Металлоконструкции фото от компании «WALDER» с гарантией качества
Металлоконструкции, металлические конструкции- строительные конструкции, применяемые как несущие в каркасах зданий и других инженерных сооружений (главным образ
Металлические конструкции компанииWALDER обладают рядом достоинств:
- меньший вес, чем у железобетонных конструкций,
- простота и серийность изготовления,
- легкость монтажа и демонтажа,
- удобство и быстрота возведения,
- возможность осуществления монтажа крупными блоками,
- транспортабельность,
- прочность и долговечность,
- надежность в эксплуатации
При строительстве — основная задача состоит в том чтоб найти оптимальные конструктивные решения. Металлоконструкции это наиболее подходяшие решение многих проблем. Металлообработка — токарные, фрезерные, шлифовальные работы, резка, гибка, штамповка, сварка. Изготовление нестандартного оборудования. Проектирование и изготовление технологической оснастки для холодной листовой штамповки с изготовлением деталей и узлов, пресс-форм для металлических, пластмассовых и резиновых изделий, штампов для горячей штамповки и другие приспособления.
Строительные металлоконструкции
Строительные металлоконструкции — это каркасы зданий и ограждающие металлические конструкции. Область применения металлических конструкций весьма обширна: они применяются во всех типах зданий и инженерных сооружений, особенно в тех случаях, когда необходимы и предполагаются значительные пролеты, высота и нагрузки. Кроме этого, строительные металлоконструкции применяются в зданиях-модулях промышленного, спортивно-оздоровительного и социально-общественного назначения. Одно из основных преимуществ металлоконструкций — это быстрота и простота их изготовления. Учитывая большие производственные мощности российских заводов, самые смелые и неожиданные проекты с применением строительных металлоконструкций можно строить относительно быстро. В наше время, когда все меньше становится типовых проектов и одинаковых зданий, металлические конструкции — это именно то, что нужно строителям и проектировщикам
Адрес и телефоны по которым Вы всегда сможете получить консультацию: 29025 Украина, г.
e-mail: [email protected]
Изготовление навесов в Москве. Цены на арочные навесы
Хотите, чтобы навес не только являлся надежной защитой от атмосферных осадков, но также был настоящим украшением загородного участка, прилегающей к офису территории или детского сада? Компания «МеталлПроцесс» предлагает услуги по изготовлению навесов различного назначения по индивидуальным проектам в Москве с использованием современных методов металлообработки.
Вы можете предоставить свой проект или мы произведем расчеты и разработаем его конструкцию в соответствии с вашими пожеланиями! У нас вы сможете заказать не только изготовление навеса, но и также его доставку и монтаж. Мы гарантируем высокое качество и быстрое выполнение работ.
Наши навесы
У нас вы сможете заказать навесы:
- для стоянки одного или нескольких автомобилей;
- оборудования зоны отдыха с барбекю и беседки;
- хранения дров или над крыльцом;
- защиты бассейна от дождя и снега.


Мы изготавливаем теневые навесы для детских садов, а также городских автостоянок и паркингов. В зависимости от пожеланий заказчика это могут быть плоские, односкатные, двухскатные или арочные конструкции.
Материалы
Изготовленные нами навесы отличает высокая надежность, функциональность и индивидуальностью благодаря использованию современных материалов:
- профильной трубы из черной или нержавеющей стали;
- поликарбоната;
- закаленного стекла или триплекса;
- металлопрофиля и профнастила.
Технологии
Раскрой профильной трубы и листового металлопроката производится на высокоточных станках лазерного раскроя либо высокоскоростной ленточной пилой, позволяющей одновременно обрабатывать несколько заготовок, в том числе под разным углом. Это позволяет нам максимально снизить отходы металла и уменьшить цену готовых изделий.
После сварки готовые металлоконструкции отправляются в камеру порошковой окраски.
Стоимость и оформление заказа
Цена изготовления навеса в Москве зависти от его размера и используемых материалов. Мы готовы использовать как собственные материалы, так и предоставленные заказчиком.
Для уточнения стоимости изготовления навеса, условий доставки и монтажа, пожалуйста, свяжитесь с нами по телефону либо отправьте заявку с сайта.
Наши работы
Небольшая часть выполненных нами работ.
Фото наших работ по изготовлению металлоконструкций от производителя на заказ
 Наши мастера изготавливают типовые варианты или на заказ. Помимо этого, мы предлагаем услуги по монтажу.
Наши мастера изготавливают типовые варианты или на заказ. Помимо этого, мы предлагаем услуги по монтажу.Преимущества конструкций из металла
Долговечность. Металл сам по себе обладает хорошими эксплуатационными характеристиками. Он может выдерживать большие нагрузки на постоянной основе. Как правило, при правильном использовании конструкции из такого материала (в зависимости от вида) служат более нескольких десятков лет. Также важную роль играет покрытие. Обычно оно хорошо защищает конструкции от различных внешних воздействий (осадков, перепадов температуры и т. д.).
Практичность. Многие конструкции разработаны таким образом, что их легко перевозить, монтировать и при необходимости можно заменить какие-то отдельные элементы. Также гаражи, лестницы, козырьки и многое другое можно красить определенными составами нужного вам цвета, в том числе и несколько раз подряд.
Доступная стоимость. Металлические листы и трубы имеют невысокую себестоимость.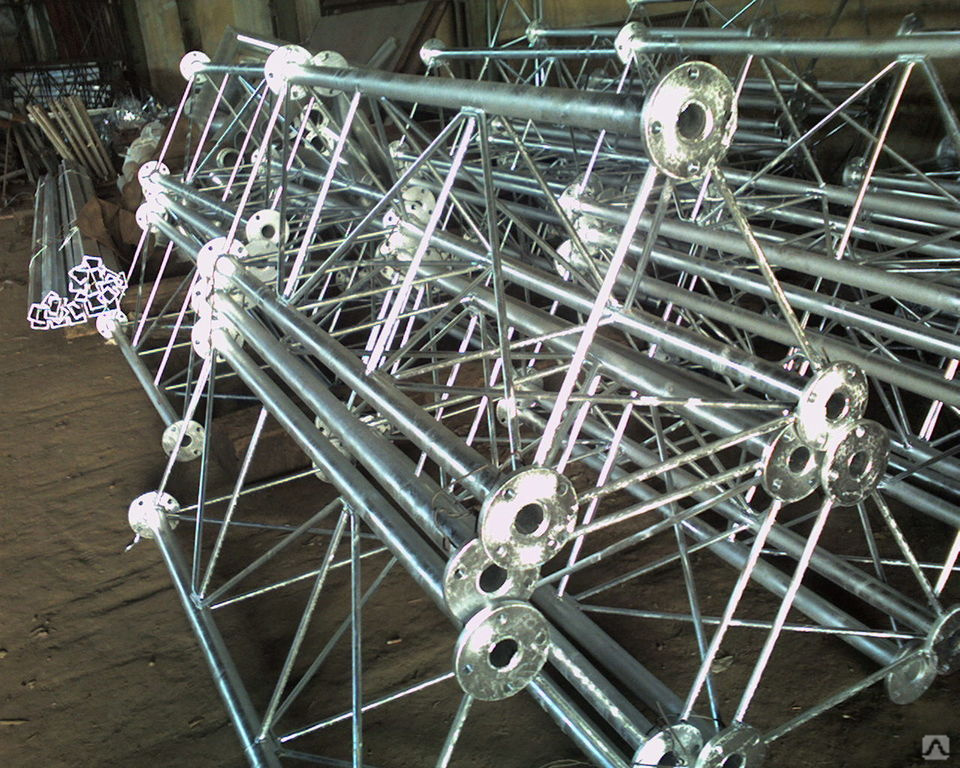
Почему стоит обратиться к нам
Возможность найти подходящий вариант. У нас большой ассортимент продукции. Наши мастера изготавливают лестницы, контейнеры ПУХТО, навесы, заборы, ворота, калитки, козырьки и т. д. Мы имеем большой опыт в сфере производства металлоконструкций, поэтому можем сами создать чертежи, а также работаем по вашим эскизам.
Возможность получить профессиональное мнение.

Возможность получить металлоконструкции под ключ. Согласитесь, это очень удобно, когда можно в одном месте заказать и изготовление, и доставку, и монтаж. Наша компания предлагает весь спектр таких услуг. Подробности и стоимость можно узнать у нашего менеджера.
Возможность купить качественные конструкции. Наше производство оснащено специальным современным оборудованием. Наши сотрудники регулярно повышают свою квалификацию. Также мы своевременно занимаемся переустановкой ПО для создания чертежей. Изготовление металлических гаражей, заборов, лестниц и других конструкций осуществляется из качественного сырья. Все это позволяет нам предлагать вам продукцию высокого качества.
Решили обратиться к нам? Позвоните менеджеру «ПМК» по контактному номеру. Посмотреть адрес нашего офиса в Санкт-Петербурге можно в разделе «Контакты».
Изготовление и монтаж металлоконструкций в Нижнем Новгороде по низким ценам
Одним из основных направлений деятельности ООО «Фирма «Модуль» является изготовление и монтаж металлоконструкций в Нижнем Новгороде.
Изготовление металлоконструкций осуществляется на двух собственных производственных площадках, размещенных в Нижнем Новгороде и на Бору. Многолетний опыт работы, современное оборудование и наличие квалифицированного персонала позволяет качественно выполнять заказы на изготовление и монтаж металлоконструкций любой сложности для объектов промышленного и гражданского назначения.
Изготовление металлоконструкций в Нижнем Новгороде
В компании «Модуль» Вы можете заказать изготовление металлоконструкций как для стандартных унифицированных зданий, так и для сложных уникальных объектов. Мы изготавливаем:
- каркасы промышленных и производственных зданий, эстакад;
- конструктивные элементы торговых и офисных центров;
- колонны и стойки;
- фермы из профильной трубы;
- прогоны, консоли, площадки, стойки фахверка;
- ограждения и металлические лестницы;
- подкрановые пути;
- ленточные конвейеры;
- заборы, павильоны, скамейки;
- отливы, парапеты, нащельники;
- уникальные и специфические металлоконструкции
- конструкции ангаров, складов, спортивных объектов, сервисных и автозаправочных станций, гаражей;
Монтаж металлоконструкций
Компания «Модуль» имеет большой опыт работы по монтажу металлоконструкций. Многие известные Нижегородские компании воспользовались нашими услугами, многие знаковые для города объекты выполнены руками наших специалистов. Все работы по монтажу металлоконструкций осуществляют монтажники-высотники высокой квалификации.
Многие известные Нижегородские компании воспользовались нашими услугами, многие знаковые для города объекты выполнены руками наших специалистов. Все работы по монтажу металлоконструкций осуществляют монтажники-высотники высокой квалификации.
Кроме монтажа изделий собственного производства компания оказывает услуги по укреплению металлоконструкциями существующих строительных элементов: железобетонных колонн, стоек, консолей и т.д.
Расценки на монтаж металлоконструкций в нашей компании — самые демократичные, мы держим конкурентоспособные цены. Точную цену на производство работ по изготовлению и монтажу металлоконструкций подскажет наш специалист после подробного обсчета Вашего заказа.
Наша компания осуществляет так же сдачу объекта «под ключ»: при заказе на изготовление и монтаж металлоконструкций возможно так же по желанию заказчика производство работ по внешней и внутренней отделке объекта. Если вы хотите рассчитать цену и заказать изготовление или монтаж металлоконструкции – звоните по телефонам:
+7 (831) 269-78-35
+7 (831)269-78-33
+7 (831) 269-78-36
Наши работы
Изготовление металлоконструкций
Монтаж металлоконструкций
Изготовление и монтаж металлоконструкций
Изготовление металлоконструкций
Примеры работ
Изготовление металлоконструкций и услуги монтажа в Москве
Производственные цеха ООО «МК Монтеко» располагаются в Москве и Московской области. Наша компания производит продукцию для объектов различного назначения.
Наша компания производит продукцию для объектов различного назначения.
Выполняем изготовление металлоконструкций:
- из металла и стали, из труб,
- нестандартных и типовых,
- конструкций металлических деталировочных (КМД),
- сложных, мелких и малых, крупных металлоконструкций.
ООО «МК Монтеко» выпускает конструкций и металлоизделий по типовым и индивидуальным проектам. Работы проводят высококвалифицированные инженеры, проектировщики, сварщики и монтажники.
Компанией «МК Монтеко» освоены качественное производство металлоконструкций. Осуществляем поставку любой сложности в регионы России на самых выгодных условиях для заказчика.
Наши услуги
Заказать выпуск конструкций из металла в нашей компании выгодно, экономично и надежно.
Мы ответственно относимся к соблюдению норм безопасности, а к нашему качеству работ стремятся многие организации по всей стране.
Заказать изготовление в «МК Монтеко»
Почему стоит сделать заказ изготовления металлоконструкций в «МК Монтеко»? Для вас мы найдем несколько самых важных аргументов:
У нас в «МК Монтеко» отличное качество продукции, которое обеспечивается уже на стадии конструкторской разработки.
