Оборудование для производства пластиковых окон: станок, линия, технология и процесс
Технологически процесс производства пластиковых окон не представляет собой особенной сложности и заключается в нарезке всех нужных составляющих, ликвидации лишних компонентов, подготовке вспомогательных деталей и их монтаже.
Основное требование при изготовлении окон – это точное следование технологии и качество. Технологический процесс проходит в несколько этапов, для каждого из которых необходимо собственное оснащение.
Намереваясь создать цех по производству пластиковых окон, нужно приобретать оборудование для изготовления пластиковых окон в полном комплекте. В противном случае не удастся производить конкурентоспособную продукцию.
Технологическое оснащение для изготовления пластиковых окон
Наиболее часто используется в данном производстве станок для резки профиля, который в каталогах еще называется пилой. Часть таких станков имеет дополнительное оснащение, повышающее его производительность.
Такие станки делятся по виду подачи пильного диска. Она бывает нижняя, лобовая и осуществляемая сверху. Вид подачи в комбинации с размером пильного диска обеспечивают максимально возможные величины распила, которые можно увидеть на графике реза. На ней стоит акцентировать свое внимание, если предполагается использование крупной профильной системы или одномоментный распил двух профилей.
Пилы могут иметь одну головку и две. В первом случае величины выставляется специалистом собственноручно посредством роликового конвейера с измерителем. В другом случае размер может выставляться таким же способом, но посредством дополнительных электронных комплектующих (табло и верньера) или целиком автоматически.
Хотите выгодный бизнес но с меньшими затратами средств? Тогда узнайте, какое оборудование для шиномонтажа потребуется и как осуществляется этот процесс.
Воспользовавшись ссылкой, Вы сможете узнать всё о технологии производства керамической плитки.
Сварочные станки
Производственный цикл сварки состоит из нескольких этапов:
- монтажа заготовок;
- нагрева свариваемых поверхностей;
- сжатия;
- остужения сварного шва.


Различие таких станков состоит в числе углов, которые свариваются в одно и тоже время. Их может быть от одного до четырех. Некоторые станки имеют изменяемый угол сварки, поэтому на них можно производить необычные конструкции. Выбор такого оборудования определяется масштабами предприятия.
Автоматические зачистные станки
Они удаляют наплав на наружных поверхностях и оберегают лицевой угол заготовки. Вместе с ними в комплект входит система автоматического включения производственного цикла в процессе установки заготовки.
Данное оборудование позволяет автоматически выбирать подходящую фрезу для створки или рамы. Если предполагается работать исключительно с одним профилем, можно делать это посредством станка на две фрезы. Его стоимость ниже, но он имеет незначительные перспективы, потому что на работе с единственным профилем почти никто не останавливается.
Лучше приобрести станок на четыре фрезы. Его стоимость выше, но на нем можно обрабатывать уже два профиля.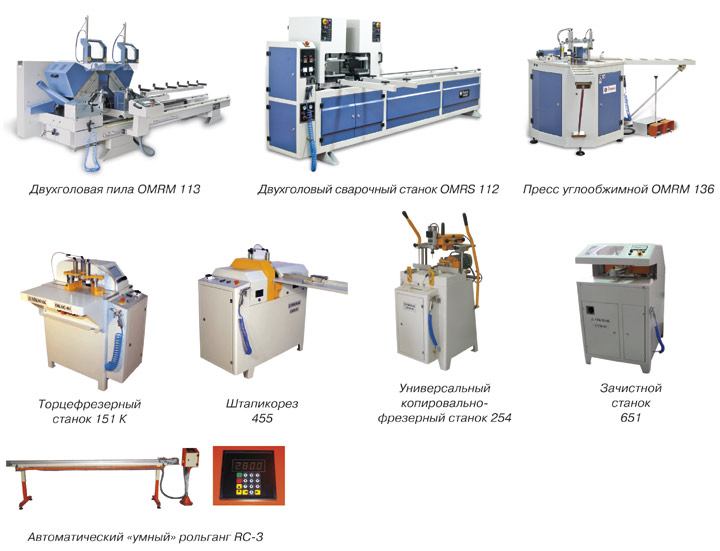 Еще более перспективный станок на шесть фрез, так как он позволяет работать с несколькими профилями. Еще выше уровнем считается станок для зачистки с ЧПУ.
Еще более перспективный станок на шесть фрез, так как он позволяет работать с несколькими профилями. Еще выше уровнем считается станок для зачистки с ЧПУ.
Он разительно отличается от других автоматов тем, что способен обрабатывать десятки профилей без специального оснащения, зачищает криволинейные наружные отрезки и фрезерует паз для монтирования уплотнителя.
Автоматы для фрезерования торца импоста
Они могут быть как механическими, так и автоматическими, а также иметь одну или две фрезы. Принцип выбора такого оборудования не отличается от выбора зачистных станков.
Станки для резки укрепляющих стекла реек
Штапик – это единственный компонент окна, при производстве которого не задаются размеры, потому что при нарезке других оконных деталей, их заготовки после сварки могут незначительно отклоняться от размеров, которые были заданы.
Это не будет существенным образом влиять на их эксплуатацию, в отличие от одинаковых реек, сделанных в соответствии с величиной, заданной по проекту и служащих для укрепления стекол в каркасе окна. В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
Поэтому станки позволяют резать каждый конкретный штапик по существующим, а не заданным замерам. Это достигается тем, что оборудование оснащается специальным съемным измерительным элементом.
Качество работы стандартных станков и оборудования с ЧПУ практически не отличается.
Фрезерные станки для водосливных отверстий
Это оборудование отличается видом двигателей, которые могут быть простые или с частотным управлением, а также по числу операций, которые они могут выполнять. Если производство скромное, для него может подойти фрезерный станок с простыми двигателями, а если выпускаются большие объемы продукции, желательно, чтобы оборудование было с более сложными двигателями.
Станок с двумя фрезами дает возможность сделать отверстия для слива воды на внешней поверхности рамы. Если у прибора три фрезы, его возможности увеличиваются. Он позволяет сделать отверстия не только на лицевой поверхности, но и на нижней внутренней стороне.
Его лучше всего использовать при производстве специального подставочного профиля, подоконник к которому прилегает изнутри, а снаружи присоединяется металлический слив. Копировально-фрезерный станок Он используется для проделывания специальных пазов и отверстий, например, под личинку замка.
Функционирует по принципу регулирования передвижением задействованной фрезы посредством шаблона из стали с предварительно проделанными отверстиями необходимой формы. Бывают аналогичные станки с дополнительными функциями, например, высверливание отверстий под ручку окна или фрезерование каналов, которые отводят воду.
Есть автоматические станки, которые выполняют почти все эти функции одновременно. Такое оборудование существенно упрощает и ускоряет обработку.
Станок тройного сверления отверстий под оконную ручку
Этот станок для изготовления пластиковых окон требуется для проделывания отверстия не только в пластике, но и в армирующем усилителе, который сделан из стали. Станок тройного сверления имеет мощный двигатель и редуктор для того, чтобы можно было в одно и то же время вращать три сверла, меняя их диаметр — с мелкого на крупный, чтобы облегчить процесс сверления. Компрессор Выбирая компрессор, важно учесть, что основная масса производителей пластиковых окон используют поршневые компрессорные установки, так как они имеют множество плюсов по сравнению с винтовыми:
Станок тройного сверления имеет мощный двигатель и редуктор для того, чтобы можно было в одно и то же время вращать три сверла, меняя их диаметр — с мелкого на крупный, чтобы облегчить процесс сверления. Компрессор Выбирая компрессор, важно учесть, что основная масса производителей пластиковых окон используют поршневые компрессорные установки, так как они имеют множество плюсов по сравнению с винтовыми:
- эффективнее функционируют в повторно-кратковременном режиме;
- легче адаптируются к температурным изменениям;
- легко ремонтируются;
- имеют длительный срок эксплуатации;
- стоят сравнительно недорого.
Перед приобретением компрессора необходимо рассчитать совокупный объем потребления кислорода всей производственной линией и выяснить рабочее давление. Производительность системы должна быть на четверть выше общего объема потребляемого воздуха, причем ресивер нужно выбирать с таким расчетом, чтобы не вызвать резких колебаний давления.
Использование понижающего редуктора на выходе из ресивера даст возможность получить в системе постоянное давление.
Стенд остекления
Это устройство с широким спектром применения, которое представляет собой прочную стальную конструкцию с монтажным столом, предназначенным для установки на элементы окна фурнитуры, ролет и дополнительных профилей. Такой стол позволяет быстро и безопасно ставить их вертикально для дальнейшего транспортирования.
Какое дополнительное оборудование может понадобиться для производства пластиковых окон?
