Оборудование для производства искусственного (декоративного) камня
Для производства изделий из икусственного камня, малых архитектурных форм, тротуарной плитки, декоративных заборов и других бетонных элементов получаемых методом вибролитья, необходим комплект оборудования:
- вибростол
- растворосмеситель (бетоносмеситель)
- формы
Вибростол
Для того чтобы изготовить действительно качественную продукцию Вам необходим вибростол, с определенными настройками параметров вибрации.
Описание и технические характеристики вибростолов
Смеситель
Предлагаем несколько вариантов смесителей принудительного действия. Смеситель принудительного действия идеально подходит для приготовления жестких формовочных смесей с низким содержанием воды и большим количеством различных добавок или пигментов.
Описание и технические характеристики растворосмесителей и бетоносмесителей
Вибросито
При производстве искусственного камня, а также любых строительных материалов предпочтительней использовать качественный, просеянный инертный заполнитель. Связано это с тем, что неоднородность фракции ухудшает качество смеси и в конечном итоге готового изделия. В производстве, применяя разделённый на фракции инертный заполнитель, можно сократить расход цемента и значительно увеличить качество раствора.
Связано это с тем, что неоднородность фракции ухудшает качество смеси и в конечном итоге готового изделия. В производстве, применяя разделённый на фракции инертный заполнитель, можно сократить расход цемента и значительно увеличить качество раствора.
Описание и технические характеристики вибросита ВС 8М
Формооснастка
Производство литых декоративных бетонных изделий невозможно без качественной формооснастки. Внедрение в практику производства изделий из декоративного бетона новых материалов для изготовления формооснастки позволило отливать бетонные изделия с любой геометрией и точностью передачи фактуры поверхности вплоть до факсимильных копий.
Описание и технические характеристики форм
Выбор производственной площади
Площадь так называемого жизненного пространства одной бригады рекомендуется 20 квадратных метров. Именно на этом участке располагаются вибростол, бетоносмеситель, емкости с сырьем. Компактное и вместе с этим удобное размещение необходимых для производства агрегатов позволяет заливщикам не делать лишних телодвижений, тем самым достигается четкая и слаженная работа всех участников производственного процесса.
Компактное и вместе с этим удобное размещение необходимых для производства агрегатов позволяет заливщикам не делать лишних телодвижений, тем самым достигается четкая и слаженная работа всех участников производственного процесса.
Кроме производственного участка требуется пространство для складывания поддонов с формами на время достижения распалубочной прочности. Рекомендуемое ярусное расположение модулей-поддонов позволяет существенно снизить потребности в площадях. Так, например для изготовления 20м2 камня достаточно 15 квадратных метров с учетом пространства для прохода.
Извлеченная из форм продукция укладывается на поддоны, размещение которых также требует площади от 20 квадратных метров
Высота потолка в закрытом производственном помещении — от 4 до 6 метров.
Особое внимание следует уделить следующим требованиям к производственным площадям:
- Температура внутри помещения: не менее +15 градусов по Цельсию.

- Наличие вентиляционной вытяжки: рекомендуется.
- Наличие трех фазного питания: необходимо.
- Подвод холодной воды: необходим.
- Подвод горячей воды: рекомендуется.
- Наличие навеса над открытой складской площадкой: рекомендуется.
- Наличие подъездных путей: необходимо.
- Наличие сточной ямы: рекомендуется.

Работа в две смены приводит к потребности в увеличении площадей для выдержки отливок в формах и расширении складских участков как минимум вдвое.
Химические добавки для изготовления изделий из бетона
1. Фибра представляет собой легкие синтетические волокна длиной 6, 12, 20, 40 мм. с малой плотностью (0,91 г/см3), но высокими прочностными характеристиками (170-260 МПа). Основная область применения фибры — дисперсное армирование, осуществляемое в самых разных вяжущих. Полипропиленовое волокно получило наибольшее распространение, так как имеет низкую себестоимость, не подвержено коррозии, не утяжеляет бетонные конструкции и штучные изделия, а также демонстрирует очень медленное физическое старение.
2. Суперпластификатор С-3 — разработка российских специалистов. Является аналогом зарубежных суперпластификаторов типа «Майти 100» (Япония), сикамент, мельмент (Германия), не уступая им по качеству. Суперпластификатор С-3 в количестве 0,2 — 0,7% от массы цемента позволяет получать литые самоуплотняющиеся, практически не требующие вибрации бетонные смеси, а при снижении расхода воды затворения — бетоны повышенной прочности при неизменной подвижности смеси. Можно использовать оба эти эффекта частично, т. е. получать смеси повышенной подвижности по сравнению с исходной и одновременно несколько увеличивать прочность бетона за счет снижения расхода воды. Наиболее эффективные области применения суперпластификатора С-3 — производство изделий из бетонна с высокими эксплуатационными свойствами и отличным внешним видом.
Описание химических добавок
Оборудование для производства искусственного камня Vortex Hydra
Wet cast–технология влажной отливки ( «мокрый камень») позволяет выпускать высококачествен-ную бетонную продукцию, как архитектурный камень, каменный шпон, декоративный кирпич… Vortex Hydra разработала и запатентовала полностью автоматизированную технологию производства «мокрого камня» (с разливом, формовкой и упаковкой), что позволяет производить большие объемы стабильно высокого качества, независимо от размеров изделия и смешивания цвета.
Технология влажной отливки «мокрого камня» применяется для производства высококачественной отделочной бетонной продукции, такой как архитектурный камень, каменный шпон, декоративный кирпич, кирпичик с отделочной поверхностью разных видов. По этой технологии замешивается специальная бетонная смесь, которая поступает в силиконовые или полиуретановые формы. Уплотнение бетонной смеси происходит путем вибрации, которая одновременно удаляет все мелкие пустоты, изгоняя воздушные пузырьки с открытой поверхности формы.
Фирмой Вортекс Гидра также разработан новый уникальный производственный процесс под названием Vortex Frame-Wet Cast®, состоящий из специальной жесткой пластиковой формы на резиновой основе, которая воспроизводит текстуру камня/ дерева и т.п. и может быть модифицирована в соответствии с конкретными требованиями клиентов. Пластиковая форма, расположенная на резиновой основе, позволяет осуществлять последовательность следующих автоматических операций:
• автоматический рисунок
• автоматическое наполнение, разглаживание и удаление излишков смеси
• автоматическое извлечение из формы
• автоматизированная сушка
• автоматизированная упаковка
Отделение готового продукта от формы на основе резины и пластика происходит быстрее и проще, чистка и смазка делается по мере необходимости. Система Frame-Wet Cast®, может быть легко автоматизирована и способна производить многие виды изделий различных размеров. Стандартные формы, или формы для Frame-Wet Cast® по специально разработанным, для облегчения загрузки, направляющим, помещаются на стеллажах, которые потом следуют в сушильные камеры.
ПОЛНАЯ АВТОМАТИЗАЦИЯ ДОСТУПНА ДЛЯ:
• Приготовления смеси
• Покрытия цементным молочком или акриловыми красками
• Подготовки формы, смазки, дозирования и наполнения
• Сушильных систем
• Отделения от формы и упаковки
СПИСОК СУЩЕСТВУЮЩЕГО СТАНДАРТНОГО ОБОРУДОВАНИЯ:
A) VORTEX Wet Casting Start 200
Основные данные: Максимальная производительность от 200 до 400 м² /смена, включая: автоматическое дозирование и смешивание, полуавтоматическая подача бетона, автоматическая загрузка/разгрузка, вилочный погрузчик для транспортировки в сушильные камеры и от сушильных камер.
B) VORTEX Wet Cast 400/800
Основные данные: Максимальная производительность от 400 до 800 м² /смена, включая: автоматическое дозирование и смешивание, полуавтоматическая окраска, полуавтоматическая подача бетона, автоматическая загрузка/разгрузка, автоматическая подача в сушильные камеры.
C) VORTEX Frame Wet Cast 1000
Основные данные: Максимальная производительность 1000 м² /смена, включая: автоматическое дозирование и смешивание, автоматическая окраска, автоматическая подача бетонной смеси/наполнение/очищение, автоматическая загрузка/разгрузка, автоматическая подача в сушильные камеры системы МАТРИКС, автоматическое отделение от формы, автоматическая чистка формы, автоматическая упаковка.
Оборудование для Искусственного Камня, Китай Оборудование для Искусственного Камня каталог продукции Сделано в Китае
Цена FOB для Справки:
15 000,00-50 000,00 $ / Комплект
MOQ:
1 Комплект
- Применение: Поточная Линия,Полировальные и Шлифовальные и Шлифовальные,Бурение,Резка,Гравировка и Резьба,Многофункциональный
- Искусственный камень Тип: Искусственный Кварцевый
- Автоматизация: Автоматический
- Управления: CNC
- Сертификация: CE,ISO
- Индивидуальные: Индивидуальные
-
Поставщики с проверенными бизнес-лицензиями
Поставщики, проверенные инспекционными службами
Jinan Guanjiahong CNC Machinery Co. , Ltd.
- провинция: Shandong, China
 , Ltd.
, Ltd.
Производство декоративного кирпича — Оборудование мини производства
Если заходит беседа о производствах, обычно представляют: множество станков, площади с внушительными производственными цехами, множество трудящихся, большое количество транспорта. Большинство наших фабрик по такому принципу выглядят, тем не менее они являются низкорентабельными. Рентабельность хорошего производства создается не размахом, а приобритением современного оборудования. Вместо фабрик старого вида приходят мини комбинаты.
Производство декоративного кирпича
Технология производства декоративной плитки
Наша компания специализируется на производстве декоративной плитки под старый кирпич. Технология производства плитки базируется на четырёх основных составляющих, таких как:
1. Качественные формы.
Качественные формы.
При производстве декоративной плитки используются гибкие полиуретановые формы. Гибкие полиуретановые формы является основным звеном в производстве декоративной плитки. От качества форм зависит и качество декоративной плит, а особенно превосходный рельеф каждой изготовленной плитки. Другим важным параметром качества формы является оригинальность типажа готовой продукции. Используемые формы относятся к серии «Старый кирпич».
2. Качественное сырье.
При изготовлении декоративной плитки используется высококачественные материалы, основным из которых является высокопрочный гипс Г-10. Данный вид гипса является негорючим, огнестойким материалом, а также он не содержит токсичных составляющих. Использование данного вида гипса не оказывает вредного влияния. Поэтому использование декоративной плитки из гипса способствует экологической чистоте, благоприятному для человека микроклимату в помещении. Данная плитка обладает способностью поглощать избыточную влагу в помещении и выделять влаги при ее недостатке.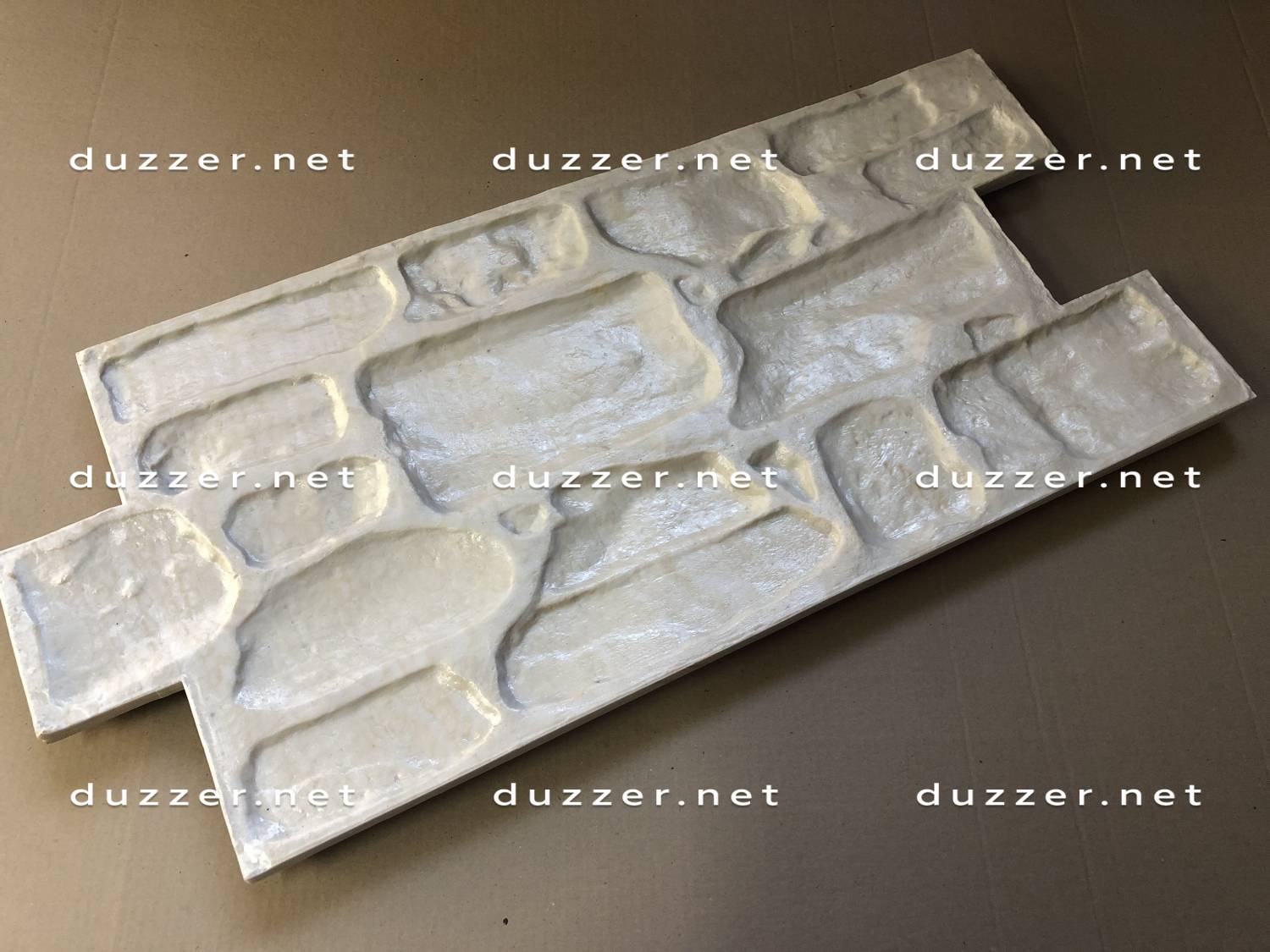
3. Современная система декорирования.
При производстве облицовочной декоративной плитки для интерьера применяется один из лучших методов декорирования. В его основу положен принцип поверхностной покраски в несколько этапов. Для покраски используется железоокисные пигменты для гипса, которые обладают высокой стойкостью к воздействию щелочной среды, отличной красящей способностью, противостоянием интенсивному свету и высоким температурам.
4. Квалифицированный персонал компании.
Одним из важнейших компонентов работы уважающей себя компании – это высококвалифицированный персонал, который имеет достаточно большой опыт работы в данной отрасли. Мы делаем все возможное, чтобы наша продукция и наши услуги оставались вне конкуренции.
Источник: http://world-decor.com/technology.html
Производство декоративного кирпича
При отделке внутренних помещений, наряду с традиционными отделочными материалами (обои, краски, керамическая плитка), дизайнеры очень часто рекомендуют использовать и менее распространенные, штучные, которые часто контрастируют с основным тоном отделки и подчеркивают какую-то деталь или создают фон. Для таких целей обычно подходят деревянные изделия различной конфигурации, пластик, пенополистирол, а также бетонные элементы, стилизованные под внешний вид кирпича.