Мы не только проектируем и выпускаем конструкции из металла, но доставляем их на объект и проводим сборочно-монтажные работы.
Наша компания правильно рассчитывает оптимальные цены на продукцию и монтаж изделий, предлагая заказчикам выгодные предложения.
Технологические решения, разработки и опыт позволяют нам выполнять любое изготовление металлоконструкций быстро и точно в срок.
Компания «МК Монтеко» известна заказчикам, очень ответственна и надежна по обязательствам.
Наша компания существует далеко не первый год – вы можете смело доверить нам свои средства.
Мы – производители со своим собственным заводом, а не посредники-перекупщики.
Персонал компании включает специалистов с профильным образованием и большим опытом работы.
«МК Монтеко» применяет в производстве металлоконструкций высококлассное оборудование и современную технику, включая:
- аппараты плазменной и лазерной резки,
- оборудование для токарной обтаботки и сверления,
- широкий спектр сварочного оборудования,
- мощные кран-балки,
- современные высокопроизводительные лентопилы.

Если вам требуются металлоконструкции, то компания ООО «МК Монтеко» в Москве ждет вашего обращения и готова выполнить самые сложные работы по справделивым ценам.
Производство металлоконструкций в Екатеринбурге по индивидуальному заказу
Производство и изготовление металлоконструкций в Екатеринбурге
Компания «УПМ Инжиниринг» работает на отраслевом рынке уже на протяжении 16 лет. В нашем производстве применяются только современные инновационные технологии. Мы применяем индивидуальный подход к изготовлению металлоконструкций, и ориентируемся, в первую очередь на задачи и потребности клиентов.
Соответствие ГОСТУ Современное производство Минимальные сроки изготовления Наличие собственного металла на складе
Металлоконструкции от компании «УПМ Инжиниринг»
Примеры металлоконструкций, изготовленных на нашем производстве, вы можете посмотреть на фото ниже. Запросить конкретные фото изделий, вы также можете отправив соответствующий запрос на нашу электронную почту info@upmlazer. ru.
ru.
Преимущества производства металлоконструкций в «УПМ Инжиниринг»
Производство металлоконструкций в компании «УПМ Инжиниринг» осуществляется по инновационным технологиям из качественной сырьевой базы. Вы можете не сомневаться в качестве и надёжности наших изделий!
Преимущества нашей компании:
- Контроль качества на этапе приёма металлопроката и на всех стадиях производства;
- Высокий уровень сервиса;
- Строгое соблюдение всех требований заказчика и договоренностей;
- Быстрые сроки изготовления;
- Удобная доставка.
Оставьте заявку прямо сейчас!
- Если ваш заказ не отличается сложностью изготовления, то специалист рассчитает вам стоимость заказа в реальном времени сразу по телефону.
- Если же вы хотите заказать производство металлоконструкций по индивидуальному чертежу, то нашему специалисту может потребоваться время на оценку работ.
- После оценки и внесения предоплаты, запускается процесс производства. Мы всегда стремимся к сокращению сроков производства, но при этом не допускаем снижения качества готовых изделий.
 Мы всегда стремимся к сокращению сроков производства, но при этом не допускаем снижения качества готовых изделий.
Мы всегда стремимся к сокращению сроков производства, но при этом не допускаем снижения качества готовых изделий.- Звоните нам по номеру телефона +7 (343) 372-50-03
- Заказать звонок
- Пишите нам на почту [email protected]
- Оставьте заявку при помощи формы ниже
Как рассчитывается цена металлоконструкций?
Расчёт стоимости металлоконструкций производится в соответствии с техническим заданием заказчика. Учитывается тип используемых элементов, их количество, а также вид работ, которые необходимо выполнить в ходе производства.
Узнаёте стоимость производства и монтажа металлоконструкций прямо сейчас. Для этого достаточно прислать нам макет или чертёж изделия и мы произведём расчёты в ближайшее время. Или позвоните нам по номеру +7 (343) 372-50-03. Гарантия высокого качества металлоконструций при низкой рыночной цене от лучшего изготовителя на Урале!
|
УЗНАТЬ Прикрепите чертеж или макет изделия |
Металлоконструкции широко применяются во всех сферах строительства и производства. Сегодня ни одни современные строительные работы не обходятся без их использования. Кроме того, использование металлоконструкций не только повышает скорость работ, но и является удобным и выгодным.
Сегодня ни одни современные строительные работы не обходятся без их использования. Кроме того, использование металлоконструкций не только повышает скорость работ, но и является удобным и выгодным.
Стоит отметить, что назначение металлоконструкций весьма велико. Они применяются, как в строительстве сложных многоэтажных зданий, так и для возведения помещений с простой конструкцией, таких как различные подсобные помещения, небольшие цеха, а также гаражи и ангары.
Надёжность сварных металлоконструкций
Сварные металлоконструкции производятся в соответствии с техническим заданием конкретного заказчика и находят широкое применение в различных сферах строительства и промышленности.
Они изготавливаются при помощи различной техники сварки – газовой, аргонной. Для производства используется аллюминий, нержавеющая или оцинкованная сталь и другие материалы, в зависимости от назначения.
Надёжность и прочность обеспечивается за счёт соблюдения регламента производства, и использования современных технологий изготовления металлических изделий.
Цена на сварные конструкции является доступной, и зависит от сырья, применяемого в производстве, и требуемого объёма продукции.
Звоните и заказывайте изготовление металлоконструкций по индивидуальному чертежу прямо сейчас! Гарантия высокого качества и низкой цены от самого надёжного производителя Урала!
Изготовление металлоконструкций любой сложности в Калининграде и монтаж
Группа «Промстрой» занимается изготовлением и возведением надежных металлоконструкций в Калининграде. Мы используем сырье от лучших и проверенных поставщиков, а наше производство полностью автоматизировано, что позволяет нам выпускать продукцию высочайшего качества. Наши металлоконструкции сертифицированы и полностью соответствуют всем эксплуатационным требованиям ГОСТа и европейских агентств по стандартизации.
Наши оцинкованные металлические конструкции могут быть использованы для возведения самых разнообразных промышленных или общественных объектов — от складских помещений до сельскохозяйственных построек. Мы изготавливаем как стандартные сооружения, так и инженерные проекты с учетом любых пожеланий заказчика. По Вашему усмотрению наши специалисты также могут произвести монтаж готовой металлоконструкции в максимально короткие сроки.
Мы изготавливаем как стандартные сооружения, так и инженерные проекты с учетом любых пожеланий заказчика. По Вашему усмотрению наши специалисты также могут произвести монтаж готовой металлоконструкции в максимально короткие сроки.
Помимо этого, у нас всегда широкий спектр качественных услуг по металлообработке — от сварки до вальцовки — на выгодных условиях. В нашей компании работают одни из лучших специалистов в своем деле, обладающих огромных опытом решения задач любой сложности. На заводе мы используем только самое надежное и современное оборудование. Поэтому на все наши услуги мы предоставляем длительные гарантии. Чтобы заказать изготовление и монтаж металлоконструкций по цене, которая Вас приятно удивит, звоните нам уже сегодня по номеру +7 (4012) 666-030!
Металлоконструкции — надежность и доступность
Дилемма выбора строительного материала при возведении какой-либо постройки стара, как мир. Практически у любого искусственного или натурального материала найдется с десяток уникальных преимуществ и недостатков. Наша компания использует для строительства оцинкованные металлоконструкции, потому что мы считаем их самыми лучшими.
И на сегодняшний день все больше людей по всему миру начинают разделять наше мнение. Возведение сооружений именно с помощью этого материала открывает ряд преимуществ, среди которых особо стоит выделить следующие:
- Универсальность — при помощи оцинкованного профиля можно создавать постройки любой сложности, типа и для самых различных сфер применения (павильоны, навесы, склады и пр).
- Легкость установки — монтаж металлоконструкций производится в самые короткие сроки благодаря тому, что сборка осуществляется при помощи болтов. На скорость установки таким образом не влияют удаленность от цивилизации или погодные условия.
- Вариативность — возведенную конструкцию довольно легко реорганизовать, приспособить для других нужд и даже разобрать, перенести в другое место и смонтировать заново. Для этого наши инженеры оставляют подробные инструкции по эксплуатации и монтажу.
- Долговечность — оцинкованный профиль не боится перепадов температур, коррозии, влияния атмосферных осадков, плесени и грибка, он прочен и способен прослужить без нужды в замене или ремонта в течение десятков лет.
- Выгода — себестоимость металлопрофиля гораздо ниже, чем у большинства традиционных стройматериалов.

Мы строим:
| Сельскохозяйственные здания и сооружения | Промышленные сооружения | Производственные здания и сооружения | Быстровозводимые здания и строения |
|
|
|
|
Заказывать металлоконструкции в ООО «Промстрой» выгодно!
ПГ «Промстрой» обладает собственным заводом металлоконструкций, мы самостоятельно изготавливаем, доставляем и монтируем нашу продукцию. Таким образом заказчику не приходится дополнительно платить за услуги всевозможных посредников, что положительно сказывается на конечной стоимости изделия.
Таким образом заказчику не приходится дополнительно платить за услуги всевозможных посредников, что положительно сказывается на конечной стоимости изделия.
Поэтому обращаясь к нам, Вы всегда можете рассчитывать на самые выгодные условия сотрудничества. Ценовая политика нашей организации основывается на доступности и персональном подходе к каждому клиенту. Также у нас действует гибкие системы скидок и бонусов, которые позволяют Вам экономить еще больше! Звоните нам уже прямо сейчас по телефону +7 (4012) 666-030 и узнайте о лучших предложениях нашей компании!
Наши работы:
Монтаж металлоконструкций
Наша компания также занимается возведением зданий и строений из металлических конструкций. Все работы мы выполняем в соответствии с нормами безопасности. Конструкции, возведённые усилиями наших мастеров, не один десяток лет будут служить их обладателю.
Мы проектируем, изготавливаем, монтируем и реконструируем металлоконструкции по доступной цене! Работа наших специалистов находит положительный отклик в среде фермеров, промышленников и предпринимателей региона. Наши клиенты высоко оценивают качество проведения работ мастерами промышленной группы «Промстрой» на всех стадиях — от проектирования будущего строения и до финального сооружения. При этом специалисты компании работают над заказами различной степени сложности, на совесть выполняя все необходимые работы для любого типа объектов.
Наши клиенты высоко оценивают качество проведения работ мастерами промышленной группы «Промстрой» на всех стадиях — от проектирования будущего строения и до финального сооружения. При этом специалисты компании работают над заказами различной степени сложности, на совесть выполняя все необходимые работы для любого типа объектов.
Проектировщики «Промстрой» разработают для Вас будущее строение, каким бы сложным оно не оказалось — это может быть загон для скота, ангар или склад, а может быть и хранилище или же производственный цех. Вне зависимости от сложности работы, изготовление сборных элементов будет проведено на совесть с соблюдением необходимых норм и стандартов при строительстве подобных сооружений.
Компания «Промстрой» работает на современном и надёжном оборудовании, использует только высококачественные инструменты и средства, а уровень профессионализма сотрудников позволяет каждый раз производить максимально качественную продукцию и добросовестно проводить сборку металлоконструкций. Цена на проведение работ приятно обрадует любого клиента.
Цена на проведение работ приятно обрадует любого клиента.
Обращайтесь в промышленную группу «Промстрой»!
Производство Фотогалерея | Изготовление передовых кромок
Cutting Edge Fabrication предоставляет широкий спектр производственных услуг; в нашей производственной галерее представлены некоторые из проектов, над которыми мы работали в последнее время. Показаны средние и крупные конструкции и компоненты, изготовленные из алюминий, износостойкая пластина, бронепластина, углеродистая сталь, тяжелая плита, высоколегированная сталь, железо, марганец, сплав на основе никеля, листовой металл, нержавеющая сталь и конструкционная сталь.Телескопический конвейер
25.5-дюймовый уравнительный бункер для бетона — 50000 фунтов.
Основание стойки для сборки реактивного двигателя — алюминий 6060 и 6061
Сварка тяжелого оборудования из трех частей на сварочном стенде
Качественный лазер, сварочное производство
Изготовление качественных деталей
Детали, вырезанные лазером
Отделка деталей
Стальные детали
Дробеметная камера
Формовочное производство
Изготовление фасонных деталей
Лазерная резка металла — станина 60 x 120 дюймов
Производство вагонов
Рама вагона
Дробеструйный корпус барабана
Защитный кожух из A36 с использованием лазера, тормозного пресса, сварки, сверления и нарезания резьбы
Барабан, изготовленный из A36 и марганца с использованием плазмы, лазера, пилы, водоструйной резки, тормозного пресса, ролика и сварки
Торцевая пластина из A36 с использованием лазера, тормозного пресса, сварки, сверления и нарезания резьбы
Рама для производства продуктов питания
Большой производственный проект
Производственная сборка
Сварка
Изготовление дробеструйной камеры
Дробеструйный шкаф 300 дюймов — 26 000 фунтов.