- ручной инструментарий;
- рабочие столы для монтажа
- мебель для складирования и тележки для перемещения по цеху сырья и продукции;
- стенд для стеклопакетов.
Правильно подобранное оборудование для изготовления ключей даст возможность открыть прибыльный бизнес очень быстро и с небольшими затратами. Узнайте как это сделать.
Перейдя по ссылке Вы сможете узнать, как производят тротуарную плитку и какие установки для этого применяются.
Каждый из нас пользуется туалетной бумагой. Но как же её получают? Узнаете здесь: http://buisiness-oborudovanie.com/dlya-bumazhnyx-izdelij/oborudovanie-dlya-proizvodstva-tualetnoj-bumagi/.

Автоматическая линия по производству пластиковых окон — это современное оборудование, которое дает возможность на автомате сваривать и зачищать сварные швы пластиковых окон. Оно позволяет предприятию обеспечить высокую производительность и имеет целый ряд преимуществ:
- высокое качество зачистки оконных углов;
- высокотехнологичное производство;
- короткое время изготовления;
- возможность спланировать изготовление пластиковых окон
- обслуживание линии одним специалистом;
- высокое качество готовой продукции.
Технология производства пластиковых окон
Пластиковые окна делаются из поливинилхлорида, признанного наиболее который признан наиболее подходящим для этой цели. Производственная технология изготовления пластикового окна у всех производителей примерно одинакова, но особенности могут немного отличатся. Однако процесс изготовления пластиковых окон имеет один алгоритм.
Однако процесс изготовления пластиковых окон имеет один алгоритм.
Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Металлический профиль армирования режется перпендикулярно, в соответствии с техническим заданием. Необходимая длина заготовки рассчитывается посредством специализированного программного обеспечения.
На следующем этапе режутся заготовки ПВХ профиля. Профили импостов и дополнительных профилей режутся под прямым углом, профили рам и створок – под 45? с обеих сторон заготовки. Затем заготовки профиля и арматуру разрезают на необходимую длину, фрезеруют дренажные отверстия, пазы и отверстия под фурнитуру.
Заготовки импоста обрабатываются на специальном станке с обеих сторон фасонной фрезой, очертание фрезерования должно соответствовать конфигурации рамы. Для фиксации импоста в раме, внутрь импоста монтируются механические соединители.
Для фиксации импоста в раме, внутрь импоста монтируются механические соединители.
Фасонная фреза, которой обрабатывается импост, входит в технологическое оснащение, которое предоставляет поставщик профиля. Так как в процессе сварки длина профиля становится короче, размер заготовки должен превышать «рабочую» величину оконной конструкции.
Качество нарезанных заготовок определят качество сварки. Потом отрезки профиля свариваются, и в окно монтируется запорная регулируемая фурнитура, и его остекляют. Затем конструкцию ставят я на специальный стенд, где осуществляется проверка на наличие брака и дефектов.
Желательно, чтобы при хранении пвх профиля, он не подвергался воздействию ультрафиолетового излучения и отопительных приборов. Если он содержится в холодное время года в помещении, которое не отапливается, перед тем, как начинать обработку его следует прогреть до температуры не менее 17 ?.
Как это сделать? Достаточно занести его в отапливаемое помещение примерно за 24 часа до того, как начнется обработка. Соответственно и температура в цехе должна быть выше 17?, в противном случае при резке и зачистке профиля могут появиться сколы.
Соответственно и температура в цехе должна быть выше 17?, в противном случае при резке и зачистке профиля могут появиться сколы.
Все производственное оборудование должно проходить плановое техническое обслуживание.
Модели оборудования, применяемые для изготовления пластиковых пвх окон
Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Например, модель «ACK-420″ — Пила для резки с нижней подачей диска. Она имеет пневматические прижимы, которые настраиваются. Они служат для точной фиксации профиля. Крупный диаметр пильного диска и упоры, которые можно передвигать, позволяют резать профиль больших размеров.
Оборудование “MURAT” турецкого производства не менее популярно на потребительском рынке. Оно отличается надежностью и легкостью в эксплуатации. Перечень производимого компанией оснащения довольно широк, что позволяет подобрать оптимальный набор станков для любого предприятия, выпускающего различные виды профилей.
Модель TA-141 — автоматическая пила с нижней подачей диска от данного производителя предназначена для резки ПВХ профилей и профилей из алюминия. Автомат имеет поворотную основу, позволяющую менять угол раскроя в широком диапазоне. Специальный регулятор подачи пильного диска позволяет минимизировать нагрузку на электрический двигатель.
Видео про изготовление пластиковых окон
Republished by Blog Post Promoter
Производство пластиковых окон — оборудование, технологический процесс
Производственный цех для производства пластиковых окон
Цех по производству пластиковых окон с полуавтоматической линией распила профиля разделен на два участка, приспособленных для выпуска обычных и нестандартных конструкций изделий из ПВХ. К последним относятся круглые, арочные и окна больших размеров.
К последним относятся круглые, арочные и окна больших размеров.
Территория склада хранения готовой продукции позволяет беспрепятственно и в любое время транспортировать свои окна тем заказчикам, которые предпочли самостоятельный вывоз продукции. Автотранспортный цех предназначен для оперативного вывоза на объекты заказчика готовых окон, которые поступают под погрузку в машины прямо с производственной линии предприятия.
Оборудование и механизмы для производства пластиковых окон
Основное оборудование для производства пластиковых окон включает в себя:
Копировально-фрезерные станки
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.
Станки бывают:
- Настольный копировально-фрезерный станок (с механическими ручными прижимами).
- Стационарный копировально-фрезерный станок (с пневно-прижимами)
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
- Двухголовая фронтальная пила
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
Виды пил по металлу:
- Ленточная пила по металлу
- Высокооборотная пила по металлу (дисковая)
- Низкооборотная двухскоростная пила (дисковая)
Дренажные станки
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент — станок для сверления дренажных каналов 2-х или 3-х шпиндельный)
Сварочные станки
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
- Одноголовочный сварочный станок
- Двухголовочный сварочный станок
- Четырехголовочный сварочный станок
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.
Зачистные станки
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.
Инструмент
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.
Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.
Торцефрезерные станки
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
 Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Вспомогательное оборудование
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
Материалы, комплектующие и поставщики
Для производства оконных конструкций используется поливинилхлорид, который является долговечным, надежным, практичным и безопасным материалом.
Поставщики оконного профиля это или немецкие заводы изготовители, или действующие по лицензии, но расположенные или в Китае или в России заводы. Очень много производителей пластикового профиля находится в Подмосковье.
Технологический процесс
Каждое изделие выполняется как отдельное производственное задание. Заказ автоматически обрабатывается при помощи профильного программного обеспечения и сразу поступает на станки распиловочного центра. Заготовка обрабатывается, армируется, на ней фрезеруются дренажные отверстия, и она проходит сварочный участок.
Тем временем вырезается стекло и обрабатывается от грязи в моющей машине. Его склеивают специальными лентами в дистанционной рамке, в которую засыпают силикагель, используемый в качестве влагопоглотителя.
Далее стеклопакет проходит процедуру герметизацию шва и на него монтируется фурнитура. Следующий этап – соединение всех элементов окна с установкой стеклопакета и его фиксацией штапиком.
Только после полного прохождения проверки геометрии и качества функционирования запорной арматуры на стенде специалистами отдела технического контроля (ОТК), изделие можно назвать полноправным окном.
Первый портативный станок для производства ПВХ окон разработан в Индии
Индийская компания
SAICON, поставщик высококачественных оконных ПВХ-профилей, фурнитуры и технических средств, разработала первый портативный станок для производства ПВХ окон и дверей. Оборудование отличается небольшим весом, компактностью, высокой точностью и качеством изготовления продукции, сообщает портал ОКНА МЕДИА.Данное оборудование может сразу использоваться по прибытии на площадку. Станок весит всего 21,5 килограммов, существенно выигрывая по сравнению с обычным оборудованием, которое весит более 300 килограммов.
 Станок 220В однофазный (может быть изменен в соответствии с требованием заказчика). Доступны станки двух моделей: V и L.
Станок 220В однофазный (может быть изменен в соответствии с требованием заказчика). Доступны станки двух моделей: V и L.Благодаря уникальному оборудованию теперь не нужно открывать огромный завод по производству пластиковых окон. Его очень легко использовать даже на небольшой площадке. Также производитель утверждает, что первый портативный станок для производства ПВХ окон не идёт на компромисс по качеству выпускаемой продукции.
Основанная в 2005 году, компания SAICON превратилась в одного из ведущих производителей Индии, специализирующегося на поставках окон и дверей из ПВХ в стране и за рубежом. Компания SAICON экспортирует свою продукцию в более чем 40 стран по всему миру.