Для таких целей обычно подходят деревянные изделия различной конфигурации, пластик, пенополистирол, а также бетонные элементы, стилизованные под внешний вид кирпича.
Декоративные кирпичи для внутренней отделки становятся все более популярными благодаря огромному разнообразию цветовых и дизайнерских решений. С их помощью создаются множество интересных и даже неожиданных эффектов, которые приводят в восторг и радуют глаз хозяевам и их гостям многие годы.
Очень часто этим видом декора отделываются камины (см. Камины из кирпича: Фото ), дверные и оконные проемы, углы комнат, а также прихожие и комнаты отдыха целиком. Способ крепления на стену, пол или потолок – приклеивание обычным цементным клеем, поэтому отделать комнату самостоятельно сможет практически каждый.
Способ производства
Производится декоративный кирпич из обычной цементно-песчаной смеси с применением красителей и различных добавок, делающих раствор пластичным с нужным цветовым эффектом. Упрощенно технологическая цепочка выглядит так:
Упрощенно технологическая цепочка выглядит так:
- Замешивание раствора. В обычный бетонный смеситель вносится нужное количество воды, туда же добавляется цемент и качественный, хорошо просеянный песок в определенной пропорции. После размешивания в раствор добавляется пластификатор, краситель (или несколько красителей) и ускоритель затвердевания смеси в строго определенном количестве.
- После тщательного размешивания смесь разливают в пластиковые формы с различным рисунком, имитирующим тот или иной вид кирпича. Формы устанавливают на специальные вибрационные столы, которые помогают хорошо утрясти смесь и избавить ее от пузырьков воздуха.
- Формы с бетонной смесью на 24-36 часов оставляют в теплоизолированных подогреваемых помещениях для застывания.
- По истечению этого срока готовые изделия извлекают из форм и отправляют покупателю.
Основные виды декоративного кирпича
Наибольшей популярностью пользуется декоративный кирпич, который имитирует обычную кладку из глиняного кирпича стандартных размеров. При этом цветовые решения в интерьере могут быть самые разнообразные – от бледно-желтого до темно-коричневого. Очень часто покупатели выбирают для себя декор с так называемым эффектом «пережжения», который часто бывает у обычного рядового кирпича после его обжига в печи и считается браком. Это когда декоративные кирпичи для внутренней отделки частично черного цвета, что придает неповторимый шарм помещению. Пользуются популярностью также кирпич с эффектом «старения» — со сколами, неровностями, сбитыми углами, неодинакового цвета и т.п.
При этом цветовые решения в интерьере могут быть самые разнообразные – от бледно-желтого до темно-коричневого. Очень часто покупатели выбирают для себя декор с так называемым эффектом «пережжения», который часто бывает у обычного рядового кирпича после его обжига в печи и считается браком. Это когда декоративные кирпичи для внутренней отделки частично черного цвета, что придает неповторимый шарм помещению. Пользуются популярностью также кирпич с эффектом «старения» — со сколами, неровностями, сбитыми углами, неодинакового цвета и т.п.
Популярен также «скандинавский камень»; стены, частично или полностью отделанные этим видом декора выглядят как сложенные из тонких пластин песчаника, причем толщина у пластин разная, а торцы специально делаются выступающими или утопленными в некоторых местах для создания объемного эффекта (см. фото ниже). Цветовые решения, как и у обычного декоративного камня, многовариантны.
Очень интересно смотрятся в интерьере стены, отделанные декоративным кирпичем, который имитирует различные виды натурального камня – гранита, туфа, известняка. Причем, есть производители, которые очень талантливо сымитировали цвет и фактуру камня, из-за чего создается потрясающий эффект нахождения в старинном замке.
Причем, есть производители, которые очень талантливо сымитировали цвет и фактуру камня, из-за чего создается потрясающий эффект нахождения в старинном замке.
Где и какой лучше купить
Оборудование для производства декоративного кирпича достаточно недорогое, в связи с чем у нас существует множество небольших и средних по размеру производителей, в изобилии поставляющих свою продукцию в магазины, супермаркеты и на строительные рынки. Поэтому выбрать и купить этот материал не составляет большой проблемы – все, что нужно, это прийти в магазин, выбрать подходящий вам декор и оплатить его.
Еще лучше будет, если вы знаете местонахождения одного или нескольких фирм-производителей этой продукции. Покупка у них напрямую не только позволит серьезно сэкономить – не менее 15-20%, — но и получить в свое распоряжение более широкий ассортимент декоративного кирпича, ведь в магазине далеко не всегда может оказаться нужный вам продукт в необходимом количестве.
Средняя цена декоративного кирпича составляет около 11-12 долларов США и зависит от нескольких факторов:
- толщина изделия – чем массивнее, тем больше его себестоимость и конечная стоимость;
- насыщенность цвета – на продукцию с яркими насыщенными цветами используется больше дорогостоящего красителя, доля которого в себестоимости составляет от 35-40%;
- расстояние от места производства до места продажи – декоративные кирпичи, как и все изделия из бетона, очень тяжелы; для их перевозки используются авто большой грузоподъемности.

При покупке необходимого вам количества учитывайте, что расход на 1 м2 (кв.м.) площади готового декоративного кирпича на 10-15% больше из-за необходимости в прирезке.
Источник: http://silastroy.com/otdelki/dekorativnye-kirpichi-dlya-vnutrennej-otdelki.html
Производство декоративного кирпича
Завершая строительство или ремонт помещения, вы приближаетесь к последнему этапу этого грандиозного действа – оформлению интерьера, где ключевое место занимают, конечно же, стены. Вариантов отделки может быть много: от обычной побелки или покраски до обшивки натуральным деревом. Однако существует очень оригинальный, доступный и эффективный способ придать вашему гнездышку уютный и вместе с тем изысканный вид – воспользоваться декоративным кирпичом для внутренней отделки.
Оглавление:
Что из себя представляет
Материал выглядит как кирпич, используемый для кладки, только более тонкий и легкий. Наиболее распространенные размеры: ширина 29,0–17,0 см, высота 5,0–6,5 см, толщина 1,0–2,5 см. Бывает лицевой и угловой. Следует уточнить, что декоративный камень и кирпич для отделки стен – это разные виды. Основным их отличием является то, что камень имеет рельефную лицевую поверхность, разнообразные формы и размеры.
Бывает лицевой и угловой. Следует уточнить, что декоративный камень и кирпич для отделки стен – это разные виды. Основным их отличием является то, что камень имеет рельефную лицевую поверхность, разнообразные формы и размеры.
Разновидности и их характеристики
В зависимости от сырья, используемого при изготовлении, различают декоративный кирпич:
- Керамический (клинкерный) производится из глины, которая формуется, сушится и обжигается. Благодаря такой технологии кирпич керамический декоративный обладает хорошей прочностью, теплопроводностью, имеет гладкую поверхность.
- Из бетонной смеси — вяжущим элементом служит цемент, а наполнителями являются песок или мелкий керамзит и перлит. Такие изделия прочны, экологичны, имеют хорошие водопоглощающие и теплоизоляционные качества.
- Гипсовый — в отличие от двух предыдущих видов, он достаточно хрупок, гигроскопичен, имеет низкую водостойкость. По этой причине кладка из гипсового декоративного кирпича делается в тех местах, где влажность не более 65% и отделка не испытывает больших механических нагрузок.

Перечисленные элементы изготавливаются с добавками красителей, а их лицевая сторона может быть покрыта защитным слоем, предохраняющим изделия от воздействия влаги и колебаний температуры.
Технические параметры разных видов:
Источник: http://j-stroyka.ru/otdelka-dekorativnym-kirpichom-interera-doma.html
Смотрите по теме
25 января 2022 годаЧасто читают…
- Производство кирпича лего отзывы, бизнес план
Если разговор заводится о производствах, чаще всего думают, что это: территория с огромными производственными цехами, большое количество технологического оборудования, тысячи единиц машин, множество трудящихся….
- Самодельные станки Способы Схема Сырье для производства керамического кирпича
В случае если разговор поднимается о заводах, в основном воображают: сотни единиц машин, территория с внушительными цехами,…
- Мини производство на дому украина своими руками
В случае если заводится речь о заводах, обычно представляют: сотни сотрудников, внушительное количество техники, большое количество устройств, территория с.
..
 ..
..Оборудование для декорирования поверхности кирпичей, блоков и плитки
Раскалыватели кирпича, блоков и плитки.
Раскалыватели кирпича и блоков (по-другому колуны кирпича и блоков) серии TITAN “SPL” и TITAN “SPA” предназначены для раскалывания кирпича, блоков или специально сформованных заготовок с целью получения фактуры идентичной поверхности колотого природного камня. Раскалывание искусственного камня применяется уже очень давно и не теряет свою популярность.
Наиболее частым является раскалывание заготовки из спаренного кирпича по фаске. Также раскалываются заготовки из спаренных блоков и пр.
Раскалыватели отличаются усилием цилиндров, высотой раскалываемого изделия, количеством ножей и степень автоматизации.
Мы производим широкую гамму раскалывателей с двумя и четырьмя ножами в автоматическом варианте и в полуавтоматическом вариантах.
Двух ножей достаточно при раскалывании по предварительно сформованной фаске, для более равномерного скола при раскалывании заготовки без фасок чаще применяются четырехсторонние раскалыватели. Раскалывание блока требует больших усилий приводящих ножи цилиндров.
Раскалывание блока требует больших усилий приводящих ножи цилиндров.
Мы производим раскалыватели с поворотными столами и регулируемыми упорами для раскалывания изделий самых различных размеров.
Полуавтоматические раскалыватели мы называем TITAN SPL, а полностью автоматические раскалыватели – TITAN SPA.
Кроме серийно выпускаемых раскалывателей (колунов) мы готовы разработать индивидуальные решения с различной степенью автоматизации.
Раскалыватели TITAN для придания более глубокой фактуры типа «скала» кирпичу, блоку и плитке.
В процессе раскалывания изделия часто имеют недостаточно рельефную фактуру, когда скол уже неразличим не небольшом расстоянии от кладки.
В этом случае необходимы раскалыватели (колуны), которые могут придать большую рельефность поверхности изделия или специальной заготовки.
Более рельефную поверхность часто называют “скала”.
Для таких случаев мы разработали целую гамму станков-дятлов и станков-пианино.
Станок-дятел имеет колющую повехность, которая как бы повторяет форму долота и за счет большого количества долбящих движений поверхность кирпича получается очень нерегулярной и напоминает грубый скол каменотеса. Станки-дятлы выпускаются в различных вариантах исполнения и с различной конструкцией долбящих элементов и их приводов.
Для того, чтобы обеспечить такой же глубокий скол могут применяться и более сложные станки-пианино. В них есть большое количество долот, приводимых поочередно. Такие станки обеспечивают большую производительность и их можно встраивать в полностью автоматические долбежные линии.
asdadsasda
Полировочные и калибровочные машины TITAN для калибровки и полировки кирпича, блоков и плитки.
Полировочные машины (полировочные станки) TITAN предназначены для придания эффекта полированного природного камня (гранит, мрамор и пр.) сформованным на гиперпрессе изделиям (кирпич, блок, плитка).
Полировочные машины или полировочные станки для кирпича имеют линейную конструкцию и в целом повторяют полировочные станки для природного камня с некоторыми особенностями. Мы используем как минимум 7 полировочных голов и одну калибровочную в наших полировочных станках для кирпича. Количество полировочных голов может быть увеличено при работе на более твердых видах сырья или при более высоких требованиях к чистоте глянца на изделии. Технология полировки кирпича достаточно нова и кирпич, полученный таким способом называют лунным мрамором, лунным кирпичом, кирпичом Brickhouse и пр. Нами разработана и запатентована собственная технология получения такого кирпича.
Мы используем как минимум 7 полировочных голов и одну калибровочную в наших полировочных станках для кирпича. Количество полировочных голов может быть увеличено при работе на более твердых видах сырья или при более высоких требованиях к чистоте глянца на изделии. Технология полировки кирпича достаточно нова и кирпич, полученный таким способом называют лунным мрамором, лунным кирпичом, кирпичом Brickhouse и пр. Нами разработана и запатентована собственная технология получения такого кирпича.
Так же, как и кирпич, блок может подвергаться полировке на полировочных станках. Из-за большего размера блока требуются большие полировочные станки с более мощными приводами. В остальном особенностей полировка блока не имеет.
Нами разработаны линейные и револьверные полировочные станки для полировки тротуарной, фасадной плитки и плитки терраццо. Револьверные полировочные станки более мобильны и дешевы, но линейные полировочные линии как првило обеспечивают лучшее качество и более высокую производительность.
В качестве расходных материалов для полировки мы применяем стандартные алмазные элементы типа Франкфурт и другие.
Галтовочные машины для искусственного состаривания кирпича, блоков и плитки.
Галтовочные машины (галтовочные барабаны) – это установки в которых происходит обработка поверхности кирпича, блоков и плитки с целью их искусственного состаривания. Самый простой галтовочный барабан имеет футеровку из резины и в качестве галтовочных тел используются сами изделия. Внутрь барабана загружаются изделия (кирпич, блоки, плитка). После загрузки начинается вращение галтовочного барабана. Соударения изделий между собой и с зубьями торчащими из стенок барабана приводят к смягчению граней и их неравномерному сколу.
Более простым вариантом обработки поверхности кирпича (галтовки) являются установки с цепями. Быстро вращающиеся цепи бьют по поверхности кирпича и тем самым сбивают грани “состаривая” поверхность.
Искусственное состаривание кирпича, блоков и плитки очень популярно. Каждый кирпич получается уникальным ввиду того, что при галтовке все сколы граней происходят непрогнозируемо.
Каждый кирпич получается уникальным ввиду того, что при галтовке все сколы граней происходят непрогнозируемо.
Станки для отмывки поверхности плитки.
Наша компания выпускает установки для отмывки поверхности плитки с помощью потока воды под высоким давлением.
Отмывка поверхности плитки с помощью установки высокого давления является процессом в результате которого поток воды вымывает мелкие частицы заполнителя с поверхности изделия. Отмывка производится на только что отформованной плитке. В результате поверхность изделия становится шероховатой и приобретает привлекательные внешний вид. Основным плюсом этой технологии является то, что значительно улучшается сцепление обуви с поверхностью такой плиткой.
Важным технологическим моментом является правильность подбора гранулометрического состава смеси.
Станки для окраски и пропитки поверхности кирпичей, блоков и плитки.
В некоторых случаях возникает необходимость в обработке поверхности кирпичей, блоков и плитки путем их пропитки химическими реагентами (пример – грунтовка) или окраски их поверхности.
Для окраски и пропитки мы разработали покрасочные линии в которых по мере продвижения изделий происходит равномерное распыление химических реагентов и краски. Возможно также кратковременное погружение изделий в ванну с реагентом или краской.
Оборудование для производства декоративного камня
Декоративный камень является сравнительно новым облицовочным материалом, который применяют в отделке не только стильных фасадов зданий, а и интерьеров для оригинальной отделки внутренних помещений, что создает эффект каменной натуральной кладки.
Отличительными особенностями в отделке декоративным камнем являются – респектабельный и шикарный вид, оригинальность, совмещенная с безупречной практичностью и естественностью природной эстетики этого отделочного материала.
