья, методов производства и спецификаций.
В результате Solidia превращает устойчивые решения в умный бизнес.
В отличие от большинства технологий сокращения выбросов углерода, целевые рынки Solidia — глобальные рынки бетона на 1 триллион долларов и глобальные рынки цемента на 300 миллиардов долларов — достаточно велики, чтобы быстро повлияли на сокращение выбросов углерода.
Каждый год, Solidia может устранить не менее 1,5 гигатонн CO2. , сэкономить 3 триллиона литров пресной воды, сократить потребление энергии на 260 миллионов баррелей нефти (или 67 миллионов тонн угля) и исключить 100 миллионов тонн бетонной свалки — предлагает быстрое глобально масштабируемое реагирование на некоторые из самых серьезных экологических угроз, с которыми в настоящее время сталкивается планета.
Широкое внедрение Solidia поможет производителям цемента достичь или превысить целей отрасли по сокращению выбросов углерода, как указано в Инициативе устойчивого развития цемента Всемирного совета предпринимателей по устойчивому развитию и Глобальной ассоциации цемента и бетона (GCCA).
Solidia повышает ценность и представляет собой разумное бизнес-решение. Это также особенно привлекательно для производителей цемента и других источников выбросов CO2 — технология Solidia поможет им снизить налоги на выбросы углерода , поскольку ужесточаются нормы выбросов CO2.
Экологичный бетон для дома, состоящий из остаточных отходов аддитивного производства
Создание продукта из вторичного бетона из остаточных побочных продуктов, связанных с технологиями аддитивного производства.Это то, чего мы смогли достичь, создав новую систему, которая дает новую жизнь таким отходам, как микропластики, агенты, красители, а также оставшиеся стеклянные сферы и оксиды алюминия от постобработки деталей, напечатанных на 3D-принтере, для создания новая форма гибридного бетона, которая дает новую устойчивую альтернативу строительной отрасли.
Устойчивость и бетон: враги?
Проект, получивший название «Проект BCN», основан на идее о том, что, хотя аддитивное производство позволяет быстро изготавливать детали с меньшим количеством токсичных побочных продуктов по сравнению с традиционными методами, оно создает значительное количество не поддающихся биологическому разложению отходов.Факт, о котором стало известно только недавно, и который мы стремимся напрямую решить, давая новую жизнь ранее непригодным для использования материалам и отходам, резко сокращая экологический след промышленности. Вот почему компания посвятила несколько месяцев исследованиям и разработкам, чтобы разработать систему, в которой все избыточные отходы, образующиеся в процессе аддитивного производства, собираются и используются повторно.
Project BCN также находит решение проблем, связанных с цементной промышленностью.По данным ОЭСР, в бетонной промышленности используется более 27 миллиардов тонн песка и гравия, что выше, чем логически может выдержать земля, что приводит к потере естественных пляжей и эрозии. В то же время на цементную промышленность приходится около 7% мировых выбросов CO 2.
Использование 3D-технологий для создания экологически чистых строительных материалов
Для создания этой новой формы гибридного бетона инженерная компания из Виласар-де-Дальт, Барселона, разработала машину, в которой используется большое количество компонентов, напечатанных на 3D-принтере, для оптимизации процесса и обеспечения правильной смеси материалов, необходимой автоматически.Полученный продукт был протестирован на 3D-печатных формах, дизайн которых был вдохновлен модернистскими работами Josep Puig i Cadafalch, которые можно найти по всей Барселоне. Механическое сопротивление конечного продукта эквивалентно его обычным бетонным аналогам, при этом используется высокий процент микропластика и отходов.
Project BCN в настоящее время готов вступить во вторую фазу, на которой мы в настоящее время ведем переговоры с возможными партнерами, чтобы вывести этот новый продукт на рынок в глобальном масштабе.
Inside Innovation: бетонная промышленность ускоряет внедрение инноваций для снижения выбросов углерода
Бетон был ключевым компонентом строительства еще во времена римлян и египтян, на протяжении веков он развивался из смеси соломы и грязи, вулканического пуццолана и камня.