Сегодня она позиционируется в качестве независимого процветающего индийского бизнеса и эксперта по продукции из ПВХ. Производственные мощности компании занимают площадь 4 500 кв. метров.
Кроме того, SAICON является пионером в поставках оборудования для производства пластиковых окон. Она является первой компанией, разработавшей полностью портативный станок для производства ПВХ окон, отличающийся высокой точностью и качеством.
ОКНА МЕДИА рекомендует прочесть: Обстановка на рынке оборудования для оконной индустрии отражает экономическую ситуацию в мире
Хотите читать новости ОКНА МЕДИА с Вашего сайта?– Установите код новостного блока
Оборудование для производства пластиковых и ПВХ окон
Многие предприниматели стараются начать производство современных деталей интерьера, для открытия бизнеса из ПВХ материалов потребуется оборудование для производства пластиковых окон, позволяющее самостоятельно изготавливать конструкции, а не заказывать у других производителей. Это поможет сократить время ожидания выполнения заказов.
В настоящее время при строительстве зданий используют в большинстве случаев пластиковые окна. Многие стараются поменять деревянные окна на пластиковые, поскольку они отличаются своей прочностью и шумоизоляцией.
Производства пластиковых окон
Пластиковые окна стали трендом в сфере строительства и занимают первое место среди окон, изготовленных из других материалов.
Виды пластиковых окон
Они экологические, энергосберегающие, но при этом очень просты в использовании. Чтобы их изготовить, нужно приложить немало усилий.
Чтобы начать производство нужно выполнить необходимые требования:
- Сначала необходимо позаботиться о помещении для оборудования цеха по изготовлению.
- В помещении должно быть достаточно места для того, чтобы поместилось необходимое оборудование.
- Работникам должно было просторно и комфортно работать.
- Минимальная площадь для цеха – 50 квадратных метров.
- Арендовать помещение лучше в промышленной зоне, где плата за аренду ниже, чем в других районах.
- Офисное помещение лучше оборудовать в местах, где проходит большое количество людей, которые могут стать потенциальными заказчиками.
- Оборудование должно соответствовать мощности производства.
Для начала производства можно приобрести базовое оборудование. На первых порах его будет достаточно. При этом лучше использовать оборудование немецких производителей, но оно стоит больших денег. Французское оборудование для производства окон имеет характеристики отечественного рынка, но стоят в евро.
Французское оборудование для производства окон имеет характеристики отечественного рынка, но стоят в евро.
Чтобы немного сэкономить, можно купить оборудование турецких производителей. Его стоимость устроит начинающего предпринимателя. Станки для производства окон бывают недорогие, но срок эксплуатации их меньше.
Еще один вариант – воспользоваться оборудованием бывшего употребления. Для увеличения продуктивности необходимо следить за исправной работой оборудования.
Кадры – решают все!
Выбор оборудования для производства металлопластиковых окон не последняя проблема предпринимателя. Подбор персонала – ответственный момент. Для производства нужны опыт, знания, поэтому необходимо подобрать людей, являющихся профессионалами в ремесле. Помимо рабочих, следует нанять:
- инженера;
- менеджера по продажам;
- маркетолога, следящего за состоянием рынка.
Иногда директора нанимают специалиста по наладке и подбору оборудования для изготовления пластиковых окон. Такая манипуляция существенно экономит время руководства на всех этапах.
Такая манипуляция существенно экономит время руководства на всех этапах.
Дополнительно следует нанять мастера по замене и аудиту оборудования для производства окон ПВХ.
Оборудование для производства ПВХ окон
Технология изготовления
Главным в производстве металлопластикового окна является профиль. Качество обязано быть высшего уровня, прочность каждого станка для производства окон ПВХ влияет на результат и прибыль. Именно от этого элемента зависит срок эксплуатации.
Этапы изготовления
Сначала разрезается профиль согласно указанным размерам, производится рамки и створки.
На втором этапе изготовления придают прочность армирующим профилем. Его размеры должны совпадать с размерами пластмассового профиля. Обе составляющие соединяются между собой.
Дальше необходимо произвести фрезерование. Здесь необходимо удалить накопленную в середине профиля влагу. Для этого фрезой делают отверстия.
Для этого фрезой делают отверстия.
Для того, что бы просушить профиль окна, делаем отверстия фрезой
На следующем этапе проводится установка фурнитуры. Ходовой частью является именно фурнитура, поэтому она должна быть высокого качества.
После этого детали собираются в одну конструкцию – для этого все сваривают, зачищают швы.
После этих работ приступают к установке стекла. Оно обязано быть качественным. Стекло устанавливается в раму, фиксируется алюминием. Затем кладут второй лист стекла, производят отпресовку.
Сборка, обжим и заливка стеклопакета
А для создания профиля устанавливают фурнитуру. Именно она является держателем всех конструкций в замке.
Затраты на производство
Для начала производства необходимы стартовые вложения. Учитывая, каким образом будет вестись бизнес, расходы делят на две группы.
Прямые расходы, необходимые для производства:
- Аренда помещения – искать хорошее помещение следует за пределами населенного пункта.
- Расходы на оборудование, необходимое для производства.
- Стоимость оборудования для производства зависит от страны-изготовителя, степени новизны, состояния.
- Расходы на закупку материалов, необходимых для изготовления, подобные затраты производятся ежемесячно.
- Оплата работы персонала – эти расходы ежемесячные, постоянные.
- Расходы на оплату коммунальных услуг. В них входят счета на электричество и водоснабжение.

Коммунальные платежи один из пунктов расходов
Косвенные растраты необходимы, хотя и не имеют никакого отношения к производству:
- Для регистрации необходима определенная сумма для приобретения лицензии и сертификатов. Эти документы необходимы для производства.
- Создание рекламы – продвижение продукта необходимо для успешного ведения бизнеса.
- Расходы на оплату налогов, составляющие двадцать процентов от всей прибыли.
Оборудование, которое необходимо для производства
Чтобы предприятие приносило успех, необходимы станки для производства. Поэтому следует приобрести:
Поэтому следует приобрести:
- пилу для разрезания профиля согласно размерам;
- пилу для нарезки штапиков;
- станок для крепления армирующего профиля;
- станок для изготовления дренажных отверстий;
- фрезерные станки;
- аппаратура для сваривания профиля;
- торцефрезерный станок;
- станок для зачистки поверхности профиля;
- установка для производства остекления рамок;
- станок для изгиба профиля;
- пресс для обработки углов.
Пресс для обработки углов для окон
Кроме вышеперечисленного оборудования, необходимо установить вытяжки, чтобы пыль от производства не скапливалась в помещении. Дополнительно нужно приобрести оборудование для сборки окон: машины для мойки, подъема готовой продукции.
Актуальность производства
Предприятия, занимающиеся изготовлением пластиковых окон, обладают большим спросом у частных лиц и компаний, занимающихся строительством. Потребители желают получить качественный товар, при этом хотят получить его по низкой стоимости. Пластиковые окна заказывают компании, занимающиеся монтажом металлопластиковых окон.
Пластиковые окна заказывают компании, занимающиеся монтажом металлопластиковых окон.
Профильные окна отличаются своей простотой, одновременно они долговечны, обладают отличными теплоизоляционными и звукоизоляционными свойствами. По этим причинам большинство людей с большим удовольствием производят замену старых окон на профильные. Поскольку строительство зданий в нынешнее время ведется очень активно, то и производство окон будет постоянно актуально.
По ассортименту окна разделяются всего лишь на белые и ламинированные, при этом созданы они по одному и тому же принципу. А вот модели окон могут быть одностворчатыми, двухстворчатыми, трехстворчатыми или даже четырехстворчатыми.
Четырехстворчатое окно пвх
Но и в этом случае окна изготавливаются на одном и том же оборудовании.
Каждое окно изготавливается под заказ и по индивидуальным размерам. Если же заказывается большая партия окон для строительства многоэтажных зданий, в этом случае все окна изготавливают по единому шаблонному размеру. Кроме этого, идет шаблонное моделирование окон.
Кроме этого, идет шаблонное моделирование окон.
Рекомендации
Контроль производства возлагается на руководителя, при этом следить за соответствием стандартов должен технолог. В его задачу входит распределение задач между работниками и контроль над самим процессом.
В обязанности инженера входит контроль оборудования и проведением ремонтных работ в случае поломки. Готовая продукция уходит к кладовщику, который обеспечивает ее хранение.
Производство металлопластиковых окон – весьма прибыльное дело, которое может принести немалые доходы. Однако, чтобы прибыль была максимальной – в первую очередь требуется приобрести качественное оборудование, которое прослужит верой и правдой долгие годы.
Подбирая пресс для финишной обработки, следует обратить внимание на крепежи самого агрегата.