Стол для сжигания 11 x 28 футов
Балка во вращающемся сварочном приспособлении
Транспортный перевозчик
Крепление для крепления реактивного двигателя
Готовое изделие из малоуглеродистой стали с порошковым покрытием
Кожух/оболочка колеса центробежной очистки
Крупногабаритные изделия из мягкой стали
Крупногабаритные изделия из мягкой стали
Лопасти, изготовленные из A36 с помощью пилы и тормозного пресса
Пленум, изготовленный из A36 и AR 400 с использованием лазера, тормозного пресса, валка, пилы, сверления и сварки
Обработка крупных деталей
Большой производственный проект
Изготовление деталей
Детали в сборе
Сварочно-струйный шкаф
О Cutting Edge Fabrication
Cutting Edge Fabrication (CEF) — сертифицированная по стандарту ISO 9001:2015 компания по производству листового металла, специализирующаяся на обработке необработанных металлических материалов, сварке средних и крупных металлических конструкций и компонентов. Производственные услуги CEF включают в себя сварку, формование металла, гибку металла, современную резку листового металла — лазерную, плазменную и газокислородную резку, резку, высокопроизводительную производственную распиловку, прецизионную обработку с ЧПУ, комплексные услуги по сборке и контроль качества. . Компания ведет бизнес с 1990 года в Милуоки, штат Висконсин.
Производственные услуги CEF включают в себя сварку, формование металла, гибку металла, современную резку листового металла — лазерную, плазменную и газокислородную резку, резку, высокопроизводительную производственную распиловку, прецизионную обработку с ЧПУ, комплексные услуги по сборке и контроль качества. . Компания ведет бизнес с 1990 года в Милуоки, штат Висконсин.
Руководство по изготовлению металлических деталей
Материалы из листового металла
Protolabs предлагает самые популярные листовые металлы, начиная от углеродистой стали, такой как: холоднокатаная сталь (CRS), оцинкованная и оцинкованная, до нержавеющей стали, алюминия, меди и латуни.Каждый из них имеет свои уникальные качества, и ваши причины выбора одного по сравнению с другим могут варьироваться от эстетики до коррозионной стойкости.
Листовой металл CRS
Подобно горячекатаной стали, холоднокатаная сталь проходит еще один процесс. Его прокатывают второй раз при комнатной температуре после дополнительного обжатия валками. Использование этого метода существенно увеличивает твердость, но снижает пластичность. CRS хорошо подходит для деталей, требующих формовки при комнатной температуре, а также легко поддается сварке и окрашиванию.CRS обычно покрывают маслом для повышения коррозионной стойкости.
Использование этого метода существенно увеличивает твердость, но снижает пластичность. CRS хорошо подходит для деталей, требующих формовки при комнатной температуре, а также легко поддается сварке и окрашиванию.CRS обычно покрывают маслом для повышения коррозионной стойкости.
Оцинкованный и оцинкованный листовой металл
Узоры с блестками на оцинкованной стали знакомы каждому, кто видел воздуховоды для помещений. Для высококоррозионностойкой, оцинкованной и оцинкованной стали используется один и тот же начальный процесс, при котором металл погружается в раствор жидкого цинка при температуре 850 градусов по Фаренгейту. Но отличия начинаются там. Оцинкованная сталь добавляет второй этап обработки к своей исходной, беря оцинкованную сталь и пропуская ее через печь для отжига при температуре 1050 градусов по Фаренгейту, в которой железо вытягивается на поверхность, чтобы соединиться с защитным цинковым покрытием.Это придает изделию гладкую поверхность, более устойчивую к коррозии. Оба хорошо поддаются формованию, но поверхность гальванического отжига гораздо лучше поддается покраске. Если вы ищете более индустриальный вид, вам может подойти оцинкованная сталь. Если внешний вид и окрашиваемость важны, гальванопокрытие подойдет.
Оба хорошо поддаются формованию, но поверхность гальванического отжига гораздо лучше поддается покраске. Если вы ищете более индустриальный вид, вам может подойти оцинкованная сталь. Если внешний вид и окрашиваемость важны, гальванопокрытие подойдет.
Листовой металл из нержавеющей стали
Нержавеющая сталь повсюду — в приборах, раковинах и гигантских чанах, используемых для приготовления пива! Отделка может варьироваться от матовой до гладкой, но независимо от того, что вы выберете, вы получите поверхность, которая очень устойчива к коррозии и пятнам, даже при воздействии кислотных соединений.Это делает его популярным и в лабораторных условиях. Магия нержавеющей стали заключается в сочетании хрома и никеля для создания этого прочного металлического сплава. Мы предлагаем нержавеющую сталь 304 и 316. Если вас беспокоит коррозия, вы можете выбрать нержавеющую сталь 316, хотя она несколько дороже. Добавление молибдена в 316 делает его более подходящим для сложных условий, особенно для использования на открытом воздухе и в море.
Листовой алюминий
Алюминий имеет много достоинств.Он легкий, прочный, устойчивый к коррозии, немагнитный и хорошо поддается формованию. Он также хорошо рассеивает тепло и очень привлекателен благодаря полугладкой поверхности как в наших разновидностях 5052, так и в 6061. Какой из них вы должны использовать, зависит от вашего приложения. 5052 — ваш лучший выбор для листового металла, потому что 6061 иногда трескается во время формовки. Изгибы в 6061 значительно менее прочные, и вам придется компенсировать это большим радиусом изгиба, чтобы обеспечить структурную целостность, что может быть нежелательно в вашей конструкции.Тем не менее, 6061 — разумный выбор для плоских деталей.
Листовой медный металл
Protolabs предлагает медный листовой металл двух видов: C101 и C110. Оба хорошо известны своей электропроводностью, блестящей отделкой и красивой сине-зеленой патиной, которая медленно образуется на поверхности с течением времени из-за воздействия элементов, особенно в соленой воде и в промышленных условиях. Тем не менее, коррозионная стойкость меди высока. C101, также называемая бескислородной медью, часто используется в инженерных приложениях и хорошо поддается формованию.C110 часто используется в сантехнической арматуре и из-за его высокой проводимости (уступает только серебру) в электронике. C110 не рекомендуется использовать с ацетиленом, аммиаком, азотной кислотой, ртутью или солями ртути.
Тем не менее, коррозионная стойкость меди высока. C101, также называемая бескислородной медью, часто используется в инженерных приложениях и хорошо поддается формованию.C110 часто используется в сантехнической арматуре и из-за его высокой проводимости (уступает только серебру) в электронике. C110 не рекомендуется использовать с ацетиленом, аммиаком, азотной кислотой, ртутью или солями ртути.
Листовой латунный металл
Добавьте цинк к меди, и вы получите латунный сплав. CDA260, разновидность латунного листового металла, который мы используем в Protolabs, состоит примерно на 70 процентов из меди и на 30 процентов из цинка. Латунь обладает высокой коррозионной стойкостью и, как и исходная медь, прекрасно выглядит и хорошо поддается формованию.Он широко используется в морских приложениях и электронных компонентах.
Методы постобработки металла
Вторичные операции характерны для многих производственных процессов, особенно для металлических деталей. Термическая обработка повышает прочность и снимает внутренние напряжения, возникающие при обработке сырья и тяжелой механической обработке. Углеродистые стали, такие как 1018, могут подвергаться цементации путем азотирования или науглероживания, а сталь 4140 легко доводится до твердости 50 Rc или выше с помощью методов закалки и отпуска.Как упоминалось ранее, сталь 17-4 PH можно сделать довольно твердой, как и некоторые нержавеющие стали серии 400, но нержавеющую сталь серии 300 можно закалить только путем холодной обработки или волочения через штамп. Мягкие металлы, такие как алюминий и магний, никогда не закаляются, хотя они могут подвергаться криогенному снятию напряжений или «состариваться» низкотемпературным нагревом.
Термическая обработка повышает прочность и снимает внутренние напряжения, возникающие при обработке сырья и тяжелой механической обработке. Углеродистые стали, такие как 1018, могут подвергаться цементации путем азотирования или науглероживания, а сталь 4140 легко доводится до твердости 50 Rc или выше с помощью методов закалки и отпуска.Как упоминалось ранее, сталь 17-4 PH можно сделать довольно твердой, как и некоторые нержавеющие стали серии 400, но нержавеющую сталь серии 300 можно закалить только путем холодной обработки или волочения через штамп. Мягкие металлы, такие как алюминий и магний, никогда не закаляются, хотя они могут подвергаться криогенному снятию напряжений или «состариваться» низкотемпературным нагревом.
Компании-партнеры приветствуют Photofabrication Engineering Inc (PEI)
Компании-партнеры приобретают компанию Photochemical Machining Company, Photofabrication Engineering Inc.
ЧИКАГО, Иллинойс — Компании-партнеры (TPC) объявили о приобретении компании Photofabrication Engineering Inc. (PEI). Компания PEI, базирующаяся в Милфорде, штат Массачусетс, занимается фотохимической обработкой и имеет специальные отделы для прецизионного травления и декоративного травления. Компания является лидером в области травления титана и обрабатывает большинство металлов для критически важных деталей.
(PEI). Компания PEI, базирующаяся в Милфорде, штат Массачусетс, занимается фотохимической обработкой и имеет специальные отделы для прецизионного травления и декоративного травления. Компания является лидером в области травления титана и обрабатывает большинство металлов для критически важных деталей.
«TPC рада приветствовать PEI в команде. PEI — это жемчужина, к которой мы стремились в течение многих лет, и они являются эталоном в области возможностей и обслуживания клиентов», — прокомментировал Дэн Брумлик, сопредседатель компаний-партнеров.Он добавил: «Опыт PEI является сильным дополнением к набору возможностей TPC, а их руководящая команда обладает глубокими знаниями производственного процесса».
Генеральные менеджеры PEI Кейт Черч и Рафаэль Васкес выразили радость команды PEI по поводу присоединения к TPC. «Мы очень хотим начать эту новую главу. Ресурсы, которые может предложить TPC, бесценны, и мы с нетерпением ждем возможности поделиться этими новыми возможностями с нашими уважаемыми клиентами».
Приобретение было завершено в апреле 2021 года.
О компании Photofabrication Engineering Inc. Сосредоточившись на обеспечении высочайшего уровня качества, их ультрасовременное предприятие предназначено для процесса PCM с использованием самого современного оборудования в отрасли. PEI производит критически важные детали для большинства высокотехнологичных отраслей, а также украшения, предметы коллекционирования и другие индивидуальные подарки. Компания является лидером в области травления титана и предлагает нержавеющую сталь, медь, латунь, ковар, стерлинговое серебро, бериллиевую медь, нейзильбер, цирконий и другие стандартные и специальные металлы и сплавы.
Методология и опыт PEI по контролю качества были признаны крупными национальными и международными организациями. Они имеют регистрацию ISO 9001, AS9100 и ITAR. Они признаны Содружеством штата Массачусетс «зеленым» производителем, и вся их продукция с гордостью производится в США.
О компаниях-партнерах Компании-партнеры (TPC) — это долгосрочный оператор специализированных производственных компаний. Восемь портфельных компаний TPC работают автономно и совместно, предоставляя комплексные решения для клиентов по многочисленным специализированным процессам и материалам.Компании в основном обслуживают аэрокосмическую, оборонную, медицинскую, электронную, оптическую / лазерную промышленность и отрасли возобновляемых источников энергии. Большинство из них имеют сертификаты ISO, ITAR, NIST или NADCAP.
Основные процессы включают химическое травление, обработку на станках с ЧПУ, формование, гальванопластику, изготовление листового металла, гальванопокрытие на катушках, покрытие пластмасс, металлизацию керамики, выращивание кристаллов, отделку и сборку жгута проводов. Эти возможности позволяют производить ответственные детали и узлы из металлов (обычных технических сплавов и экзотических материалов), пластмасс, керамики, сапфира, кремния и германия. Для получения дополнительной информации посетите сайт www.thepartnercos.com.
Для получения дополнительной информации посетите сайт www.thepartnercos.com.
ИСТОЧНИК: thepartnercos.com
Контакт для СМИ Клэнси Амадей [email protected]
Контакт для общей информации и предложений John Ellinthorpe [email protected]
Инвестиционный контакт Кристиан Стрё [email protected]
Металлические постройки — 39 типов стальных построек и более 125 комплектов
Сэкономьте до 50%
Одним из способов, которым наша система строительства значительно снижает стоимость проекта, является сокращение сроков строительства.Фактически, наши здания могут сэкономить вам до 50% по сравнению со стоимостью традиционного строительства. Мы обеспечиваем эту экономию за счет предварительной сборки здания, что означает, что все сварные работы выполняются на заводе до доставки, а все ваши оконные и дверные проемы и даже световые люки предварительно перфорируются до прибытия на вашу рабочую площадку.
Этот процесс не только снижает общий бюджет проекта, но и делает многие из наших зданий удобными для самостоятельной сборки. Благодаря простой конструкции, соединяемой болтами, и листовым материалам, которые легко крепятся с помощью крепежных деталей, многие владельцы наших гаражей, мастерских и других частных строений предпочитают собирать здание самостоятельно.