Однако современный производственный процесс богат выбросами углекислого газа (CO 2 ), что привлекает внимание политиков и экологов во всем мире. Бетонная промышленность осознает это и ускоряет внедрение новых технологий, которые могут значительно снизить выбросы углерода.
«Современное общество построено на современном бетоне; использование на человека часто упоминается на втором месте после пресной воды », — пишет Крейг Йек в журнале Concrete Products. Йик является соучредителем корпорации Bulk Construction Materials Initiative Corp. (BCMI).
Тем не менее, Йик отмечает, что экологические перспективы отрасли меняются со временем.
«Наша промышленность всегда использовала множество подходов к снижению воздействия на окружающую среду: разумное использование материалов; производство качественной продукции для предотвращения ненужной замены; и оптимизация смеси с использованием пуццоланов, таких как зола-унос и GBBS (широко известный как шлак), для уменьшения воздействия CO 2 и повышения прочности и срока службы бетона.”
Самым углеродоемким этапом производства цемента является процесс обжига, который происходит на ранней стадии. Измельченный известняк подается в печь и нагревается до примерно 1500 F, после чего он распадается на известь и CO 2 .
Инициативы по сокращению выбросов CO 2 , связанных с цементом, используют разные подходы.
Один связан с улавливанием и хранением углерода, или CCS, во время самого производственного процесса.
Norcem, производитель цемента в Бревике, Норвегия, надеется начать строительство нового завода, способного улавливать до 400 000 тонн CO 2 в год.Используя технологию дожигания, разработанную инженерной фирмой Aker Solutions, установка будет улавливать и сжижать углерод, который затем будет транспортироваться и закачиваться в морское хранилище на глубине 2500 метров под дном Северного моря.
В Канаде Lehigh Cement, подразделение немецкой транснациональной компании по производству строительных материалов HeidelbergCement, проводит технико-экономическое обоснование. При поддержке канадского правительства в размере 3 миллионов долларов, объект возле Эдмонтона, если бы он был построен, улавливал, сжимал, сжижал и перепродавал до 600 000 тонн выбросов CO 2 , которые в противном случае были бы выброшены в атмосферу.
Другой подход уже апробирован и принят как структурно, так и финансово — закачка небольших количеств захваченного CO 2 из различных источников в цемент.
Этот запатентованный процесс, разработанный компанией CarbonCure из Дартмута, штат Нью-Йорк, был лицензирован несколькими производственными и смесительными заводами по всему миру. Впрыскиваемый CO 2 фактически укрепляет смесь, позволяя строителям достичь одинаковой прочности с меньшим количеством цемента.
Электрооборудование бетонных заводов с использованием возобновляемых источников энергии также продвигается вперед, что потенциально снижает выбросы углерода в процессе интенсивного нагрева.
O&G Industries, частный производитель материалов в США, недавно включила свою фотоэлектрическую солнечную батарею и систему хранения энергии на 3 762 единицы, охватывающую пять акров карьерных отвалов. Система генерирует мощность 1,3 МВт, дополняя пиковую мощность предприятия компании по производству бетона и асфальта в Саутбери, штат Коннектикут.
Тем временем в пустыне Мохаве группа из 400 гигантских зеркал фокусирует солнечные лучи на центральной башне, создавая температуру выше 1800 F. Компания, стоящая за этой футуристической системой, называется Heliogen, недавний стартап, частично финансируемый инвестициями Билла Гейтса. Fund, один из первых спонсоров канадской компании CarbonCure.
Согласно Heliogen, цель проекта — «использовать концентрированную солнечную энергию для обеспечения энергии промышленных процессов, требующих большого количества тепла, таких как производство стали и цемента».
Генеральный директорБилл Гросс говорит, что компания уже установила небольшую цементную печь на вершине башни, используя ее для воспроизведения наиболее углеродоемкого этапа производства цемента.
В настоящее время исследуется аналогичный проект в Европе под названием Solpart.
В Рапид-Сити, Южная Дакота, производитель цемента GCC подписал многолетнее соглашение с программой Black Hills Energy по возобновляемым источникам энергии, согласно которой около 50 процентов ее потребностей в энергии будет обеспечиваться за счет энергии ветра.