Прежде чем приобрести данное оборудование обращайте внимание на все комплектующие
Часто производители дешевого оборудования экономят на болтах, аппарат легко выходит из строя, наносит дефекты на наружный слой пластиковых деталей. Заменить крепежи бывает трудно, за время работы они плотно садятся на панели агрегата.
Заменить крепежи бывает трудно, за время работы они плотно садятся на панели агрегата.
А станок для изгибания пластиковых деталей и вовсе напоминает билет лотереи, большинство изготовителей аппаратов пренебрегают прочностью движущейся оснастки.
Профиль гнется под высоким давлением, стойкость материала существенно падает. Подбирая оборудование для собственного цеха необходимо внимательно изучать наборку аппарата и репутацию изготовителя.
Наполнение мини-цеха следует производить под руководством опытного специалиста, он поможет разметить участки и подобрать дополнительные детали.
Видео по теме: Пластиковые окна своими руками
Наше производство — пластиковые окна: немецкое оборудование, хорошая производственная мощность полного цикла, комплектующие и своевременная доставка.
Главная / Наше производство — пластиковые окнаПроизводственное управление «Главокна» — это предприятие полного цикла, ведущее проект остекления от начала и до конца. Мы производим замер, проектирование, изготовление, доставку и установку вашего будущего окна, самостоятельно отвечая за каждый этап. Особой нашей гордостью является высокоорганизованное и современное производство, расположенное в Клину и Солнечногорске.
Мы производим замер, проектирование, изготовление, доставку и установку вашего будущего окна, самостоятельно отвечая за каждый этап. Особой нашей гордостью является высокоорганизованное и современное производство, расположенное в Клину и Солнечногорске.
Станки ведущих производителей Urban и Elumatec
Производство организовано на основе передовых технологий в области проектирования и изготовления светопрозрачных конструкций. Все цеха оборудованы новейшими станками ведущих немецких производителей Urban и Elumatec.
- 5 линий для сборки готовых ПВХ-конструкций
- 3 линии для сборки стеклопакетов
Линии полностью автоматизированы. Это позволяет добиться максимальной геометрической точности в процессе резки профиля, сборки стеклопакетов, сварки оконных конструкций. За качеством изготовления тщательно следит служба контроля.
| Общая площадь производства 14 000 м? | Количество сотрудников, занятых на производстве чел. | Общая производственная мощность 30 000 м?/мес. |

Продукция и услуги компании сертифицированы и соответствуют всем нормам ГОСТ Р ИСО 9001-2001. Соответствие нашей продукции своим немецким аналогам подтверждено сертификатами наших партнеров.
Собственное мощное производство – это еще одно наше преимущество, привлекательное для клиента по целому ряду причин:
- за изготовление и установку перед клиентом отвечает одна и та же компания
- сжатые и точные сроки выполнения заказа
- возможность изготовить нестандартные оригинальные изделия
- уверенность в высоком качестве произведенной продукции
Мы постоянно следим за новейшими достижениями в области оконных технологий, модернизируем наше производство и добиваемся наивысшего качества выпускаемой продукции!
Оборудование для производства пластиковых окон: технология производства
Пластиковые профили — основа для изготовления оконных конструкций. Они создаются из поливинилхлорида на экструзионных линиях.
Они создаются из поливинилхлорида на экструзионных линиях.
Производство ПВХ профиля — рентабельный бизнес, вложения в который быстро окупаются.
Оборудование для производства пластиковых изделий в широком ассортименте представлено в компании «ИМСТЕК».
Рис.1. Производственная линия для изготовления оконного пластикового профиля.
Виды пластмасс и сырье
Пластиковые изделия пользуются большой популярностью в различных сферах производства, медицинской и пищевой промышленности, машиностроении и строительстве.
Для их изготовления применяются различные виды синтетических материалов:
• сшитые и несшитые полиэтилены;
• поливинилхлориды и полистиролы;
• полиэтилентерефталаты и полипропилены.
Для производства изделий из пластика могут использоваться измельченные отходы пластмассового производства, вымытый, и высушенный пластиковый мусор.
Рис.2. Подготовленные к переработке пластиковые гранулы.
Технология производства
Процесс производства пластиковых профилей включает следующие этапы:
1. Взвешивание, дозировка и смешивание компонентов согласно заданному рецепту.
Взвешивание, дозировка и смешивание компонентов согласно заданному рецепту.
2. Загрузка сырья в экструдеры.
3. Плавление ПВХ-полимеров до гомогенизированного вязкотекучего состояния.
4. Продавливание расплава через фильеру нужной конфигурации и формирование профильной заготовки.
5. Охлаждение профиля в калибровочных ваннах до температуры окружающей среды.
6. Нарезка готовых изделий на отрезки нужной длины.
Профили упаковываются в паллеты и отправляются на склад готовой продукции.
Оборудование для производства изделий из пластика
Существует множество моделей станков для изготовления пластиковых изделий.
Они представляют собой комплекс узлов и модулей, отвечающих за определенный производственный этап.
Все агрегаты оснащены прочными рамами и защитными кожухами. Автоматические или полуавтоматические блоки управления регулируют рабочие параметры литья и контролируют все технологические процессы.
Выбор оборудования для производства изделий из пластика зависит от вида выпускаемой продукции, габаритов и требуемого количества изделий.
Экструдеры
Представляют собой устройства для формирования изделий из термопластичных полимеров способом выдавливания.
Методом экструзии производятся ПВХ-профили, трубы различных диаметров, полимерные пленки и другие погонажные изделия.
Экструдер для производства abs включают в себя несколько рабочих узлов:
• загрузочный бункер;
• модуль разогрева с расположенными внутри шнеками или поршнями;
• экструзионные фильеры или формирующие головки;
• поворотные, калибровочные, тянущие устройства;
Машина управляется в автоматическом или полуавтоматическом режиме.
Работы выполняются в следующем порядке:
1. Полимерное сырьё в виде измельченных гранул загружается в приемный бункер, откуда поступает в рабочий отсек.
2. Вращающиеся шнеки перемещают гранулы по греющему модулю, где полимеры плавятся до однородного гомогенизированного состояния.
3. Под высоким давлением расплав продавливается через формирующие фильеры заданной конфигурации.
На выходе готовые детали охлаждаются естественным путем или проходят через принудительные охлаждающие установки.
Экструдеры комплектуются упаковочными, ламинирующими или маркирующими устройствами.
Термопластавтоматы
Агрегаты предназначены для производства серийных изделий методом литья под давлением в специальных пресс-формах.
Принцип действия термопластавтоматов заключается в разогреве поступаемого в агрегат полимерного сырья до текущего состояния и впрыске расплава через мундштук пластификационного модуля в пресс-формы. В процессе остывания давление в пресс-форме понижается, остывшие детали выталкиваются наружу, цикл работы продолжается. Готовые изделия с точностью повторят очертания внутренних полостей форм.
Весь процесс литья может занимать от 5-10 секунд, до нескольких минут, в зависимости от вида используемого сырья, габаритов и толщины стенки изделий.
В термопластавтоматах под давлением изготавливают комплектующие для автомобилей и бытовой техники, строительные изделия, канцелярские товары, детские игрушки и пластиковые емкости.
Изделия выпускаются различной конфигурации, могут быть полыми и тонкостенными, с армированными стенками и закладными деталями.
Рис.3. Термопластавтомат от компании «ИМСТЕК».
Выдувные машины
Выдув пластмасс на начальном этапе схож с процессом изготовления деталей в литьевых машинах.
Сначала из расплавленного пластикового сырья изготавливают преформы в виде мензурки с горлышком. Термопластичные заготовки помещают в песс-формы выдувных машин.
Формы смыкаются, оставляя небольшое отверстие для подачи воздуха. Нагнетаемый внутрь трубки воздух раздувает эластичную заготовку. Изделие приобретает точные очертания пресс-формы.
Охлаждающие каналы, проходящие внутри пресс-форм, способствуют быстрому остыванию готового изделия.
Экструзионно выдувные станки
Агрегаты, объединяющие процесс экструзии с выдувом предназначены для изготовления канистр, бидонов, цистерн для различных жидкостей и прочих емкостей. Объем изделий может быть от 5 миллилитров, до 1500 литров.
Сначала методом экструзии из пластикового сырья создаются заготовки — преформы, а затем, посредством выдува, из заготовок создается готовая продукция.
Процесс создания товаров в экструзионно-выдувных машинах состоит из ряда последовательных операций:
• термическое размягчение гранулированного полипропилена или полиэтилена в модуле разогрева;
• формирование заготовок при помощи формообразующих фильер;
• перемещение заготовок в пресс-форму, в которой посредством сжатого воздуха производится выдув деталей;
• остывание готовых деталей в пресс-форме.