Часто задаваемые вопросы
Что влияет на цену моего строительного пакета?
Текущая цена на сталь, предполагаемое использование и ваше местонахождение для проектирования — три наиболее важных фактора стоимости.
Какова текущая цена на сталь?
Наш прогноз цен на сталь дает представление о текущих ценах на сталь в режиме реального времени, но лучший способ узнать, как это влияет на цены на металлоконструкции на ежедневной основе, — это поговорить с одним из наших представителей.
Какие параметры настройки доступны?
Мы предлагаем вам сотни способов настроить функциональность и персонализировать внешний вид вашего здания. От дверей, окон и изоляции до цветовых схем и даже облицовки искусственным камнем — возможности безграничны.
От дверей, окон и изоляции до цветовых схем и даже облицовки искусственным камнем — возможности безграничны.
Вы предлагаете финансирование?
Мы предлагаем возможность финансирования церковных проектов, но не для личных или корпоративных покупок. Большинство наших клиентов могут обеспечить финансирование через свои местные банки, особенно когда они покупают здание бренда General Steel.
Можете ли вы порекомендовать мне подрядчика для строительства здания?
Да, у нас самая большая в отрасли сеть квалифицированных подрядчиков по строительству металлоконструкций. Мы можем предоставить сметы на бетон, монтаж и даже услуги «под ключ» через наше сообщество строителей, когда мы предоставим ваше предложение по строительству.
Продает ли General Steel сараи для столбов?
Мы не поставляем стойловые сараи. Если вы рассматриваете комплект сарая на столбах, обязательно изучите преимущества наших стальных зданий по сравнению с деревянными конструкциями.
Я все еще на стадии планирования, с чего мне начать?
У нас есть полный набор предстроительных услуг, которые мы разработали как доступную альтернативу архитектурным услугам. Начните с нашего контрольного списка перед строительством, чтобы узнать, что вам нужно учитывать и как наши пакеты проектирования могут упростить технико-экономическое обоснование.
Какая строительная система подходит именно вам?
Мы понимаем, что когда вы строите, у вас есть варианты, поэтому мы разработали серию честных страниц сравнения, чтобы помочь вам решить, какая система строительства подходит именно вам.Вот некоторые аспекты, о которых следует помнить, изучая доступные варианты.
- Он разработан с учетом вашего местоположения?
- Какие типы гарантий предлагаются?
- Как он противостоит окружающей среде?
- Можно ли настроить систему здания?
- Каковы сопутствующие расходы на строительство?
- Можно ли персонализировать внешний вид?
Присоединяйтесь к нашему сообществу историй успеха
Вот уже более двух десятилетий частные лица, церкви, организации и многие крупнейшие компании Америки звонят в General Steel, когда им нужно больше места. Как видно из сотен наших историй успеха, мы не только строим здания высочайшего качества, но и не имеем себе равных в обслуживании клиентов и сопровождении проектов.
Как видно из сотен наших историй успеха, мы не только строим здания высочайшего качества, но и не имеем себе равных в обслуживании клиентов и сопровождении проектов.
У нас есть инструменты, ресурсы и, самое главное, опыт, чтобы сделать ваш проект по-настоящему успешным. Команда, которую мы назначим для вашего личного проекта, состоит из самых знающих и опытных специалистов в области металлоконструкций. Душевное спокойствие, которое мы предлагаем вам от начала до завершения строительства, не имеет себе равных.
Самые популярные размеры
Наши строительные пакеты могут быть настроены с использованием различных компонентов.
100×150
Популярное использование: коммерческий
Если ваш бизнес производит крупногабаритные изделия, такие как ветряные мельницы, или вам необходимо хранить существенные…
Цена этого здания50×100
Популярное использование: Сельское хозяйство
Наш стальной корпус 50×100 — один из самых универсальных и популярных размеров. С 5000 квадратных футов …
С 5000 квадратных футов …
20×24
Популярное использование: Сельское хозяйство
Этот базовый комплект для сборки 20×24 может иметь множество возможностей настройки. В зависимости от…
Цена этого здания100×100
Популярное использование: Сельское хозяйство
Одним из многих преимуществ сборных домов является стандартная внутренняя конструкция без колонн…
Цена этого здания24×30
Популярное использование: авторемонт
Наш металлический конструктор 24×30 представляет собой пространство с широкими возможностями настройки.Благодаря боковой стенке длиной 30 футов вы…
Цена этого здания100×200
Популярное использование: Сельское хозяйство
Наш стальной корпус размером 100 x 200 является наиболее эффективным и экономичным способом получить 20 000 квадратных. ..
..
200×400
Популярное использование: баскетбольная площадка
Наша строительная система может иметь чистый пролет до 300 футов, что делает это стальное здание размером 200×400 универсальным…
Цена этого здания40×60
Популярное использование: пивоварня
Металлические строительные пакеты40×60 — один из наших самых популярных размеров как для бизнеса, так и для частных лиц…
Цена этого зданияФототравление металла — Услуги по изготовлению прецизионных металлических деталей
Компания Orbel является ведущим мировым разработчиком и производителем тонколистовых прецизионных решений для фототравления металлов. В результате использования самой передовой на сегодняшний день технологии фототравления, методы фототравление Orbel позволяют нам производить самые сложные конструкции компонентов, сохраняя чрезвычайно жесткие допуски.
ПОСЛЕДОВАТЕЛЬНОЕ ТРАВЛЕНИЕ МЕТАЛЛА НА ЗАКАЗ
Фототравление (также называемое фотохимическим фрезерованием, травлением металла, химической обработкой или изготовлением фотографий) — это быстрый и экономичный способ производства разнообразных прецизионных металлических деталей.Компания Orbel, специализирующаяся на фототравление от начала до конца, может помочь вам спроектировать, создать прототип и изготовить готовую металлическую деталь, точно отвечающую требованиям вашей отрасли и области применения.
- Одностороннее, двустороннее и поэтапное фотохимическое травление
- Широкий выбор материалов
- Травление металла толщиной от 0,0007 дюйма до 0,032 дюйма
- Экономичные модификации конструкции
- Нет необходимости в твердом инструменте
- Высококачественные прецизионные детали без заусенцев и напряжений
- Собственные фотоинструменты позволяют очень быстро выполнять заказы
- Экономичное решение для травления металлов
ПРОМЫШЛЕННОСТЬ И ПРИМЕНЕНИЕ ФОТОТРАВЛЕНИЯ
Продукция Orbel с химическим травлением используется многими крупнейшими мировыми OEM-производителями в различных отраслях, включая военную, медицинскую, автомобильную, энергосберегающую, солнечную, телекоммуникационную, контрольно-измерительную, беспроводную и микроволновую. Приложения включают:
Приложения включают:
Часто задаваемые вопросы о фототравление
1. Что такое фототравление?
Фототравление — это контролируемый процесс коррозии, направленный на получение тонколистовых металлических компонентов, которые могут иметь различные детали и геометрию.
2. Что такое процесс фототравление?
Основной процесс лучше всего объяснен здесь
3. Какие детали можно травлить?
Многие продукты могут быть получены в результате процесса фототравления, в том числе экраны и прокладки от электромагнитных и радиочастотных помех, контакты, пружинные зажимы, прокладки, заземляющие ленты и прокладки, а также бесчисленное множество других изделий, которые могут выполнять практически любые задачи.
4. Почему фототравление лучше других способов изготовления деталей?
Фототравление является относительно быстрым и экономичным процессом. Поскольку это коррозионный процесс, а не штамповка, он не вызывает напряжения в материале, как штамповка компонента. Он идеально подходит для более тонких и легких материалов, которые в противном случае могут быть повреждены в процессе вырубки с применением жестких инструментов.
Поскольку это коррозионный процесс, а не штамповка, он не вызывает напряжения в материале, как штамповка компонента. Он идеально подходит для более тонких и легких материалов, которые в противном случае могут быть повреждены в процессе вырубки с применением жестких инструментов.
5. Какие материалы можно травить?
Есть много примеров металлов, которые поддаются фототравлению. Orbel специализируется на бериллиевой меди, латуни, нейзильбере, меди, нержавеющей стали и никеле.
6. Что делает фототравление LDI (Laser Direct Imaging) лучше, чем традиционное фотопечать?
LDI предлагают множество преимуществ по сравнению с фотоплоттерами. Одним из ключевых преимуществ является то, что физический инструмент заменяется компьютерным файлом, а это означает, что никакие повреждения или износ не повлияют на инструмент, а LDI будет каждый раз печатать одно и то же изображение. Другим большим преимуществом LDI является время выполнения работ. Традиционному майларовому рисунку, напечатанному на фото, требуется около 24 часов, чтобы «отстояться», прежде чем его можно будет травить, в то время как узоры, напечатанные на LDI, доступны сразу.Поскольку инструмента Mylar нет, результирующее изображение на металле обеспечивает более жесткие допуски на конечную деталь.
Традиционному майларовому рисунку, напечатанному на фото, требуется около 24 часов, чтобы «отстояться», прежде чем его можно будет травить, в то время как узоры, напечатанные на LDI, доступны сразу.Поскольку инструмента Mylar нет, результирующее изображение на металле обеспечивает более жесткие допуски на конечную деталь.
Изготовление кремниевых наноструктур со сверхвысоким соотношением сторон с использованием самособирающегося химического травления с помощью металла из золота кристаллические ценности. В то время как эта концепция широко используется в полупроводниках III-V, кремний
1 оказался более сложным из-за отсутствия подходящих материалов с надлежащей зонной структурой и решеткой.Тем не менее, альтернативные способы проектирования зонной структуры кремния могут расширить его применение в будущих приложениях, где объемный кристаллический кремний не подходит. Подход «снизу вверх» к выращиванию кремниевых нанопроводов широко изучался, 2 , но подход «сверху вниз» из монокристаллической кремниевой подложки был бы более практичным для краткосрочной эксплуатации устройств. Один из таких подходов использует технику, известную как химическое травление с помощью металла (MacEtch). MacEtch полагается на гальваническую коррозию кремния в присутствии благородного металла (катализатора), чтобы обеспечить резкий контраст травления во влажном химическом растворе, содержащем плавиковую (HF) кислоту и окислитель (обычно h3O2 или HNO3). 3 – 5 В отличие от большинства традиционных процессов влажного/сухого травления, которые требуют маски травления для определения элементов, MacEtch использует металлический шаблон в качестве промотора травления. В этом процессе кремний, находящийся в непосредственном контакте с металлом, вытравливается, оставляя кремниевые структуры в пустотах между металлическими узорами, как показано на рис. 1. Ранее сообщалось, что оставшиеся кремниевые структуры могут быть кристаллическими или пористыми по своей природе в зависимости от стехиометрия травильного раствора, легирование подложки и тип металлического катализатора.
Один из таких подходов использует технику, известную как химическое травление с помощью металла (MacEtch). MacEtch полагается на гальваническую коррозию кремния в присутствии благородного металла (катализатора), чтобы обеспечить резкий контраст травления во влажном химическом растворе, содержащем плавиковую (HF) кислоту и окислитель (обычно h3O2 или HNO3). 3 – 5 В отличие от большинства традиционных процессов влажного/сухого травления, которые требуют маски травления для определения элементов, MacEtch использует металлический шаблон в качестве промотора травления. В этом процессе кремний, находящийся в непосредственном контакте с металлом, вытравливается, оставляя кремниевые структуры в пустотах между металлическими узорами, как показано на рис. 1. Ранее сообщалось, что оставшиеся кремниевые структуры могут быть кристаллическими или пористыми по своей природе в зависимости от стехиометрия травильного раствора, легирование подложки и тип металлического катализатора. 6 – 10
6 – 10 Рис. 1
Иллюстрация, показывающая вид профиля процесса изготовления MacEtch: (a) металлический узор на кремнии до MacEtch и (b) полученные кремниевые наноструктуры после MacEtch.
MacEtch был продемонстрирован на литографических моделях 6 , 11 , 12 и самосборных металлических моделях. 4 , 5 , 7 , 9 8 , 9040 , 13 15 с самосборником можно добраться до геометрических особенностей намного меньше, чем может реализовать литографическим рисунком.Наиболее распространенный подход самообороцы использует металлическую солью ванну, такую как AGNO3, 8 , 9 , 14 , 16 — — 18 , где определяется геометрия травления. образованием серебряных дендритов из раствора. Хотя был продемонстрирован скромный контроль геометрии дендритов, 18 результирующие протравленные элементы превышают 50 нм. Как правило, для наблюдения эффектов квантового ограничения необходимы элементы размером менее 10 нм. 19 Поэтому в этой работе мы сосредоточились на разработке методов создания самосборных металлических конструкций размером менее 10 нм. 15
образованием серебряных дендритов из раствора. Хотя был продемонстрирован скромный контроль геометрии дендритов, 18 результирующие протравленные элементы превышают 50 нм. Как правило, для наблюдения эффектов квантового ограничения необходимы элементы размером менее 10 нм. 19 Поэтому в этой работе мы сосредоточились на разработке методов создания самосборных металлических конструкций размером менее 10 нм. 15
Одним из методов формирования самособирающихся металлических рисунков размером менее 10 нм является нанесение ультратонкой металлической пленки с использованием физического осаждения из паровой фазы (PVD) и регулирование толщины вблизи порога просачивания. Хорошо известно, что металлические пленки, нанесенные на (полу)изолирующие подложки, эволюционируют в тонкопленочное состояние через морфологическую последовательность: вначале образуются компактные островки, затем вытянутые островки, просачивание, заполнение отверстий и, наконец, тонкопленочное состояние. 20 Путем точного контроля толщины пленки мы смогли использовать металлические узоры этой морфологической последовательности в качестве катализатора для процесса MacEtch. Это более привлекательно по сравнению с ваннами с солями металлов, потому что осаждение PVD широко доступно благодаря большей однородности, низкой стоимости и сверхвысокой чистоте. В центре внимания этой статьи находится процесс изготовления для MacEtch кремниевых наноструктур с поперечными элементами менее 10 нм с использованием золота с рисунком PVD.