В настоящее время выпуск этого отделочного материала не только требует специальное оборудования для производства декоративного камня, но и позволяет изготавливать продукцию с высокой степенью рентабельности и все это, благодаря высокому качеству продукции, которая пользуется неизменным спросом на современном рынке. Среднюю цену на один квадратный метр декоративного камня составляет предел в сорок — пятьдесят долларов.
Среднюю цену на один квадратный метр декоративного камня составляет предел в сорок — пятьдесят долларов.
Рассматривая возможность выпуска такой продукции, необходимо заранее купить все необходимое оборудование для производства декоративного камня, куда должны входить и литьевые формы для формирования этого отделочного материала.
О литьевых формах для производства декоративного камня — Zikkamitt
Благодаря появлению этого декоративного материала в РФ, многие деловые люди стремятся наладить в населенных пунктах, где проживают, производство весьма рентабельного и достаточно ликвидного отделочного камня.
Не стоит придерживаться принципа — чем выпуск продукции дешевле, тем это лучше и, упрощать технологию, а также, заменять завозимое сырье — на отечественное. Это все приводит к значительному снижению уровня качества материала.
Поэтому, в подготовке к производству отделочного искусственного камня необходимо выбирать соответствующие технологическому процессу — гибкие литьевые формы, которые представляют основной вид используемого оборудования в процессе изготовления отделочного материала.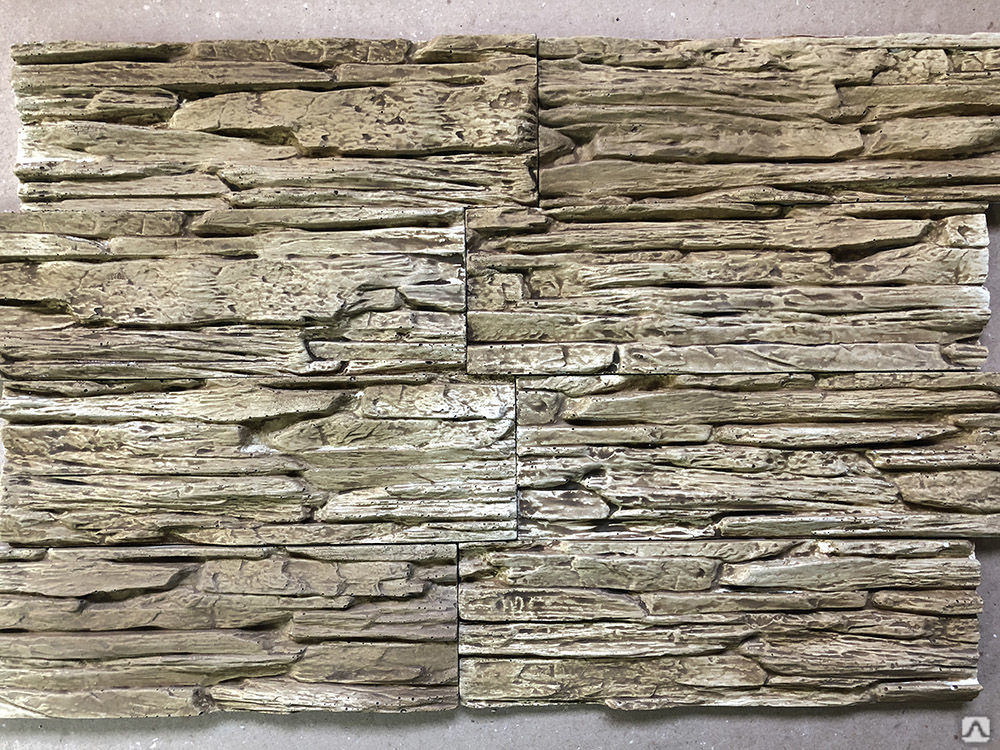 От качества литьевой формы, прежде всего, будет зависеть и уровень соответствия выпускаемого декоративного камня, а так же себестоимость и производительность производства.
От качества литьевой формы, прежде всего, будет зависеть и уровень соответствия выпускаемого декоративного камня, а так же себестоимость и производительность производства.
О качестве литьевых гибких форм свидетельствуют основные показатели, что представлены физическими и химическими свойствами материалов, который были использован при производстве используемых в выпуске продукции форм. Это эластичность, уровень прочности (на разрыв), линейная усадка, предел стойкости к воздействию щелочных средств.
При выпуске таких форм соблюдается оригинальность рельефа и креативная фактура в матрице. Точную геометрию литьевым формам придают используемые основные материалы — компаунды (полиуретановые и силиконовые), выпускаемые специализируемым химическим концерном, а также полиуретаны компаний из Канады и Америки.
Социальные закладки
Завод ДСП с ламинацией (15000 м3 в год)
1. Участок I подготовки сырья
2. Участок II сушки сырья
Участок II сушки сырья
3. Участок III клееподготовки и осмоления
4. Участок IV формирования и подпрессовки плит
5. Участок V горячего прессования плит
6. Участок VI форматирования готовой продукции
Схема производства ДСП 10 000 — 15 000 м3/год
Древесно-стружечная плита (ДСП, ДСтП) — листовой композиционный материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок на одно- и многоэтажных прессах. Типы смол могут использоваться разные, основное их назначение — выступить в роли связующего вещества. Плотность таких плит составляет 660-750 кг/м3 в зависимости от толщины. Класс эмиссии Е1 делает их крайне безвредными и позволяет использовать данную продукцию внутри помещений в непосредственной близости от людей. ДСП имеет определенные преимущества по сравнению с обычным деревом. У древесностружечных плит нет сучков, трещин и пустот. Плиты ДСП изготавливаются с учетом ГОСТа, требования к ним предъявляются очень высокие. Плиты ДСП должны быть легкими в обработке, при этом обладать высокой прочностью и быть достаточно жесткими. Еще одним достоинством этих плит в отличие от натурального дерева является однородность, она не зависит от направления слоев. Плиты ДСП хорошо поддаются механической обработке (пилению, строганию, сверлению, фрезерованию), легко склеиваются и красятся. По некоторым физико-механическим свойствам ДСП превосходят натуральную древесину. В частности, они меньше разбухают от влаги; менее горючи; при неравномерном изменении влажности не коробятся; ДСП обладают хорошими тепло- и звукоизоляционными свойствами; более биостойки.
У древесностружечных плит нет сучков, трещин и пустот. Плиты ДСП изготавливаются с учетом ГОСТа, требования к ним предъявляются очень высокие. Плиты ДСП должны быть легкими в обработке, при этом обладать высокой прочностью и быть достаточно жесткими. Еще одним достоинством этих плит в отличие от натурального дерева является однородность, она не зависит от направления слоев. Плиты ДСП хорошо поддаются механической обработке (пилению, строганию, сверлению, фрезерованию), легко склеиваются и красятся. По некоторым физико-механическим свойствам ДСП превосходят натуральную древесину. В частности, они меньше разбухают от влаги; менее горючи; при неравномерном изменении влажности не коробятся; ДСП обладают хорошими тепло- и звукоизоляционными свойствами; более биостойки.
Внешне сорт ДСП можно опознать по качеству обработки поверхности плиты. Более качественный первый сорт — это шлифованная ДСП, поверхность второго сорта не столь безупречна и имеет некоторые дефекты. Кроме того, существует еще ряд различий в сортах древесностружечной плиты: поверхность мелкоструктурная или обычная, по виду марки П-А, П-Б (зависит от механических показателей), по водостойкости (обычная или повышенная), по содержанию формальдегидной смолы (Е1, Е2). Плиты ДСП, в основном, зависят от плотности, формы и размера древесных частиц, а также от количества и качества связующего материала. Различают плиты одно-, трех- и пятислойные. Не рекомендуется применять в помещениях с повышенной влажностью, в таких помещениях следует применять только гидрофобизованные или защищенные покрытиями плиты.
Плиты ДСП, в основном, зависят от плотности, формы и размера древесных частиц, а также от количества и качества связующего материала. Различают плиты одно-, трех- и пятислойные. Не рекомендуется применять в помещениях с повышенной влажностью, в таких помещениях следует применять только гидрофобизованные или защищенные покрытиями плиты.
Ламинированное ДСП, это обыкновенное шлифованное ДСП, покрытое посредством физико-химического процесса бумажно-смоляными пленками. Процесс изготовления ЛДСП осуществляется под действием температуры (140-210 С) и давления (25-28 МПа). В результате этого процесса декоративно-защитный слой на плите ламинированного ДСП образуется за счет растекания смолы по поверхности плиты с последующим затвердеванием и образованием прочного покрытия. ЛДСП обеспечивает привлекательный внешний вид, хорошие потребительские качества и физико-механические свойства, не требует дальнейшей отделки и широко применяется для производства мебели.
Одним из основных достоинств ДСП является прочность, которая у ДСП ни чуть не хуже прочности натуральной древесины. Ещё одним достоинством шлифованного ДСП является легкость обработки, несмотря на большую плотность.
Ещё одним достоинством шлифованного ДСП является легкость обработки, несмотря на большую плотность.
Сферы применения ДСП:
— обшивка стен и крыш;
— изготовление стеновых панелей;
— изготовление полов, оснований под ковровые и линолеумные покрытия, перегородок;
— изготовление съемной опалубки;
— изготовление мебели, стеллажей, полок, упаковки;
— строительство ограждений и разборных конструкций;
— использование для декорирования и отделки, благодаря оригинальной текстуре поверхности.
Шлифованная ДСП Ламинированная ДСП (ЛДСП)
Плотность: по плотности ДСП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³).
Номинальные размеры плит:
| Параметр | Значение, мм | Предельное отклонение, мм |
Толщина | От 8 до 38 | ±0,3* (для шлифованных плит) −0,3/ +1,7 (для нешлифованных плит) |
Длина | 1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 | ± 5,0 |
Ширина | 1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 | ± 5,0 |
Технологический поток производства ДСП
рис. 1
1
Ведущим производителем и потребителем ДСП является Западная Европа, за которой следуют Северная Америка и Восточная Европа. В России объемы потребления на ДСП составляют около 4,0 млн. м3/год, а текущий объем производства — 3,6 млн. м3/год, импорт — 0,4 млн. м3/год. Крупным потребителем ДСП является Китай, но лишь небольшая часть китайского спроса (7-8%) удовлетворяется за счет международной торговли. ДСП – относительно дешевая продукция и потому практически не является объектом международной и трансконтинентальной торговли. Так, российские производители экспортируют лишь около 5% своей продукции в страны СНГ (см. рис. 2).
рис.2
В Западной Европе ожидается незначительный рост спроса на ДСП; в период до 2015 г. темпы прироста составят 1,1%/год. В России годовые темпы прироста спроса прогнозируются на уровне 5,2%, что означает около 270 000 м3/год в объемном выражении. Значительный рост спроса (3,7%/год) ожидается также в др. странах Восточной Европы. По расчетам, прирост потребления ДСП в Японии не превысит 0,9%/год. В Северной Америке в период 2004-2015 гг. ожидается сокращение спроса на уровне -1,2% /год. Наиболее динамичный рост будет происходить в Китае; здесь темпы прироста составят 8,3%/год, т.е. около 870 000 м3/год. Прирост мирового потребления ожидаются на уровне 2,6%/год. Экономический рост влечет за собой повышение уровня жизни, который сопровождается ростом спроса на мебель и реконструкцию жилья. Как следствие растущего спроса на рынке в ряде стран разрабатываются планы строительства заводов ДСП.
В Северной Америке в период 2004-2015 гг. ожидается сокращение спроса на уровне -1,2% /год. Наиболее динамичный рост будет происходить в Китае; здесь темпы прироста составят 8,3%/год, т.е. около 870 000 м3/год. Прирост мирового потребления ожидаются на уровне 2,6%/год. Экономический рост влечет за собой повышение уровня жизни, который сопровождается ростом спроса на мебель и реконструкцию жилья. Как следствие растущего спроса на рынке в ряде стран разрабатываются планы строительства заводов ДСП.
Баланс спроса и предложения на ДСП в России
Размеры плит должны соответствовать указанным в табл. 1. ГОСТ 10632-89
| Параметр | Значение, мм | Предельное отклонение, мм |
Толщина | От 8 до 38 | ±0,3 |
Длина | 1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 | ± 5,0 |
Ширина | 1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 | ± 5,0 |
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
2. Допускается выпускать плит размерами меньше основных на 200 мм с градацией 25 мм, в количестве не более 5% от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. 1.
4. Отклонение от прямолинейности кромок не должно быть более 2 мм.
5. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000 мм длины кромки.
6. Перпендикулярность кромок может определяться разностью длин диагоналей пластин, которая не должна быть более 0,2% длины плиты.
7. Плиты должны изготовляться с применением синтетических смол, разрешенных Минздравом.
8. Содержание вредных химических веществ, выделяемых плитами в производственных помещениях, не должно превышать предельно допустимых концентраций, утвержденных Минздравом для воздуха рабочей зоны производственных помещений.
9. В условиях эксплуатации количество химических веществ, выделяемых плитками, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных Минздравом для атмосферного воздуха.
Физико-механические показатели плит плотностью от 550 кг/м2 до 820 кг/м2 должны соответствовать нормам, указанным в табл. 2. ГОСТ 10632-89
| Наименование показателя | Норма для плит марок | |
П-А | П-Б | |
| Влажность, % Тн* Тв* Разбухание по толщине: за 24 ч (размер образцов 100Х100 мм), %, (Тв) за 2 ч (размер образцов 25Х25 мм), % (Тв)** Предел прочности при изгибе, МПа, для толщин,мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Предел прочности при растяжении перпендикулярно пласти плиты, МПа, для толщин, мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Удельное сопротивление выдергиванию шурупов, Н/мм (Тн)***: из пласти » кромки Покоробленность, мм (Тв) Шероховатость поверхности пласти Rm, мкм (Тв), для образцов а) с сухой поверхностью: от для шлифованных плит с обычной поверхностью от для шлифованных плит с мелкоструктурной поверхностью от для нешлифованных плит б) после 2 ч вымачивания***: для шлифованных плит с обычной поверхностью для шлифованных плит с мелкоструктурной поверхностью для нешлифованных плит | 5 22 18 0. 60 50 150 | 5 33 16 0.30 55 63 180 |
 35
35** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
Качество поверхности плит должно соответствовать нормам, указанным в табл. 3. ГОСТ 10632-89
| Дефекты по ГОСТ 27935 | Норма для плит | |||
шлифованных, сортов: | не шлифованных, сортов: | |||
I | II | I | II | |
| Углубления (выступы) или царапины на пласти | Не допускаются | Допускаются на 1 м поверхности плиты не более двух углублений диаметром до 20 мм и глубиной до 0,3 мм или двух царапин длиной до 200 мм | Допускаются на площади не более 5% поверхности плиты, глубиной (высотой), мм, не более: 0,5 | 0,8 | |
| Парафиновые и масляные пятна, а также пятна от связующего | То же | Допускаются на 1 м поверхности плиты пятна площадью не более 1 см в количестве 2 шт. | Допускаются на площади не более 2% поверхности плиты | |
| Пылесмоляные пятна | » | Допускаются на площади не более 2% поверхности плиты | Допускаются | |
| Сколы кромок | Не допускаются (единичные глубиной по пласти 3 мм и менее протяженностью покромке15 мм и менее не учитываются) | Допускаются в пределах отклонений по длине (ширине) плиты | ||
| Выкрашивание углов | Не допускается (длиной по кромке 3 мм и менее не учитываются) | Допускается в пределах отклонений по длине (ширине) плиты | ||
| Дефекты шлифования(недошлифовка, прошлифовка, линейные следы от шлифования, волнистость поверхности) | Не допускаются | Допускаются площадью не более 10% площади каждой пласти | Не определяют | |
| Отдельные включения частиц коры на пласти плиты размером, мм, не более | 3 | 10 | 3 | 10 |
| Отдельные включения крупной стружки: для плит с мелкоструктурной поверхностью | Допускаются в количестве 5 шт. | |||
| для плит с обычной поверхностью | Не определяют | |||
 на 1 м пласти плиты размером, мм: 10-15 16-35 10-15 16-35
на 1 м пласти плиты размером, мм: 10-15 16-35 10-15 16-35Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта — более 10 до 15.