В полуавтоматических машинах извлечение полученных деталей производится вручную, в автоматических — с помощью специальных манипуляторов.
Термоформовочные станки
Сырьем для изготовления изделий на термоформовочных станках являются полимерные пленки разной толщины.
Основным рабочим инструментом таких машин является станция формования, состоящая из двух плит: матрицы и пуансона, движущихся навстречу друг другу в вертикальном направлении.
На одной плите установлен формирующий элемент, на другой — вспомогательный пуансон. Обе плиты оснащены штуцерами, подводящими сжатый воздух или вакуум, и нагревателями.
Пленка фиксируется между разогретыми до необходимой температуры формирующим элементом и контринструментом. С помощью матрицы с режущими кромками изделие высекается из пленочной заготовки. После остывания матрица и пуансон раскрываются, готовые изделия удаляется наружу с помощью выталкивателя.
Рис.4. Термоформовочная машина.
На станках производятся различные контейнеры и одноразовая посуда из пластика методом механического прессования.
Дополнительные спецоборудования
Для облегчения производственных процессов и сокращения ручного труда предлагается различное вспомогательное оборудование:
• дробилки и сушилки для подготовки полимерного сырья;
• загрузчики, ленточные конвейеры и транспортеры для подачи материалов к месту производства или упаковки;
• дозаторы и миксеры для перемешивания и дозирования полимерных смесей;
• автоматические манипуляторы для удаления готовых изделий из пресс-форм.
Рис.5. Дробилка для пластика
Вспомогательное оборудование сокращает затраты ручного труда и облегчает производственные процессы.
Литьё пластмассы в домашних условиях
Производство продукции из пластика требует точности выполнения технологических операций, определенных условий и специальных станков и механизмов, поэтому литье пластмасс в домашних условиях не пользуется большой популярностью.
Если все же вы решились заняться литейным делом в домашней мастерской, в первую очередь вам понадобиться модель будущего изделия.
Ее можно изготовить из пластилина, дерева или гипса.
Готовую модель необходимо обмазать литолом или другой смазкой.
Рис.6. Создание силиконовой формы
Форму лучше всего создать из заливочного силикона. Такая форма отличается хорошей гибкостью. Готовые заготовки без труда извлекаются из нее.
При этом стоит учитывать, что чем меньше вязкость силикона, тем точнее получится форма.
Помещаем заготовку в подходящую по размеру форму из листовой стали или пластмассовую опалубку — опоку, закрепляем и полностью заливаем силиконом.
Силиконовую форму после высыхания обрабатываем смазкой и через специальные отверстия заполняем растопленной пластмассой или литьевым полиуретаном, смешанным с затвердителем.
Рис.7. Изготовление пластмассовых деталей в силиконовых формах.
После остывания вынимаем изделие из формы, обрезаем облой и излишки, выступившие из литников.
Мини станки для литья пластмасс
Компактные устройства предназначены для изготовления ограниченного количества деталей из пластика и резины на небольших предприятиях, СТО, в лабораториях, мини-цехах или домашних мастерских.
Рис.8. Мини станок для изготовления пластмассовых изделий.
Миниатюрные станки не нуждаются в больших производственных площадях. Они легко размещаются на обычных столах или верстаках.
Мини-станки оснащаются такими же узлами, как и крупногабаритные аналоги:
• модулями загрузки и разогрева;
• различными фильерами и пресс-формами;
• электроприводами и автоматическими модулями смыкания.
Простота конструкции позволяет изготовить мини-станок своими руками.
На компактные машины могут дополнительно устанавливаться дробилки и сушилки полимерного сырья и охладители готовых изделий.
Оборудование для производства пластиковых окон и других изделий из термопластичных полимеров можно купить в компании «Имстек». Являясь дистрибьюторами крупнейших производителей машин из Тайваня и Китая, поставляем станки и комплектующие по ценам изготовителей.
Осуществляем настройку и запуск машин и технологических линий. Обучаем производственный персонал. Обеспечиваем техническое сопровождение на весь период эксплуатации оборудования.
Станки для производства окон ПВХ
СодержаниеПластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.
Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Читайте также: станок для производства вагонки своими руками.
Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.
Цех по производству ПВХ окон
- Свариваются две части окна — рама и створка, подготовленные на предыдущих этапах. Режим сварки и технологические особенности операции указываются поставщиком металлического профиля, согласно им настраивается используемое оборудование. Важными параметрами являются время прогрева, выдержки и сила сжатия деталей при стыковке.
- По завершению соединения на линии сварного шва остается наплыв, который уделяется на зачистном оборудовании. Такие станки оснащены фрезами под разные типоразмеры оконного профиля.
- Выполняется нарезка штапиков — пазов, на которые в раме фиксируется стеклопакет.
- Установка стеклопакетов и фурнитуры — это последний этап, по завершению которого проверяется работоспособность и качество сборки готового изделия.


Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
Производственный процесс (видео)
к меню ↑
Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.
Emmegi Norma
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.
Aluma SE-1
Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.
Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.
Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
Читайте также: «Разновидности и технология сварки швов — потолочных, горизонтальных, вертикальных».
к меню ↑
Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.
Сборочный стол и стеллажи для профилей
Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
▷ Станок для производства окон и дверей б / у на продажу
Индекс
- Что такое оконное производство?
- Различные методы производства окон
- Производство окон
- Использование робототехники в производственном процессе
Производство окон и оборудование играют важную роль в проектировании и функциональности зданий.Планировка новых зданий должна быть грамотно разработана с учетом процесса установки окон и часто оказывает огромное влияние на эстетический успех строительных проектов. Процесс требует технической и эстетической точности в отношении выбора материалов, размеров, размеров и отделки. Идеальное окно не только дополняет стиль и характер здания, но и может удовлетворить определенные требования, необходимые для определенных типов помещений.
- При производстве окон требуется широкий спектр коротких действий
- Используется много материалов
- Большинство процессов можно компьютеризировать для повышения эффективности
При производстве окон широко используются как традиционные, так и современные технологии , причем наиболее популярным вариантом является однослойное или двухслойное стекло. Необходимо учитывать такие факторы, как долговечность, термостойкость и светопропускание.Одним из основных преимуществ современного производства является возможность создания окон, которые предотвращают потерю тепла за счет различных видов обработки, включая газы для наполнения стекла, такие как криптон и аргон, или использование расширения. Кроме того, производственный процесс требует нанесения на материалы различных покрытий из термозащитных материалов.
В зависимости от используемых материалов, конструкции и дизайна окна производственный процесс может быть завершен различными способами, но также может быть легко разделен на несколько основных этапов.Во-первых, должна быть подготовлена финальная рама для окна. Различные компоненты потребуют широкого диапазона различных обработок, в зависимости от материалов и функциональности, включая фрезерование, склеивание, сборку, резку, обрезку и сварку. Эти отдельные процессы обычно выполняются на автоматизированных производственных предприятиях. Часто используемые материалы варьируются от ПВХ, армированной стали и композитных материалов. После завершения рамы стекло используется для заполнения рамы и должно быть точно подогнано, чтобы его можно было правильно запечатать.
Производство окон в основном осуществляется с использованием компьютеризированного и автоматизированного оборудования, которое сводит к минимуму повторяющийся и трудоемкий процесс и позволяет производителю оптимизировать производство. Используются промышленные роботы, которые помогают значительно снизить потребность в опытных инженерах, что ведет к снижению производственных затрат, в то время как некоторые процессы, такие как обработка материалов, не требуют высококвалифицированных операторов.
Термоформование прозрачного поликарбонатного окна для вертолета — авиационная промышленность
Термоформование прозрачного поликарбонатного окна для вертолета для авиационной промышленности
Наше глубокое понимание пластмасс и современных технологий термоформования в сочетании с нашим новейшим технологическим оборудованием позволило выиграть Penz Products контракта для изготовления модифицированных окон для изображенного здесь вертолета.Построенный в 1950-х годах, этот исторический самолет, первый вертолет с турбинным двигателем в армии США, был отреставрирован производителем для демонстрации в Музее авиации Новой Англии.
У этого проекта было много сложных аспектов. Согласно спецификациям окна пилота и второго пилота размером 60 x 64 x 33 дюйма должны быть из оптически прозрачного поликарбоната с равномерной толщиной 0,150 дюйма с точностью до ± 0,015 дюйма. Сложная геометрия, требования к ясности и строгий бюджетный контроль потребовали с нашей стороны тщательного планирования.Мы тщательно продумали материал и конструкцию оснастки и строго контролировали процессы термоформования и обрезки, чтобы обеспечить соблюдение допусков. Подготовка компонентов к безопасной отправке в музей в Коннектикуте потребовала особой тщательности и подготовки.