20 Путем точного контроля толщины пленки мы смогли использовать металлические узоры этой морфологической последовательности в качестве катализатора для процесса MacEtch. Это более привлекательно по сравнению с ваннами с солями металлов, потому что осаждение PVD широко доступно благодаря большей однородности, низкой стоимости и сверхвысокой чистоте. В центре внимания этой статьи находится процесс изготовления для MacEtch кремниевых наноструктур с поперечными элементами менее 10 нм с использованием золота с рисунком PVD.
2.
Экспериментальные результаты и обсуждение
Все эксперименты, представленные в данной статье, были выполнены с использованием кремниевых подложек, умеренно легированных бором, со значениями объемного удельного сопротивления в диапазоне от 1 до 100 Ом•см.В целом этапы процесса состояли из начального травления/очистки оксида в буферном растворе травления оксида (BOE), контролируемого повторного окисления в кислородной плазме, осаждения металла методом PVD, MacEtch в ванне HF+h3O2, сушки в критической точке и осмотра. Каждый из этих процессов обсуждается более подробно в следующих разделах.
Каждый из этих процессов обсуждается более подробно в следующих разделах.
2.1.
Подготовка подложки
Хотя было показано, что MacEtch работает с различными металлами, 3 , 14 наша работа сосредоточена на золоте по нескольким причинам: серебро изучено наиболее широко, но его порог просачивания относительно толстые, и полученные самособирающиеся структуры впоследствии образуют элементы размером намного больше 10 нм.Серебро также имеет нежелательную характеристику медленного травления в H3O2; 7 это может привести к несовершенному воспроизведению рисунка, так как серебряный узор растворяется в травильном растворе. Известно, что некоторые другие металлы, такие как платина и палладий, оставляют после себя пористый протравленный кремний, а не сохраняют кристаллическую природу. 10 , 21 Для сравнения, золото образует самособирающиеся элементы меньшего размера, устойчиво к травильному раствору и сохраняет кристаллическую природу остальных кремниевых структур.
Наши результаты указывают на два основных фактора, влияющих на морфологическую последовательность рисунков PVD металла для данной подложки и данного металла: (1) природа природного оксида на поверхности и (2) температура подложки во время осаждения. Первый параметр играет решающую роль в том, как металл зарождается и растет на поверхности. Удаление слоя естественного оксида раствором БОЭ непосредственно перед нанесением напыленного золота привело к получению сплошных пленок толщиной до 2 нм при комнатной температуре (т.э., у них были сверхтонкие пороги перколяции). Было обнаружено, что такие ультратонкие золотые пленки практически невозможно удалить в мокром травителе, что свидетельствует об образовании силицида при комнатной температуре. Кроме того, пленки тоньше 2 нм трудно контролировать или воспроизвести из-за чрезвычайно короткого времени осаждения, поэтому кремний, не содержащий оксидов, не идеален для формирования желаемых золотых узоров. Чтобы создать управляемую и воспроизводимую подложку из окисленного кремния, сначала естественный оксид удаляли в течение 30 с в растворе BOE. Был использован стандартный раствор 6∶1 BOE с объемным соотношением 40% Nh5F (в воде) к 49% HF (в воде) и дополнительно разбавлен 1∶10 BOE:деионизированная вода. Затем пластины были немедленно повторно окислены в плазменном озолителе с кислородным баллоном (LFE Systems 110) в течение 2 мин при 200 Вт и 100 мТорр. По сравнению с естественным оксидом окружающей среды это позволило нам сформировать воспроизводимый оксид перед каждым осаждением металла. Пример самосборных конструкций с окислением подложки и без него показан на рис. 2.
Рис.2
СЭМ-изображения 2-нм напыленного золота на (а) протравленном БОЭ кремнии (без оксида) и (б) преднамеренно окисленном кремнии с использованием кислородной плазмы. Оба изображения показаны в одном масштабе, чтобы подчеркнуть разницу.
2.2.
Физическое осаждение из паровой фазы Напыление металлов
Напыление было выполнено с использованием устройства для напыления Denton Discovery 18 RF. Поскольку сверхтонкие пленки не сразу образуют непрерывный слой, при определении толщины слоя возникает неопределенность. Наш подход заключается в том, чтобы сначала нанести пленку достаточной толщины, чтобы сформировать непрерывный слой, который можно измерить с помощью профилометра. Затем рассчитывают скорость осаждения, предполагая постоянную скорость в течение всего окна времени осаждения (рассчитанного из ряда различных толщин осаждения). «Толщина» пленки, о которой мы сообщаем, — это просто эта калиброванная скорость, умноженная на время осаждения. Из-за эволюции морфологической последовательности эту толщину следует рассматривать как среднюю экстраполированную толщину, а не как высоту пленки в любом заданном положении на подложке.Мы считаем, что это различие не имеет значения, поскольку само определение толщины прерывистых металлических пленок неоднозначно. Подложки загружали в вакуумную камеру и откачивали до базового давления ниже 1E-6 Торр. Давление процесса осаждения составляло 2,5 мТорр при ВЧ-мощности 100 Вт. Каждое осаждение включало 1-минутное предварительное распыление для кондиционирования мишени с предварительно откалиброванной скоростью осаждения 5 Å/с.
Наш подход заключается в том, чтобы сначала нанести пленку достаточной толщины, чтобы сформировать непрерывный слой, который можно измерить с помощью профилометра. Затем рассчитывают скорость осаждения, предполагая постоянную скорость в течение всего окна времени осаждения (рассчитанного из ряда различных толщин осаждения). «Толщина» пленки, о которой мы сообщаем, — это просто эта калиброванная скорость, умноженная на время осаждения. Из-за эволюции морфологической последовательности эту толщину следует рассматривать как среднюю экстраполированную толщину, а не как высоту пленки в любом заданном положении на подложке.Мы считаем, что это различие не имеет значения, поскольку само определение толщины прерывистых металлических пленок неоднозначно. Подложки загружали в вакуумную камеру и откачивали до базового давления ниже 1E-6 Торр. Давление процесса осаждения составляло 2,5 мТорр при ВЧ-мощности 100 Вт. Каждое осаждение включало 1-минутное предварительное распыление для кондиционирования мишени с предварительно откалиброванной скоростью осаждения 5 Å/с. После осаждения металлический рисунок на подложках исследовали с помощью прибора Hitachi SU-70 SEM.Для процесса MacEtch мы обнаружили, что геометрия полученных следов металла является надежным индикатором толщины по сравнению с другими методами метрологии.
После осаждения металлический рисунок на подложках исследовали с помощью прибора Hitachi SU-70 SEM.Для процесса MacEtch мы обнаружили, что геометрия полученных следов металла является надежным индикатором толщины по сравнению с другими методами метрологии.
В дополнение к роли поверхностного оксида, как обсуждалось ранее, вторым важным параметром процесса является температура подложки во время осаждения. Мы обнаружили, что повышение температуры подложки увеличивает порог перколяции и, следовательно, увеличивает размеры самособирающихся структур. Это показано на рис.3, где два образца имеют металлическую морфологию, близкую к порогу перколяции пленки, но для роста при 200°C требуется значительно более толстое осаждение металла по сравнению с осаждением при комнатной температуре, чтобы достичь той же фазы эволюции морфологии. Интересно отметить, что в то время как в целом размер узора Au увеличивается для нагретой подложки, в пространстве параметров, которое мы исследовали, размер металлических элементов, по-видимому, увеличивается относительно больше, чем зазоры между металлическим узором. Это также наводит нас на мысль, что меньший порог перколяции может быть достигнут за счет охлаждения подложки 22 , но в данной работе это не изучалось.
Это также наводит нас на мысль, что меньший порог перколяции может быть достигнут за счет охлаждения подложки 22 , но в данной работе это не изучалось.
Рис. 3
СЭМ-изображения (а) пленки золота толщиной 4 нм при комнатной температуре и (б) пленки золота толщиной 16 нм при 200°C, оба на окисленной кремниевой подложке. Оба изображения показаны в одном масштабе.
2.3.
Процесс MacEtch
Чтобы использовать металлические узоры для получения кремниевых наноструктур высокой плотности, травление должно происходить строго вертикально к поверхности, т.е.т. е. травление должно быть сильно анизотропным. Даже небольшая скорость подрезки ограничит максимальную глубину, которая может быть достигнута, и вызовет обрушение конструкции; плотность наноструктур также может резко уменьшиться, так как многие структуры будут отрываться из-за подреза. Хотя Macetch, как известно, имеет кристаллическую зависимость, 6 , 7 , 9 , , 17 Роль соотношения раствора имеет противоречивые отчеты 4 , 6 , 7 , 9 , 12 и роль геометрии металла широко не изучалась. 5 , 12 Кроме того, следует также отметить, что предыдущие исследования, как правило, ограничивались металлическими образцами, которые значительно больше, чем образцы, которые мы исследовали. 5 — 9 , 9040 , 12 , 13 , 9040 , 16 — 18 Для проверки воздействия соотношения раствора мы выполняли травление на шесть различных соотношений ( по объему): 6∶1, 3∶1, 2∶1, 3∶2, 1∶1 и 1∶2 HF:h3O2 в течение 1 мин.Эта группировка соотношений пересекается с тем, что было сообщено Chartier et al. 4 , чтобы быть оптимальной концентрацией 80% HF на 20% h3O2 по молям, соответствующей объемному соотношению почти 3∶2 для максимальной скорости проникновения металла. Растворы состояли из 60 мл HF с добавлением соответствующего количества h3O2 в зависимости от желаемого соотношения.
5 , 12 Кроме того, следует также отметить, что предыдущие исследования, как правило, ограничивались металлическими образцами, которые значительно больше, чем образцы, которые мы исследовали. 5 — 9 , 9040 , 12 , 13 , 9040 , 16 — 18 Для проверки воздействия соотношения раствора мы выполняли травление на шесть различных соотношений ( по объему): 6∶1, 3∶1, 2∶1, 3∶2, 1∶1 и 1∶2 HF:h3O2 в течение 1 мин.Эта группировка соотношений пересекается с тем, что было сообщено Chartier et al. 4 , чтобы быть оптимальной концентрацией 80% HF на 20% h3O2 по молям, соответствующей объемному соотношению почти 3∶2 для максимальной скорости проникновения металла. Растворы состояли из 60 мл HF с добавлением соответствующего количества h3O2 в зависимости от желаемого соотношения. Из-за этого растворы с высокой концентрацией HF имели меньший общий объем, чем растворы с низким содержанием HF. Мы не считаем, что объем раствора играет существенную роль в процессе травления, если размер образца намного меньше объема раствора.
Из-за этого растворы с высокой концентрацией HF имели меньший общий объем, чем растворы с низким содержанием HF. Мы не считаем, что объем раствора играет существенную роль в процессе травления, если размер образца намного меньше объема раствора.
Травильные растворы были составлены из 49% HF (в воде) и 30% h3O2 (в воде). HF добавляли к h3O2 и перемешивали вручную в течение 20 с перед травлением. Травильные растворы использовались в нескольких испытаниях, но их заменяли максимум через 5 дней использования; за этот период времени заметной деградации раствора не наблюдалось, на что указывает постоянная скорость травления для идентичных образцов, протравленных с разницей в несколько дней. Чтобы свести к минимуму влияние испарения на стехиометрию раствора из-за значительных различий в давлении паров компонентов, растворы хранили в герметичном контейнере, когда они не использовались.Напыление металла было выполнено на 3-дюйм. пластины и расщепленные на квадратные формы размером примерно 2–3 см в каждом измерении. Таким образом, металлические узоры из одного цикла напыления можно было вытравить в нескольких растворах и напрямую сравнить. Образцы удерживали пластиковым зажимным инструментом и погружали в раствор на 1 мин. После травления образец сразу переносили в баню с деионизированной водой для промывки еще на одну минуту. Хотя измерения однородности травления для этих образцов не проводились, существенной визуальной неоднородности во время или после процесса травления не наблюдалось, за исключением разреженных круглых форм из-за образования пузырьков h3 во время травления.Сообщалось, что пузырьки вызывают локальную неравномерность травления 23 , и мы наблюдали тот же эффект. Эти области были исключены при оценке образцов с помощью СЭМ путем расщепления в областях, на которые не повлияло образование пузырьков на образце. Во время СЭМ-изображения профиля травления были предприняты меры для проверки нескольких удаленных участков образца, чтобы качественно проверить однородность и убедиться, что используемые изображения репрезентативны для образца в целом.