В зависимости от содержания формальдегида плиты изготовляют двух классов эмиссии, указанных в табл. 4. ГОСТ 10632-89
Класс эмиссии формальдегида | Содержание формальдегида, мг на 100 г абсолютно сухой плиты |
Е1 | До 10 включ. |
Е2 | Св. 10 до 30 включ. |
Е3 | Св. 30 до 60 включ. |
Допускается изготовлять плиты класса эмиссия формальдегида Е3 до 01.01.1991г.
ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЛИТ ДСП ПРОИЗВОДИТЕЛЬНОСТЬЮ 10000 — 15000 М3/ГОД
|
№ |
Артикул |
Наименование |
Технические характеристики |
Кол-во |
Мощность (кВт) |
||
|
1 |
Секция подготовки сырья |
||||||
|
101 |
Zh2110/12 |
Конвейер ленточный |
Ширина=1 м; Длина=12 м |
1 |
4,0 |
||
|
102 |
Bh3110 |
Барабанная дробилка |
Диаметр барабана Ø=1000 мм |
1 |
200 |
||
|
103 |
BZ1110/26 |
Конвейер ленточный |
Ширина=1 м; Длина=26 м |
1 |
5,5 |
||
|
104 |
BP1110/7 |
Конвейер ленточный передвижной |
Ширина=1 м; Длина=7 м |
1 |
3,0 |
||
|
105 |
B2750 |
Бункер сырья (щепы) |
Объем=50 м3 |
3 |
3×15,0 |
||
|
106 |
BZ1160/6 |
Ленточный конвейер |
Ширина=0,6 м; Длина=6 м |
3 |
3×2,2 |
||
|
107 |
P-468 |
2-х барабанная дробилка для получения стружки |
Диаметр барабана Ø=800 мм |
3 |
3×200,0 |
||
|
108 |
MS5-54 |
Пневмотранспортер |
Циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
||
|
109 |
M32/22 |
Скребковый конвейер |
Ширина=0,8 м; Длина=22 м |
1 |
11,0 |
||
|
110 |
BL2650 |
Бункер для полученной стружки |
Объем=50 м3 |
3 |
3×15,0 |
||
|
2 |
Секция сушки и сортировки | ||||||
|
201 |
BW1160/16 |
Конвейер ленточный |
Ширина=0,6 м; Длина=16 м |
3 |
3×3,0 |
||
|
202 |
B233 |
Роторная сушка |
Диаметр корпуса внешний Ø=2,9 м |
3 |
2×70,9 |
||
|
203 |
BW1160/6 |
Конвейер ленточный |
Ширина=0,6 м; Длина=6 м |
3 |
3×2,2 |
||
|
204 |
BM1110/9 |
Конвейер ленточный |
Ширина=1 м; длина=9 м, с магнитным сепаратором |
1 |
4,0 |
||
|
205 |
B1437 |
3-х уровневое вибросито |
6×30 мм, 3×15 мм |
1 |
4,0 |
||
|
206 |
MS5-54 No. |
Пневмотранспортер |
Циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
||
|
207 |
MS5-54 No.8 |
Пневмотранспортер |
Циклон с роторным клапаном для регулировки скорости потока |
1 |
45,0 |
||
|
208 |
BR1160/6 |
Конвейер ленточный |
Ширина=0,6 м; Длина=6 м |
1 |
2,2 |
||
|
209 |
B5612 |
Дробилка для получения сырья тонкой фракции |
Диаметр барабана Ø=1200 мм |
1 |
200,0 |
||
|
210 |
MS5-54 No. |
Пневмотранспортер |
Циклон с роторным клапаном для регулировки скорости потока |
1 |
17,2 |
||
|
211 |
BC2750 |
Бункер для внутреннего слоя |
Объем=30 м3 |
1 |
8,5 |
||
|
212 |
BC2450 |
Бункер для внешних слоев |
Объем=15 м3 |
1 |
8,5 |
||
|
213 |
XC-12 | Система пылеудаления | — | 1 | — | ||
|
3 |
Секция клееподготовки и осмоления |
||||||
|
301 |
GS-1 |
Емкость для хранения клея |
Объем=20 м3 |
1 |
— | ||
|
302 |
GS-2 |
Насосная установка для клея |
Расход=250 л/мин |
1 |
2,2 |
||
|
303 |
GS-3 |
Помпа для подачи клея для внешних слоев |
Расход=0~60 л/мин |
1 |
1,5 |
||
|
304 |
GS-4 |
Помпа для подачи клея для внутреннего слоя |
Расход=0~60 л/мин |
1 |
1,5 |
||
|
305 |
GH-1 |
Клеевой миксер |
Объем=1,5 м3 |
1 |
2,2 |
||
|
306 |
GY-2 |
Бункер с клеем для внешних слоев плиты |
Объем=1,5 м3 |
1 |
1,5 |
||
|
307 |
GP-5 |
Бункер с клеем для внутреннего слоя плиты |
Объем=1,5 м3 |
1 |
1,5 |
||
|
308 |
BX1160/3 |
Конвейер ленточный |
Ширина=0,6 м; Длина=16 м |
2 |
2×3,3 |
||
|
309 |
BZ1250 |
Бункер осмоления стружки |
Ø=510 мм |
2 |
2х30,0 |
||
|
310 |
BR1160/22 |
Конвейер ленточный |
Ширина=0,6 м, Длина=22 м; с магнитным сепаратором |
2 |
2×4,0 |
||
|
311 |
BL12342/4 |
Виброконвейер |
Ширина=0,42 м; Длина=4 м |
2 |
2×4,0 |
||
|
4 |
Секция формирования и предварительного прессования |
||||||
|
401 |
B4313 |
Воздушнопоточный формовщик |
Рабочая ширина=1,83 м |
1 |
85,0 |
||
|
402 |
B8314/2 |
Роликовый предпресс |
Диаметр ролика Ø=0,96 м; Длина=2 м |
1 |
33,0 |
||
|
403 |
BJ1113 |
Форматно-раскроечный станок |
Пильный диск Ø=0,4 м; Рабочая ширина=1,3 м |
1 |
1,5+2,2 |
||
|
404 |
BB1250 |
Кромкообрезной станок |
Пильный диск Ø=0,3 м |
2 |
2х1,1 |
||
|
405 |
BY1232/3 |
Рециркуляционный шнековый конвейер |
Ширина=0,3 м; Длина=3 м |
1 |
3,0 |
||
|
406 |
BY1160/19 |
Рециркуляционный шнековый конвейер |
Ширина=0,6 м; Длина=19 м |
1 |
4,0 |
||
|
407 |
BY1015 |
Синхронный конвейер 1 |
Ширина=2 м |
1 |
2,2 |
||
|
408 |
BY1315 |
Конвейер ускоритель 1 |
Рабочая ширина=2 м; Длина=4 м |
1 |
2,2 |
||
|
409 |
BZY1315 |
Конвейер ускоритель 2 |
Рабочая ширина=2 м; Длина=4 м |
1 |
2,2 |
||
|
410 |
Bh2399 |
Система взвешивания |
— |
1 |
0,2 |
||
|
411 |
BY1315 |
Конвейер ускоритель 1 |
Рабочая ширина=2м; Длина=4м |
1 |
2,2 |
||
|
412 |
BY1315 |
Конвейер ускоритель 2 |
Рабочая ширина=2м; Длина=4м |
1 |
2,2 |
||
|
413 |
BZ1115/4 |
Бункер предварительной загрузки |
Рабочая ширина=2м; Длина=4,5м |
1 |
2,2+1,1 |
||
|
5 |
Секция горячего прессования |
||||||
|
501 |
B124×8/22 |
Загрузочный станок |
13 пролетов; |
1 |
3,0 |
||
|
502 |
B124×8/22 |
Горячий пресс |
13 пролетов; Расстояние между плитами =120 мм; Время прессования 15 сек. 
|
1 |
223,0 |
||
|
503 |
B114X8/15 |
Разгрузочный станок |
13 пролетов |
1 |
28,6 |
||
|
504 |
B114/V |
Система удаления горячего пара и паров клея из зоны прессования |
— |
2 |
2х4,0 |
||
|
505 |
DX-2 | Корпус системы удаления пара | — |
1 |
— | ||
|
506 |
BY354 |
Конвейер |
Ширина=0,4м; Длина=3,6м |
1 |
0,75 |
||
6 | Секция охлаждения и форматирования плит | ||||||
|
601 |
BJ422 |
Подающий конвейер |
— |
1 |
1,1 |
||
|
602 |
B4230 |
Система охлаждения плит |
— |
1 |
2,2 |
||
|
603 |
BC423 |
Конвейер на выходе |
— |
1 |
1,1 |
||
|
604 |
BY3715 |
Подающий конвейер |
— |
1 |
1,1 |
||
|
605 |
B1112 |
Пильный станок продольного форматирования |
Рабочая ширина=1,83 м |
1 |
2х4+1,5 |
||
|
606 |
BY1122 |
Ленточный конвейер |
— |
1 |
1,1 |
||
|
607 |
BY3215 |
Конвейер реверсивный |
— |
1 |
1,1+3,0 |
||
|
608 |
B2124 |
Пильный станок поперечного форматирования |
Рабочая ширина=2,44 м или 2,75 м |
1 |
2х4+1,1 |
||
|
609 |
BY3920 |
Разгрузочный роликовый конвейер |
— |
1 |
0,75 |
||
|
610 |
BJ114X8/2 |
Гидравлический стол |
Грузоподъемность ≤2 тонн; с роликами |
1 |
3,0 |
||
|
611 |
B-14 |
Укладчик |
— |
1 |
1,5 |
||
|
612 |
BY114 |
Подъемник с роликами |
— |
1 |
2,2 |
||
613 | ZX-3 | Система пылеудаления | — | 1 | 7,5 | ||
7 | Секция калибрования и шлифования | ||||||
|
701 |
BY114 |
Подъемник с роликами |
— |
2 |
2×1,5 |
||
|
702 |
BJ116X8/2 |
Гидравлический стол |
Грузоподъемность≤2 тонн |
2 |
2X1,5 |
||
|
703 |
BY |
Подающий роликовый конвейер |
— |
1 |
1,5 |
||
|
704 |
BG2719 |
4-х агрегатный калибровальный станок |
Калибрование плиты в размер |
1 |
110х2+90х2+11 |
||
|
705 |
BY |
Конвейер |
— |
1 |
1,5 |
||
|
706 |
BG2719A |
4-х агрегатный калибровально-шлифовальный станок |
Шлифование плиты |
1 |
75×2+55×2+15 |
||
|
707 |
BY-12 |
Ленточный конвейер |
— |
1 |
1,5 |
||
|
708 |
BY-14 |
Ленточный конвейер |
— |
1 |
1,5 |
||
|
709 |
CV-2 |
Разгрузочный укладчик плит |
— |
1 |
3 |
||
710 | BG-21 | Система удаления | — | 1 | 11 | ||
711 | SC-7 | Панель контроля управления | — | 1 | — | ||
 6
6
 5
5
|
линий ламинирования ДСП лист формата 8/4 (1220*2440 мм) без упаковки товара |
|
формат 9/6 (1875*2750 мм) |
|
линий ламинирования лист формата 4/8 (1220*2440 мм) без упаковки товара |
|
формата 6/9 (1875*2750 мм) |
ИСКЛЮЧЕНИЯ ИЗ КОМПЛЕКТНОСТИ ПОСТАВКИ И ЛОКАЛЬНО ПРИОБРЕТАЕМЫЕ МАТЕРИАЛЫ ДЛЯ МИНИ ЗАВОДА ДСП
Здания/фундаменты/доставка/транспорт
- Полное производственное здание с отоплением, освещением и т. п.
- Все фундаменты, кладки, проведение коммуникаций в фундаментах и другие связанные с установкой строительные работы, крепежные элементы и приспособления, кабельные короба, крышки и проходы и т.п.
- Доставка, разгрузка и требующееся хранение оборудования, а также перевозка машин к месту установки.
- Кран, автокран/ специальные краны, грузоподъемники, подъемное снаряжение, инструменты для выгрузки, перемещение по заводу и сборки линии.
- Санитарно-гигиенические нормы для персонала.
 п.
п.- Защитные панели для пакетов исходных и готовых изделий.
- Сырьевой материал, необходимый для тестовых испытаний в достаточном количестве.
- Крановые системы, автопогрузчики, инструменты для работы на линии.
- Лабораторное оборудование.
- Все переходы и платформы, монтажные леса, включая поручни безопасности, лестницы, защитные ограждения, необходимые для предотвращения несчастных случаев на работе.

- Масляное наполнение гидропривода пресса.
Сжатый воздух/удаляемый воздух/вода
- Воздушный компрессор со всеми линиями подачи к индивидуальным секциям линии сухого, сжатого воздуха.
- Выводящий агрегат, включая трубы подачи и возврата от индивидуальных секций прессовой линии.
- Вытяжной короб над прессом и другими компонентами линии.
Электрика/передача данных
- Распределительная панель и главная энергоподача к отдельным коммутаторным шкафам всей линии, а также электроуправление всеми компонентами линии локальной поставки.
- Заземление всей линии.
- Кабельные связи/кабельные шкафы и их установка/подготовка для подсоединения кабелей между главными шкафами выключателей и панелей управления линией и т.п.
- Программный модуль.
- Модем для онлайн-контроля программного потока в ЧПУ.
- Одна линия связи.

Устройства безопасности
- Все специальные системы безопасности, такие как запорные цепи т.п., требуемые местными властями.
- Все меры, требуемые местными властями, правилами по экологической безопасности, а также все требования по шуму, загрязнениям земли, воды, воздуха.
- Оборудование по пожарной безопасности.
- Возможно необходимые шумоизоляционные кабины для разделительных пил, обрезных агрегатов и т.п.
Инструменты и аксессуары для каменной кладки | Декоративный камень Lafarge Fox River
Инструменты и аксессуары для каменной кладки
Декоративный камень Lafarge Fox River содержит инструменты, необходимые для выполнения любой работы по кладке. К ним относятся аксессуары, такие как рулетки, уровни и лезвия. У нас также есть чистящие средства.
Щетки для каменной кладки
OX Professional PB10 Turbo Алмазный диск
OX Диаметр: 12″ и 14″
Размер: Сегмент 10 мм
Области применения: абразивные строительные материалы, изделия из бетона, черепица, блоки, шовный бетон и двойной бетон/асфальт
Алмазный диск OX Professional TC10 общего назначения/бетон
OX Диаметр: 4. 5″, 7″, 12″ и 14″
5″, 7″, 12″ и 14″
Размер: Сегмент 10 мм
Применение: строительные изделия общего назначения, бордюры и плиты, бетонная брусчатка и блоки, черепица
OX Professional PU10 Superfast Zenith Blade
OX Диаметр: 4,5″, 7″ и 14″
Размер: Сегмент 10 мм
Область применения: гранит, натуральный камень, изделия из глины, конструкционный кирпич, металл, изделия из бетона, все строительные материалы
Алмазный диск OX Trade TC15
OX Диаметр: 14 дюймов
Размер: Высота сегмента 15 мм
Области применения: общего назначения, бордюры и плиты, бетонная брусчатка и блоки, черепица.