Когда дело доходит до проектов такой сложности, ничто не может заменить знания и опыт. У нас есть талант производить уникальные детали с осторожностью и точностью, в разумные сроки и по разумной цене.Чтобы узнать больше об этом проекте или о том, как наши услуги точного термоформования могут помочь вашему применению, свяжитесь с нами сегодня.
Запрос цен или информацииТермоформование прозрачного поликарбонатного окна Основные особенности проекта окна вертолета
- Описание продукта
- Окно пилота и второго пилота для вертолета Sikorsky S-59 в Музее авиации Новой Англии.
- Применяемые возможности / процессы
- Первичный:
Термоформование
Обработка с ЧПУ
Вторичный:
Подготовка партии к месту назначения требовала особой тщательности и подготовки.
- Оборудование, используемое для производства детали
- Большой ротационный термоформовщик
- Габаритные размеры детали
- 60.0 дюймов в ширину x 64,0 дюйма в длину x 33,0 дюйма в высоту
- Максимальные допуски
- Требовался абсолютный равномерный контроль толщины на всей части +/- 0,015 дюйма
- Используемый материал
- Прозрачный поликарбонат
Толщина: 0,150 дюйма
- Материал Отделка
- Окно прозрачное покрытие
- В процессе испытания / проверки выполнены
- Калибровочный контроль и контроль дифферента в дополнение к тщательной подготовке продукции к отгрузке
- Промышленность для использования
- Музейная промышленность воздуха
Авиация
- Объем
- Модернизация двух вертолетов Sikorsky
- Срок поставки / выполнения работ
- Восемь (8) недель на инструмент и еще две (2) недели на продукт
- Место доставки
- Коннектикут
- Соответствие стандартам
- Спецификации клиентов, 2D-чертеж САПР
- Название продукта
- Окно вертолета
Готовые к установке изделия из пластика с высокими эксплуатационными характеристиками | TSP Inc.
В: Что отличает TSP как поставщика пластмасс для просмотра приложений?
A: Мы предлагаем единый поставщик пластиковых окон, фильтров и линз, готовых к установке
Готовые к установке окна / фильтры / линзы
TSP может предоставить вам полностью функциональное, прочное пластиковое окно, готовое к установке. Предлагая вам готовую деталь, TSP экономит ваши деньги и время на , оптимизируя процесс закупок , избегая необходимости управлять несколькими вторичными поставщиками. Доступны из акрила или поликарбоната различных форм, размеров и цветов. Мы можем изготовить для вас окно дисплея, контрастный фильтр или линзу для сбора штрих-кода / данных, адаптированную к вашим особым потребностям в эксплуатации. Защищенные одним или несколькими из наших покрытий DURAVUE ® , эти окна будут хорошо читаемы в самых сложных условиях освещения и внешних условиях, а останутся долговечными в течение продолжительных периодов эксплуатации без повреждений или вандализма.
Комплексные услуги по изготовлению и отделке
TSP предоставляет полный спектр услуг по изготовлению и отделке, охватывающий широкий диапазон размеров и толщины, для производства готовых плоских пластиковых деталей, готовых к установке. Наши возможности включают: CNC-обработка и фрезерование, прецизионная резка пилой, высокоскоростная лазерная резка , обработка кромок и полировка, трафаретная или тампонная печать , клейкая подкладка / прокладки (и монтаж) и сборка деталей .Все наше производственное оборудование способно выдерживать работ с жестким допуском на , а наши операторы имеют опыт детальной отделки и проверки деталей.
Опыт и знания в отрасли
Наши квалифицированные специалисты имеют -летний опыт работы. поставляет запчасти для вашей конкретной отрасли. , неизменно отвечает строгим требованиям ведущих компаний в аэрокосмической, электронной, транспортной и военной отраслях. . Обладая обширными знаниями и опытом в области пластмасс, покрытий и изготовления, , , доступ к материалам и методам высочайшего качества и работающий на современных технических средствах, TSP имеет все инструменты для исследования и выбора материала, покрытия и метод изготовления, необходимый для предоставления вам наилучшего возможного решения по запасным частям.
Быстрый ремонт прототипов
Наши клиенты говорят нам, что они ценят нашу помощь в решении их проблем проектирования и соблюдении их жестких графиков разработки. TSP действует как неотъемлемый член вашей группы разработки продукта , работая больше как внутренний отдел исследований и разработок, чем как внешний поставщик. Наши знающие и отзывчивые сотрудники стремятся обеспечить быструю обработку прототипов и опытных образцов для тестирования. Ничто не может сравниться с тестированием в процессе эксплуатации, и TSP может доставить вас туда… БЫСТРО!
Ценный ПВХ из пластиковых окон
Оконный профиль со вставленными резиновыми уплотнениями и коэкструдированными уплотнительными кромками из пластифицированного ПВХ.Срок использования достигает не менее 40 лет, что означает меньшее использование ресурсов и меньшую нагрузку на выбросы CO2. Теоретически цикл использования и восстановления окон может быть повторен семь раз без отрицательного воздействия на сырье или качество обработки.
Здесь перерабатываются не только излишки производственного материала и обрезки профилей, образующиеся при производстве окон, но и старые окна, изношенные двери, ламели для рольставен и т. Д.
По данным Rewindo.de Association, совместно созданная производителями окон из ПВХ с целью поощрения переработки окон из ПВХ, уровень вторичной переработки старых окон составляет 89 процентов, что соответствует 101 000 тонн регенерированного гранулята из ПВХ. Из них 73 645 тонн приходится на отходы производства и 27 328 тонн на переработку старых окон.
Конструкция окон ПВХ
Оконные профили ПВХ производятся из особо качественного ПВХ. Долговечный высококачественный пластик с оптимальными эксплуатационными характеристиками получается благодаря использованию таких добавок, как УФ-стабилизаторы, пигменты, наполнители и т. Д.Преимуществом таких ПВХ-компаундов является их универсальная возможность вторичной переработки. Это означает, что обрезки профиля и, конечно же, старые окна могут быть переработаны любое количество раз и, в идеале, снова найдут применение в новых окнах.
Стальные профили, встроенные в профили из ПВХ, стабилизируют целые окна. Эта «механическая» система действует как решение, позволяющее надежно открывать, закрывать, наклонять и поворачивать окна. Уплотнительные кромки, уложенные в профиль или совместно выдавленные на профиль, служат для уплотнения крыльев и рам, а также стекол (Фото 1).
Помимо резины и пластифицированного ПВХ, для уплотнения современных окон используются и другие пластмассы. Особенно в случае раздвижных окон из полипропилена используются так называемые уплотнительные щетки. Также все чаще встречаются маленькие колеса и детали из нейлона. Силиконовые герметики для уплотнения швов дополнительно можно найти в старых окнах и различных других пластмассах, которые используются для сборки и регулировки окон при их установке в зданиях.
Оконные профили с сердцевиной из переработанного материала
Новые высокотехнологичные профили возникают из переработанных пластиковых окон, поскольку чистый переработанный ПВХ также используется для сердцевины профилей, а внешний покровный слой состоит из первичного ПВХ.Это экономит ресурсы и сохраняет окружающую среду.
Оконные профили с сердцевиной из вторичного сырья являются практическим доказательством использования экономики замкнутого цикла. Они лишь частично отличаются от профилей из первичного материала по цвету, но на 100% имеют одинаковое качество, т.е. такие ПВХ-профили легко соответствуют высоким стандартам качества, предъявляемым к пластиковым окнам, в том числе по тепло- и звукоизоляции.
Влияние посторонних материалов
Чтобы иметь возможность повторно обрабатывать ПВХ из оконных профилей, обрезков профилей или старых окон, необходимо полностью удалить все материалы, не состоящие из ПВХ, перед обработкой.
Влияние посторонних материалов, таких как дерево, металл, стекло и т. Д., На гранулят ПВХ очевидно. Это приводит к повреждению экструдеров, инструментов и конечного продукта. Хотя эти материалы в большинстве случаев можно легко разделить с помощью известных технологий разделения (магнитная сепарация, разделение на вибростоле и т. Д.), Разделение уплотнений из пластифицированного ПВХ и особенно резиновых уплотнений не так просто.
Пластифицированный ПВХ легко смешивается с жестким ПВХ.Однако тогда возникает проблема, заключающаяся в том, что цвет гранулята значительно изменяется после экструзии. Конечный продукт становится все более серым и, следовательно, более непривлекательным, особенно при использовании удерживающих лент для остекления, т.е. с большой долей цветных (черных) профилей.
Еще более проблематично, если резиновые уплотнительные материалы присутствуют в переточке. Материал резинового уплотнения не плавится в экструдерах и не сцепляется с ПВХ. Когда профиль экструдируется из такого гранулята, который содержит загрязнения резиной, на поверхности появляются «пупырышки», а каналы профиля закрываются в экструзионном инструменте и т. Д.