Таким образом, металлические узоры из одного цикла напыления можно было вытравить в нескольких растворах и напрямую сравнить. Образцы удерживали пластиковым зажимным инструментом и погружали в раствор на 1 мин. После травления образец сразу переносили в баню с деионизированной водой для промывки еще на одну минуту. Хотя измерения однородности травления для этих образцов не проводились, существенной визуальной неоднородности во время или после процесса травления не наблюдалось, за исключением разреженных круглых форм из-за образования пузырьков h3 во время травления.Сообщалось, что пузырьки вызывают локальную неравномерность травления 23 , и мы наблюдали тот же эффект. Эти области были исключены при оценке образцов с помощью СЭМ путем расщепления в областях, на которые не повлияло образование пузырьков на образце. Во время СЭМ-изображения профиля травления были предприняты меры для проверки нескольких удаленных участков образца, чтобы качественно проверить однородность и убедиться, что используемые изображения репрезентативны для образца в целом. Ни один из образцов, протравленных во время этого эксперимента, не показал существенных различий в профиле травления по всему образцу.
Ни один из образцов, протравленных во время этого эксперимента, не показал существенных различий в профиле травления по всему образцу.
На рис. 4 показаны сводные результаты двух самосборных металлических геометрий на подложках ⟨100⟩ и ⟨111⟩. Результат указывает на сильную зависимость анизотропии травления от геометрии рисунка металла. Анизотропия травления, по-видимому, слабо зависит от химии раствора и ориентации кристалла. Наиболее заметным аспектом является то, что небольшие изолированные металлические островки травятся в непредсказуемых направлениях, в то время как более крупные островки и взаимосвязанные паутинообразные узоры травятся почти перпендикулярно поверхности.Этот эффект также наблюдали Романо и соавт. 23 при исследовании пригодности пористых золотых пленок для микрообработки кремния.
Рис. 4
Сравнение геометрии рисунка металла, ориентации кристаллов подложки и стехиометрии раствора на профиле травления. (Столбец а) Золотая картина для отложений при комнатной температуре размером 4 нм (крупные частицы) и 2 нм (мелкие частицы), (столбец b) 6∶1 HF:h3O2, (столбец c) 3∶2 HF:h3O2, (столбец d ) 1∶2 HF:h3O2, (ряды 1 и 2) на ⟨100⟩ пластинах и (ряды 3 и 4) на ⟨111⟩ пластинах. Продолжительность травления во всех случаях составляла 60 с.
Продолжительность травления во всех случаях составляла 60 с.
2.4.
Характеристика процесса MacEtch
Для количественной оценки анизотропии результатов травления более чем в 30 испытаниях мы провели компьютерный анализ изображений СЭМ в отношении исходных размеров металлических элементов, стехиометрии раствора MacEtch и ориентации кристаллов подложки. Все эти образцы были протравлены в течение 1 минуты в соответствии с процедурой, описанной в предыдущем разделе. СЭМ-изображения металлических узоров сверху были пропущены через фильтр Гаусса и затем сегментированы с использованием пороговой обработки для расчета средней площади металлических элементов, ответственных за травление, как показано на рис.5. Площадь вычислялась путем суммирования сегментированных пикселей и преобразования в площадь с использованием линейки масштаба изображения SEM (для всех изображений использовался масштаб 200 000). Изображения профиля поперечного сечения после MacEtch использовались для характеристики анизотропии травления. Поскольку мы зафиксировали продолжительность травления, глубина травления варьировалась в зависимости от стехиометрии раствора. Чтобы приспособиться к этому, изображения профиля SEM с идентичным увеличением (20k) были обрезаны, чтобы включить только вытравленные элементы для анализа. Весь вычислительный анализ изображений SEM был выполнен с использованием Python с открытым исходным кодом и связанных пакетов, включая Numpy, 24 Matplotlib, 25 и scikit-image. 26
Поскольку мы зафиксировали продолжительность травления, глубина травления варьировалась в зависимости от стехиометрии раствора. Чтобы приспособиться к этому, изображения профиля SEM с идентичным увеличением (20k) были обрезаны, чтобы включить только вытравленные элементы для анализа. Весь вычислительный анализ изображений SEM был выполнен с использованием Python с открытым исходным кодом и связанных пакетов, включая Numpy, 24 Matplotlib, 25 и scikit-image. 26
Рис. 5
Пример (а) исходного металлического узора и (б) сегментированного изображения металлического узора; каждый оттенок представляет собой изолированную частицу. Этот образец представляет собой осаждение золота размером 4 нм при комнатной температуре. Масштабная линейка составляет 100 нм.
Чтобы определить направление травления, сначала на обрезанных изображениях был использован метод обнаружения краев для извлечения краевых пикселей из изображения. Двумерная корреляция между краевым изображением и структурирующим элементом по горизонтали, вертикали и ±45 градусов выполнялась для каждого краевого пикселя; самое сильное значение корреляции среди этих расчетов использовалось для определения приблизительного угла травления в этом месте. Затем рассчитывали среднее значение углов для всех пикселей вдоль краев травления, чтобы определить средний угол травления для каждого экспериментального результата. Это показано на рис. 6. Все обработанные изображения были проверены вручную после процесса, чтобы проверить целостность результатов вычислений. Для точной сегментации металлического рисунка требовалась ручная регулировка уровня порога для каждого рисунка, в то время как автоматическое обнаружение краев и анализ угла травления давали надежные результаты без ручного вмешательства.
Затем рассчитывали среднее значение углов для всех пикселей вдоль краев травления, чтобы определить средний угол травления для каждого экспериментального результата. Это показано на рис. 6. Все обработанные изображения были проверены вручную после процесса, чтобы проверить целостность результатов вычислений. Для точной сегментации металлического рисунка требовалась ручная регулировка уровня порога для каждого рисунка, в то время как автоматическое обнаружение краев и анализ угла травления давали надежные результаты без ручного вмешательства.
Рис. 6
Обрезанный вид с высоким разрешением (а) исходного профиля травления и (б) изображения после обнаружения краев и определения угла (цвета представляют углы 0, 90, ± 45 градусов). Этот профиль травления взят из того же образца, что и на рис. 5, протравленного с использованием объемного соотношения 1∶1 HF:h3O2. Масштабная линейка составляет 200 нм.
Результаты вычислений показаны на рис. 7. Этот анализ не является безошибочным из-за несовершенного характера изображений SEM, используемых для анализа. Процесс сушки/расщепления и подготовки образцов часто приводит к коллапсу некоторых наноструктур вблизи сколотых краев, которые не соответствуют фактическому направлению травления; поэтому эти результаты предназначены для использования в качестве экспериментального руководства для определения общих поведенческих тенденций в тестируемых условиях.
Процесс сушки/расщепления и подготовки образцов часто приводит к коллапсу некоторых наноструктур вблизи сколотых краев, которые не соответствуют фактическому направлению травления; поэтому эти результаты предназначены для использования в качестве экспериментального руководства для определения общих поведенческих тенденций в тестируемых условиях.
Рис. 7
График анизотропии травления для многочисленных испытаний травления. Синие маркеры обозначают ⟨100⟩ пластин, красные — ⟨111⟩. Размер маркеров пропорционален среднему размеру металлических частиц на подложке.
Как упоминалось ранее, на рис. 7 не показана сильная зависимость анизотропии травления от стехиометрии раствора или ориентации кристалла. Однако ясно, что протравленные структуры от средних до крупных металлических рисунков (обозначенных средними и крупными маркерами на рис.7) травятся достаточно нормально к поверхности, а небольшие изолированные островки — нет. Мы приписываем такое поведение усиленному влиянию передачи импульса более мелким частицам от вытесняемых газообразных побочных продуктов процесса травления. По мере того, как размер частиц и площадь контакта с поверхностью уменьшаются, силы, создаваемые этими побочными продуктами, начинают конкурировать с силами Ван-дер-Ваальса, которые удерживают металлическую частицу в контакте с подложкой. 27
По мере того, как размер частиц и площадь контакта с поверхностью уменьшаются, силы, создаваемые этими побочными продуктами, начинают конкурировать с силами Ван-дер-Ваальса, которые удерживают металлическую частицу в контакте с подложкой. 27
Данные на рис. 8 численно показывают требования к пороговому размеру для достижения сильно анизотропного травления.Частицы со следом более ∼100 нм2 травятся анизотропно, в то время как частицы с меньшим размером следа – нет. Это пороговое значение также зависит от площади контакта металлических элементов; в отдельно проведенных экспериментальных испытаниях мы обнаружили, что коммерчески доступные наночастицы коллоидного золота размером 50 нм не травятся вертикально, несмотря на их относительно большой размер. Это связано с тем, что площадь контакта (и, следовательно, сила Ван-дер-Ваальса) коллоидной наночастицы намного меньше, чем уплощенные блинообразные элементы, образованные островками PVD. 28 Следует отметить, что все металлические образцы, используемые в этих испытаниях травления, имеют пустоты (т. е. не образуют сплошной пленки), чтобы ограничить влияние процесса диффузии отверстий на травление. Известно, что MacEtch не работает для металлических катализаторов большой площади без пустот, 11 , поэтому металлические структуры этого типа не исследовались. График на рис. 8 содержит два испытания травления с относительно большими металлическими следами, которые не травились вертикально, что заслуживает дальнейшего обсуждения. Один из этих образцов представлял собой металлический узор на пластине ⟨100⟩, протравленной в растворе с высокой концентрацией HF (6∶1), а другой был на пластине ⟨111⟩, протравленной в растворе с низкой концентрацией HF (1∶2).Эти данные согласуются с Chern et al., 6 , которые предполагают формирование наклонных травленых профилей пластин ⟨100⟩ для растворов с высокой концентрацией HF, а также для пластин ⟨111⟩ с растворами с низкой концентрацией HF. Поскольку эти два образца были единственными двумя, на которые в первую очередь влияла стехиометрия раствора, а не морфология узора металла, мы пришли к выводу, что морфология узора оказывает основное влияние на направление травления для испытанного режима размера рисунка металла и стехиометрии раствора; в то время как вторичное влияние может быть связано со стехиометрией раствора, особенно в крайних пределах испытанных соотношений растворов.
е. не образуют сплошной пленки), чтобы ограничить влияние процесса диффузии отверстий на травление. Известно, что MacEtch не работает для металлических катализаторов большой площади без пустот, 11 , поэтому металлические структуры этого типа не исследовались. График на рис. 8 содержит два испытания травления с относительно большими металлическими следами, которые не травились вертикально, что заслуживает дальнейшего обсуждения. Один из этих образцов представлял собой металлический узор на пластине ⟨100⟩, протравленной в растворе с высокой концентрацией HF (6∶1), а другой был на пластине ⟨111⟩, протравленной в растворе с низкой концентрацией HF (1∶2).Эти данные согласуются с Chern et al., 6 , которые предполагают формирование наклонных травленых профилей пластин ⟨100⟩ для растворов с высокой концентрацией HF, а также для пластин ⟨111⟩ с растворами с низкой концентрацией HF. Поскольку эти два образца были единственными двумя, на которые в первую очередь влияла стехиометрия раствора, а не морфология узора металла, мы пришли к выводу, что морфология узора оказывает основное влияние на направление травления для испытанного режима размера рисунка металла и стехиометрии раствора; в то время как вторичное влияние может быть связано со стехиометрией раствора, особенно в крайних пределах испытанных соотношений растворов.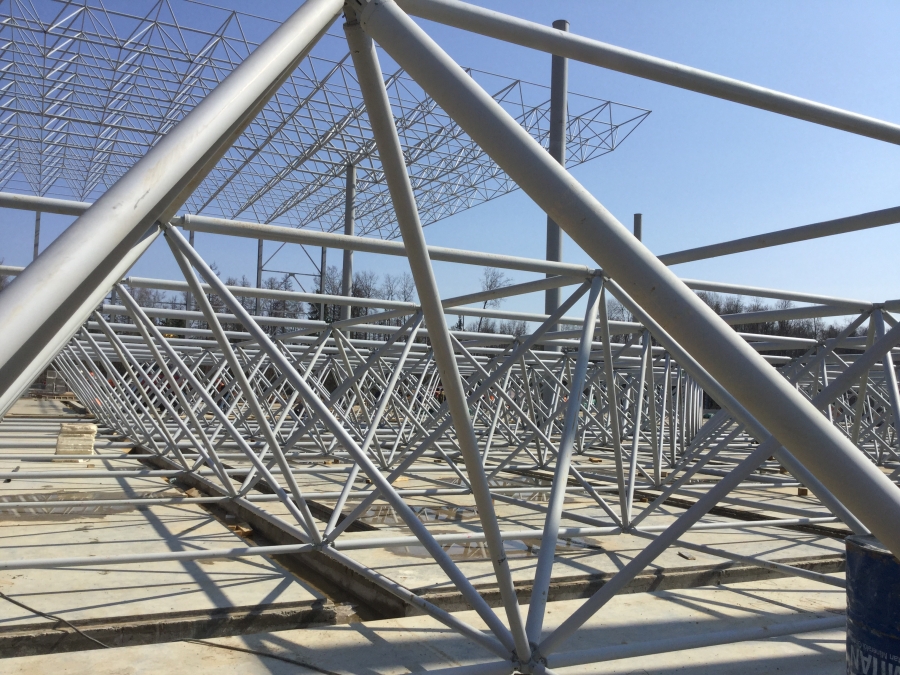
Рис. 8
Сводная диаграмма многочисленных испытаний травления, показывающая зависимость от размера.