OX Trade TMR Алмазный диск для сгребания
OX Диаметр: 4.5″ и 5″
Размер: Высота сегмента 6 мм
Применение: сгребание раствора, абразивные материалы.
OX Trade TDTP Сегментированная сэндвич-сегментная двойная складка
OX Диаметр: 4,5″ и 5″
Размер: Лезвие шириной 1/4 дюйма
Применение: сгребание раствора, абразивные материалы
Инструменты для каменной кладки Wolverine
Инструменты Wolverine предлагают профессиональным подрядчикам превосходную прочность и качество, выдерживающие испытание временем, исключая затраты на замену. Наши стандартные и специальные инструменты изготавливаются с использованием превосходных материалов, таких как хромомолибденовая сталь, авиационный алюминий, пултрузионное стекловолокно, твердая древесина ясеня или гикори. Мы продаем нашу продукцию исключительно через оптовых поставщиков ландшафта, садовые центры и местные хозяйственные магазины. Это связано с нашей приверженностью отрасли, ее профессионалами и тем фактом, что это не обычные домашние инструменты. Дизайн, оснастка и производство большинства продуктов Wolverine выполняются собственными силами для обеспечения строгих стандартов качества.Конечным результатом является линейка продуктов, значительно превосходящих инструменты, предлагаемые крупными сетевыми ритейлерами. В Wolverine Products мы делаем «инструменты, а не игрушки».
Наши стандартные и специальные инструменты изготавливаются с использованием превосходных материалов, таких как хромомолибденовая сталь, авиационный алюминий, пултрузионное стекловолокно, твердая древесина ясеня или гикори. Мы продаем нашу продукцию исключительно через оптовых поставщиков ландшафта, садовые центры и местные хозяйственные магазины. Это связано с нашей приверженностью отрасли, ее профессионалами и тем фактом, что это не обычные домашние инструменты. Дизайн, оснастка и производство большинства продуктов Wolverine выполняются собственными силами для обеспечения строгих стандартов качества.Конечным результатом является линейка продуктов, значительно превосходящих инструменты, предлагаемые крупными сетевыми ритейлерами. В Wolverine Products мы делаем «инструменты, а не игрушки».
Посетите веб-сайт Wolverine Products, чтобы найти больше инструментов для каменной кладки.
Принадлежности для каменной кладки
Крик, 3 предмета, уровень
Инструмент CrickРазмеры: 24″, 36″, 42″ и 48″
Набор для ухода за Crick Level
Crick Tool Включает: 6 линз, 12 зажимов для линз, инструмент для снятия зажимов, 1 пинту льняного масла и 1 крючок для подвешивания.
Уровень OX Professional Pro Spirit
OXРазмер: 48 дюймов в длину
Этот уровень имеет увеличенную ампулу с подсветкой, две фрезерованные поверхности, две отвесные ампулы с двойным обзором, эргономичные рукоятки с воздушной подушкой и 3.
600 Моющее средство
ProsocoПокройте и защитите свои изделия из камня тонким шпоном. 600 Detergent — концентрированный кислотный очиститель для кирпича, плитки и бетона. Шпон также защитит каменные поверхности от ванадия, марганца и других металлических пятен.
Вана Трол
ProsocoПокройте и защитите свои изделия из камня тонким шпоном.Вана Трол — концентрированный кислотный очиститель для кирпича, плитки и бетона. Шпон также защитит каменные поверхности от ванадия, марганца и других металлических пятен.
Щебень Против. Гравий и чем могут помочь поставщики гравия
Взгляд на различия между этими двумя заполнителями и почему поставщики гравия продают их по отдельности
Знаете ли вы, что щебень и гравий — это не одно и то же? Хотя оба они производятся из одного и того же материала и из одних и тех же местных каменоломен, эти два каменных изделия производятся по-разному и по-разному используются в строительных и ландшафтных проектах.
Поставщики щебня и гравия держат эти два заполнителя в отдельных категориях из-за их различных методов производства, размеров и использования. Принимая решение о том, какой тип использовать для нужд вашего строительного проекта, учитывайте эти различия при разговоре с вашим местным поставщиком гравия.
Производственный процесс
Щебень представляет собой продукт дробления горных пород с помощью дробильной машины. Щебень добывается, также известный как карьер, из материнской породы. Наиболее распространенными исходными породами, используемыми для производства щебня, являются:
Известняк
Известняк является наиболее распространенным типом породы, используемой для производства щебня в Северной Америке из-за его широкой доступности и универсальности.Его также легко раздавить, потому что он мягкий. И это вызывает меньший износ оборудования по сравнению с более твердыми породами.
Размер частиц варьируется от самого большого до самого маленького, известняк доступен в виде крупного заполнителя, дробленого известняка, карьерного известняка и известняковой мелочи. Известняк является ключевым компонентом бетона, а также используется для производства цемента.
Известняк является ключевым компонентом бетона, а также используется для производства цемента.
Доломит
Также известный как доломит, доломит подобен известняку, и эти породы часто добываются вместе в карьере. Однако доломит тверже известняка, что делает его более устойчивым к истиранию.
Гранит
Гранит относится к различным светлым магматическим породам, используемым в строительстве. В строительной отрасли следующие породы часто называют гранитом:
- Диорит
- Гранит
- Гранодиорит
- Риолит
После известняка гранит является второй по популярности породой, используемой для производства щебня. . Он прочен и устойчив к кислой воде и почве. Гранитный щебень также является подходящей и долговечной заменой известняка в бетоне.
Трап-рок
Как и гранит, трапп-рок — это название различных магматических пород, используемых в строительстве. Однако ловушка относится к магматическим породам темного цвета.
Вот некоторые из темных магматических пород, которые часто называют ловушками:
- Базальт
- Диабаз
- Габбро
- Перидотит
Траппрок — еще одна распространенная горная порода, используемая для производства щебня. Как и гранит, ловушка также очень устойчива к истиранию и кислотности и является подходящим заполнителем для бетона.
Шлаки
Шлаки — это пузырчатая порода, что означает, что в ней есть пустоты, образовавшиеся из пузырьков газа, попавших в скалу, когда она затвердевала из расплава. Эти пустоты делают шлак и другие пузырчатые породы более слабыми, не способными выдерживать большие нагрузки. Пустоты также делают эти породы менее прочными во время циклов замораживания-оттаивания.
Но эти пустоты также делают шлак более легким. А его шероховатая поверхность помогает ему хорошо связываться в качестве заполнителя бетона. Scoria — идеальный щебень для легких заполнителей, легкого бетона и даже кровельных гранул.
Шлаки и другие легкие пузырчатые породы, такие как вулканический пепел, просты в обращении и также идеально подходят для использования в ландшафтном дизайне, садовых плантациях, саунах, грилях, фильтрующем камне и продвижении по заснеженным дорогам.
Песчаник
Песчаник, состоящий в основном из кварца, является прочным материалом. Однако у него есть свои недостатки. Песчаник естественным образом образуется из зерен песка, сцементированных вместе глиной, кальцитом или силикатными минералами. Но поскольку этот природный цемент не заполняет все пустоты между песчинками, песчаник пористый.
Пористые пространства в песчанике позволяют этой породе легко впитывать воду. В результате вода, поглощенная песчаником, будет расширяться при каждом замерзании. Со временем цикл замерзания-оттаивания воздействует на песчаник, вызывая смещение песчинок и разрушение породы. Таким образом, песчаник не идеален для использования в холодном климате с экстремальными циклами замерзания-оттаивания.
При нагревании частицы песка в песчанике слипаются. Этот нагретый песчаник известен как кварцит.Кварцит чрезвычайно долговечен даже во время циклов замораживания-оттаивания. Но этот твердый камень труднее добывать, обрабатывать и транспортировать, что делает его непопулярным для использования в строительстве.
Ключевые отличия
Большинство людей редко используют термин «щебень» и вместо этого называют как гравий, так и щебень «гравием». Но между щебнем и гравием есть ключевые различия, в том числе их:
Источники
В то время как щебень является коммерческим продуктом, созданным с использованием машин для добычи и дробления горных пород, гравий является продуктом, созданным в результате естественного выветривания.
Гравий — это фрагментированная горная порода, полученная из отложений выветрившейся породы, встречающихся в реках, ручьях и гравийных карьерах. Хотя гравий является естественным продуктом эрозии и выветривания, поставщики гравия могут добывать гравий в карьерах, используя то же оборудование для дробления щебня.
Формы
Из-за процесса дробления щебень обычно имеет более угловатую поверхность. Гравий, как правило, имеет более округлую форму из-за естественного процесса выветривания и обычно намного меньше, чем щебень.Однако измельченный гравий будет иметь более угловатую форму.
Размеры
Размер щебня варьируется от мелкой каменной пыли (отсева) до более крупных и тяжелых камней. Гравий бывает разных размеров, диаметром более 2 мм, начиная примерно с ¼ дюйма и заканчивая 2 дюймами и более.
Использование заполнителей
Щебень чаще всего используется в качестве заполнителя для строительных проектов. Угловатая поверхность щебня позволяет легко утрамбовывать, прикатывать и вибрировать на месте, фиксируя и образуя стабильную поверхность.
Другое распространенное использование щебня включает:
- В качестве основы для брусчатки, дорог и проездов,
- В качестве основания для брусчатки, дорог и проездов,
- Строительная засыпка, эрозия береговой линии,
- Балластные грунты железнодорожных путей — для обеспечения сцепления,
- Цемент,
- Бетонно-асфальтовая смесь,
- Бетонные блоки,
- Дренажные системы и
- Подпорные стены.

Гравий чаще используется в эстетических целях из-за его гладкой круглой поверхности и различных естественных цветов, таких как оттенки желтого, красного, синего, бежевого и серого.Гравий идеально подходит для:
- декоративного ландшафтного дизайна,
- садовых клумб,
- патио и оснований патио,
- дорожек,
- вокруг ступенек на дорожках,
- подъездных дорожек и дождевых дорожек1, 9015 цветочных горшков2 и 9015 цветники.
Максимальное использование обоих продуктов
Часто щебень и гравий используются вместе как в небольших, так и в крупных строительных проектах, чтобы максимально использовать их качества.Щебень, песок и гравий обычно используются в качестве основных ингредиентов для смешивания бетона. Эти заполнители также используются как:
Дренажные заполнители
Щебень, песок и гравий могут использоваться в качестве дренажных заполнителей. Дренажные заполнители бывают натуральными или переработанными, крупными или мелкими.
Крупный заполнитель обычно имеет диаметр более 5 мм, а мелкий заполнитель менее 5 мм.
Слои основания
Для основания дорог и террас можно использовать как щебень, так и гравий.Слои основания дороги, такие как то, что вы найдете на гравийной дороге или подъездной дорожке, часто используют верхний слой из 3/4-дюймовых заполнителей.
Слои подстилающего слоя, расположенные непосредственно под дорогой, подъездной дорожкой или верхним слоем патио, обычно имеют толщину от 1 ½ до 3 дюймов.
Как нижний, так и нижний слои могут состоять из крупных (3/4 дюйма), средних (3/8 дюйма) и мелких (менее 1/8 дюйма) заполнителей. Частицы среднего размера заполняют пустоты крупных агрегатов, а мелкие частицы заполняют пустоты средних агрегатов, образуя плотный и прочный слой.
При уплотнении эти смешанные базовые слои становятся непроницаемыми для воды, защищая проезжую часть (подъездную дорожку или внутренний дворик) от разрушения, мытья полов и выбоин.
Если вы изначально считали эти два агрегата одним и тем же, вы не одиноки. Их часто путают друг с другом, поскольку и гравий, и щебень происходят из горных пород и являются заполнителями, используемыми для строительных проектов.
Их часто путают друг с другом, поскольку и гравий, и щебень происходят из горных пород и являются заполнителями, используемыми для строительных проектов.
Но эти два агрегата служат разным целям. В конечном счете, если вам нужен заполнитель для строительства, например, для строительства, мощения и любых других работ, выбирайте щебень.Если вы ищете декоративные камни для своего ландшафта, сада, дорожки и подъездной дорожки, выберите гравий.
Для получения дополнительной информации об этих двух заполнителях и для определения того, какой из них лучше всего подходит для нужд вашего строительного проекта, обратитесь к местным поставщикам щебня и гравия.
Идентификация выщербленных кремней и каменных орудий
Это руководство для начинающих по идентификации выщербленных кремней и каменных орудий было написано Барри Бишопом и является одним из серии вводных руководств, опубликованных археологической сетью сообщества Jigsaw.
Цель этого руководства — помочь распознать кремневые орудия и отличить преднамеренно измененные горные породы от природных.
Почему важны каменные инструменты?
- Люди — единственные животные, которые регулярно изготавливают инструменты, и то, как они это делают, различается в зависимости от культуры. Изучение технологии изготовления инструментов позволяет лучше понять себя и других.
- Каменные орудия являются одними из самых ранних свидетельств того, что мы могли бы считать человеческим поведением, и производились более или менее непрерывно с тех пор, как появились первые человекоподобные предки.Каменные орудия впервые появились в Африке около 3 миллионов лет назад, а самым ранним из известных на сегодняшний день в Великобритании, из Хапписбурга в Норфолке, почти 1 миллион лет. После этого регулярное использование каменных орудий продолжалось до железного века, около 2000 лет назад. Их по-прежнему продолжали производить для специальных целей; в качестве забастовки, для разработки сланца, а в последнее время — в качестве огнестрельного оружия. Кремневые конкреции продолжают колоть для декоративного строительного камня, а колоть кремень остается популярным развлечением.
- Каменные инструменты играют привилегированную роль в археологии, поскольку они чрезвычайно прочны и выживают в большинстве случаев. Палеолитические инструменты сохранились на протяжении сотен тысяч лет, пережив неоднократные ледниковые периоды и смываемые реками, но мы все еще можем взять их в руки, посмотреть, как они были сделаны, и рассказать что-то об их создателях. Даже для более поздних периодов влияние погоды и вспашки на протяжении тысячелетий означает, что чаще всего каменные орудия являются единственным сохранившимся свидетельством того, где люди жили и чем занимались.
- Еще одна причина, по которой каменные орудия важны для археологов, заключается в том, что их производили в огромных количествах. Один эпизод постукивания может породить тысячи кусочков; предстоит найти еще много миллионов кусков отчеканенного кремня, каждый из которых способен рассказать свою маленькую часть истории нашего прошлого.