В частности, в новых конструкциях окон, в которых для повышения устойчивости используются многокамерные профили, и особенно из-за более высокой теплоизоляции, используемые здесь перемычки камер имеют толщину всего несколько десятых миллиметра, так что уже один небольшой кусок резины который «застревает» в инструменте для такого профиля, может привести к образованию нескольких метров профиля отходов, прежде чем такое повреждение будет обнаружено.
Каучук можно до некоторой степени отделить фильтрацией расплава в экструдере, но только если уровень каучука не слишком высок.Это также относится, конечно, к другим загрязнителям, таким как дерево и металл, или другим пластмассам с более высокими температурами плавления, чем у ПВХ.
Решения для отделения посторонних материалов
Ручная сортировка
Ручная сортировка особенно востребована для «вытягивания» резиновых уплотнений из профилей и обрезков профилей. Это очень трудоемкое мероприятие, прежде всего потому, что резиновые уплотнители в современных оконных профилях плотно вставляются в выемки профиля, практически без люфта.Несмотря на использование плоскогубцев или других инструментов, один сортировщик не может отсортировать более 60-100 кг пломб в час из таких профилей.
Коэкструдированные уплотнения — это уплотнения, которые невозможно отделить чисто механическими средствами. Очевидно, что есть компании, которые просто отпиливают эти уплотнительные кромки из пластифицированного ПВХ и получают жесткий ПВХ без загрязнения пластифицированным ПВХ, но затраты на это не оправданы при выплате ставок заработной платы в «Центральной Европе».
Затраты на сортировку, возникающие только для отделения резины при таком способе переработки окон, составляют до 200.00 евро за тонну — очень высокая стоимость вторичной переработки. По этой причине стремятся достичь экономии за счет полностью автоматизированных рабочих процессов отделения посторонних материалов.
Автоматические процессы сортировки
Разделение металлов
Черные металлы можно легко отделить с помощью магнитов на конвейерных лентах или магнитных верхних роликах. Даже самая мелкая железная пыль размером до 25 мкм не проблема для магнитов с высокими рабочими характеристиками.
Конечно цветные металлы в виде алюминиевых деталей и оконной фурнитуры и др.могут быть эффективно отделены с помощью вихретоковых сепараторов. Однако отделение мелких частиц алюминия или нержавеющей стали от измельченного материала проблематично. Электростатические сепараторы коронного разряда KWS от Hamos GmbH предлагают здесь решение. Практически вся металлическая фракция отделяется на этом оборудовании сухим способом. Легко отделяются даже металлические частицы размером <500 мкм. Здесь работает высокопроизводительное оборудование с несколькими ступенями, с производительностью от 500 до 2500 кг / ч, низким энергопотреблением и практически полностью в автоматическом режиме без участия обслуживающего персонала (Фото 2).
Кроме того, другие токопроводящие загрязнения, например, древесина при обработке старых окон одинаково хорошо отделяется от потока ПВХ с помощью коронирующего сепаратора Hamos KWS.
Решения для отделения нашей резины
При отделении резины от жесткого ПВХ задача состоит в том, чтобы отделить нежелательный посторонний материал (резину) от хорошего материала. Здесь необходимо учитывать, что оба материала должны иметь одинаковый удельный вес, а в некоторых случаях даже один и тот же цвет, учитывая, что белые резиновые прокладки или цветные прокладки в настоящее время все чаще используются в цветных профилях.Процессы механического разделения здесь в значительной степени не учитываются, поскольку они не могут гарантировать требуемую чистоту и необходимую производительность, даже когда оборудование работает с высокой производительностью.
Решением является разделение оборудования Hamos EKS с помощью электростатической технологии. Для отделения «резины» и «пластифицированного ПВХ» от жесткого ПВХ используется различное поведение электростатического заряда двух непроводящих материалов. Эти два непроводящих материала — резина и ПВХ — интенсивно контактируют друг с другом в специальном зарядном оборудовании.Благодаря передаче заряда между материалами ПВХ приобретает отрицательный заряд, а резина — положительный. Два типа материалов в этой заряженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, интегрированного в оборудование EKS. Для этого на электродную систему подается высокое напряжение.
Специальное расположение электродов обеспечивает отделение других пластмасс, дерева и других загрязняющих веществ вместе с резиной и пластифицированным ПВХ.
На практике возможно, например, полностью отделить загрязнения из смеси, состоящей из 90% жесткого ПВХ и 10% резины / пластифицированного ПВХ. Таким образом, всего за один проход достигается чистота ПВХ более 99,5%. Пропускная способность мин. При использовании стандартного оборудования Hamos EKS здесь возможна производительность 1000 кг / ч. Две или более единицы оборудования устанавливаются параллельно для более высокой производительности.
Оптическая сортировка
Качество рециклата можно еще больше повысить с помощью оборудования для оптической сортировки Hamos SEA.Затем оптоэлектронное оборудование для сортировки по цвету программируется таким образом, что «белая» измельченная продукция выпадает из линии, а «цветные» материалы (к которым также относятся частицы резины) выдуваются коротким импульсным потоком воздуха. Помимо цветного резинового уплотнителя, также отделяется цветной жесткий ПВХ. Благодаря тому, что материалы одновременно контролируются оптически с двух сторон, детали из ПВХ, которые с одной стороны декорированы декоративной пленкой, также могут быть легко отделены.
После оптической сортировки, с одной стороны, высококонцентрированные потоки отходов приводят к максимальному выходу ПВХ, так как потери ПВХ минимальны.
Чистота белого материала почти соответствует чистоте первичного материала, поэтому этот продукт можно легко использовать при производстве новых окон.
Эффективность
Жесткий ПВХ является ценным сырьем из-за высокого содержания в нем добавок и пигментов. По этой причине, а также, естественно, из-за отличной способности к повторному использованию, измельчение окон из ПВХ очень востребовано как вторичный материал.№
Если этот измельченный ПВХ повторно будет использован в производстве оконных профилей, он, однако, не должен содержать резины и других загрязнений, поскольку в противном случае повторное использование просто невозможно.
Благодаря высокой производительности электростатического и оптоэлектронного сортировочного оборудования, получается почти 100% чистый измельченный ПВХ с минимальными затратами на разделение. Процессы разделения требуют мало энергии, работают практически полностью автоматически и поэтому особенно эффективны.
Пример клиента
Чтобы еще больше расширить свою деятельность по переработке и внести важный вклад в охрану окружающей среды, компания REHAU, специализирующаяся на полимерах, расширила свой польский завод в Среме, установив современную линию переработки с производительностью около 10 000 тонн в год. . Ключевой особенностью является сортировочная линия Hamos, которая разделяет сырье на отдельные фракции и обеспечивает высочайшее качество для дальнейшей обработки.
«Мы очень довольны стандартом, достигнутым компанией hamos GmbH».
Йорг Ипфлинг, руководитель проекта «Оконные решения по переработке отходов» в Rehau, говорит: «Мы очень довольны стандартом, достигнутым компанией hamos GmbH.Раньше было невозможно полностью автоматически сортировать ПВХ из обрезков профилей и излишков производственного материала в соответствии с этим высоким стандартом качества и чистоты. Эта разработка помогла нам полностью замкнуть материальный цикл. Так родился новый стандарт мирового уровня ».
Г-н Бодо Штройбель, директор завода Dekura Bad Schmiedeberg, говорит: «После 17 лет работы наш опыт работы с предприятием по переработке окон Hamos WRS очень положительный. Завод помог нам достичь наших целей, гарантируя высочайшее качество, требуемое для ПВХ, и тем самым увеличивая общую производительность нашего процесса.
Введение системы Hamos стало незаменимым и «замыкает наш цикл переработки».
Коммерческое оборудование для обработки окон | Джозеф машина
Оборудование для линейной обработки и программное обеспечение для надежного производства окон
Производители окон для жилых помещений делают ставку на качественные окна, поставленные вовремя и без перебоев.
Неужели качество окон затрудняет выполнение заказов клиентов? Скорость сдерживает вашу производственную линию? Вы беспокоитесь, что добавление оборудования к вашей линии означает добавление дополнительных рабочих рук?
Поддерживайте производство на ваших линиях по графику и в соответствии со спецификациями с помощью высокоточного и быстрого производственного оборудования, которое является безопасным, простым в эксплуатации и простым в обслуживании.
Больше пропускной способности, меньше операторов
Мы проектируем, производим и устанавливаем линейное технологическое оборудование и программное обеспечение для оконной промышленности с 1986 года.
Мы работаем с клиентами от проектирования до исполнения, чтобы машины соответствовали потребностям ваших продуктов и оборудования.