2.5.
MacEtch Processing со сверхвысоким соотношением сторон
На основе наших экспериментов оптимизированный процесс высокоанизотропного травления сверхтонких кремниевых наноструктур представляет собой взаимосвязанный золотой узор на окисленной кремниевой пластине ⟨100⟩, как показано на рис. 3(a). ). В ходе большого количества испытаний травления было обнаружено, что оптимизированный раствор для травления представляет собой раствор 3∶2 HF:h3O2, обеспечивающий почти идеальную анизотропию, а также высокую скорость травления.Для дальнейшего подтверждения этого оптимизированного процесса было проведено гораздо более длительное (8 минут) травление, при котором даже небольшое отклонение от идеальной анизотропии привело бы к значительному подрезанию и потере нанопроволок.
Результаты этого более продолжительного травления показаны на рис. 9. Из поперечного сечения, полученного с помощью СЭМ [рис. 9(b)], мы наблюдаем почти идеальную анизотропию, на которую указывают высокая плотность наноструктур и вертикальные профили травления. Чтобы получить оценку соотношения сторон, сначала мы обращаемся к исходному металлическому шаблону; этот узор точно переносится на кремниевую подложку, так что среднее расстояние между металлическими узорами равно средней ширине кремниевой наноструктуры.Это было проверено с использованием более короткого времени травления, чтобы было легче наблюдать прямой перенос рисунка, показанный на рис. 10. На рис. 10 (c) мы можем видеть металлический след, лежащий на дне протравленных канавок, почти неизмененный по форме.
Из поперечного сечения, полученного с помощью СЭМ [рис. 9(b)], мы наблюдаем почти идеальную анизотропию, на которую указывают высокая плотность наноструктур и вертикальные профили травления. Чтобы получить оценку соотношения сторон, сначала мы обращаемся к исходному металлическому шаблону; этот узор точно переносится на кремниевую подложку, так что среднее расстояние между металлическими узорами равно средней ширине кремниевой наноструктуры.Это было проверено с использованием более короткого времени травления, чтобы было легче наблюдать прямой перенос рисунка, показанный на рис. 10. На рис. 10 (c) мы можем видеть металлический след, лежащий на дне протравленных канавок, почти неизмененный по форме.
Рис. 9
СЭМ-изображения кремниевых наноструктур (а) сверху и (б) сбоку с использованием оптимизированного 8-минутного процесса MacEtch с 5-нм пленкой Au, осажденной при комнатной температуре.
Рис. 10
Процесс травления, демонстрирующий точную передачу рисунка: (a) исходный металлический рисунок, нанесенный при комнатной температуре, толщиной 5 нм, (b) ¾ вида посттравления и (c) деталь крупным планом, подчеркивающая идеальную передачу рисунка.
Оригинальная сетчатая металлическая структура трансформируется в кремний для создания вертикально стоящих стенок из кремниевых листов (наностен). Ширина областей пустот в металлических следах варьируется от 5 до 10 нм, а длина меандрирования этих пустот может составлять несколько сотен нанометров. Эти цифры проверяются после травления с помощью СЭМ-изображения бокового обзора. Высота наностенки определяется глубиной травления и составляет 36 мкм для 8-минутного травления. Полученные структуры имеют впечатляющее соотношение сторон, достигающее 7200∶1.Насколько нам известно, это самое большое соотношение сторон, достигаемое при изготовлении конструкций высокой плотности сверху вниз со значительным отрывом. 8 Следует отметить, что процесс травления был произвольно остановлен через 8 мин; вполне вероятно, что даже более высокие пропорции возможны, просто продолжая эту процедуру в течение более длительных периодов времени.
Также важно отметить, что процесс сушки, используемый сразу после влажного MacEtch и промывки, играет решающую роль в живучести этих наноструктур. Из-за капиллярных сил во время процесса сушки образцы, высушенные воздухом или азотом, сильно деформировались или сбились в комки. В результате мы использовали метод сушки при критической точке CO2 (CPD), особенно для структур с высоким соотношением сторон. Это стандартный метод, используемый для преодоления структурного коллапса во время сушки, и он широко используется в устройствах MEMS. На рисунке 11 показаны полученные структуры с процессом CPD и без него.
Из-за капиллярных сил во время процесса сушки образцы, высушенные воздухом или азотом, сильно деформировались или сбились в комки. В результате мы использовали метод сушки при критической точке CO2 (CPD), особенно для структур с высоким соотношением сторон. Это стандартный метод, используемый для преодоления структурного коллапса во время сушки, и он широко используется в устройствах MEMS. На рисунке 11 показаны полученные структуры с процессом CPD и без него.
Рис. 11
СЭМ-изображения сверху кремниевых наноструктур, высушенных с использованием (а) азотного пистолета и (б) процесса CPD.Напыление золота толщиной 5 нм при комнатной температуре использовалось в качестве металлического катализатора в травлении раствора 3∶2 HF:h3O2 в течение 1 мин.
2.6.
Резюме и выводы
Таким образом, мы продемонстрировали недорогой метод изготовления кремниевых наноструктур размером менее 10 нм с использованием самособирающихся металлических моделей из ультратонких пленок, полученных методом PVD. Узоры были получены путем контроля толщины пленки вблизи их порога перколяции. Температура подложки и наличие поверхностного оксида были основными факторами, влияющими на геометрию получаемых металлических структур.Наши результаты показывают, что геометрия структуры металла является наиболее важным фактором, определяющим анизотропию травления, по сравнению с другими факторами, такими как ориентация кристаллов или стехиометрия раствора. Более крупные островки или сетчатые взаимосвязанные формы демонстрируют большую анизотропию, чем изолированные мелкие частицы, и не было обнаружено, что небольшие сферические наночастицы травятся анизотропно. Из всех исследованных нами металлов золото было выбрано как наиболее подходящее для создания структур с высоким соотношением сторон от 5 до 10 нм.Получающиеся в результате кремниевые наноструктуры, которые мы называем кремниевыми наностенками, чрезвычайно дешевы и относительно просты в изготовлении с использованием стандартных инструментов и химикатов для производства полупроводников.
Узоры были получены путем контроля толщины пленки вблизи их порога перколяции. Температура подложки и наличие поверхностного оксида были основными факторами, влияющими на геометрию получаемых металлических структур.Наши результаты показывают, что геометрия структуры металла является наиболее важным фактором, определяющим анизотропию травления, по сравнению с другими факторами, такими как ориентация кристаллов или стехиометрия раствора. Более крупные островки или сетчатые взаимосвязанные формы демонстрируют большую анизотропию, чем изолированные мелкие частицы, и не было обнаружено, что небольшие сферические наночастицы травятся анизотропно. Из всех исследованных нами металлов золото было выбрано как наиболее подходящее для создания структур с высоким соотношением сторон от 5 до 10 нм.Получающиеся в результате кремниевые наноструктуры, которые мы называем кремниевыми наностенками, чрезвычайно дешевы и относительно просты в изготовлении с использованием стандартных инструментов и химикатов для производства полупроводников. Эти уникальные особенности делают эти структуры захватывающей перспективой для квантово-инженерных оптоэлектронных компонентов и устройств следующего поколения на основе кремния.
Эти уникальные особенности делают эти структуры захватывающей перспективой для квантово-инженерных оптоэлектронных компонентов и устройств следующего поколения на основе кремния.
Типы процессов изготовления металла
Изготовление металла — это широкий термин, относящийся к любому процессу, который разрезает, формирует или отливает металлический материал в конечный продукт.Вместо того, чтобы собирать конечный продукт из готовых компонентов, производство создает конечный продукт из сырья или полуфабрикатов. Существует множество различных производственных процессов изготовления. Изготовление металла используется как для нестандартных, так и для стандартных изделий.
Большинство металлических изделий, изготовленных на заказ, изготавливаются из ряда широко используемых металлов и их сплавов. Производители металла часто начинают с стандартных металлических компонентов, таких как листовой металл, металлические стержни, металлические заготовки и металлические стержни, для создания нового продукта.
—> Заинтересованы в изготовлении листового металла на заказ? Попробуйте Xometry Instant Quoting Engine℠, чтобы воплотить свой проект в жизнь. Бесплатная доставка по США.
Специализированные производители металлоконструкций называются производственными мастерскими. Подрядчики, производители оборудования и торговые посредники заставляют производителей металла работать над различными проектами. Многие производители металлоконструкций участвуют в торгах, отправляя чертежи, и, если они получают контракт, строят проект. После присуждения контракта производители металла приступают к этапам планирования, заказывая нужные материалы и заставляя инженера программировать станки с ЧПУ для проекта.
Производственные цеха могут использовать несколько процессов для создания конечного продукта. Они также могут предоставлять услуги по отделке, такие как удаление заусенцев, полировка, покрытие и покраска продукта. Финишная обработка отличается от изготовления металла тем, что финишная обработка является вторичным процессом для обработки внешней поверхности продукта, а не для его придания формы или создания нового продукта.
В этой статье дается обзор некоторых наиболее распространенных методов изготовления металлоконструкций и соображений, которые необходимо учитывать при выборе подходящего цеха для выполнения работ по изготовлению металлоконструкций.
Чугунное литье в песчаную форму.
Изображение предоставлено: Mr. 1/Shutterstock.com
Типы металлических изделий
Выбор метода изготовления металла, подходящего для данного проекта, зависит от геометрии детали, предполагаемого назначения изделия и материалов, используемых при его изготовлении. Общие процессы изготовления металла следующие:
Литье
Литье — это когда расплавленный металл заливают в форму или форму и дают ему остыть и затвердеть, приняв желаемую форму.Процесс изготовления металла идеально подходит для массового производства деталей с повторным использованием одной и той же пресс-формы для создания идентичных продуктов. Существует несколько различных видов литья. Литье под давлением — это когда жидкий металл нагнетается в форму, а не в форму, и там приложенное давление удерживает его на месте, пока он не затвердеет. Этот процесс известен высокоскоростными приложениями, которые он поддерживает. Литье в постоянную форму включает заливку расплавленного металла в форму.
Существует множество типов процессов литья.В некоторых случаях в этом процессе также используется вакуум. Литье в постоянную форму может создавать более прочные отливки, чем литье под давлением, но их может быть трудно удалить из конечного продукта. По этой причине также доступны полупостоянные отливки в формы. Эти формы имеют одноразовые сердечники, что делает их более управляемыми и менее затратными для удаления. Завершающим процессом литья является литье в песчаные формы. При литье в песчаные формы отливки изготавливаются путем вдавливания модели в мелкую смесь песка. Это формирует форму для заливки расплавленного металла. Этот процесс медленный, но, как правило, более экономичный, чем другие формы литья. Его также хорошо использовать, когда необходимы сложные конструкции или для изготовления крупных металлических изделий.
Этот процесс медленный, но, как правило, более экономичный, чем другие формы литья. Его также хорошо использовать, когда необходимы сложные конструкции или для изготовления крупных металлических изделий.
Вы можете использовать сайт Thomasnet.com, чтобы найти ближайшие к вам компании по кастингу.
Резка
Этот очень распространенный тип изготовления металла представляет собой резку заготовки, чтобы разделить ее на более мелкие части. В то время как распиловка является старейшим методом резки, современные методы включают лазерную резку, гидроабразивную резку, силовые ножницы и плазменно-дуговую резку.Существует множество различных методов резки, от ручных и электроинструментов до станков с числовым программным управлением (ЧПУ). Резка может быть первым этапом более длительного производственного процесса или единственным используемым процессом.
Высечка — это еще один процесс резки, в котором используется штамп для нарезки металла. Ротационная высечка использует вращающуюся цилиндрическую матрицу для резки материала, подаваемого через пресс. Планшетная высечка используется для более толстых металлических материалов и использует штампы на прессе для вырезания фигур, когда штамп штампует металл.
Ротационная высечка использует вращающуюся цилиндрическую матрицу для резки материала, подаваемого через пресс. Планшетная высечка используется для более толстых металлических материалов и использует штампы на прессе для вырезания фигур, когда штамп штампует металл.
Вы можете использовать платформу Thomas’s Supplier Discover Platform, чтобы найти ближайшие к вам компании по высечке.