Рабочий камень
Так что их много, и они были сделаны в течение длительного периода времени. Но что мы можем с ними сделать? Первое, что мы должны сделать, это распознать их и отличить от природного фонового камня.Камень, несомненно, использовался и до сих пор используется в совершенно неизмененном виде — многие люди в какой-то момент использовали камень в качестве молотка, если ничего другого не было доступно. Но если только он не был заметно изменен или мы не находим его в необычном контексте — например, груды маленьких округлых камней, найденные у входа в городище, которые могут быть тайником с пращными камнями — обычно очень трудно быть уверенным, что натуральный камень был используется, если это использование не оставляет следов. В большинстве случаев мы должны искать признаки того, что камень был преднамеренно изменен, и это может произойти двумя основными способами:
Но что мы можем с ними сделать? Первое, что мы должны сделать, это распознать их и отличить от природного фонового камня.Камень, несомненно, использовался и до сих пор используется в совершенно неизмененном виде — многие люди в какой-то момент использовали камень в качестве молотка, если ничего другого не было доступно. Но если только он не был заметно изменен или мы не находим его в необычном контексте — например, груды маленьких округлых камней, найденные у входа в городище, которые могут быть тайником с пращными камнями — обычно очень трудно быть уверенным, что натуральный камень был используется, если это использование не оставляет следов. В большинстве случаев мы должны искать признаки того, что камень был преднамеренно изменен, и это может произойти двумя основными способами:
- Очень крупнозернистая порода или порода с выступающими плоскостями напластования может быть выдолблена путем многократного растирания, удаления мелких фрагментов и пыли до тех пор, пока она не приобретет желаемую форму. Их можно распознать по следам износа на их поверхности и по свидетельствам преднамеренной обработки.
- Более мелкозернистая порода, в которой можно контролировать линии излома, может быть расколота до нужной формы – в основном, ударами по ней для удаления больших комков. Таким способом можно раздробить многие виды горных пород, но наиболее известным из них является кремень.
- Очень крупнозернистая порода или порода с выступающими плоскостями напластования может быть выдолблена путем многократного растирания, удаления мелких фрагментов и пыли до тех пор, пока она не приобретет желаемую форму.
 Их можно распознать по следам износа на их поверхности и по свидетельствам преднамеренной обработки.
Их можно распознать по следам износа на их поверхности и по свидетельствам преднамеренной обработки.После того, как артефактам была придана форма путем проклевывания или раскалывания, некоторые из них были дополнительно модифицированы путем шлифовки и полировки; в конечном итоге это может привести к зеркальной отделке.
В Восточной Англии мы иногда находим привозной камень, в основном из северной или западной Британии, и в редких случаях мы можем найти камень, такой как жадеит, доставленный даже из Альп. Тем не менее, кремень, который в значительной степени превосходил по численности и использовался для «повседневных» орудий в этом регионе, обрабатывался путем вырубки.
Идентификация колотого кремня из природных кусков
Кременьочень твердый, а это значит, что его края могут быть невероятно острыми и устойчивыми к износу.Но не менее важна его структура. В основном это диоксид кремния, как и песчаник или стекло, но он имеет так называемую криптокристаллическую структуру. Он кристаллический, но кристаллы настолько малы, что не отклоняют никакие силовые волны, проходящие сквозь них. Таким образом, при большом умении и доле везения можно управлять тем, как он раскалывается, что позволяет формировать куски кремня и отделять отщепы заданной формы и размера. К сожалению, существуют также естественные процессы, которые могут привести к разрушению кремня, и мы должны различать куски, которые были расколоты, и те, которые раскололись естественным образом.
По сути, кремень может расколоться двумя способами:
- Благодаря тепловому расширению и сжатию: как и все остальное, кремень постепенно увеличивается в размерах при нагревании и сжимается при охлаждении. Сейчас это может показаться не очень разрушительным, и кремень лишь незначительно меняет форму, но со временем это приводит к развитию слабостей в камне — термических дефектов, и в конечном итоге он раскалывается на две или более частей. Мы также должны помнить, что в прошлом, во время ледниковых периодов, было намного прохладнее, чем сейчас.Ночью кремень на поверхности промерзал очень глубоко, а затем быстро нагревался с выходом солнца.
- Механическое применение; в основном, если сильно ударить или оказать достаточное давление, кремень сломается — это известно как ударный перелом.
- Благодаря тепловому расширению и сжатию: как и все остальное, кремень постепенно увеличивается в размерах при нагревании и сжимается при охлаждении.
 Сейчас это может показаться не очень разрушительным, и кремень лишь незначительно меняет форму, но со временем это приводит к развитию слабостей в камне — термических дефектов, и в конечном итоге он раскалывается на две или более частей. Мы также должны помнить, что в прошлом, во время ледниковых периодов, было намного прохладнее, чем сейчас.Ночью кремень на поверхности промерзал очень глубоко, а затем быстро нагревался с выходом солнца.
Сейчас это может показаться не очень разрушительным, и кремень лишь незначительно меняет форму, но со временем это приводит к развитию слабостей в камне — термических дефектов, и в конечном итоге он раскалывается на две или более частей. Мы также должны помнить, что в прошлом, во время ледниковых периодов, было намного прохладнее, чем сейчас.Ночью кремень на поверхности промерзал очень глубоко, а затем быстро нагревался с выходом солнца.Два замечания
- В природе практически не существует процессов, которые могли бы привести к удару куска кремня с достаточной силой, чтобы вызвать его разрушение при ударном разрушении.Некоторые «случайные» процессы, такие как вспашка, могут сломать кремень от удара. Это может сбивать с толку, но отсутствие «преднамеренной цели» или повторяющиеся удары обычно отличают их от преднамеренных ударов.
- Два типа излома, термический и ударный, оставляют немного разные следы на поверхности кремней, и поэтому можно определить, был ли удар по осколу преднамеренный или он раскололся естественным путем. Различия будут продемонстрированы ниже.
- В природе практически не существует процессов, которые могли бы привести к удару куска кремня с достаточной силой, чтобы вызвать его разрушение при ударном разрушении.Некоторые «случайные» процессы, такие как вспашка, могут сломать кремень от удара. Это может сбивать с толку, но отсутствие «преднамеренной цели» или повторяющиеся удары обычно отличают их от преднамеренных ударов.

Термическое разрушение
При термическом разрушении разрушение происходит очень медленно, так как кремень нагревается или остывает. Разрыв начинается в середине узелка, часто вокруг примеси, и линия перелома вызывает образование множества концентрических колец на поверхности разлома, которые расходятся от этой точки.
На изображении выше показан скол кремня, который отделился от более крупного узла в результате термического сжатия и расширения, тип, широко известный как скол «крышки горшка».Точка, в которой начался перелом, является примесью и может быть видна как более темная отметка прямо над центром кремня, и можно увидеть, как кольца, представляющие прогресс разрушения, исходят от него к его краям.
На этом изображении показан кусок кремня с несколькими термическими гранями. Хотя в некотором смысле он выглядит отколотым, при ближайшем рассмотрении видно, что все кольца образовались внутри кремня и, следовательно, не могли быть вызваны ударом.
Изображение предоставлено Pre-Construct Archeology
На этой иллюстрации показаны куски термически разрушенного кремня, которые позже были отчеканены и использовались в качестве основных инструментов в эпоху поздней бронзы.Естественные термические изломы можно рассматривать как концентрические кольца, в то время как преднамеренно нанесенные рубцы имеют кольца, которые начинаются от краев кремня и расходятся внутрь. Их сходство с некоторыми типами морских раковин привело к тому, что ударный перелом часто называют «раковистым» (раковинным) переломом.
Ударный излом
При ударном изломе начало разрушения происходит внезапно и всегда извне – вы просто не можете попасть внутрь куска кремня. Это оставляет ряд особенностей или атрибутов, которые должны присутствовать во всех отчеканенных кремнях. В действительности их не всегда легко увидеть на всех кусках, и, конечно, многие отчеканенные кремни сломаны, поэтому части могут отсутствовать. Однако, обладая этими знаниями и рассматривая как можно больше реальных отчеканенных предметов, становится легко уверенно отличить кремни, отчеканенные человеком, от кремней с естественными трещинами.
Это оставляет ряд особенностей или атрибутов, которые должны присутствовать во всех отчеканенных кремнях. В действительности их не всегда легко увидеть на всех кусках, и, конечно, многие отчеканенные кремни сломаны, поэтому части могут отсутствовать. Однако, обладая этими знаниями и рассматривая как можно больше реальных отчеканенных предметов, становится легко уверенно отличить кремни, отчеканенные человеком, от кремней с естественными трещинами.
Когда по куску кремня или керну ударяют с достаточной силой, трещина инициируется в месте удара и проходит через него, пока не появится на поверхности в другом месте.Отколовшийся кусок называется отщепом. При наличии навыков эту линию перелома можно тщательно контролировать.
Ударный перелом может быть достигнут тремя основными способами, каждый из которых оставляет небольшие различия в свойствах отщепов:
- Удар с применением ударного молотка — это отделение отщепа с помощью отбойного молотка, изготовленного из эквивалентного или более твердого материала, чем кремень. В Восточной Англии чаще всего использовались молотки из других кусков кремня или булыжников из затвердевшего песчаника, которые можно найти в ледниковых отложениях региона и речном гравии.
- Ударные инструменты Soft Hammer — это то, где молоток мягче кремня. Чаще всего использовали рога, но могли использоваться и заготовки из твердых пород дерева, и куски плотной кости.
- Отслаивание под давлением включает в себя не удары, а усиление давления на край куска кремня, обычно с острием из кости или рога, до тех пор, пока он не сломается и не отделится очень тонкий скол. Он в основном используется в качестве средства для придания формы и тонкости инструментам, таким как наконечники стрел и некоторые типы ножей.
- Удар с применением ударного молотка — это отделение отщепа с помощью отбойного молотка, изготовленного из эквивалентного или более твердого материала, чем кремень.
 В Восточной Англии чаще всего использовались молотки из других кусков кремня или булыжников из затвердевшего песчаника, которые можно найти в ледниковых отложениях региона и речном гравии.
В Восточной Англии чаще всего использовались молотки из других кусков кремня или булыжников из затвердевшего песчаника, которые можно найти в ледниковых отложениях региона и речном гравии.На этом изображении показаны основные признаки, которые можно увидеть на вентральной стороне (внутренней части, прикрепленной к сердцевине) отщепа.Сердцевины сохранят шрамы от отслоения чешуи, которые будут иметь идентичные признаки, но, конечно, в обратном порядке!
- Ударная платформа. Разрушение начинается с внешней стороны кремня, а это означает, что любой отщеп, отколотый человеком, должен иметь остаток поверхности сердцевины, по которой был нанесен удар. Угол между ударной площадкой и «гранью» керна имеет решающее значение для определения того, как будет отделяться отщеп и насколько он велик и толст.Поэтому его часто модифицировали, например, путем огранки или обрезки краев, и это может дать нам ключ к разгадке даты изготовления изделия.
- Точка удара — это точное место, куда пришелся удар, вызванный раздавливанием поверхности. Насколько они заметны, зависит от твердости молотка и мастерства молотильщика.
- Колба удара — особенность механики разрушения. Непосредственно ниже точки удара перелом проходит через кремень в форме конуса, который быстро превращается в вздутие или луковицу, а затем распространяется, пока не встретится с краем керна.Таким образом, чешуйка будет иметь небольшой конусообразный элемент и вздутие на вентральной стороне. Удары жестким молотком имеют тенденцию приводить к выраженным бульбам, в то время как использование мягких молоточков часто приводит либо к небольшим дискретным полусферическим бульбочкам, либо к едва заметным.
- Рябь похожа на те, что видны на естественно изломанном кремне, но при изготовлении кусков, отчеканенных человеком, они всегда будут исходить от ударной площадки, по которой был нанесен удар
- Шрамы Erallieur представляют собой небольшие чешуйчатые рубцы, которые часто можно увидеть на перкуссионных луковицах чешуек.Причины их образования до конца не изучены, хотя обычно они присутствуют только при использовании жестких молотков.
- Дистальное окончание — это место, где трещина выходит из сердцевины. Они варьируются от острых (перистых) до округлых и тупых (шарнирных) в зависимости от силы удара. Таким образом, характеристики отщепов указывают на то, был ли отщеп ударен преднамеренно или нет, но они также могут рассказать нам о том, как производилось отщепление. Глядя на технику вырубки, можно датировать собрания и сделать вывод как об уровне мастерства, так и о намерениях мастеров.
- Ударная платформа.
 Разрушение начинается с внешней стороны кремня, а это означает, что любой отщеп, отколотый человеком, должен иметь остаток поверхности сердцевины, по которой был нанесен удар. Угол между ударной площадкой и «гранью» керна имеет решающее значение для определения того, как будет отделяться отщеп и насколько он велик и толст.Поэтому его часто модифицировали, например, путем огранки или обрезки краев, и это может дать нам ключ к разгадке даты изготовления изделия.
Разрушение начинается с внешней стороны кремня, а это означает, что любой отщеп, отколотый человеком, должен иметь остаток поверхности сердцевины, по которой был нанесен удар. Угол между ударной площадкой и «гранью» керна имеет решающее значение для определения того, как будет отделяться отщеп и насколько он велик и толст.Поэтому его часто модифицировали, например, путем огранки или обрезки краев, и это может дать нам ключ к разгадке даты изготовления изделия.
Датировка комплексов кремневых орудий
Датировка комплексов кремня обычно достигается двумя основными способами: если нам повезет, мы можем найти хронологически чувствительные диагностические образцы или типовые окаменелости: это орудия, которые когда-либо изготавливались только в течение одного периода. Микролиты, например, по-видимому, были сделаны только во время мезолита, а полированные топоры — во время неолита. Наконечники стрел также меняли форму с течением времени, и поэтому их можно достаточно точно датировать.
Микролиты, например, по-видимому, были сделаны только во время мезолита, а полированные топоры — во время неолита. Наконечники стрел также меняли форму с течением времени, и поэтому их можно достаточно точно датировать.
Однако существует лишь небольшое количество этих типов инструментов, и чаще всего они отсутствуют в сборке. Поэтому нам приходится полагаться на изменения в способах обработки ядер и производства инструментов — технологии сборки. К счастью для нас, существует бесконечное количество способов, которыми люди могут измельчать кусок кремня, и методы, которые люди использовали, менялись со временем. Итак, что мы делаем, так это фиксируем все атрибуты сборки, не в последнюю очередь отходы, и пытаемся реконструировать способы, которыми каменщики обращались со своим кремнем.Чтобы сделать это точно, нам нужно как можно больше отходов, поэтому всегда стоит хранить весь отчеканенный кремень из раскопок или полевых исследований, а не только красивые кусочки, все это добавляет истории!
Идентификация обломанных кремней – дополнительная литература
Надеемся, что это руководство поможет идентифицировать обломанные кремни и отличить естественные кремни от тех, которые были отчеканены целенаправленно. Для тех, кто хочет лучше понять технику работы с кремнем и чеканкой, могут быть полезны следующие руководства:
Для тех, кто хочет лучше понять технику работы с кремнем и чеканкой, могут быть полезны следующие руководства:
Андрефски В.1998 – Литика: макроскопические подходы к анализу. Кембриджские руководства по археологии. Издательство Кембриджского университета. Кембридж.
Койман, Б.П. 2000 г. — Понимание каменных орудий труда и археологических памятников. Университет Калгари Пресс. Калгари.
Шеперд, В. 1972 — Флинт. Его происхождение, свойства и использование. Фабер и Фабер. Лондон.
Уиттакер, Дж. К. 1994 — Обработка кремня: изготовление и понимание каменных орудий. Техасский университет Press. Остин.
Очень подробные счета включают следующее:
Андрефски В.(Ред.) 2001 Lithic Debitage: контекст, форма и значение. Университет Юты Press. Солт-Лейк-Сити.
Андрефски, В. (ред.) 2008 г. Каменная технология: меры производства, использования и хранения. Издательство Кембриджского университета. Кембридж.
Андрефски, В. 1994 Доступность сырья и организация технологии. Американская древность 59 (1), 21–34.
1994 Доступность сырья и организация технологии. Американская древность 59 (1), 21–34.