Какие производственные цели вам нужно достичь? Мы помогаем достичь самых сложных целей компаний, занимающихся проектированием жилых домов:
- Сокращение времени цикла , снижение производственных затрат, сокращение трудовых ресурсов и уменьшение занимаемой площади машины за счет автоматического производственного оборудования
- Повысьте качество и исключите отходы с помощью точного управления экструзией
- Устранение ненужных отходов материала (и связанных с ними затрат) с помощью пилы Zero Scrap Saw и программного обеспечения для линейной обработки
- Сокращение времени простоя с системами, разработанными для простого обслуживания, которые включают комплексные планы обслуживания и всегда доступную поддержку клиентов
Давайте соберем ваши руководящие команды вместе.Мы можем научиться конструировать машины и программное обеспечение, чтобы быстрее производить более качественные детали с большей прибылью.
Ваши характеристики — наша команда
После утверждения и разработки нашей концепции вы получите 3D-рендеринг вашей машины.
Мы расскажем вам о его функциях и спросим заинтересованных лиц:
- Поможет ли система вам в достижении ваших целей?
- Выполняет ли резку и изготовление с желаемым качеством, допусками и производительностью?
- Что могло бы улучшить?
После того, как все будет спроектировано в соответствии с вашими потребностями, мы тщательно протестируем машину.Затем ваша команда запускает оборудование на нашей испытательной площадке, чтобы оно было именно тем, что вам нужно, прежде чем мы его отправим.
Когда оборудование прибывает на ваш объект, наши сервисные инженеры приезжают на место, чтобы обучить ваших операторов и обслуживающую бригаду.
Ваша команда возьмется за это оттуда, но не стесняйтесь звонить нам для поддержки в течение всего дня, в любой день, если возникнут какие-либо проблемы.
Наше программное обеспечение для профилактического обслуживания может предупредить ваших технических специалистов о серьезных механических проблемах и простых проблемах технического обслуживания, таких как затупление пильных полотен, а также позволит вам легко отслеживать производительность и отходы материала.
Если вы хотите увидеть, как прошел этот процесс для крупного североамериканского производителя окон, ознакомьтесь с этим примером.
Избегайте простоев благодаря быстрому доступу к запасным частям
У нас имеется широкий ассортимент запасных частей, чтобы поддерживать ваши линии в рабочем состоянии. Никогда не пропустите заказ у продавца окон, потому что у вас есть машина для сушки.
Наряду со спецификацией материалов наши машины поставляются с полным списком критически важных деталей, инструментов и расходных материалов, которые вам понадобятся на месте, чтобы технологическая линия никогда не простаивала.
Все, что есть в нашем отделе запчастей, может быть доставлено в течение 24 часов. Если его нет на складе, мы свяжемся с продавцом и доставим его вам в кратчайшие сроки.
В случае необходимости звоните нам по телефону 717-432-3442.
Есть идеи? Поговорим о них
Насколько ваши производственные линии можно улучшить?
Может ли более высокая производительность, сокращение трудозатрат и 95% выход материала помочь в достижении ваших производственных целей?
Модернизируйте до надежного оборудования, которое обеспечивает стабильное качество, меньшее количество брака и стабильную производительность даже при колебаниях численности персонала.
Вместе мы создадим идеальное оборудование для линейной обработки и программное обеспечение для вашего производства.
Пластиковые материалы для тяжелого оборудования
Его не зря называют тяжелым оборудованием. Независимо от того, идет ли речь о строительстве, сносе, транспортировке, бурении, транспортировке или очистке, ваша техника и транспортные средства выдерживают огромные нагрузки и (в прямом или переносном смысле) перемещают землю, улучшая нашу жилую и рабочую среду.
Несмотря на свой небольшой вес, на пластмассовые изделия с высокими эксплуатационными характеристиками ложится большая часть этой нагрузки.От кранов, которые возводят небоскребы, до оборудования, которое собирает продукты питания и ресурсы, такие материалы, как UHMW, ABS, HDPE, нейлон и поликарбонат, имеют исключительную ценность, когда используются для дополнения или замены металлов, дерева и стекла.
Curbell Plastics поставляет широкий ассортимент прочных, жестких и долговечных пластиковых материалов для использования в сельском хозяйстве, строительстве, строительстве и обслуживании дорог, удалении снега и льда, буксировке, бурении и многом другом.
Наши эксперты по пластиковым материалам и деталям ежедневно работают с производителями оборудования, инженерами-проектировщиками и специалистами по стоимости, специалистами по техническому обслуживанию и ремонту, а также менеджерами по закупкам и цепочкам поставок.Мы помогаем с:
Экономьте время, снижайте затраты и защищайте свои активы
Благодаря своей прочности, легкому весу и устойчивости к ударам, износу, нагреву, химическим веществам, влаге и коррозии, пластмассы улучшают характеристики, эффективность и долговечность всех типов тяжелого оборудования. Пластиковые баллончики:
- Сократить время простоя и продлить срок службы оборудования
- Снижение расхода топлива
- Повышение безопасности и снижение шума
- Устранение или уменьшение потребности в смазке деталей
- Оптимизация производительности оборудования в любых суровых погодных и экстремальных условиях
- Постоянное наказание и износ для защиты более дорогих металлических деталей тяжелого оборудования
В промышленности тяжелого оборудования пластмассовые материалы используются для этих и других целей:
- Подшипники и втулки
- Бамперы
- Внутренние части кабины, двери и консоли
- Вкладыши желоба
- Крановые подкладки, опоры для опор и опоры для выносных опор
- Шестерни
- Подушки амортизатора
- Крышки для КИП
- Шкивы
- Роликовые компоненты
- Шкивы и шкивы
- Подушечки скольжения
- Отвалы снегоочистителя
- Детали телескопической стрелы
- Футеровка кузова грузовиков и прицепов
- Износостойкие накладки и накладки
- Окна и защитное остекление
Какие запчасти для тяжелой техники вам нужны? Мы можем разрезать пластик по размеру и поставлять готовые пластиковые детали или компоненты, изготовленные с использованием различных материалов и производственных процессов.
Проверенные пластмассовые материалы для тяжелого оборудования
Услуги по изготовлению и обработке
Воспользуйтесь нашими услугами по изготовлению и механической обработке пластмассы, чтобы сэкономить время и деньги на пластмассовых деталях. Используя собственные возможности и сотрудничая со специалистами по производству, мы предоставляем клиентам надежные производственные решения, обрабатываемые детали и материалы для резки по размеру для любого применения.
Оцените ваш проект
Какие пластмассы подходят для вашего тяжелого оборудования? Свяжитесь с нами сегодня.
Благодаря доступу к новейшим материалам от высококачественных производителей и опыту, необходимому для оказания помощи в выборе и устранении неисправностей, Curbell Plastics может помочь вам со всеми проблемами, связанными с применением тяжелой техники. Наша лучшая в отрасли техническая поддержка и обслуживание помогут реализовать ваши проекты вовремя и в рамках бюджета.
Звоните 1-800-553-0335 | Спросите у эксперта по пластмассам | Изучите наши материалы
Window Machinery
С момента разработки нашей первой оконной машины в 1987 году компания Progressive Systems Inc.(PSI) бросает вызов статус-кво машин в индустрии строительных материалов. За последние 30 лет машины PSI улучшились с развитием технологий, но многие из наших первоначальных разработок все еще находятся в полевых условиях и работают очень хорошо. Каждая машина создается в соответствии с точными спецификациями наших клиентов, полностью индивидуализирована от начала до конца. Конструкции не имеют себе равных в отрасли и обеспечивают высочайшую производительность, минимальное время настройки, наилучшую отделку и допуски, а также требуют минимального обслуживания.
Оконные машиныPSI производят окна бесконечных размеров, различных дизайнов и из любых материалов. Мы поможем вам создать нестандартные стойки, внутренние и внешние створки и решетки для гриля. Станки дадут вам точный результат при резке, фрезеровании или сверлении. Сейчас потребители больше, чем когда-либо, хотят, чтобы окна были изготовлены по индивидуальному заказу в своем доме и офисе. Вам нужна машина, которая может доставить превосходный продукт самых разных форм и размеров и из всех типов материалов. Progressive Systems Inc.есть решение, которое удовлетворит все ваши потребности. Всегда с гордостью сделано в США.
Шипорезные станки — это деревообрабатывающие станки, которые используются для изготовления шипов (выступающих деревянных элементов), которые вставляются в паз. Шипы и пазы используются для изготовления фиксированных стыков дверей, шкафов, окон и других предметов в производстве строительных изделий с использованием различных материалов. Шипорез — также общий термин, используемый для деревообрабатывающего станка с односторонней или двусторонней цепной подачей. Progressive Systems — один из ведущих мировых производителей шипорезных станков.
Некоторые из наших самых популярных оконных машин перечислены ниже.