Чертеж
Чертеж использует силу растяжения для втягивания металла в коническую матрицу и через нее. Матрица растягивает металл в более тонкую форму. Обычно волочение производится при комнатной температуре и называется холодным волочением, но металлическую заготовку можно нагреть, чтобы уменьшить необходимое усилие.
Этот процесс считается глубокой вытяжкой, когда глубина конечного продукта равна или превышает его радиус.Обычно он используется при изготовлении листового металла для превращения листов в полые цилиндрические или коробчатые сосуды.
Вы можете использовать платформу Thomas’s Supplier Discover Platform, чтобы найти компании глубокой вытяжки.
Складной
Этот процесс изготовления металла заключается в том, что металл изгибается под углом. Наиболее распространенным средством является тормозной пресс, который создает складки на металле, зажимая его. Заготовка удерживается между пуансоном и матрицей и сгибается под давлением пуансона.Этот процесс обычно используется для формирования листового металла. Складывание также можно выполнить, забивая заготовку молотком, пока она не согнется, или с помощью фальцевальной машины, также известной как папка. Станок имеет плоскую поверхность, на которую помещается плоский листовой металл, прижимную планку, которая удерживает заготовку на месте, и переднюю панель, которая поднимается вверх и заставляет изгибаться натянутый на нее металл.
Изготовление ножей методом ковки. Изображение предоставлено Франческо де Марко/Shutterstock. com
com
Ковка
Ковка использует силу сжатия для придания формы металлу.Молоток или плашка ударяют по заготовке до тех пор, пока не будет сформирована желаемая форма. Этот производственный процесс может выполняться с металлом при комнатной температуре и называется холодной ковкой. Ковка также может выполняться с нагревом металла до температуры от выше комнатной до температуры ниже температуры рекристаллизации, и тогда это называется горячей ковкой. Когда металл нагревают до температуры рекристаллизации, которая зависит от металла, процесс называется горячей ковкой. Ковка — один из древнейших видов изготовления металла, кузнецы использовали ковку много веков назад.
Примеры поковок из нержавеющей сталиИзображение предоставлено: Cornell Forge
Экструзия
В процессе экструзионного производства заготовка проталкивается через открытую или закрытую головку или вокруг нее. При продавливании через открытую или закрытую матрицу диаметр заготовки уменьшается до поперечного сечения матрицы. При прессовании вокруг штампа внутри заготовки образуется полость. В обоих этих процессах обычно используется металлический стержень или цилиндр (заготовка) в качестве заготовки и плунжер для выполнения операции удара.Полученный продукт цилиндрической формы часто представляет собой электропроводку или трубопровод. Поперечное сечение штампа может иметь различную форму для изготовления деталей различной формы. Экструзия может быть непрерывной для создания очень длинных деталей или полунепрерывной для создания множества более коротких деталей.
Ударная экструзия, также называемая холодной экструзией, выполняется при комнатной температуре и повышает прочность детали, делая ее прочнее исходного материала. Когда к соответствующему металлу прикладывается достаточное усилие, он начинает течь в доступную форму, подобно движению вязкой жидкости.Холодное прессование обычно используется для изготовления стальных металлов.
Горячее прессование выполняется при повышенной температуре, чтобы предотвратить затвердевание металла и облегчить его проталкивание через матрицу. Обычно он используется для изготовления меди, а также для создания нестандартных алюминиевых деталей.
Обычно он используется для изготовления меди, а также для создания нестандартных алюминиевых деталей.
Обработка
Метод изготовления металла, называемый механической обработкой, относится к процессу придания металлу формы путем удаления из него ненужного материала. Этот процесс может выполняться различными способами.Существует множество различных процессов обработки, включая сверление, точение и фрезерование.
Сверление использует вращающийся режущий инструмент, сверло, для вырезания отверстия в материале. Сверло давит на металл, вращаясь очень быстро, чтобы создать круглое отверстие.
Токарная обработка использует токарный станок для вращения металла, в то время как режущий инструмент движется линейно, удаляя металл по диаметру, создавая цилиндрическую форму. Режущий инструмент можно наклонять под разными углами для создания различных форм.Это можно сделать вручную или на токарном станке с ЧПУ. Обработка с ЧПУ обычно используется, когда размеры детали должны быть чрезвычайно точными.
Фрезерование использует вращающиеся многогранные режущие инструменты для постепенного удаления материала с заготовки, пока не будет достигнута желаемая форма. Металл медленно подается во вращающийся режущий инструмент, или инструмент перемещается по неподвижному металлу, или заготовка и инструмент перемещаются относительно друг друга. Этот процесс можно выполнять вручную или на фрезерном станке с ЧПУ.Фрезерование часто является вторичным или чистовым процессом, но его можно использовать и как единственный метод изготовления металла от начала до конца. Различные типы фрезерования включают торцевое фрезерование, плоское фрезерование, угловое фрезерование, попутное фрезерование и фасонное фрезерование.
Пробивной станок с ЧПУ изготавливает отверстия в листовом металле.Изображение предоставлено: BigBlueStudio/Shutterstock.com
Штамповка
Турели уникальной формы на штамповочном прессе ударяют по металлу через матрицу или в матрицу, создавая отверстия. Конечным продуктом может быть либо кусок металла с отверстиями для крепления, либо это могут быть уже удаленные и фигурные металлические детали, называемые заготовкой. Большинство штамповочных прессов являются механическими, но меньшие и более простые штампы могут быть с ручным приводом. Пробивные прессы с ЧПУ также теперь широко распространены и используются как для тяжелых, так и для легких металлов при производстве металлов.
Конечным продуктом может быть либо кусок металла с отверстиями для крепления, либо это могут быть уже удаленные и фигурные металлические детали, называемые заготовкой. Большинство штамповочных прессов являются механическими, но меньшие и более простые штампы могут быть с ручным приводом. Пробивные прессы с ЧПУ также теперь широко распространены и используются как для тяжелых, так и для легких металлов при производстве металлов.
Стрижка
Этот тип обработки металла позволяет получить один длинный прямой разрез путем объединения двух инструментов, один из которых расположен над металлом, а другой расположен ниже для приложения давления.Верхнее лезвие прижимает металл к неподвижному нижнему лезвию и разрушает его. Затем перелом распространяется внутрь для полного разделения. Срезанные края обычно заусенцы. Он идеально подходит для резки материалов меньшей длины и материалов различной формы, поскольку лезвия могут быть установлены под углом для уменьшения требуемой силы.
Штамповка
Этот процесс изготовления металла похож на штамповку, за исключением того, что пресс создает в металле не отверстие, а углубление. Револьвер не проталкивает металл полностью через матрицу, а только поднимает ее.Штамповка используется для формирования фигур, букв или изображений на металлической панели или листе. Механический и гидравлический — это два типа штамповочных прессов. Металлоштамповочные машины отливают, штампуют, вырезают и формируют металлические листы. Листы толщиной до 1/4 дюйма формуются в заданные формы и размеры. Прессы, используемые для штамповки металла, могут создавать широкий ассортимент продукции, и они могут выполнять ряд операций, включая вырубку, чеканку металла и формование четырех слайдов. Чеканка монет (как следует из названия) может быть использована для создания монет, но у нее есть и другие применения, например, детали для электроники.Четырехшаговая формовка включает в себя различные процессы штамповки и формовки для создания более сложных изделий, и она особенно эффективна для небольших деталей.
Изображение предоставлено: Aumm graphixphoto/Shutterstock.com
Сварка
При сварке два или более куска металла соединяются вместе за счет сочетания тепла и давления. Это популярный процесс, потому что куски металла могут быть любой формы и размера. Четыре популярных типа сварочных процедур — это электродуговая сварка, сварка MIG, сварка TIG и дуговая сварка порошковой проволокой.
Сварка стержнем, также известная как дуговая сварка защищенным металлом (SMAW), использует стержневой электрод, который производит электрический ток, образующий электрическую дугу при контакте с металлом. Высокая температура дуги сваривает металл.
Сварка металла в среде инертного газа (MIG) или газовая дуговая сварка металлическим электродом (GMAW) использует подаваемый извне газ вместе со сплошным электродом из сплошной проволоки, чтобы защитить металл от реакции на факторы окружающей среды, чтобы сварка была более быстрой и непрерывной. Защитный газ также создает меньше сварочного дыма.
Защитный газ также создает меньше сварочного дыма.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также называемая дуговой сваркой вольфрамовым электродом, использует стержень вольфрамового электрода, который создает короткую дугу для сварки более тяжелых металлов при изготовлении тяжелых изделий. Этот метод требует высокой квалификации сварщика, так как процесс более сложный, но его можно использовать для большинства металлических изделий и для сложных проектов.
Дуговая сварка флюсовой проволокой (FCAW) имеет тот же процесс и оборудование, что и MIG. Используемый проволочный электрод содержит сердечник, который производит защитный газ, поэтому дополнительный источник газа не требуется.Этот метод более портативный, чем сварка MIG или Stick, но его нельзя использовать для более тонких металлов.
Выбор производителей металла
Выбор мастерской по изготовлению металлоконструкций на заказ или производителя металлоконструкций на заказ, который наилучшим образом удовлетворит потребности проекта, является важным решением, которое может повлиять на скорость производства, качество продукции и экономическую эффективность данного проекта. Чтобы помочь в процессе выбора, вот несколько соображений:
Чтобы помочь в процессе выбора, вот несколько соображений:
Опыт : Механические мастерские, которые работают в течение длительного времени или имеют хорошо зарекомендовавшую себя репутацию хорошего сервиса, могут представлять очевидные причины для выбора магазина.
Отрасли, обслуживаемые : может быть полезно отметить, какие отрасли обычно обслуживает магазин, а также виды продуктов или процессов, на которых он конкретно фокусируется, поскольку они лучше подходят для выполнения конкретных отраслевых требований. Также важно узнать об опыте производителя с типом металла, необходимого для проекта. Некоторые мастерские специализируются на одном или двух видах металлообработки. Если вы уже знаете, что лучшим материалом для проекта является алюминий, найдите специализированного производителя алюминия.
Ресурсы : Станки с ЧПУ могут быть лучшим вариантом для мелкодетализированного проекта, но ручные станки могут лучше подойти для проекта с ограниченным бюджетом. Размер оборудования имеет значение, если конечный продукт имеет большие размеры. Инструментальные возможности производителя металла могут иметь большое влияние на его возможности и качество его металлических изделий. Требуется ли точное изготовление? Прецизионное изготовление листового металла в значительной степени зависит от быстро развивающихся компьютерных технологий.
Размер оборудования имеет значение, если конечный продукт имеет большие размеры. Инструментальные возможности производителя металла могут иметь большое влияние на его возможности и качество его металлических изделий. Требуется ли точное изготовление? Прецизионное изготовление листового металла в значительной степени зависит от быстро развивающихся компьютерных технологий.
Многие компании, специализирующиеся на прецизионном производстве, используют программное обеспечение CAD/CAM для проектирования и компоновки изготавливаемых изделий. Компьютеры с ЧПУ запрограммированы для выполнения конкретных задач и достижения невероятно точных спецификаций, необходимых для производства множества металлических изделий, изготовленных по индивидуальному заказу.
Тип производства : Размер производственного цикла, будь то краткосрочный или долгосрочный, мелкосерийный или крупносерийный, должен быть одним из центральных соображений при выборе адекватной службы индивидуального изготовления.
Складские материалы : Наконец, важно убедиться, что производитель металла либо уже имеет, либо может сформировать конкретный металл, который будет использоваться для продукта. Если у них есть конкретный поставщик металла, которого они используют, также стоит изучить репутацию поставщика. Специализированный цех по производству нержавеющей стали может работать с одним и тем же поставщиком стали в течение длительного периода времени.
—> Заинтересованы в изготовлении листового металла на заказ? Попробуйте Xometry Instant Quoting Engine℠, чтобы воплотить свой проект в жизнь.Бесплатная доставка по США.
Изготовление металлоконструкций на заказ — сводка
Это руководство дает общее представление о производстве металла, различных методах и соображениях по выбору производителя. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам по продуктам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники или просмотреть сведения о конкретных продуктах.
Источники:
- https://www.plasmacnc.co.uk/blog/understanding-fabrication-and-types-of-fabrication/
- https://www.thefabricator.com/article/bending/листовой металл-складной-эволюция
- https://www.themanufacturer.com/articles/different-types-of-welding-and-what-they-are-used-for/
- http://www.engineeringarticles.org/machining-operation-and-types-of-machining-tools/
- https://www.reinkeandschomann.com/blog/custom-metal-fabrication/
- https://www.cornellforge.com/forging-forged-parts-guide/
- http://www.pdf-inc.com/types-metal-fabrication-processes/
- https://alliedsinterings.ком/продукты/
- https://www.ampflame.com/custom-metal-fabrication.html
- https://www.technoxmachine.com/metal-fabrication-services/
Другие изделия из металла
Изображение предоставлено: Изображение предоставлено Aumm graphixphoto/Shutterstock.com
Больше из Изготовление и изготовление на заказ
.