Андрефски, В. Анализ закупок, производства и обслуживания каменных орудий. Журнал археологических исследований 17, 65–103.
Коттерелл, Б. и Камминга, Дж. 1979 – Механика отслаивания. В: Б. Хейден (ред.) Каменное использование. Анализ износа, 97–112. Академическая пресса. Нью-Йорк.
Коттерелл, Б. и Камминга, Дж. 1987 – Формирование хлопьев. Американская древность 52, 675–708.
Оделл, Г.Х. 2000 г. — Исследования каменных орудий в конце тысячелетия: закупки и технологии. Журнал археологических исследований 8 (4), 269–331.
Оделл, Г.Х. 2001 — Исследования каменных орудий в конце тысячелетия: классификация, функции и поведение.Журнал археологических исследований 9 (1), 45–100.
Оделл, Г.Х. 2004 г. — Литический анализ (Руководства по методу, теории и технике). Спрингер. Нью-Йорк.
Онума, К. и Бергман, К. 1982 – Экспериментальные исследования по определению режима отслаивания. Вестник Института археологии 19, 161–170.
Вестник Института археологии 19, 161–170.
Пелчин, А. В. 1997a – Влияние типа индентора на атрибуты чешуек: данные контролируемого эксперимента. Журнал археологических наук 24, 613–621.
Пелчин А.В. 1997b — Влияние морфологии поверхности керна на характеристики отщепов: данные контролируемого эксперимента. Журнал археологических наук 24, 749–756.
Пелчин, А. В. 1997c — Формирование чешуек: роль толщины платформы и внешнего угла платформы в образовании и прекращении образования чешуек. Журнал археологических наук 24, 1107–1113.
Speth, JD 1972 – Механические основы ударного отслаивания. Американская древность 37 (1), 34–60.
Это пошаговое руководство по археологическим методам входит в серию, подготовленную Jigsaw — сетью групп Кембриджшира, работающих вместе с Oxford Archeology East.Руководства доступны для загрузки с веб-сайта Jigsaw. Авторские права на эти руководства принадлежат Jigsaw и авторам.
Список каменных инструментов и описаний | |||||||||
| Adze | | Adzes были инструментами с изогнутым лезвием, используемым как зубил для работы Wood 0 | |||||||
| Наковальня (рабочая поверхность) | Это термин, используемый для описания скалы, которая использовалась в качестве ровной рабочей поверхности для измельчения кремня в инструменты, лезвия или снаряды 0 | ||||||||
| Выпрямитель для стрел | Выпрямитель для стрел был чрезвычайно полезным инструментом, сделанным из рога. | ||||||||
| Шило | | Шило представляло собой костяной или каменный инструмент, который был сужен к острию и использовался для пробивания отверстий в коже. Этот ручной инструмент также использовался для измельчения растительных волокон на нитки и рыболовные сети. | |||||||
| AX | AX | | оси были большие, режущие инструменты с тяжелыми утененными головками, установленными через ручку | ||||||
| заготовок | Заготовки были костяные или роговые инструменты в форме небольшой дубинки, используемые для отслаивания каменных орудий | ||||||||
| Резцы | или рога. Эти инструменты могли использоваться как с деревянной ручкой, так и без нее. Эти инструменты могли использоваться как с деревянной ручкой, так и без нее. Burin | ||||||||
| Borers | Борель были маленькими кусочками Flint в небольших каменных инструментах для пронзительных отверстий | ||||||||
Инструменты Biface и Uniface | Инструменты Biface были каменными орудиями, которые были обработаны с обеих сторон или поверхностей, что означает, что отщепы были намеренно отколоты с обеих сторон камня. Инструменты Uniface — это инструменты, которые обрабатывались или надрезались только с одной стороны. Инструменты Uniface — это инструменты, которые обрабатывались или надрезались только с одной стороны. | ||||||||
| Лампочка | Это флинт, используемый для описания маленького, округленного выпячивания на флинте хлопья, вызванного ударом, который отделил хлопья от его сердечника | ||||||||
| Бульбарное углубление | Углубление, остающееся на керне после откалывания лезвия или отщепа. | ||||||||
| Celt | Celts были длинные тонкие каменные аллеи или другие топорные инструменты | ||||||||
Черт является плотным, очень тяжелым камень, похожий на кремень, и один из предпочтительных материалов для изготовления каменных орудий. Его можно сколоть, но в основном он более низкого качества. Черт обычно встречается в оттенках белого, розового, коричневого и серого. Его можно сколоть, но в основном он более низкого качества. Черт обычно встречается в оттенках белого, розового, коричневого и серого. | |||||||||
| Раковистый излом | |||||||||
| Сердечник | Кусок кремня, с которого удалены отщепы. Сердцевины лезвий — это камни, используемые для изготовления различных видов инструментов путем отслаивания кусков от сердцевины для изготовления других каменных орудий и оружия, таких как ножи, скребки, наконечники для копий, сверла и т. д. | 9040||||||||
| Чребцы | Чребцы были 1/4 Moon в форме каменных инструментов, используемые в виде типов кочек или скребков 30476 30480590 | ||||||||
| Debitage | маленькие кусочки мусора и отходов, которые разрываются во время изготовления каменных инструментов | Дрифт | Дрифт был инструментом, обычно используемым из рога, который использовался в непрямой ударный процесс отслаивания, при котором отщепы удаляются посредством удара | 90 485||||||
| дрель | дрель была продолговатый цветной каменный инструмент, используемый в сверлениях отверстия в шкуре, дереве или коже | ||||||||
| хлопья и шелушения | Flake кусок камня, извлеченный из ядра. Инструмент для отслаивания, такой как заготовка из рога или выколотка, используемый для удаления отщепов при изготовлении каменных орудий Режущие отщепы и лезвия представляли собой излишки отщепов, которые использовались в качестве режущих инструментов Отслаивание под давлением. Ядро, применяя давление неуклонно, пока хлопья не разрывается перкуссия, отслаивающаяся — в котором хлопья ударили
| ||||||||
| Flint | Flint твердый камень, крупная нечистая разновидность кварца, обычно встречающаяся в сером, коричневом, красноватом, зеленом или почти черном цвете и часто имеющая стекловидный или восковой вид.Используется для изготовления каменных орудий, таких как наконечники копий и дротиков, ножи и инструменты. | ||||||||
| Инструменты из шлифованного камня | Эти инструменты обычно изготавливались из базальта, риолита, гранитных камней, грубая структура которых делала их идеальными для измельчения других материалов, включая растения и другие камни. Они использовались в сочетании с другими инструментами для изготовления кельтов и каменных топоров. Wood | ||||||||
| Hammerstone | Hammerstone был жестким, часто продолговатым или закругленным камнем, используемый в креме шлица 2 | ||||||||
| Гарпуны и атлатлы | Роговой гарпун был разработан арктическими и субарктическими племенами для охоты на крупных морских животных, таких как киты. Роговые гарпуны использовались в тандеме с деревянными пусковыми установками, известными как атлатлы, чтобы помочь гарпуну проникнуть в добычу с большей силой.
Изображение | ||||||||
| Knating | Knaking — Техника для изготовления каменных инструментов, удары или мягкий перкуссионный инструмент (роговая кость).См. Отбивку кремня | ||||||||
| Ножи | Ножи представляли собой инструменты, которые отслаивались для образования одной или нескольких режущих кромок. Flint Flake 60006 | ||||||||
| Microlith | Малые, узкие лезвия (1-4 CMS в длину), используемые в комбинации для различных инструментов, где они прикреплены к деревянному валу Чтобы сделать стрелки, пожинающие инструменты, гарпун, сверла | ||||||||
| длинный, узкий каменный лезвие, обычно менее 2 дюймов длинные | |||||||||
Иглы для шитья каменного века, сделанные из кости, с перфорированными отверстиями для глаз. Используется вместе с нитью из растительных волокон или сухожилий животных. Используется вместе с нитью из растительных волокон или сухожилий животных. | |||||||||
| Обсидиан | Стеклянная вулканическая порода, часто черного цвета, использовалась в древние времена для изготовления чрезвычайно острых лезвий. | ||||||||
| Удар | Слово удар, используемое в связи с изготовлением каменных орудий, относится к удару одного твердого предмета по другому или по другому с некоторой силой. Прямая перкуссия — Удар молотком или заготовкой непосредственно по керну с целью отколоть отщеп — Обычно наносился скользящий удар по краю камня, чтобы избежать полного разрушения керна. Косвенная перкуссия — Пробивка кости или рога между молотком и сердцевиной для удаления нежелательных выступов или выступов. Обеспечивает больший контроль, чем прямое перкуссионное шелушение. | ||||||||
| 4 | Pairs | хлопья Флинта были обработаны для создания зубчатого края, используемого для создания пилообразного каменного инструмента | |||||||
| Заточенные камни | Точильные камни, водные камни или бруски: эти камни использовались в качестве инструментов для шлифовки и заточки кромок ножей и орудий | ||||||||
кремень, у которого с одной стороны удалены мелкие чешуйки для создания рабочей кромки. Подходит для соскабливания и очистки шкур животных. Подходит для соскабливания и очистки шкур животных.Концевой скребок был мощным инструментом, который использовался для соскребания меха со шкур животных и удаления жировой ткани с его нижней стороны. | |||||||||
| Tranchet | Tranchet был каменный инструмент, используемый для резки | Список каменных инструментов и Описание | |||||||

Инструменты и оборудование для изготовления ювелирных изделий
Правильный инструмент для изготовления ювелирных изделий зависит от задачи, которую необходимо выполнить.Вы калибруете кольца, формируете металл или устанавливаете камни? В разделе инструментов и оборудования Rio Grande вы найдете широкий выбор высококачественных ювелирных ручных инструментов, таких как оправки, молотки и киянки, напильники, плоскогубцы, кусачки и ножницы, дисковые резаки и дыроколы, а также точные измерительные инструменты и весы, предназначенные для упростите выполнение каждой из этих задач благодаря специальным функциям, таким как эргономичный дизайн и подпружиненные ручки.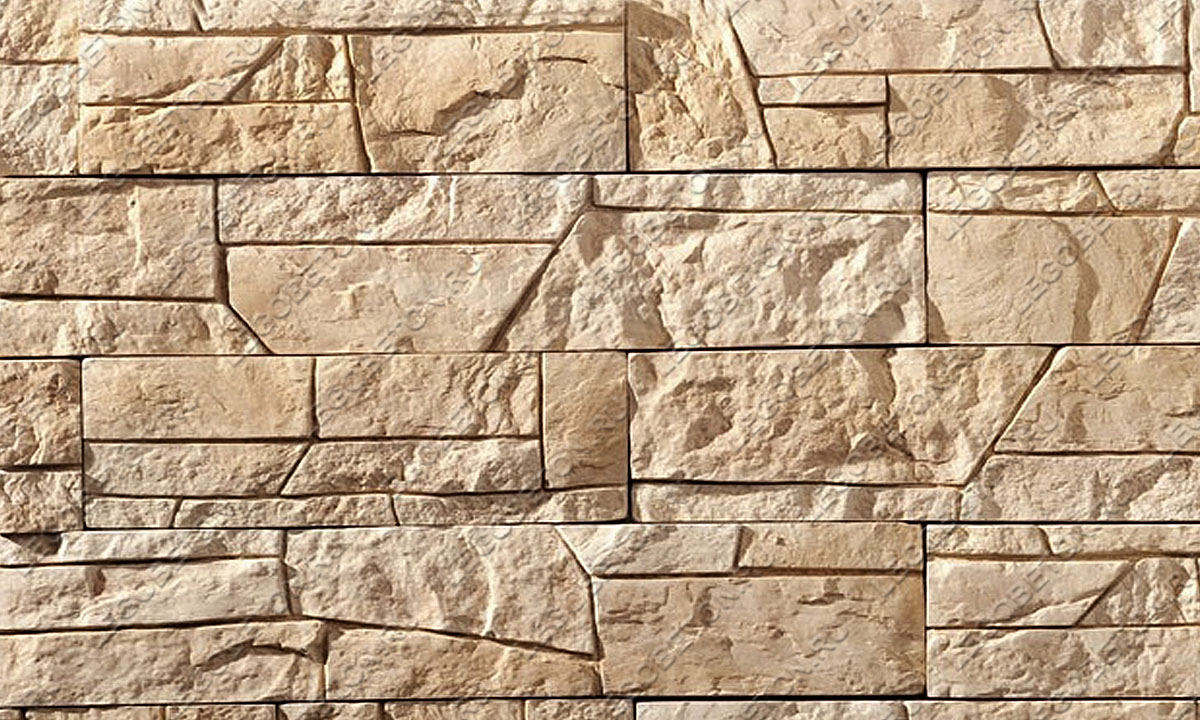 Время – деньги, и верстак, оснащенный экономящими время, долговечными и надежными инструментами для изготовления ювелирных изделий, стоит вложений.
Время – деньги, и верстак, оснащенный экономящими время, долговечными и надежными инструментами для изготовления ювелирных изделий, стоит вложений.
Надежное рабочее пространство — основа каждой вашей работы. У нас есть ювелирные верстаки и аксессуары для верстаков, подходящие для ювелирной студии или мастерской любого размера, а также широкий выбор настольных органайзеров, держателей инструментов, стеллажей для инструментов и подставок, чтобы держать вашу систему гибких валов Foredom ® , держатели гибких валов и аксессуары наготове. Вы также найдете множество принадлежностей для рабочего стола, экономящих время, таких как GRS ® Benchmate ® , Encore QC и скоба с защелкой, каждая из которых предназначена для стабилизации вашей заготовки в идеальном положении, чтобы вы могли поддерживать оптимальное рабочее положение. поза.
От программного обеспечения 3DESIGN ® CAD для создания ювелирных изделий, расходных материалов для изготовления литейных форм и инжекторов воска до нашей эксклюзивной линейки литейного оборудования Neutec ® — мы покроем ваши производственные потребности. У нас также есть оборудование для массовой отделки, такое как финишеры с магнитными иглами и роторные тумблеры, центробежные и вибрационные тумблеры, необходимые для поддержки ваших производственных процессов. Готовы заполнить свои полки расходными материалами? Ознакомьтесь с нашими материалами для сухой галтовки, растворами и составами для отделки, фильтрами, чистящими средствами, уплотнениями и смазочными материалами.Завершите свою работу с помощью моторов для полировки ювелирных изделий и расходных материалов для полировки ювелирных изделий, таких как полировальные круги, полировальные составы и печально известные салфетки Sunshine ® — нет другой подобной салфетки для полировки ювелирных изделий.
У нас также есть оборудование для массовой отделки, такое как финишеры с магнитными иглами и роторные тумблеры, центробежные и вибрационные тумблеры, необходимые для поддержки ваших производственных процессов. Готовы заполнить свои полки расходными материалами? Ознакомьтесь с нашими материалами для сухой галтовки, растворами и составами для отделки, фильтрами, чистящими средствами, уплотнениями и смазочными материалами.Завершите свою работу с помощью моторов для полировки ювелирных изделий и расходных материалов для полировки ювелирных изделий, таких как полировальные круги, полировальные составы и печально известные салфетки Sunshine ® — нет другой подобной салфетки для полировки ювелирных изделий.
Соответствующие инструменты для изготовления ювелирных изделий облегчат сложную задачу, упростят сложную задачу, а трудоемкий процесс ускорит. Независимо от того, насколько велика или мала ваша компания, наличие правильных инструментов и оборудования имеет важное значение для вашего успеха. В Rio Grande мы — компания ювелиров для ювелиров, и мы рекомендуем нашим клиентам те же инструменты и оборудование, что и сами.
В Rio Grande мы — компания ювелиров для ювелиров, и мы рекомендуем нашим клиентам те же инструменты и оборудование, что и сами.
Ландшафтный дизайн с помощью River Rock (Stone and Jack): лучшее онлайн-руководство
Ландшафтный дизайн с помощью River Rock: подробное руководство
Если вы ищете способы увеличить стоимость своей собственности, лучше всего начать с вашего ландшафта. Внешний вид вашего дома или офиса производит сильное первое впечатление на ваших гостей и может даже повлиять на ваше собственное мнение о вашем объекте. В дополнение к поддержанию хорошо ухоженного газона, вы можете рассмотреть возможность введения других элементов ландшафтного дизайна в качестве средства повышения привлекательности бордюра.Ландшафтный речной камень предлагает универсальное и доступное решение.
Известный своей гладкой и округлой текстурой, ландшафтный речной камень доступен во многих размерах, от 3/8″ до 5″.
Каждая размерная группа способна выполнять свой собственный уникальный набор функций в качестве средства удовлетворения ваших потребностей и желаний в области ландшафтного дизайна. Нейтральная и привлекательная цветовая палитра этих камней гарантирует, что они дополнят любой дом.
Нейтральная и привлекательная цветовая палитра этих камней гарантирует, что они дополнят любой дом.
Ландшафтный речной камень чрезвычайно прост в работе, однако многие владельцы домов и предприятий не знают, с чего начать.Два самых распространенных вопроса, которые мы слышим:
- Почему я должен использовать речные камни на своем участке и как их лучше всего использовать?
- Сколько будет стоить это предприятие и как я могу получить наибольшую отдачу от своего доллара?
Это подробное руководство проведет вас через этапы ландшафтного дизайна с речным камнем, чтобы гарантировать, что процесс будет максимально плавным и бесшовным.
Ландшафтная речная скала Использование
Речные камни уже давно популярны для использования в ландшафтном дизайне, поскольку их можно использовать для самых разных проектов.Вы можете подумать о добавлении речных камней в свой ландшафт для таких целей, как:
- Дорожки и дорожки – Речные камни – отличный выбор для создания садовых дорожек или дорожек перед домом. По камням удобно ходить, а разнообразие цветов и форм добавит визуальный интерес вашему участку.
- Игровые площадки — Многие люди предпочитают использовать небольшие речные камни в местах, окружающих детские игровые площадки и оборудование.Слой этих камней толщиной 2-3 дюйма может быть очень амортизирующим, что делает их безопасными при падении. Камни также чище, чем другие альтернативы, такие как песок или мульча, и не привлекают насекомых или других вредителей.
- Кромка – Речной камень различных размеров может служить отличным материалом для окантовки. Камни будут выглядеть красиво, поскольку они создают границы на краю клумб, садов, дорожек или даже по краям самого участка.
- Сады – Те, у кого зеленый палец, оценят тот факт, что речные камни способствуют здоровому дренажу и прекрасно смотрятся в саду.Камни не гниют и не заражаются жуками, что делает их более долговечными и экономичными в долгосрочной перспективе.
- Водные объекты – Речные камни могут использоваться для создания или улучшения влажных или сухих водных объектов. Эти камни ошеломляют, если их сгруппировать вокруг фонтана, создать водопад или окружить бассейн или пруд. Их также можно использовать для строительства сухих русел рек и ручьев.
- Предотвращение эрозии – Для дворов с уклоном эрозия земли в ненастную погоду может стать проблемой.Речные камни позволяют не только улучшить внешний вид вашего ландшафта, но и сохранить его, стратегически размещая камни таким образом, чтобы предотвратить эрозию.
 По камням удобно ходить, а разнообразие цветов и форм добавит визуальный интерес вашему участку.
По камням удобно ходить, а разнообразие цветов и форм добавит визуальный интерес вашему участку.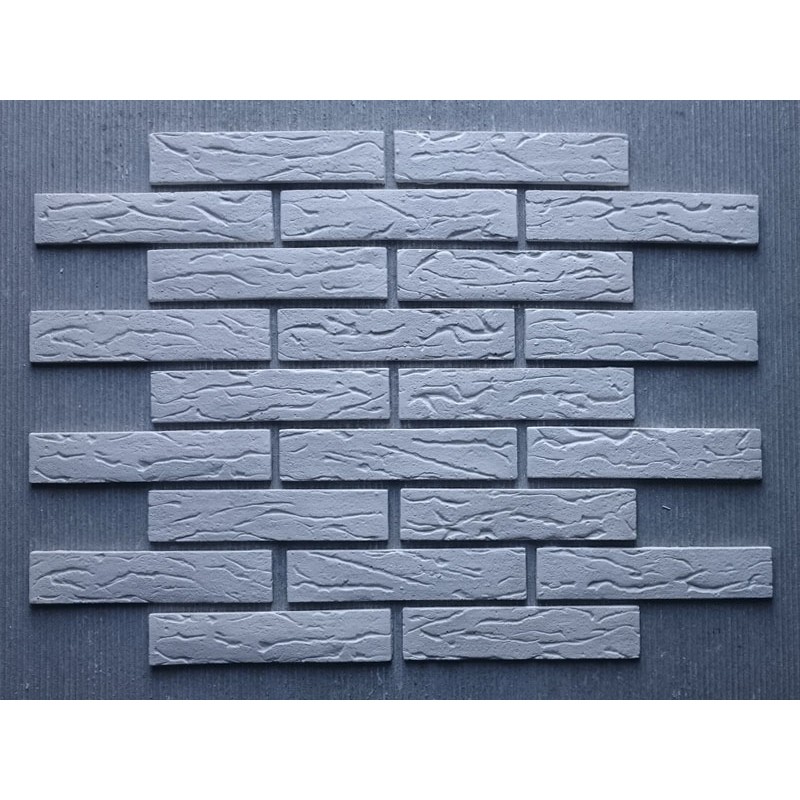
Пейзажная речная скала Калибровка
Ландшафтные речные камни доступны для покупки в нескольких размерах, каждый из которых имеет свой набор функций:
- Речной камень 3/8″ – это речные камни наименьшего размера, доступные для покупки. Чаще всего эти маленькие гладкие камни используются на игровых площадках и вокруг них, а также в игровом оборудовании. Поскольку у них нет зазубренных краев, они безопасны для детей и требуют гораздо меньшего ухода, чем другие альтернативы.
- Речной камень 3/4″ . Эти камни идеально подходят для создания дорожек и дорожек, так как их размер и гладкая текстура делают их очень удобными для ходьбы. Различные цвета камней придадут больше интереса к общему виду вашего ландшафта и собственности.
- 1-дюймовый речной камень — 1-дюймовый речной камень идеально подходит для вашего ландшафта, так как он все еще достаточно мал для пешеходных дорожек, но его также можно использовать для создания русел рек и объектов.Он создает множество вариантов дизайна, из которых вы можете выбирать.
- Речная скала размером 1-3 дюйма – По мере того, как речная скала продолжает увеличиваться в размерах, она остается универсальной. Камни размером 1-3 дюйма идеально подходят для создания водного объекта, который станет центральным элементом вашей собственности. Эти камни можно использовать для строительства или улучшения водопадов, русел рек и для окружения прудов или других элементов вашего ландшафта. Этот речной камень также идеально подходит для замены мульчи.
- 3-5-дюймовая речная скала – это самый крупный тип речной скалы из доступных.Большие камни отлично подходят для привлечения внимания к любой части вашего ландшафта. Многие владельцы недвижимости предпочитают использовать более крупный речной камень для создания или добавления водных объектов, таких как водопады. 3-5-дюймовый речной камень может использоваться в качестве альтернативы шпона меньшего размера по сравнению с типичными вариантами 6-10 дюймов.
 Поскольку у них нет зазубренных краев, они безопасны для детей и требуют гораздо меньшего ухода, чем другие альтернативы.
Поскольку у них нет зазубренных краев, они безопасны для детей и требуют гораздо меньшего ухода, чем другие альтернативы. Эти камни можно использовать для строительства или улучшения водопадов, русел рек и для окружения прудов или других элементов вашего ландшафта. Этот речной камень также идеально подходит для замены мульчи.
Эти камни можно использовать для строительства или улучшения водопадов, русел рек и для окружения прудов или других элементов вашего ландшафта. Этот речной камень также идеально подходит для замены мульчи.Пейзаж Река Скала Стоимость
Когда вы начинаете свой проект ландшафтного дизайна с речными камнями, важно не выходить за рамки бюджета. Для этого вам необходимо понимать различные факторы, которые могут влиять на цену речных камней, в том числе:
- Размер – Цена, которую вы заплатите за ландшафтный речной камень, будет зависеть от требуемого размера. Вообще говоря, камни меньшего размера будут стоить дороже, чем камни большего размера, поскольку они должны пройти дополнительную проверку, чтобы убедиться, что они имеют правильный размер.
- Необходимый объем — При расчете того, сколько вы потратите, вам необходимо определить, сколько камня вам нужно будет использовать. По понятным причинам, чем больший объем камней вам требуется, тем больше денег вам придется потратить. Тщательные расчеты могут помочь вам избежать покупки слишком большого количества камня, однако мы рекомендуем вам предусмотреть некоторую подушку в ваших расчетах.Лучше иметь немного больше, чем быть на полметра короче.
- Поставщик . Место, где вы решите купить ландшафтный речной камень, будет играть роль в его стоимости. Прежде чем бежать в местный большой магазин товаров для дома, вам следует учесть тот факт, что с вас, вероятно, возьмут больше, чем стоит камень. Чтобы убедиться, что вы получите наилучшую возможную сделку, всегда полезно посетить поставщика речного камня.
 Вообще говоря, камни меньшего размера будут стоить дороже, чем камни большего размера, поскольку они должны пройти дополнительную проверку, чтобы убедиться, что они имеют правильный размер.
Вообще говоря, камни меньшего размера будут стоить дороже, чем камни большего размера, поскольку они должны пройти дополнительную проверку, чтобы убедиться, что они имеют правильный размер.
Следуя этому руководству и поговорив с экспертом по речным камням, вы сможете создать ландшафт своей мечты.
Braen Supply предлагает речные камни всех размеров по лучшим ценам в северном Нью-Джерси. Наши специалисты прекрасно разбираются в речных породах и могут ответить на все ваши вопросы. Поговорите со специалистом сегодня, чтобы приступить к планированию речного скального ландшафта.
Джош Браен — генеральный директор Braen Supply. Он управляет как внутренним, так и внешним персоналом по продажам и наблюдает за всеми повседневными операциями.
Размерная каменная промышленность | Использование и применение
Размерный камень добывается путем резки или отделения каким-либо другим способом больших блоков камня от естественной горной массы.Размер отдельного произведенного блока зависит от ряда факторов, включая однородность самой породы, способность оператора карьера обращаться с необработанным камнем и требуемое конечное использование камня после его обработки. Типичный размер блока может составлять порядка 6 м3 (200 футов3), что соответствует весу блока 10–18 т, в зависимости от плотности. Способы эксплуатации отдельного карьера могут сильно различаться.
Типичный размер блока может составлять порядка 6 м3 (200 футов3), что соответствует весу блока 10–18 т, в зависимости от плотности. Способы эксплуатации отдельного карьера могут сильно различаться.
Физические характеристики массива горных пород (насколько он однороден и имеются ли определенные линии ослабления, такие как регулярная трещиноватость или расслоенность), размер как ресурса, так и рынка сбыта его продукции, а также финансовые ресурсы оператора , все они играют роль в принятии решения о конструкции и мощности карьера.При крупномасштабной операции первым этапом производства является разрыхление отдельных блоков, которые могут содержать тысячи кубометров материала, с уступов карьера высотой 10 м и более.
И наоборот, небольшой карьер может иметь очень ограниченную производительность, производить необработанные блоки весом 5–10 т и иметь меньшую высоту уступа, соответствующую имеющейся технологии производства. Однако общая концепция та же: производить необработанные блоки, которые затем можно перерабатывать в более ценный продукт. С этой точки зрения необработанный блок сам по себе является ценным активом, и с ним нужно обращаться осторожно — маленькие, неравномерно фрагментированные блоки менее востребованы на рынке, чем большие. В результате с ценными блоками обращаются бережно.
С этой точки зрения необработанный блок сам по себе является ценным активом, и с ним нужно обращаться осторожно — маленькие, неравномерно фрагментированные блоки менее востребованы на рынке, чем большие. В результате с ценными блоками обращаются бережно.
Например, некоторые операторы используют «подушку» из почвы или песка для поддержки только что разрыхленных необработанных каменных блоков, пока они перемещаются в карьере. Для более твердого материала, такого как гранит или другие интрузивные породы, блоки обычно отделяются от забоя карьера путем сверления ряда близко расположенных, точно выровненных отверстий, а затем вставки в них клиньев и прокладок (иногда называемых заглушками и перьями).Вбивание клиньев в отверстия последовательно приводит к растрескиванию камня вдоль линии отверстий, что позволяет высвободить блок. Более мягкие породы, такие как мрамор, можно резать канатными пилами с алмазной пропиткой, в то время как блоки мягкого (но не кристаллического) известняка часто вырезают с помощью механических пил. Большие объемы материалов, таких как сланец, можно разрыхлить путем осторожного использования взрывчатых веществ с низким энергопотреблением, таких как черный порох, которые помещаются в предварительно просверленные отверстия вдоль уступа карьера.
Большие объемы материалов, таких как сланец, можно разрыхлить путем осторожного использования взрывчатых веществ с низким энергопотреблением, таких как черный порох, которые помещаются в предварительно просверленные отверстия вдоль уступа карьера.
Цель здесь, конечно, состоит в том, чтобы достаточно разрыхлить необработанный камень, не дробя его, что сделало бы его непригодным для изготовления кровельного шифера или изготовления памятников.Небольшое количество взрывчатых веществ также можно использовать для освобождения блоков более твердого материала от пола уступа карьера. Каменные блоки перемещаются из карьера на перерабатывающий завод с помощью больших фронтальных погрузчиков и бортовых грузовиков. Затем необработанные блоки можно хранить в карьере в качестве инвентаря или сразу же отправлять на переработку на производственный завод; они часто интегрированы с добычей полезных ископаемых или расположены поблизости, чтобы снизить транспортные расходы.
Необработанные блоки проходят ряд этапов обработки в зависимости от требуемого конечного продукта. Обычно это включает в себя использование мокрой резки на блоки или тонкие пластины точного размера с помощью проволоки с алмазной пропиткой или дисковых пил с последующей, если требуется, полировкой или хонингованием.
Обычно это включает в себя использование мокрой резки на блоки или тонкие пластины точного размера с помощью проволоки с алмазной пропиткой или дисковых пил с последующей, если требуется, полировкой или хонингованием.
Толщина отдельных плит опять же зависит от конечного использования, при этом для архитектурной облицовки или коммерческого мощения требуется более толстая секция, чем, например, материал, предназначенный для использования в качестве напольной или настенной плитки в жилых помещениях. Отдельные карьеры часто представляют собой довольно небольшие предприятия, которые удовлетворяют местный спрос.Кроме того, компании по добыче объемного камня иногда имеют несколько карьеров по добыче различных типов или цветов камня, которые работают с перерывами в зависимости от спроса на конкретный камень. Непригодный каменный щебень измельчают и продают как строительный заполнитель.
.